
インサート成形サービスは、金属とプラスチックの統合において重要な製造プロセスであり、インサートのずれ、気泡、部品のひび割れなど、生産を阻害する一般的な問題を解決します。これらの不具合は通常、事前のマルチフィジックス連成シミュレーションの欠如や、 ±0.03mmを超える緩い公差など、業界全体に共通するギャップに起因しており、最大120MPaの射出圧力下でバリや応力が発生し、高い不良率や信頼性の問題につながります。
LSマニュファクチャリングのインサート成形サービスは、精密な金属とプラスチックの一体化プロセスであり、最大120MPaの圧力下でもインサートのずれ、気泡、部品の亀裂を排除します。
LS Manufacturing独自のソリューションは、15年以上にわたる専門知識と、独自のDFM(設計製造性)に基づいたフロー解析、そして±1℃以内の金型温度バランスといった厳格なプロセス管理を活用し、高精度なインサート成形を実現します。これにより、±0.005mmまでの公差でシームレスな生産が可能になり、リードタイムの短縮と、統合されたカスタムツーリングによる総調達コストの削減が実現します。この記事では、主要な金型指標を評価し、データ透過的な手法を用いて総調達コストを大幅に削減する方法をご紹介します。

インサート成形サービス:金属とプラスチックの金型およびコストに関するクイックリファレンス
| コスト要因 | 工具および部品コストへの影響 | 技術および設計ソリューション |
| 挿入位置精度 | ±0.05mmを超える位置ずれは、バリ、不完全射出、不良品の発生につながります。 | 精密な位置決めと、硬化鋼製インサートを用いた精密インサート成形キャビティの使用、および自動ロボットによる配置。 |
| 熱管理 | 高温のプラスチック(約250℃ )と低温の金属インサートとの温度差。 | インサートを80~120℃に加熱し、インサート周囲のプラスチック壁の適切な厚さを指定する。 |
| 挿入面の準備 | 表面が滑らかなため、金属製のインサートとの十分な噛み合いが妨げられ、インサートが引き抜かれてしまう可能性がある。 | プラスチックを固定するための、ローレット加工、アンダーカット、貫通穴などの表面形状を有するインサートの仕様。 |
| インサートポケット部分の成形不良 | 鋼製インサートは軟質の金型鋼に摩耗を引き起こし、バリの発生や公差の摩耗につながる。 | 金型内の金属インサートとの接触点すべてにおいて、超硬合金および硬鋼インサートを使用する。 |
| 当社の見積もりモデル | 金型の固定価格に加え、年間生産量( 1万個、10万個など)に応じた単価も提示します。 | 必要な基本情報:プラスチック部品と金属インサートの3Dモデル、および希望する年間生産量。 |
主なポイント:
- 精度はかけがえのないものです。金型に費用をかけるのは理にかなっています。なぜなら、金型はインサートを±0.05mm以内の精度で正確に配置できるため、無駄がなく、機能的な部品が得られるからです。
- 接合部の設計:金属インサート成形を設計する際には、滑らかなシャフトとして設計するのではなく、プロセスを考慮し、ローレットや穴などの取り付け用の特徴を含める必要があります。
- 熱管理:予熱は高温によるひび割れを防ぐために必要であり、そのため予熱はプロセス検証における必須のコスト要素となる。
- 数量はコストを左右する要因です。数量が増えるほど、単位あたりのコストは低下します。年間生産量を正確に予測することが、最適な見積もりを得るための重要な要素となります。
このガイドを信頼する理由とは?LS製造のエキスパートによる実践的な経験
インサート成形に関する理論的な記事は数多く存在しますが、本書は他に類を見ないものです。本書は、金属インサートをプラスチックに完璧に接合する当社のプロセスエンジニアの専門知識に基づいて作成されました。当社の手法の理論的基盤は、国際生産技術アカデミー(CIRP)が開発した高度な製造プロセス向けの設計および最適化ルールに基づいています。
当社は、いかなる不具合も許されない部品を製造しています。例えば、航空機の燃料システムに使用される気密コネクタ、脳内埋め込み型神経刺激装置用のセンサー内蔵ハウジング、自動車制御ユニット用の電磁干渉シールドアセンブリなどです。これらの部品の品質保証は、製造技術者協会(SME)が定めるガイドラインに従って行われます。
弊社は数百万回の成形サイクルを通して、インサートを120±5℃に加熱する方法、インサートのねじ山に焼き付き線が発生しないようにゲートの設計を最適化する方法、そして±0.05mmの同心度公差を維持できるようにクランプする方法を習得してきました。弊社の経験を活かし、無駄を削減することで、お客様がインサートを使用した部品を設計する際に、弊社が過去に犯した剥離、バリ、インサートに関する過ちを繰り返さないようにサポートいたします。

図1:ロボットアームが、自動車用センサー用の金属インサート成形サービスにおいて、316ステンレス鋼製のインサートを配置している。
精密なカスタム金属・プラスチック成形金型が部品の層間剥離を解消するために不可欠な理由とは?
金属とプラスチックの複合部品における層間剥離の防止は、熱膨張率の差によって生じる界面応力の制御に大きく依存する。その核心は、金属とプラスチックを接合するための専用金型の使用にある。
設計された機械的インターロックによる熱膨張係数の不一致の緩和
剥離力は、材料の収縮力のばらつきによって発生します。最適な機械的接続を実現するには、ローレット加工やアンダーカットなど、金属インサートの表面に特定の設計を施すことが非常に重要になります。精密インサート成形サービスを利用することで、これを実現でき、荷重をプラスチックに伝達し、大量生産のインサート成形品の耐久性を向上させる優れたロック機構が生まれます。
インサートの予熱制御による熱力学の最適化
低温インサートは早期凝固と接着不良の原因となります。射出成形前に120℃~140℃に予熱することは、熱衝撃を大幅に軽減する重要な対策です。これにより界面せん断応力が低減され、ポリマーによる金属の完全な濡れが可能になり、剥離強度が35%以上向上することが実証されています。このプロセスは、熱安定性に優れたインサート成形部品を検証する上で不可欠です。
材料適合性とプロセス検証の確保
材料科学とプロセスパラメータの両方を総合的に考慮することで、成功がもたらされます。製造プロセスから、承認された一貫性のある製品が得られます。これには、適合する材料の選定、カップリング剤の使用、インサート成形サービスの管理が含まれます。このサービスは、複雑なインサート成形における層間剥離ゼロ基準を保証するために、各部品の厳格なテストによって認証されています。
この技術は、強度を少なくとも35%向上させることができ、製品の寿命を保証するために必要な技術的基盤を提供します。この技術は、信頼性と製品認定という重要な課題に対処し、技術革新を通じて競争優位性をもたらします。インサート成形において、剥離強度を35%以上向上させましょう。プロセスを開始するには、金属とプラスチックの複合アセンブリ設計を提出し、製造可能性レビューと生産準備完了のプロセス計画を受けてください。

OEMプロジェクトにおけるインサート成形の正確なコスト見積もりを決定する具体的なパラメータは何ですか?
インサート成形のコスト見積もりは、複数の生産および技術的要因に影響されるため、単純な個数当たりの見積もりとして考えることはできません。まず、OEMにとって正確な見積もりを得ることは、自社のプログラムのコスト構造を理解し、ひいてはプログラムのリスクを軽減するために重要です。次に、この知識は、部品の価格設定戦略の経済性についてより深い洞察を得るのに役立ちます。
ツーリング戦略:投資と部品コストのバランス
- キャビティ数:数量に基づいて部品コストを設定します。マルチキャビティ金型は、部品あたりのコストを削減し、 OEM成形見積もりの重要な要素となります。
- 金型鋼材と寿命:ハイエンド金型鋼材( HRC 52以上)を使用することで、寿命が4~5倍長くなります。これにより、再構築を必要としない大量生産のインサート成形において、価格の安定性を確保できます。
材料とプロセス:サイクルタイムに直接影響を与える要因
- 樹脂の特性: PEEKなどの高性能熱可塑性樹脂を使用すると、サイクルタイムが長くなり、機械温度も高くなります。そのため、部品単価が上昇し、その分をお見積もりに反映させていただいております。
- 寸法管理:収縮率の違い(例えば、 0.2%と1.5% )は歩留まりに大きな影響を与えるため、製造する精密インサート成形部品が仕様を満たし、無駄がほとんど、あるいは全くないことを確認する必要があります。
生産実行:自動化が一貫性を定義する
- インサート配置:自動化は、金属インサート成形サービスが優れた速度と精度を保証する手段です。
- 二次加工:二次加工 (ゲート除去など) を指定することで、不要なコストを削減できるだけでなく、自動インサート成形生産のための総合的なソリューションにもつながります。
総コスト分析:単価を超えて
- ライフサイクルモデリング:実際の見積もりでは、金型投資だけでなく、製品のライフサイクル全体における総コストも考慮されます。
- リスク軽減:工具設備が故障した場合にどのような損失が発生するかを詳細に説明することで、そのような問題を未然に防ぎ、大規模なOEMプログラムのスケジュールを維持するためのソリューションの必要性を理解するのに役立ちます。
適切に作成されたインサート成形コスト見積もりは、基本的に、エンジニアリング上の選択が製品のコストにどのように影響するかを詳細に分析したものであり、サプライヤーとのより強固なビジネス関係を築くことができます。これにより、製品の総コストを把握できるだけでなく、実績のある製造方法によってサプライチェーンを保護することもできます。このような詳細な理解は、複雑なインサート成形アプリケーションを確実に成功させるために不可欠です。
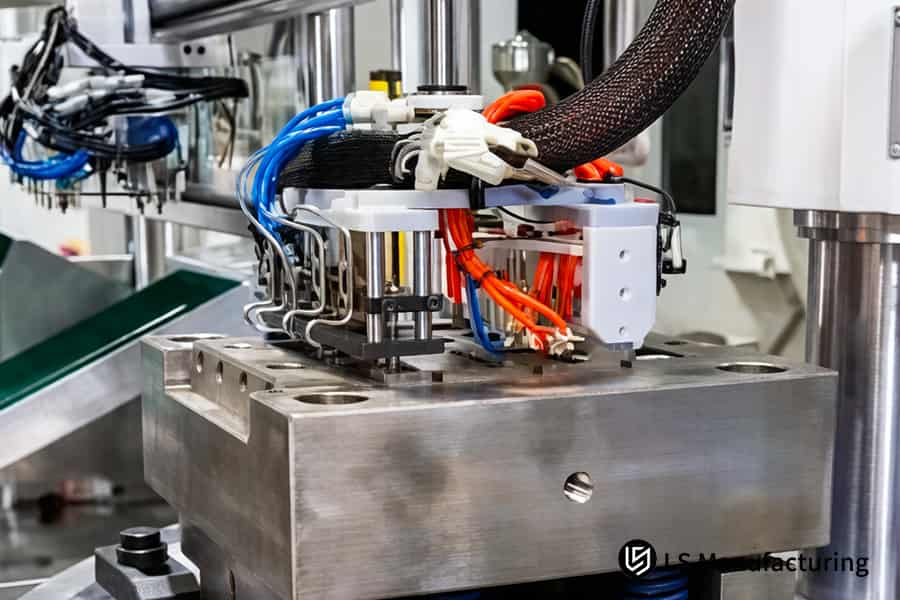
図2:プラスチックオーバーメタルインサート成形では、工業用コネクタの真鍮製電気インサートの周囲にPBTポリマーを注入する。
手動式と自動式の精密インサート成形サービスは、部品の歩留まりと信頼性にどのような影響を与えるのか?
精密インサート成形サービスにおいて、手動方式と自動方式のどちらを選択するかは、生産ラインの最終段階における部品の均一性、歩留まり、品質に影響を与える要因です。製品の不具合が高コストやリスクにつながる可能性がある場合、サプライチェーンの安定性はこの選択に大きく左右されます。このデータに基づいた比較表は、製造上の違いを明確にし、信頼できるOEMインサート成形の見積もりを得るために、潜在的な製造業者を評価するのに役立ちます。
| メトリック | 手動プロセス | 自動化されたプロセスとお客様のメリット |
| 配置精度 | 変動幅( 0.5mm )により、位置ずれが生じる可能性があります。 | ロボットによる高精度( ±0.01mm )。金属インサート成形の上にプラスチックを均一に配置することができます。 |
| サイクル一貫性 | ばらつき( 2~5秒)があり、部品の品質を低下させる。 | 再現性が非常に高い(ばらつきは0.2秒以内)。高歩留まりのインサート成形結果は非常に安定している。 |
| 初回合格率 | 人為的ミスにより、変動(約95~97% )が生じる可能性があります。 | 自動化により99.8%の歩留まりを実現します。低不良率と多キャビティインサート成形における効率的な材料利用が、お客様のメリットとなります。 |
| リスクとコスト | スクラップや工具の摩耗は、隠れたリスクを引き起こす。 | 初期投資額が大きいほど、予測可能な収益が得られます。高信頼性インサート成形のための安定したサプライチェーンを確保できます。 |
プロセスの自動化は、安定した歩留まりと最大限の信頼性を実現するための最も効果的なソリューションです。自動化によって、 99.8%の歩留まりが保証され、人的ミスを排除することで欠陥のない部品が製造され、部品あたりのコストも安定します。自動化は、高精度なインサート成形作業に不可欠であり、ひいては、最も複雑で要求の厳しいインサート成形用途において、調達をサプライチェーン資産として確固たるものにします。
バリの発生を防ぐために、どの動的公差をカスタムインサート成形金型マスターに組み込む必要がありますか?
精密製品の製造において、バリは大きな問題となります。バリは、金型と金属インサートの間からプラスチックが漏れ出すことで発生します。バリの発生を防ぐには、ハイブリッド界面の動的公差を制御する必要があります。これは、公称寸法だけでなくばらつきも制御できるカスタムインサート成形金型を使用することで実現できます。これにより、非常に高い圧力下でも完璧なシール性を実現し、追加加工が不要で欠陥のない部品を提供できます。
金属と金型の接合部の適合性をマスターする
成形される金属部品と鋼製金型キャビティとの界面によって、完璧なシールが実現されます。金属部品の公差は通常0.02mmですが、干渉のない嵌め合いが必要です。この場合、金型内の重要なシール面が干渉ゼロになるようにすることで、プラスチックが流れてバリが発生する可能性がなくなり、バリのないインサート成形が可能になり、バリ取りのコストも発生しなくなります。
部品のばらつきに対するアクティブ補正の採用
金属部品は、工場への輸送中に寸法が変化することがよくあります。最新の金型設計では、油圧式およびスプリング式のアクティブ補正システムを採用し、このような寸法変化を0.01mm単位で補正します。これにより、サプライヤーの寸法公差に関わらず、完璧なシールを保証する信頼性の高いシステムを実現できます。高圧インサート成形において、最大限の生産効率と高い歩留まりを実現できます。
射出力下でのサブミクロンレベルの閉鎖を実現する
非常に高い溶融速度( 180 mm/s以上)でのバリの発生をなくすための最適な方法の一つは、金型閉鎖ギャップを0.005 mmにすることです。これは、シール面の高精度フライス加工と研磨によって実現できます。ここで、金属インサートの上にプラスチックを成形した際に、強度と外観の美しさを確保するために、高速充填サイクルを最適化する必要があります。
ツール設計とプロセスインテリジェンスの同期
金型形状とプロセスパラメータを極めて高いレベルで統合することで、究極の信頼性を実現できます。これには、金型キャビティ全体にわたってスムーズな流れと均一な圧力分布を確保するためのゲートと冷却システムの設計が含まれます。このような設計が可能なインサート成形サービスと提携すれば、極めて安定した寸法が得られます。彼らは、シールエッジインサート成形の信頼性の高い、文書化されたプロセスを提供し、アセンブリの経年劣化を防ぎ、製造後のリスクも排除します。
これにより、金型は実際に調整可能なライブシール機構となります。0.005mm単位の厳密な動的寸法制御とリアルタイム修正の組み込みにより、バリの発生を完全に回避できます。二次加工を一切不要にできるため、大幅な時間短縮につながります。
材料のばらつきは、金属インサート成形サービスプロバイダーの選択にどのような影響を与えますか?
金属とプラスチックを組み合わせた製品の組み立てにおいて、インサートとプラスチックの適合性は非常に重要です。金属合金、プラスチック添加剤、そしてそれらの相互作用の変化によって、プロセスやツールの設定方法が変わってきます。接合不良や早期の工具摩耗といった問題を防ぐためにも、経験豊富な技術者を擁する金属インサート成形サービスを見つけることを強くお勧めします。
| 金属インサート | エンジニアリングプラスチック | 主な課題:平均引張せん断強度 | 工具とプロセス | 意味 |
| 真鍮 | PBT、30% | GFの熱膨張率の不一致。 | 18~22 MPa | 金属からプラスチックへのカスタム金型には、設計されたインターロック機能が必要です。 |
| 316Lステンレス鋼 | PPS、GF 40% | 表面エネルギーが低く、摩耗性が高い。 | 20~25 MPa | インサートの前処理と焼き入れ工具鋼が必要です。 |
| アルミニウム6061 | ナイロン6/6、GF35% | 酸化リスクは接着力を弱める。 | 15~19 MPa | 予熱と湿度の精密な制御が求められる。 |
| 炭素鋼 | PEEK、炭素繊維30% | 極端な加工温度と摩耗。 | 24~30MPa以上 | 超硬工具を用いた高温インサート成形を義務付ける。 |
このようなデータを持つパートナーを選ぶことで、一般的な設計リスクを回避するプロセスが大幅に簡素化されます。インサート成形においては、耐摩耗性に優れた金型材料を使用することで、製品の安定性が確保されます。接着強度に関する知識があれば、より賢明な材料選択が可能になり、より安全な検証プロセスにつながります。この綿密なアプローチは、精密インサート成形サービスにおいても採用されており、優れた成果を生み出します。

図3:小型電子部品用の6061アルミニウム製多キャビティ金型に溶融ポリマーを注入するカスタムインサート成形金型。
量産前にカスタムインサート成形金型を最適化するための専門的な評価チェックリストとは?
インサート成形において、試作品から量産へ移行するには、高額な問題を回避するために、認証済みの金型とプロセスが必要です。綿密に準備され、データに基づいた生産前チェックリストは、リスク軽減に不可欠なツールです。これらのプロセスチェックは、透明性の高いOEMインサート成形見積もりの基礎となり、品質の一貫性と高い歩留まりを実現しながら、プロジェクトをスムーズに開始することを可能にします。さらに、最終的なインサート成形コスト見積もりを完全にコントロールできます。
流量バランスとゲートの完全性検証
- 確認事項:射出成形システムのバランスを確認し、キャビティ間の充填量の不均衡が1%以下であることを確認します。
- お客様にとってのメリット:部品の重量と特性が均一に分布するため、多材料インサート成形における品質のばらつきが解消されます。
熱プロセス安定性検証
- 確認事項:ゲートにおけるせん断による温度上昇を5℃に制限することの妥当性を確認し、乱流( Re 4000 )を実現できる冷却ラインを検証する。
- お客様のメリット:安定したプロセスウィンドウが確保され、材料の劣化を回避できるだけでなく、 高精度インサート成形に必要な一貫したサイクルタイムを実現できます。
挿入物の取り扱いと準備の一貫性
- 確認事項:挿入物の予熱均一性が3℃以内であること、およびロボットの配置精度(例: 0.02mm )が満たされていることを確認します。
- メリット:精密ハイブリッドインサート成形における接着強度のばらつきをなくし、層間剥離を防ぐことができます。
工具の耐久性と耐用年数設計
- 確認事項:摩耗の激しい箇所には、高硬度鋼( HRC 50以上)または超硬合金を使用し、簡単な部品交換ができるように配慮してください。
- お客様のメリット:カスタムインサート成形金型は、その耐用期間全体にわたって精度を維持するため、部品あたりのコストを抑え、予期せぬダウンタイムを回避できます。
このチェックリストは、見積もりを検証済みの生産設計図に変え、潜在的なパートナーを検証する方法を提供します。これにより、部品の品質、金型の耐久性、コストの削減を確実に実現できます。事前の綿密なエンジニアリングこそが、高信頼性インサート成形プログラムを際立たせる鍵となります。こうしたケースにおける商業的な成功は、リスク管理にかかっています。

図4:金属ねじ山付きのこれらの黒色プラスチック部品は、LS Manufacturing社によるOEMインサート成形の見積もりを受ける準備ができています。
事例研究:LSマニュファクチャリングはいかにして医療・自動車向けカスタムインサート成形金型を最適化し、不良率を大幅に削減したか?
ある自動車部品メーカーは、高電圧インバータ部品の製造で問題を抱えていた。金属インサートの上にプラスチックを被せる成形工程において、銅製バスバーがずれてしまい、絶縁破壊による不良率が4.2%にも達していた。さらに、 48秒という長いサイクルタイムがプロジェクトスケジュールの遅延を招く恐れもあった。同社は、EVプラットフォームの品質と大量生産を確保するために、抜本的な解決策を必要としていた。
クライアントの課題
問題となった部品は、 PBT+30%GF絶縁体でオーバーモールドされた銅製端子インサートでした。当初、インサートは射出成形時に0.15mmずれることがあり、その結果、絶縁壁が薄くなり、 5000Vの耐電圧試験に合格しませんでした。この問題に加え、成形サイクルが長いため、コストが増加し、大手自動車メーカー向けの重要な高電圧インサート成形モジュールの発売が危ぶまれていました。
LSマニュファクチャリングソリューション
高精度な金型、自動化、そしてプロセス制御が、当社のソリューションの主要要素でした。このプロジェクトでは、寸法公差が非常に厳しいカスタム金属・プラスチック金型を設計し、シール面の公差は0.005mm以内、さらにバリ防止機能も組み込みました。6軸ロボットがインサートを常に正確に配置し、マルチゾーン温度コントローラーが金型を135℃~1℃に維持しました。これらの要素すべてが、安全分野におけるこのインサート成形用途において、完璧な封止を実現しました。
結果と価値
実施した変更は良好な結果をもたらしました。不良率は0.05%にまで削減され、 99%の減少となりました。また、試験後の部品はすべて非導電性でした。さらに、軸方向のずれは0.02mmに抑えられました。加えて、サイクルタイムを48秒から29秒に短縮し、生産量を40%増加させました。これにより、お客様はバッチあたりのコストを32%削減し、製品を期日通りに出荷することができ、高信頼性のインサート成形部品の安定供給を確保することができました。
この事例研究は、複雑な故障を解決するにはシステムエンジニアリングのアプローチが必要であることを示しています。シミュレーション、ミクロン単位の精度を誇るカスタム金属加工サービス、そしてクローズドループプロセス制御を用いることで、リスクの高い生産環境を予測可能で効率的な操業へと変えることができます。品質と生産性の両方を提供できる能力こそが、一流のインサート成形サービスパートナーを際立たせる要素なのです。
同様の成果を確実に実現:不良率を0.05%に削減し、サイクルタイムを40%短縮します。欠陥ゼロのインサート成形プロセスを検証するには、当社のエンジニアリングチームにご連絡いただき、プロセスレビューと量産準備完了の見積もりをご依頼ください。

よくある質問
1. 御社のエンジニアリングチームからインサート成形の見積もりを受け取るまでの標準的なリードタイムはどれくらいですか?
お客様が3D設計データ(STEP/IGS形式)と材料仕様を当社の安全なウェブサイトから送信すると、LS Manufacturingの専門エンジニアチームが、DFMレビュー、金型寿命保証、無料の即時見積もりを含む詳細なカスタムレポートを作成し、 24時間以内にお客様に返送いたします。
2. LS Manufacturingは、私のカスタム金属・プラスチック加工用金型プロジェクトに必要な金属インサートを調達または製造できますか?
当社では、包括的なワンストップソリューションをご提供いたします。高精度金属プレス加工およびCNC旋盤加工工場において、 ±0.005mmという極めて厳しい公差で金属インサートを製造しています。さらに、お客様支給材料(CMT)モデルにも対応しております。
3. 御社の金属インサート成形サービスは、自動車および医療機器メーカーの機密性の高い知的財産をどのように保護していますか?
LS Manufacturingは、ISO 27001情報セキュリティマネジメントシステムを厳格に遵守しています。法的拘束力のある秘密保持契約書に署名するまで、図面を誰にも見せることはありません。さらに、図面は当社の安全な社内ERP/PDMエンジニアリングネットワークのみを経由してやり取りされます。外部へのコピーは一切許可されていません。
4. LS Manufacturingにおける精密インサート成形サービスの最小注文数量は?
お客様の新製品開発プロセスにスムーズに対応できるよう、EVT/DVT段階における試作品製作や小ロットテストに関して、柔軟な対応が可能です。最小注文数量はわずか500個から。さらに、アルミニウム製金型の迅速な製作ソリューションもご提供しています。
5. OEMインサート成形の見積もりにおいて、コスト効率を維持するために、どのような成形後二次加工を提供していますか?
当社の包括的な後処理ラインにより、 0.3MPa以上の圧力での100%気密漏れ試験に加え、レーザーマーキング、超音波溶着、自動多点電気導通チェックを実施できます。射出成形直後にこれらすべてを社内で行うことで、お客様は二次的な外注に費やす時間と費用を節約できます。
6. 金属インサートに厚肉プラスチックオーバーモールドを行う際に、内部空隙の発生を防ぐにはどうすればよいですか?
当社では、高度なMoldflowソフトウェアを使用して、ランナーシステムと保持圧力切り替えを微調整しています。特注金型では、精密な多段階保持圧力制御(最大150MPa )と遅延冷却回路を採用し、厚肉プラスチック部分の気孔率を0.1%未満に抑えています。
7. LS Manufacturingは、インサート成形サービスにおいて、どのような国際的な品質製造基準を遵守していますか?
当社の施設は、 IATF 16949(自動車品質マネジメントシステム)およびISO 9001の認証を取得しています。各生産バッチごとに、詳細なCMM寸法検査レポート、最低1.33のCPKチャート、および材料証明書を提供します。
8. 金型変更費用が発生することがあるのはなぜですか?また、インサート成形の見積もりは、これらの費用を最小限に抑えるためにどのように役立ちますか?
多くのサプライヤーは、設計レビューを怠ったために高額な金型修正費用を負担することになります。しかし、LS Manufacturingは、金型製作前に3Dシミュレーションと無料のDFMチェックを実施することで、こうした問題を未然に防ぎます。さらに、当社が設計上の見落としによって発生した追加費用も、お客様に追加料金をいただくことなく負担いたします。
まとめ
高品質なインサート成形には、金型設計、材料のマッチング、そして精密な位置合わせが不可欠です。剥離の防止や、 0.005mm以下の金型ギャップでバリゼロを実現するなど、細部に至るまで気を配る必要があります。最終検証に合格することが鍵となりますが、 99.9%の生産歩留まりを達成し、コストを抑えるためには、徹底したDFMシミュレーションと自動化も欠かせません。
理論だけに固執せず、実際のデータを確認しましょう。欠陥、価格の混乱、サプライヤーの遅延などでお困りですか? [無料のDFMレビューと正確な見積もりを取得]をクリックしてファイルをアップロードしてください。24時間以内に、詳細な熱バランスチェック、無料のゲートリスク分析、そして確かな見積もりを記載したメールが届きます。これにより、専門的な製造スキルでプロジェクトの成功が保証されます。
📞電話番号:+86 185 6675 9667
📧メールアドレス:info@lsrpf.com
🌐ウェブサイト: https://lsrpf.com/
免責事項
このページの内容は情報提供のみを目的としています。LS Manufacturing サービスでは、情報の正確性、完全性、有効性について、明示的または黙示的な表明または保証は一切ありません。第三者のサプライヤーまたは製造業者が、LS Manufacturing ネットワークを通じて、性能パラメータ、幾何公差、特定の設計特性、材料の品質と種類、または製造技術を提供するものと推測すべきではありません。これは購入者の責任です。部品の見積もりが必要な場合は、これらのセクションの具体的な要件を特定してください。詳細についてはお問い合わせください。
LS製造チーム
LS Manufacturingは業界をリードする企業です。カスタム製造ソリューションに特化しており、20年以上の経験と5,000社以上のお客様との実績があります。高精度CNC加工、板金加工、 3Dプリンティング、射出成形、金属プレス加工など、ワンストップの製造サービスを提供しています。
当社工場は、ISO 9001:2015認証を取得した最新鋭の5軸加工センターを100台以上保有しています。世界150カ国以上のお客様に、迅速、効率的、かつ高品質な製造ソリューションを提供しています。少量生産から大規模なカスタマイズまで、お客様のニーズに24時間以内の最短納期で対応いたします。LS Manufacturingをお選びください。効率性、品質、そしてプロフェッショナリズムをお選びいただくことを意味します。
詳細については、当社のウェブサイト( www.lsrpf.com )をご覧ください。


