
Il servizio di stampaggio a iniezione di precisione si confronta direttamente con la discrepanza reale tra le definizioni semplicistiche online di cosa sia lo stampaggio a iniezione e i complessi problemi applicativi, come lo spostamento dell'inserto, le bave o il distacco del materiale nei sensori di precisione. Il problema principale in questo caso è quello della "deriva di posizione" dovuta alla mancanza di equilibrio della pressione dello stampo e alla disomogeneità termica durante lo stampaggio a iniezione .
La soluzione offerta da LS Manufacturing per affrontare tutte queste problematiche prevede sistemi di controllo a spostamento zero, ventilazione ottimizzata negli stampi e finitura precisa dell'interfaccia metallo/plastica, al fine di garantire una consegna a zero difetti. Di seguito, questo approccio professionale verrà analizzato dal punto di vista tecnico e con esempi specifici.

Stampaggio di precisione con inserti: Guida rapida a spostamento zero
| Imperative principali | Soluzione ingegneristica per motori a spostamento zero | Risultato per l'assemblaggio OEM |
| Inserimento Posizionamento e Fissaggio | Cavità dello stampo a controllo di precisione con dispositivi di fissaggio meccanico/a vuoto per la stabilizzazione. | Precisione micrometrica nel posizionamento dell'inserto all'interno dell'involucro in plastica stampata. |
| Gestione dello stress termico | Trattamento termico di compensazione dell'inserto e gestione della temperatura dello stampo. | Previene la formazione di crepe termiche nell'inserto durante il raffreddamento dovute al ritiro differenziale . |
| Controllo del flusso dei materiali e della linea di saldatura | Ottimizza il processo di stampaggio e i parametri di formatura degli inserti per garantire un incapsulamento completo. | Crea un incapsulamento senza vuoti attorno all'inserto, necessario per i componenti elettrici o fluidici. |
| Resistenza e affidabilità del legame | Preparazione della superficie ( placcatura, mordenzatura , ecc.) e selezione del materiale per un'adesione ottimale. | Genera un giunto meccanico imbattibile, resistente alle vibrazioni e alle variazioni di temperatura. |
| Il nostro sistema automatizzato di gestione degli inserti | Inserimento robotizzato degli inserti nello stampo con ispezione tramite sistema di visione ad ogni ciclo. | Previene gli errori dell'operatore e garantisce un tasso di precisione di inserimento del 100% . |
| Risultato: Assemblaggio funzionale a forma di rete | Crea un assemblaggio funzionale in cui l'inserto è incapsulato nella sua posizione finale. | Ciò elimina la necessità di ulteriori processi di posizionamento o incollaggio e semplifica il processo di assemblaggio del prodotto. |
Punti chiave:
- La precisione sta nel fissaggio: la capacità dello stampo di trattenere l'inserto è al primo posto in questo elenco di variabili controllabili.
- La gestione termica è fondamentale: temperature non corrispondenti creano problemi che possono essere evitati con una progettazione ingegneristica adeguata .
- L'automazione garantisce la coerenza: l'unico modo per garantiretolleranze di stampaggio degli inserti senza difetti è l'automazione e il posizionamento robotizzato .
- L'output è un assieme: il prodotto finale deve essere un assieme del sottoassieme, non solo la parte dello stampo con l'inserto attaccato.
Perché fidarsi di questa guida? L'esperienza pratica degli esperti di LS Manufacturing.
Sebbene esistano numerose guide sull'argomento in generale, la nostra si distingue per l'approccio specifico. Abbiamo infatti dedicato molta attenzione alla comprensione dei principi e delle pratiche dello stampaggio a inserto . Di conseguenza, abbiamo deciso di basare la nostra guida sull'esperienza pratica di specialisti che lavorano presso LS Manufacturing e che comprendono a fondo i concetti del National Institute of Standards and Technology (NIST).
I nostri componenti sono assolutamente critici: microfluidica diagnostica che non tollera nemmeno un micron di bagliore, sensori aerospaziali che devono resistere a forti vibrazioni senza sfaldarsi, connettori per il settore automobilistico che richiedono un isolamento perfetto. Per soddisfare questi rigorosi criteri, i nostri processi di selezione e validazione dei materiali sono conformi agli standard severi di SAE International , in particolare alla famiglia di materiali AMS.
Questa esperienza si acquisisce attraverso anni di prove ed errori, imparando a gestire le dinamiche termiche del processo per evitare di sottoporre gli inserti a sollecitazioni eccessive, padroneggiando i metodi di serraggio speciali che eliminano ogni micromovimento e conoscendo le finiture degli stampi che garantiscono un'adesione perfetta. Vi trasmettiamo queste preziose lezioni, frutto di anni di esperienza, affinché possiate applicarle a vostro vantaggio, evitando inutili tentativi ed errori e assicurandovi che la vostra prima produzione non presenti difetti di incollaggio.
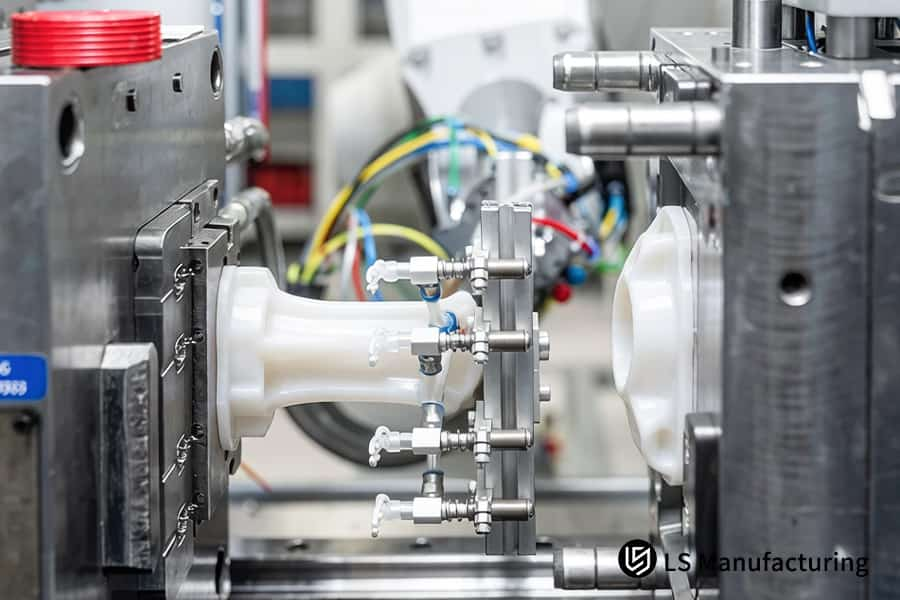
Figura 1: Il servizio di stampaggio a inserti OEM applica pressione idraulica per unire la plastica agli inserti metallici per connettori industriali in utensili di precisione.
Perché la precisione a spostamento zero è fondamentale per i vostri progetti di stampaggio di precisione con inserti?
Un vero e proprio spostamento nullo è fondamentale quando si forniscono servizi di stampaggio a iniezione di precisione, poiché anche un minimo spostamento durante la fase di iniezione influisce sulla funzionalità meccanica ed elettrica. Nel nostro approccio, consideriamo il processo di stampaggio a iniezione come un processo ad alta pressione, utilizzando una simulazione e una progettazione che garantiscono che qualsiasi movimento sia inferiore a 10 µm . Di seguito è riportato il processo che seguiamo:
Bloccaggio attivo tramite un design proprietario dei perni
È stato sviluppato un perno di bloccaggio attivo termicamente compatibile, dedicato all'applicazione di vincoli fisici all'inserto prima dell'iniezione della resina con una contropressione nota. Con questo metodo, l'inserto può essere vincolato fisicamente all'interno della cavità dello stampo, contribuendo a evitare l'impulso di pressione iniziale generato dalla plastica . Tale metodo risolve il problema alla radice, consentendo un posizionamento preciso degli inserti nello stampaggio a iniezione ad alto volume .
Ottimizzazione del cancello tramite simulazione di riempimento
La simulazione di onde di pressione transitorie e asimmetriche nell'inserto, tramite modelli avanzati di flusso multifase, aiuta a identificare le aree di squilibrio delle onde di pressione all'interfaccia inserto-fuso . I risultati ottenuti forniranno un input diretto per determinare il posizionamento ottimale del canale di iniezione e del canale di alimentazione al fine di ottenere il profilo di distribuzione della pressione desiderato. L'obiettivo è ridurre le pressioni traslazionali complessive durante il riempimento delle cavità, aspetto essenziale per lo stampaggio di inserti in materiale termoindurente .
Bloccaggio e convalida integrati nel processo
Il sistema di bloccaggio meccanico è sincronizzato con il ciclo della pressa a iniezione tramite una specifica sequenza di serraggio . Dopo lo stampaggio, una macchina di misura a coordinate (CMM) di altissima precisione esegue l' ispezione del primo pezzo , validando l'accuratezza del posizionamento dell'inserto per garantire la conformità alle specifiche CAD. La validazione a circuito chiuso contribuisce a garantire una tolleranza di produzione inferiore a 0,01 mm, ideale per applicazioni come lo stampaggio di inserti per dispositivi medici .
Questo articolo sottolinea come l'ingegneria dei sistemi renda applicabile il principio di spostamento zero . Il nostro servizio di stampaggio a inserti per OEM verrà illustrato attraverso la progettazione meccanica, la simulazione e i parametri di serraggio. Grazie alle nostre eccellenti capacità di problem solving, siamo il partner ideale per le applicazioni di stampaggio a inserti per il settore automobilistico OEM. Per applicare questa ingegneria a spostamento zero al vostro progetto, inviateci il vostro assieme per una revisione del sistema e riceverete un preventivo convalidato e pronto per la produzione.

Come può un produttore di stampi a inserto personalizzati garantire uno spostamento nullo in ambienti ad alta pressione?
Per qualsiasi produttore di stampi a inserto personalizzati è fondamentale prevenire qualsiasi spostamento dell'inserto dovuto all'elevata pressione utilizzata nella fase di iniezione. Anche un minimo spostamento dell'inserto di pochi micrometri durante l'iniezione è destinato a influenzare il risultato finale. Di seguito, presentiamo le nostre soluzioni innovative per affrontare la sfida della previsione, simulazione, controllo attivo e rinforzo nello stampaggio a inserto per ottenere uno spostamento nullo :
Bloccaggio idraulico sincronizzato multipunto
- Progettazione del sistema: Il nostro sistema prevede il posizionamento di diversi cilindri idraulici in vari punti all'interno dello stampo a supporto dell'inserto.
- Controforza attiva: questi cilindri idraulici producono forze sincronizzate che agiscono sull'inserto prima dell'iniezione della plastica nello stampo . Ciò crea una precompressione.
- Risultato: Questo meccanismo resiste all'onda di pressione del fuso in arrivo, impedendo così qualsiasi forma di spostamento da "shock" subito dagli inserti statici, aspetto critico per lo stampaggio ad alta pressione con inserti .
Rilevamento in-mold e regolazione dinamica del processo
- Monitoraggio in tempo reale: è possibile installare sensori di pressione dietro i pilastri di supporto. Questo ci permette di ottenere letture in tempo reale delle pressioni esercitate sul componente dal materiale fuso.
- Controllo a circuito chiuso: i dati di pressione possono quindi essere analizzati dal software di controllo della macchina per apportare regolazioni al profilo di pressione di iniezione in microsecondi .
- Risultato: Aiuta a eliminare qualsiasi squilibrio di pressione in qualsiasi momento e in tempo reale, creando un equilibrio di pressione sulla superficie dell'inserto, una tecnica essenziale per lo stampaggio di inserti ad alta precisione .
Mitigazione preventiva della deriva tramite analisi del riempimento
- Progettazione basata sulla simulazione: utilizzando un software avanzato di analisi del flusso di stampaggio, simuliamo il processo di riempimento alle stesse elevate pressioni di iniezione , come ad esempio 120 MPa .
- Rinforzo mirato: la simulazione ci fornisce i dati necessari sui vettori di deriva. Pertanto, la progettazione dello stampo si basa sul numero e sul diametro dei pilastri di supporto.
- Risultato: Questa metodologia ci consente di identificare e affrontare in modo proattivo oltre il 95% dei possibili punti di deriva prima della costruzione dello stampo, una caratteristica essenziale dei processi di stampaggio a microinserti .
La nostra metodologia descrive un processo ingegneristico a ciclo chiuso di previsione, controllo e rinforzo. Essa dimostra la nostra competenza come produttori di inserti stampati su misura , illustrando l'applicazione di informazioni quantitative e tecniche di controllo per gestire elevati spostamenti di pressione. Questo metodo strategico e olistico rappresenta il nostro vantaggio competitivo, garantendo la massima stabilità nella produzione di componenti critici, come quelli per gli inserti stampati per sensori automobilistici .

Figura 2: Presso LS Manufacturing, un'azienda specializzata nello stampaggio di inserti personalizzati inietta nylon fuso attorno a viti in acciaio inossidabile per componenti elettronici automobilistici.
Che ruolo gioca la DFM nel successo della vostra stampaggio di precisione con inserti personalizzati?
Conlo stampaggio a inserti di precisione personalizzato , i guasti dei pezzi vengono determinati prima ancora dell'inizio della produzione. Il nostro processo di Progettazione per la Producibilità (DFM) svolge un ruolo essenziale nell'ingegneria per prevenire questi guasti prima che si verifichino. Questo documento illustra come interveniamo in questi casi per trasformare l'intento progettuale in pezzi producibili attraverso la risoluzione dei conflitti, un requisito imprescindibile per lo stampaggio a inserti di alta precisione .
| Area di interesse DFM | Intervento tecnico e risultato quantificabile |
| Inserire il pretrattamento | Abbassare la temperatura di preriscaldamento dell'inserto riduce al minimo lo shock termico, elemento chiave per una stampaggio ad alta temperatura di successo. |
| Ingegneria delle superfici | La definizione di motivi di zigrinatura/incisione massimizza la superficie di adesione e migliora la resistenza all'estrazione del 25-40% . |
| Gestione CTE | Basare gli accoppiamenti a interferenza sulle differenze di materiale previene la formazione di crepe dopo lo stampaggio. |
| Progettazione del flusso e delle porte | La simulazione dello stampaggio consente un incapsulamento completo e garantisce che non venga applicata alcuna forza diretta agli inserti. |
| Attenuazione dello stress | La riprogettazione geometrica (raggi, nervature) dissipa le sollecitazioni, prolungando la durata a fatica negli stampi a inserto per OEM . |
La nostra procedura DFM (Design for Manufacturing) trasforma i potenziali problemi in soluzioni, dimostrando la nostra competenza tecnica. Superiamo problemi ricorrenti come il distacco e le fratture da stress apportando modifiche di progettazione basate sui dati. Questa strategia preventiva e orientata alla risoluzione dei problemi rappresenta il nostro punto di forza per lo stampaggio a iniezione di inserti per dispositivi medici e altre applicazioni critiche. Per evitare costosi guasti grazie a una strategia preventiva, inviate il vostro progetto per un'analisi DFM e riceverete una soluzione quantificata con un preventivo garantito.
Come risolviamo le problematiche di incollaggio metallo-plastica per i vostri componenti OEM stampati a iniezione?
Lo sviluppo di un legame forte e duraturo tra inserti metallici e incapsulanti in plastica è una delle principali problematiche nella produzionedi componenti OEM stampati a iniezione , in quanto influisce direttamente sulla capacità di tenuta e sulle proprietà meccaniche del componente. Affrontiamo questo problema attraverso una strategia a due livelli che non solo migliora l'adesione, ma rende l'area di incollaggio il punto di forza del componente. Grazie alla nostra strategia, garantiamo un'adesione a lungo termine tra gli inserti metallici e il componente in plastica:
Attivazione superficiale al plasma per il legame molecolare
Prima dello stampaggio, applichiamo un trattamento al plasma a bassa pressione sugli inserti metallici . Questo processo pulisce e funzionalizza a livello microscopico la superficie metallica, aumentandone l'energia superficiale e creando siti molecolari attivi. Ciò consente alla plastica fusa di formare legami chimici primari (anziché una semplice adesione meccanica) , migliorando significativamente la resistenza del legame e la resistenza alla penetrazione dei fluidi, aspetti cruciali per lo stampaggio di inserti per la movimentazione dei fluidi .
Progettazione geometrica dell'interblocco meccanico
Oltre all'aspetto chimico della superficie, il nostro design per l'inserto si basa su particolari modelli di sottosquadro, come motivi zigrinati o scanalature multi-angolo . La progettazione di questi modelli viene effettuata tramite simulazione delle sollecitazioni per determinarne la profondità e la spaziatura appropriate. Nel servizio di stampaggio di precisione con inserti , il materiale plastico fluisce in questi modelli, formando una forte presa meccanica che completa il legame creato tramite reazione chimica.
Controllo di processo per una formazione ottimale dell'interfaccia
I parametri di processo più importanti includono la temperatura di preriscaldamento dell'inserto, la temperatura dello stampo e la velocità di iniezione . Il controllo di questi parametri garantisce che il flusso del materiale plastico raggiunga la superficie del materiale metallico, precedentemente attivato. Questo processo è fondamentale peri servizi di stampaggio a inserto ad alta resistenza .
La metodologia mette a disposizione la competenza tecnica di un produttore di stampi a inserto personalizzati per affrontare i problemi alla base dei cedimenti di adesione. Il nostro approccio proattivo e integrato garantisce giunzioni verificate e durevoli per applicazioni critiche di stampaggio a inserto nel vano motore di autoveicoli , assicurando prestazioni ottimali laddove il cedimento non è un'opzione.
Alloggiamento per sensori medicali LS Manufacturing: Caso di successo nella realizzazione di stampi a inserto personalizzati ad alta precisione.
Il seguente caso di studio illustra come LS Manufacturing sia riuscita a risolvere il problema di resa produttiva riscontrato da un importante produttore di dispositivi medicali. La situazione riguardava un alloggiamento per sensori miniaturizzato in policarbonato, che richiedeva uno stampaggio a inserto di alta precisione in grado di avvolgere accuratamente il fragile gruppo di elettrodi al suo interno. Il problema era causato da spostamenti a livello micrometrico, con conseguenti malfunzionamenti elettrici.
Sfida del cliente
Il precedente fornitore aveva riscontrato problemi di movimento dell'inserto superiori a 0,15 mm nel suo progetto di stampaggio di precisione personalizzato . L'alloggiamento miniaturizzato del circuito stampato era stato progettato per ospitare un delicato elettrodo ceramico all'interno della sua cavità. Questo movimento causava interferenze sul segnale capacitivo, aumentando il tasso di scarto funzionale di oltre il 35% durante il progetto. Questa bassa resa produttiva ha bloccato la produzione e ha rappresentato una minaccia per il lancio del prodotto di nuova generazione.
Soluzione di produzione LS
Lo stampo è stato riprogettato con una diversa linea di separazione e un gruppo di scorrimento a controllo di precisione per il completo contenimento dell'inserto. È stato impiegato un sistema avanzato di regolazione della temperatura dello stampo per compensare la dilatazione termica. La combinazione di sistemi di controllo meccanico e termico, indispensabile per lo stampaggio di inserti multicavità , ha risolto efficacemente il problema alla radice, garantendo così la stabilità del processo, fondamentale per lo stampaggio di inserti per dispositivi medici .
Risultati e valore
La posizione dell'inserto è stata costantemente mantenuta entro i livelli di tolleranza di ±0,005 mm , come confermato dalla CMM con sistema di visione. Il tasso di resa funzionale è stato aumentato al 99,8% . Inoltre, il costo di ciascun pezzo è stato ridotto del 22% grazie alla maggiore efficienza. La soluzione ha consentito un rapido time-to-market, con un risparmio di tre mesi per il nostro cliente. LS Manufacturing è stata designata come fornitore di tutti i componenti OEM stampati con inserti , compreso lo sviluppo di una nuova tecnologia di stampaggio con inserti microfluidici .
La nostra strategia ingegneristica si concretizza nel seguente progetto: identificare le origini di eventuali malfunzionamenti e applicare una soluzione completa e verificata per risolverli. Ciò dimostra la nostra competenza nell'offrire stampaggio a inserti di alta precisione , caratterizzato da una precisione a livello micrometrico. Offriamo una stabilità produttiva garantita, che ci consente di trasformare situazioni complesse in scenari di produzione concreti .
Per garantire una precisione di inserimento di ±0,005 mm e una resa del 99,8%, inviate il vostro progetto per un processo di sovrastampaggio validato e un preventivo di produzione garantito e conveniente.

In che modo l'ispezione automatizzata migliora l'affidabilità dello stampaggio a inserto a spostamento zero?
Lo stampaggio a inserti a spostamento zero nella produzione non può essere realizzato senza passare dalla progettazione del processo all'ispezione automatizzata . Utilizziamo un ecosistema di ispezione che offre un'ispezione in linea al 100% e un controllo del processo. Questo contribuisce a garantire la coerenza del processo di garanzia della qualità attraverso un monitoraggio basato sui dati, assicurando così un servizio di stampaggio a inserti di precisione .
Sistema di visione in linea per la verifica dimensionale al 100%.
- Tecnologia applicata: Sul lato dell'espulsore della pressa sono installate telecamere CCD con obiettivi telecentrici.
- Misurazione diretta: dopo l'espulsione, il pezzo viene scansionato, acquisendo la dimensione vitale tra i bordi dell'inserto e il bordo dell'alloggiamento , insieme al posizionamento assiale.
- Azione immediata: un pezzo fuori tolleranza viene automaticamente scartato, garantendo la conformità, essenziale per lo stampaggio a inserti ad alto volume .
Macchina di misura a coordinate (CMM) automatizzata per la validazione sub-micronica.
- Campionamento programmato: il robot preleva un campione rappresentativo di pezzi da ogni lotto e li posiziona nella CMM a contatto .
- Mappatura dei riferimenti 3D: la sonda determina la posizione 3D effettiva dell'inserto rispetto ai riferimenti principali del pezzo.
- Fondazione dati: questa fase produce dati di misurazione credibili e autentici per il sistema SPC , dimostrando la capacità del processo di stampaggio di precisione personalizzato con inserti .
Controllo di processo basato sui dati (SPC)
- Analisi delle tendenze: i dati di visione e CMM vengono trasmessi in streaming attraverso un sistema SPC centralizzato , producendo grafici di controllo in tempo reale.
- Allerta predittiva: il sistema emette un allarme in caso di misurazioni che mostrano una tendenza (ad esempio, una deriva di 0,02 mm ), contribuendo ad adottare misure preventive prima che i limiti vengano superati.
- Correlazione delle cause principali: stabilisce la relazione tra le tendenze dimensionali e le variabili della macchina, consentendo azioni correttive per la stabilità dello stampaggio automatizzato degli inserti .
Sistema di autocorrezione a ciclo chiuso
- Correzione automatica: il sistema SPC è in grado di avvisare il controllore della macchina per effettuare microcorrezioni (ad esempio, temperatura degli inserti ).
- Controllo di processo: questo sistema crea una cella di produzione autocorrettiva, in grado di mantenere autonomamente la rigorosa finestra di processo.
- Costanza garantita: questo sistema a circuito chiuso garantisce il controllo di processo più affidabile per progettidi stampaggio a inserto di importanza critica .
L'ecosistema rappresenta un approccio proattivo all'ingegneria, che va oltre il rilevamento per arrivare alla previsione e all'automazione per la correzione. La tecnologia di stampaggio a inserti a spostamento zero garantisce un funzionamento affidabile offrendo risultati verificabili e basati sui dati. L'implementazione tecnologica sopra descritta è la risposta definitiva alle sfide relative all'ispezione in linea e alle applicazioni di stampaggio a inserti a circuito chiuso , dove la costanza dei pezzi è fondamentale.

Figura 3: Un braccio robotico esegue uno stampaggio a inserto di alta precisione posizionando un inserto in acciaio inossidabile in un alloggiamento trasparente in policarbonato per dispositivi medici.
Quali sono i fattori che incidono sui costi nella scelta di un fornitore esperto di servizi di stampaggio a inserti OEM?
La scelta di un partnerper i servizi di stampaggio a inserti OEM basata esclusivamente sul prezzo unitario ignora i principali fattori che incidono sui costi. La capacità di ottimizzare l'intero processo – utensili, tempi di ciclo e resa – consentirà di minimizzare il costo totale di proprietà. L'analisi che segue offre una ripartizione delle principali considerazioni tecniche che determinano i costi, consentendo di valutare i partner in base a tali criteri:
| Fattore di costo | Specifiche tecniche e impatto finanziario |
| Acciaio per utensili e costruzioni | L'utilizzo di acciaio di qualità superiore (ad esempio, S136 per migliorare la resistenza alla corrosione ) aumenta inizialmente il costo dello stampo del 20-30% , ma ne prolunga la durata di 2-3 volte , riducendo così il costo unitario complessivo nello stampaggio a inserti ad alto volume . |
| Strategia di cavitazione | Il numero corretto di cavità permette di bilanciare i costi di attrezzaggio e la capacità produttiva; un uso eccessivo di cavità può infatti compromettere la qualità e la flessibilità dei progetti di stampaggio a inserto personalizzato . |
| Ottimizzazione del tempo di ciclo | Miglioramenti ingegneristici efficaci, come il raffreddamento conformale o la riduzione del tonnellaggio di serraggio, possono contribuire a ridurre il tempo di ciclo da 45 a 30 secondi , aumentando la capacità del 33% e riducendo i costi di manodopera e attrezzature per ogni pezzo. |
| Livello di garanzia della qualità | L'automazione completa dei test AOI comporta un costo aggiuntivo, ma previene guasti a fine linea e potenziali problemi di richiamo/rilavorazione che possono causare enormi perdite per lo stampaggio di inserti per dispositivi medici . |
| Efficienza dei materiali e dei processi | Una buona progettazione dei canali di colata e dei punti di iniezione riduce le dimensioni degli stessi; risparmiare anche solo il 5% di materiale è importante, soprattutto quando si utilizzano costosi tecnopolimeri per lo stampaggio di precisione con inserti . |
| Complessità della progettazione dei componenti | I progetti complessi con caratteristiche quali sottosquadri profondi e tolleranze di microprecisione richiedono utensili a più fasi e, di conseguenza, periodi di sviluppo e cicli di produzione più lunghi per ogni singolo pezzo, con un impatto sul costo complessivo dello stampaggio a inserto di geometrie complesse . |
Questa discussione mette in luce il fatto che il produttore con i costi più bassi spesso trasferisce l'onere dei rischi associati all'utilizzo di strumenti o processi inefficienti, con conseguenti costi futuri più elevati. Noi, in qualità di produttori di inserti stampati su misura , creiamo valore eliminando tali inefficienze fin dalle prime fasi di progettazione dei nostri prodotti: tempi di ciclo ottimali, durata e qualità integrata. Ciò consente di ottenere costi totali inferiori e costanti nello stampaggio di inserti per sensori automobilistici e applicazioni simili, poiché l'affidabilità diventa il fattore determinante dei costi.
Perché scegliere LS Manufacturing come partner di fiducia per lo stampaggio a inserti di alta precisione?
La scelta di un partnerper lo stampaggio a inserti di alta precisione va oltre la semplice competenza produttiva e include la condivisione della mitigazione del rischio e della visione tecnica . Il punto cruciale è garantire prestazioni affidabili nel tempo, piuttosto che limitarsi alla semplice accettazione nei test a campione. Ciò può essere raggiunto attraverso un metodo basato sul controllo del processo, sulla validazione e sulla collaborazione da una prospettiva di progettazione ingegneristica:
Mitigazione proattiva del rischio attraverso l'apprendimento derivante da esperienze pregresse.
I nostri vent'anni di esperienza nello sviluppo di complessi progettidi stampaggio a inserto multimateriale sono stati racchiusi in un database interno sulle modalità di guasto. Sfruttando questa risorsa, il nostro team di ingegneri è in grado di valutare i nuovi progetti di componenti in relazione alle precedenti modalità di guasto, come la fessurazione da stress tra plastica e metallo o la fatica termica , e di apportare le necessarie modifiche preventive al progetto prima di qualsiasi realizzazione degli stampi.
Controllo di processo certificato per una precisione ripetibile
La nostra certificazione IATF 16949 richiede un processo standardizzato di pianificazione avanzata della qualità del prodotto (APQP) . Nell'ambito di ogni progetto, creiamo un piano di controllo dettagliato che specifica con precisione le impostazioni del processo, le ispezioni e le azioni da intraprendere in caso di deviazioni. La nostra capacità di controllare tutti questi fattori garantisce che i nostri risultati di stampaggio a inserti ad alta precisione rimangano accurati per milioni di cicli, rendendoli perfetti per le applicazionidi stampaggio a inserti per connettori automobilistici .
Partnership tecnica per l'intero ciclo di vita
Il nostro rapporto inizia con la consulenza ingegneristica, garantendo che le resine appropriate soddisfino i requisiti termici e chimici necessari . Durante la produzione, metodi come gli studi di stampaggio a iniezione parziale contribuiscono a confermare il corretto flusso e l'incapsulamento all'interno dello stampo. In caso di guasto, l'analisi del guasto in laboratorio determinerà la causa del problema attraverso la microscopia e le prove meccaniche, fornendo misure correttive che vanno oltre la semplice sostituzione. Questo impegno è ciò che contraddistingue un veroproduttore di stampaggio a inserti personalizzato .
In LS Manufacturing , le partnership si basano su certezze ingegneristiche, non su semplici componenti. LS Manufacturing previene i problemi di affidabilità grazie a una conoscenza basata sui dati che evita problemi già riscontrati, a un controllo di processo rigoroso per garantire la coerenza e alla piena responsabilità tecnica durante l'intero processo. Solo con questo metodo si può raggiungere il livello di affidabilità desiderato nello stampaggio di inserti per dispositivi medici .
Figura 4: Il servizio di stampaggio di precisione con inserti assembla inserti metallici con canali di raffreddamento negli stampi LS Manufacturing per sensori automobilistici.
FAQ
1. Qual è la tolleranza tipica per il vostro servizio di stampaggio di precisione con inserti?
LS Manufacturing mantiene una tolleranza di ±0,02 mm per i componenti standard. Per i componenti di precisione specializzati, raggiungiamo una tolleranza di ±0,005 mm grazie a una compensazione dello stampo avanzata a livello di micron, a rigorosi controlli di processo e alla verifica in linea con CMM per garantire una precisione costante.
2. In che modo LS Manufacturing previene la formazione di bave sulle superfici degli inserti metallici?
Preveniamo la formazione di bave calcolando con precisione l'accoppiamento a interferenza tra gli inserti e la cavità dello stampo tramite simulazione FEA . Questo viene combinato con un processo obbligatorio di pulizia a ultrasuoni per garantire che tutte le superfici degli inserti siano completamente prive di olio e contaminanti microscopici prima dello stampaggio.
3. Siete in grado di gestire ordini di stampaggio di precisione a inserti personalizzati, anche in piccole quantità?
Sì, siamo specializzati in soluzioni di stampaggio rapide ed economiche in alluminio o acciaio pre-temprato, ideali per le fasi di ricerca e sviluppo. Supportiamo quantitativi minimi d'ordine (MOQ) estremamente flessibili per facilitare una validazione del progetto e la produzione pilota in modo efficiente ed economico.
4. Quali materiali sono i più adatti per progetti di stampaggio a inserto a spostamento zero?
Per una stabilità dimensionale ottimale, raccomandiamo l'utilizzo di tecnopolimeri ad alto modulo e a basso ritiro come PPS o PEEK . Questi vengono combinati con inserti in acciaio inossidabile o rame pretrattati (ad esempio, puliti al plasma o sabbiati) per garantire un'adesione superiore e affidabile.
5. Quali sono i tempi di consegna per un preventivo di produzione di inserti stampati su misura?
Una volta ricevuti i disegni 3D completi e le specifiche, il nostro team tecnico fornirà un feedback DFM dettagliato e un preventivo formale e dettagliato entro 24 ore. Questa rapidità di risposta è resa possibile dal nostro sistema di preventivazione automatizzato e dal nostro team di ingegneri esperti.
6. Offrite lavorazioni secondarie per componenti OEM stampati a iniezione?
Sì, offriamo una suite completa di operazioni secondarie, tra cui marcatura laser di precisione, saldatura a ultrasuoni e test automatizzati di tenuta all'aria. Forniamo inoltre servizi completi di assemblaggio e confezionamento, offrendo una soluzione integrata completa e integrata che garantisce la prontezza dei componenti per la vostra linea di produzione finale.
7. Come proteggete la proprietà intellettuale dei miei progetti personalizzati?
Proteggiamo la vostra proprietà intellettuale mediante la stipula di accordi di riservatezza (NDA) rigorosi e legalmente vincolanti e l'implementazione di celle di produzione fisicamente separate e ad accesso controllato. Questo crea un firewall sicuro per i dati e la produzione, a tutela dei vostri progetti proprietari e del vostro vantaggio competitivo tecnologico .
8. Il vostro servizio di stampaggio di inserti OEM supporta inserti multimateriale?
Sì, disponiamo di capacità di processo avanzate per lo stampaggio multistrato e lo stampaggio a iniezione multipla . Questo ci consente di iniettare simultaneamente o in sequenza materiali diversi, come plastiche rigide, metalli e silicone morbido, all'interno di un unico stampo per creare componenti integrati complessi e multifunzionali.
Riepilogo
Il successo dello stampaggio a inserti di precisione dipende non solo dalla qualità degli stampi, ma anche da una profonda competenza nel controllo dello "spostamento zero". Grazie a interventi DFM basati su principi scientifici, all'ottimizzazione dei parametri guidata dai dati e a rigorosi controlli automatizzati , LS Manufacturing trasforma i complessi rischi di produzione in una produzione stabile e ad alto rendimento. Collaborare con un produttore tecnicamente avanzato è la strada più sicura per il successo, sia per la realizzazione di componenti OEM complessi che per l'efficienza dei costi a lungo termine.
Avete problemi di spostamento degli inserti o bassi tassi di resa? Cliccate su "Richiedi un preventivo gratuito" per caricare i vostri disegni. I nostri ingegneri senior vi forniranno una valutazione tecnica approfondita con raccomandazioni mirate per migliorare i costi e l'efficienza. Non lasciate che le difficoltà rallentino il vostro time-to-market: contattate i nostri esperti per iniziare oggi stesso il vostro percorso verso zero difetti.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Sito web: https://lsrpf.com/
Disclaimer
Il contenuto di questa pagina è fornito a solo scopo informativo. Servizi di LS Manufacturing. Non vengono fornite dichiarazioni o garanzie, esplicite o implicite, in merito all'accuratezza, alla completezza o alla validità delle informazioni. Non si deve dedurre che un fornitore o produttore terzo fornirà parametri di prestazione, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipologia dei materiali o manodopera attraverso la rete di LS Manufacturing. È responsabilità dell'acquirente. Richiedi un preventivo per i componenti. Identifica i requisiti specifici per queste sezioni. Contattaci per ulteriori informazioni .
Team di produzione LS
LS Manufacturing è un'azienda leader del settore , specializzata in soluzioni di produzione personalizzate. Vantiamo oltre 20 anni di esperienza e più di 5.000 clienti, e ci concentriamo su lavorazioni CNC di alta precisione, lavorazione della lamiera , stampa 3D , stampaggio a iniezione , stampaggio di metalli e altri servizi di produzione integrati.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi all'avanguardia, certificati ISO 9001:2015. Forniamo soluzioni di produzione rapide, efficienti e di alta qualità a clienti in oltre 150 paesi in tutto il mondo. Che si tratti di piccole produzioni o di personalizzazioni su larga scala, siamo in grado di soddisfare le vostre esigenze con consegne rapidissime entro 24 ore. Scegliete LS Manufacturing. Significa scegliere efficienza, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.lsrpf.com .


