
Die Präzisions-Einlegetechnik steht unmittelbar vor der Diskrepanz zwischen den vereinfachten Online-Definitionen des Einlegeverfahrens und den komplexen Anwendungsproblemen wie Verschiebung der Einlegeteile, Gratbildung oder Haftungsversagen bei Präzisionssensoren. Das Hauptproblem ist die „Positionsdrift“ aufgrund mangelnden Druckausgleichs und thermischer Fehlanpassung während des Spritzgießens .
Die bei LS Manufacturing angebotene Lösung, die all diese Probleme angeht, umfasst Null-Verschiebungs-Steuerungssysteme, optimierte Entlüftung in den Formen und eine präzise Bearbeitung der Metall/Kunststoff-Grenzfläche, um eine wirklich fehlerfreie Lieferung zu gewährleisten. Im Folgenden wird dieser professionelle Ansatz aus technischer Sicht und anhand konkreter Beispiele erläutert.

Präzisions-Einlegetechnik: Kurzanleitung für verdrängungsfreies Umspritzen
| Kernherausforderung | Technische Lösung für Nullverschiebung | Ergebnis für die OEM-Montage |
| Positionierung und Fixierung des Einsatzes | Präzisionskontrollierte Formhohlräume mit mechanischen/Vakuum-Fixierungsvorrichtungen zur Stabilisierung. | Mikrometergenaue Positionierung des Einsatzes innerhalb des geformten Kunststoffgehäuses. |
| Thermisches Stressmanagement | Kompensierende Wärmebehandlung des Einsatzes und Temperaturmanagement der Form. | Verhindert thermische Rissbildung des Einsatzes während der Abkühlung aufgrund unterschiedlicher Schrumpfung . |
| Materialfluss- und Schweißnahtsteuerung | Optimieren Sie den Anguss- und Einlegeformprozess , um eine vollständige Verkapselung zu gewährleisten. | Erzeugt eine hohlraumfreie Verkapselung um den Einsatz, die für elektrische oder fluidische Komponenten erforderlich ist. |
| Bindungsstärke und Zuverlässigkeit | Oberflächenvorbereitung ( Beschichtung, Ätzung usw.) und Materialauswahl für optimale Haftung. | Erzeugt eine unübertroffene mechanische Verbindung, die Vibrationen und Temperaturschwankungen widersteht. |
| Unsere automatisierte Einlegetechnik | Robotergestütztes Einsetzen der Einsätze in die Form mit Bildverarbeitungskontrolle in jedem Zyklus. | Verhindert Bedienungsfehler und erzielt eine Einsteckgenauigkeit von 100% . |
| Ergebnis: Funktionale Baugruppe in Nettoform | Erzeugt eine funktionsfähige Baugruppe, in der der Einsatz in seiner endgültigen Position eingeschlossen ist. | Dadurch entfällt die Notwendigkeit weiterer Positionierungs- oder Klebeprozesse und der Montageprozess Ihres Produkts wird vereinfacht . |
Wichtigste Erkenntnisse:
- Präzision liegt in der Vorrichtung: Die Fähigkeit der Form, den Einsatz aufzunehmen, steht an erster Stelle in dieser Liste der kontrollierbaren Variablen.
- Das Wärmemanagement ist entscheidend: Unterschiedliche Temperaturen führen zu Problemen, die durch eine geeignete Konstruktion vermieden werden können.
- Automatisierung gewährleistet Konsistenz: Die einzige Möglichkeit, eine fehlerfreieToleranz beim Einlegeverfahren zu gewährleisten, ist die Automatisierung und der Einsatz von Robotern zur Platzierung .
- Das Endprodukt ist eine Baugruppe: Das Endprodukt muss eine Baugruppe aus Unterbaugruppen sein, nicht nur das Formteil mit dem daran befestigten Einsatz.
Warum Sie diesem Leitfaden vertrauen sollten? Praktische Erfahrungen von LS Manufacturing-Experten
Obwohl es viele Anleitungen zu diesem Thema gibt, zeichnet sich unsere Anleitung durch ihren besonderen Ansatz aus. Wir haben uns intensiv mit den Prinzipien und Verfahren des Umspritzens auseinandergesetzt. Daher basiert unsere Anleitung auf den praktischen Erfahrungen von Spezialisten der LS-Fertigung, die mit den Standards des National Institute of Standards and Technology (NIST) vertraut sind.
Unsere Komponenten sind absolut geschäftskritisch: Diagnostische Mikrofluidiksysteme, die keinerlei Funkenbildung vertragen, Sensoren für die Luft- und Raumfahrt, die starken Vibrationen standhalten müssen, ohne abzublättern, und Steckverbinder für die Automobilindustrie, die eine perfekte Isolation erfordern. Um diese hohen Anforderungen zu erfüllen, entsprechen unsere Materialauswahl- und Validierungsprozesse den strengen Standards von SAE International , insbesondere der AMS-Materialfamilie.
Diese Erfahrung basiert auf jahrelangem Ausprobieren und Lernen, dem Beherrschen der thermischen Dynamik des Prozesses, um Spannungen an den Einsätzen zu vermeiden, der Anwendung spezieller Spannmethoden zur Eliminierung jeglicher Mikrobewegungen und dem Wissen um die Oberflächenbeschaffenheit der Form, die eine vollständige Haftung gewährleisten. Wir vermitteln Ihnen diese wertvollen Erkenntnisse, damit Sie sie zu Ihrem Vorteil nutzen, unnötige Versuche vermeiden und sicherstellen können, dass Ihre erste Produktionsserie haftungsfreie Verbindungen liefert.
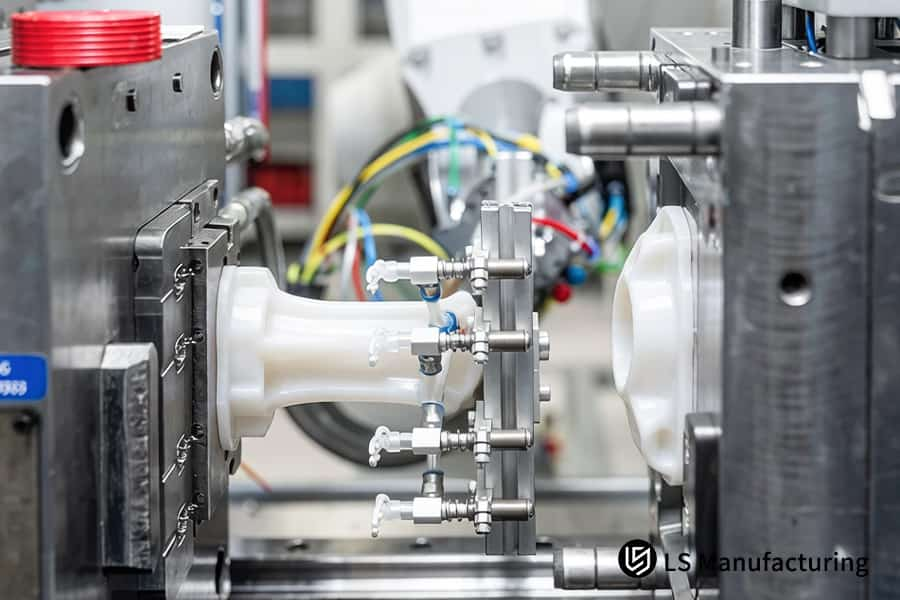
Abbildung 1: Der OEM-Einlegetechniker verwendet hydraulischen Druck, um Kunststoff mit Metalleinsätzen für industrielle Steckverbinder in Präzisionswerkzeugen zu verbinden.
Warum ist die Null-Verdrängung für Ihre Präzisions-Einlegetechnikprojekte so wichtig?
Absolute Verschiebungsfreiheit ist bei Präzisions-Einlegetechnikverfahren von entscheidender Bedeutung, da selbst geringfügige Verschiebungen während des Einspritzvorgangs die mechanische und elektrische Funktionalität beeinträchtigen. In unserem Ansatz berücksichtigen wir den hohen Druck im Spritzgießprozess und nutzen ein Simulations- und Konstruktionsverfahren, das sicherstellt, dass jegliche Bewegung weniger als 10 µm beträgt. Unser Vorgehen ist wie folgt:
Aktive Verriegelung durch proprietäre Stiftkonstruktion
Zur Fixierung des Einsatzes vor der Harzeinspritzung mit einem definierten Gegendruck wurde ein spezieller, thermisch angepasster aktiver Verriegelungsstift entwickelt. Dadurch wird der Einsatz im Formhohlraum fixiert, was den anfänglichen Druckimpuls des Kunststoffs reduziert . Dieses Verfahren behebt das Problem an der Wurzel und ermöglicht die präzise Positionierung von Einsätzen beim Umspritzen großer Stückzahlen .
Angussoptimierung durch Füllsimulation
Die Simulation transienter und asymmetrischer Druckwellen im Einsatz mithilfe fortschrittlicher Mehrphasenströmungsmodelle hilft, Bereiche mit Druckwellenungleichgewicht an der Grenzfläche zwischen Einsatz und Schmelze zu identifizieren . Die gewonnenen Ergebnisse liefern direkte Anhaltspunkte für die optimale Positionierung von Anguss und Verteilerkanal, um das gewünschte Druckverteilungsprofil zu erreichen. Ziel ist die Reduzierung des gesamten translatorischen Drucks während der Kavitätenfüllung, was für das Spritzgießen von Duroplasten unerlässlich ist.
Prozessintegriertes Spannen & Validierung
Die mechanische Verriegelung ist mit dem Spritzgießmaschinenzyklus durch eine spezifische Schließsequenz synchronisiert. Nach dem Spritzgießen führt eine hochpräzise Koordinatenmessmaschine (KMM) die Erstmusterprüfung durch. Dabei wird die Position des Einsatzes validiert, um sicherzustellen, dass sie den CAD-Vorgaben entspricht. Diese geschlossene Regelung gewährleistet eine Fertigungstoleranz von unter 0,01 mm, beispielsweise bei der Herstellung von Einsätzen für Medizinprodukte .
Dieser Artikel verdeutlicht, wie Systemtechnik das Prinzip der verdrängungsfreien Fertigung anwendbar macht. Unser OEM-Service im Bereich Insert Molding wird anhand unserer mechanischen Konstruktion, Simulation und Schließparameter vorgestellt. Dank unserer ausgeprägten Problemlösungskompetenz sind wir der ideale Partner für OEM-Anwendungen im Automobilbereich im Bereich Insert Molding . Um diese verdrängungsfreie Konstruktion für Ihr Projekt zu nutzen, senden Sie uns Ihre Baugruppe zur Systemprüfung und erhalten Sie ein prozessvalidiertes, produktionsfertiges Angebot.

Wie kann ein Hersteller von kundenspezifischen Einlegeteilen eine verdrängungsfreie Produktion in Umgebungen mit hohem Druck gewährleisten?
Für jeden Hersteller von kundenspezifischen Spritzgussteilen ist es unerlässlich, jegliche Verschiebung des Einsatzes aufgrund des hohen Drucks während des Spritzgießprozesses zu verhindern. Selbst eine Verschiebung des Einsatzes um wenige Mikrometer während des Spritzgießens beeinflusst zwangsläufig das Endergebnis. Im Folgenden stellen wir unsere innovativen Lösungsansätze für diese Herausforderung in den Bereichen Vorhersage, Simulation, aktive Steuerung und Verstärkung beim Spritzgießen vor, um eine Verschiebung auf null zu gewährleisten :
Mehrpunkt-Synchron-Hydraulikverriegelung
- Systemdesign: Unser System sieht vor , mehrere Hydraulikzylinder an verschiedenen Stellen innerhalb der Form zur Unterstützung des Einsatzes zu platzieren .
- Aktive Gegenkraft: Diese Hydraulikzylinder erzeugen synchronisierte Kräfte, die vor dem Einspritzen des Kunststoffs in die Form auf den Einsatz wirken. Dadurch wird eine Vorspannung erzeugt.
- Ergebnis: Dieser Mechanismus widersteht der einströmenden Schmelzedruckwelle und verhindert so jegliche Art von „Stoß“-Verschiebung, die bei statischen Einsätzen auftritt und für das Hochdruck-Einlegeteilspritzgießen von entscheidender Bedeutung ist.
In-Mold-Sensorik & Dynamische Prozessanpassung
- Echtzeitüberwachung: Drucksensoren können hinter den Stützpfeilern installiert werden. Dadurch erhalten wir Echtzeitmesswerte über den Druck, der vom geschmolzenen Material auf den Einsatz ausgeübt wird.
- Regelung im geschlossenen Regelkreis: Die Druckdaten können dann von der Maschinensteuerungssoftware analysiert werden, um im Mikrosekundenbereich Anpassungen am Einspritzdruckprofil vorzunehmen.
- Ergebnis: Es hilft, Druckungleichgewichte jederzeit in Echtzeit zu beseitigen und ein Druckgleichgewicht über die gesamte Einsatzfläche herzustellen – eine unerlässliche Technik für hochpräzises Einlegetechnik-Spritzgießen .
Präventive Driftminderung durch Füllanalyse
- Simulationsgetriebene Konstruktion: Mithilfe fortschrittlicher Formfüllanalyse-Software simulieren wir den Füllprozess unter den gleichen hohen Einspritzdrücken , wie z. B. 120 MPa .
- Gezielte Verstärkung: Die Simulation liefert uns die notwendigen Daten über die Driftvektoren. Daher basiert die Formkonstruktion auf der Anzahl und dem Durchmesser der Stützpfeiler.
- Ergebnis: Diese Methodik ermöglicht es uns, über 95 % der möglichen Abweichungspunkte vor dem Formenbau proaktiv zu identifizieren und zu beheben – ein wesentliches Merkmal von Mikro-Einsatzformverfahren .
Unsere Methodik beschreibt einen geschlossenen Regelkreis für Vorhersage, Steuerung und Optimierung. Sie belegt unsere Expertise als Hersteller von kundenspezifischen Spritzgussteilen , indem sie die Anwendung quantifizierter Informationen und Regelungstechniken zur Bewältigung hoher Druckverdrängung veranschaulicht. Diese strategische und ganzheitliche Methode ist unser Wettbewerbsvorteil und gewährleistet absolute Stabilität bei der Fertigung kritischer Bauteile, beispielsweise für den Spritzguss von Automobilsensoren .

Abbildung 2: Ein Hersteller von kundenspezifischen Spritzgussteilen spritzt bei LS Manufacturing geschmolzenes Nylon um Edelstahlschrauben für elektronische Bauteile im Automobilbereich.
Welche Rolle spielt DFM für den Erfolg Ihres kundenspezifischen Präzisions-Einsatzspritzgusses?
Beimkundenspezifischen Präzisions-Einlegeverfahren werden Bauteilfehler bereits vor Produktionsbeginn erkannt. Unser Design-for-Manufacturability-Prozess (DFM) spielt eine entscheidende Rolle in der Entwicklung, um diese Fehler von vornherein zu vermeiden. Dieser Beitrag zeigt, wie wir in solchen Fällen eingreifen, um die Designabsicht durch Konfliktlösung in fertigungsgerechte Teile umzusetzen – eine absolute Voraussetzung für hochpräzises Einlegeverfahren .
| DFM-Schwerpunktbereich | Technische Intervention & messbares Ergebnis |
| Vorbehandlung einfügen | Durch die Senkung der Vorwärmtemperatur des Einsatzes wird der Thermoschock minimiert, der für ein erfolgreiches Hochtemperatur-Einlegeverfahren entscheidend ist. |
| Oberflächentechnik | Durch die Festlegung von Rändel-/Ätzmustern wird die Haftfläche maximiert und die Auszugsfestigkeit um 25-40% verbessert. |
| CTE-Management | Durch die Nutzung von Materialunterschieden als Grundlage für Presspassungen wird eine Rissbildung nach dem Formen verhindert . |
| Durchfluss- und Tordesign | Durch die Formsimulation wird eine vollständige Verkapselung erreicht und sichergestellt, dass keine direkte Kraft auf die Einsätze wirkt. |
| Stressabbau | Durch geometrische Neugestaltung (Radien, Rippen) werden Spannungen abgebaut und die Ermüdungslebensdauer im OEM-Einlegeformverfahren verlängert. |
Unser DFM-Verfahren (Design for Manufacturing) erkennt potenzielle Probleme und entwickelt daraus Lösungen, die unsere technische Expertise unter Beweis stellen. Durch datengestützte Designanpassungen beheben wir wiederkehrende Probleme wie Ablösungen und Spannungsrisse. Diese problemlösende, präventive Strategie ist unser Alleinstellungsmerkmal für das Einlegeteil-Spritzgießen von Medizinprodukten und andere kritische Anwendungen. Um kostspielige Fehler durch präventive Maßnahmen zu vermeiden, reichen Sie Ihr Design zur DFM-Analyse ein und erhalten Sie eine detaillierte Lösung mit Festpreisgarantie.
Wie lösen wir die Herausforderungen bei der Metall-Kunststoff-Verbindung Ihrer OEM-Einspritzteile?
Die Entwicklung einer dauerhaften und starken Verbindung zwischen Metalleinsätzen und Kunststoffvergussmasse ist beispritzgegossenen OEM-Teilen von großer Bedeutung, da sie die Dichtigkeit und die mechanischen Eigenschaften des Bauteils direkt beeinflusst. Wir begegnen diesem Problem mit einer zweigleisigen Strategie, die nicht nur die Haftung verbessert, sondern den Haftungsbereich zum optimalen Teil des Bauteils macht. Durch unsere Strategie gewährleisten wir eine langfristige Haftung zwischen Metalleinsätzen und dem Kunststoffbauteil.
Plasma-Oberflächenaktivierung für molekulare Bindungen
Wir wenden vor dem Formgebungsprozess eine Niederdruck-Plasmabehandlung der Metalleinsätze an. Dieses Verfahren reinigt und funktionalisiert die Metalloberfläche mikroskopisch, erhöht deren Oberflächenenergie und erzeugt aktive molekulare Zentren. Dadurch kann der geschmolzene Kunststoff primäre chemische Bindungen (im Gegensatz zu rein mechanischer Haftung) ausbilden , was die Haftfestigkeit und die Beständigkeit gegen das Eindringen von Flüssigkeiten deutlich verbessert – entscheidend für das Spritzgießen mit flüssigkeitsführenden Einsätzen .
Geometrie der mechanischen Verriegelung
Abgesehen von der Oberflächenchemie basiert unser Design für den Einsatz auf speziellen Hinterschnittmustern, wie z. B. Rändelungen oder mehrwinkligen Nuten . Die Gestaltung dieser Muster erfolgt mittels Spannungssimulation, um deren optimale Tiefe und Abstände zu bestimmen. Beim Präzisions-Einlegeverfahren fließt das Kunststoffmaterial in diese Muster und bildet so eine starke mechanische Verbindung, die die durch die chemische Reaktion erzeugte Bindung ergänzt.
Prozesssteuerung für optimale Grenzflächenbildung
Zu den wichtigsten Prozessparametern zählen die Vorwärmtemperatur des Einsatzes, die Werkzeugtemperatur und die Einspritzgeschwindigkeit . Die Kontrolle dieser Parameter gewährleistet, dass der Kunststoff die Oberfläche des zuvor aktivierten Metallmaterials erreicht. Dieser Prozess ist entscheidend fürdas Umspritzen hochfester Bauteile .
Die Methodik nutzt das technische Know-how eines Herstellers von kundenspezifischen Spritzgussteilen, um die Ursachen für Verbindungsfehler zu beheben. Unser proaktiver, integrierter Ansatz liefert geprüfte, dauerhafte Verbindungen für kritische Spritzgussanwendungen im Motorraum von Automobilen und gewährleistet so höchste Leistungsfähigkeit, wo Versagen inakzeptabel ist.
LS Manufacturing Medizinische Sensorgehäuse: Erfolgsgeschichte im kundenspezifischen, hochpräzisen Spritzgussverfahren
Die folgende Fallstudie verdeutlicht, wie LS Manufacturing einem führenden Medizintechnik-OEM bei der Lösung seines Ausbeuteproblems helfen konnte. Es ging um ein miniaturisiertes Sensorgehäuse aus Polycarbonat, das ein hochpräzises Spritzgießen erforderte, um die empfindliche Elektrodenanordnung im Inneren exakt zu umschließen. Ursache des Problems waren Verschiebungen im Mikrometerbereich, die zu elektrischen Fehlfunktionen führten.
Herausforderung für den Kunden
Der vorherige Lieferant hatte Probleme mit Bewegungen des Einsatzes von mehr als 0,15 mm in seinem kundenspezifischen Präzisions-Einlegeteil-Spritzgießprojekt . Das miniaturisierte PC-Gehäuse war für die Aufnahme einer empfindlichen Keramikelektrode in seinem Hohlraum ausgelegt. Diese Bewegung führte zu Störungen des kapazitiven Signals, wodurch die Ausschussrate während des Projekts um über 35 % anstieg. Diese geringe Ausbeute führte zum Produktionsstopp und gefährdete die Markteinführung des Produkts der nächsten Generation.
LS Fertigungslösung
Das Werkzeug wurde mit einer geänderten Trennlinie und einer präzisionsgesteuerten Schieberanordnung für die vollständige Umschließung des Einsatzes neu konstruiert. Ein fortschrittliches Formtemperaturregelungssystem wurde eingesetzt, um die Wärmeausdehnung auszugleichen. Die Kombination aus mechanischen und thermischen Regelungssystemen, die für das Mehrkavitäten-Einsatzspritzgießen unerlässlich ist, löste das Problem effektiv an der Wurzel und gewährleistete so die für das Einsatzspritzgießen von Medizinprodukten entscheidende Prozessstabilität.
Ergebnisse und Wert
Die Position des Einsatzes wurde konstant innerhalb der Toleranzgrenzen von ±0,005 mm gehalten, was durch ein optisches Koordinatenmessgerät bestätigt wurde. Die Funktionsausbeute konnte auf 99,8 % gesteigert werden. Darüber hinaus sanken die Stückkosten dank der verbesserten Effizienz um 22 % . Die Lösung ermöglichte eine schnelle Markteinführung und sparte unserem Kunden drei Monate. LS Manufacturing wurde als Lieferant für alle spritzgegossenen OEM-Teile ausgewählt, einschließlich der Entwicklung einer neuartigen mikrofluidischen Spritzgusstechnologie .
Unsere Engineering-Strategie manifestiert sich in folgendem Projekt: Wir identifizieren die Ursachen von Fehlfunktionen und wenden eine umfassende, bewährte Lösung zu deren Behebung an. Dies unterstreicht unsere Expertise im Bereich des hochpräzisen Einlegeverfahrens , das sich durch Präzision im Mikrometerbereich auszeichnet. Wir garantieren Fertigungsstabilität und können so auch schwierige Situationen in praktikable Fertigungsszenarien umwandeln .
Um eine Einsatzgenauigkeit von ±0,005 mm und eine Ausbeute von 99,8 % zu gewährleisten, reichen Sie Ihre Konstruktion für ein validiertes Umspritzverfahren und ein garantiertes, kostensparendes Produktionsangebot ein.

Wie verbessert die automatisierte Inspektion die Zuverlässigkeit beim verdrängungsfreien Einlegeverfahren?
DieFertigung von Spritzgießverfahren ohne Verdrängung ist ohne den Übergang von der Prozessentwicklung zur automatisierten Inspektion nicht möglich. Wir nutzen ein Inspektionssystem, das eine 100% ige Inline-Inspektion und Prozesskontrolle ermöglicht. Dies gewährleistet die Konsistenz des Qualitätssicherungsprozesses durch datengestützte Überwachung und garantiert somit präzise Spritzgießdienstleistungen .
Inline-Vision für 100%ige Maßverifizierung
- Angewandte Technologie: Auf der Auswerferseite der Presse sind CCD-Kameras mit telezentrischen Objektiven installiert.
- Direkte Messung: Nach dem Auswerfen wird das Teil gescannt, wobei die wichtige Abmessung zwischen den Einsatzkanten und der Gehäusekante sowie die axiale Positionierung erfasst werden.
- Sofortige Reaktion: Ein außerhalb der Toleranz liegendes Teil wird automatisch aussortiert, wodurch die Konformität sichergestellt wird, die für das Umspritzen großer Stückzahlen unerlässlich ist.
Automatisierte Koordinatenmessmaschine für die Submikrometer-Validierung
- Geplante Stichprobenentnahme: Der Roboter entnimmt aus jeder Charge eine repräsentative Stichprobe von Teilen und legt diese in das taktile Koordinatenmessgerät ein.
- 3D-Datumsabbildung: Der Messtaster ermittelt die tatsächliche 3D-Position des Einsatzes in Bezug auf die Hauptbezugspunkte des Bauteils.
- Datengrundlage: Dadurch werden Messdaten erzeugt, die für das SPC-System glaubwürdig und authentisch sind und die Leistungsfähigkeit des Prozesses für das kundenspezifische Präzisions-Einlegeteilspritzgießen beweisen.
Datengetriebene Prozesssteuerung (SPC)
- Trendanalyse: Bildverarbeitungs- und Koordinatenmessmaschinendaten werden über ein zentrales SPC-System gestreamt, wodurch Echtzeit-Regelkarten erstellt werden.
- Vorausschauende Alarmierung: Das System schlägt Alarm, wenn Messwerte einen Trend aufweisen (z. B. eine Abweichung von 0,02 mm ), und hilft so, präventive Maßnahmen zu ergreifen, bevor die Grenzwerte überschritten werden.
- Korrelation der Hauptursachen: Sie stellt den Zusammenhang zwischen Dimensionstrends und Maschinenvariablen her und ermöglicht so Korrekturmaßnahmen für die Stabilität des automatisierten Spritzgießens .
Selbstkorrekturschleifensystem
- Automatische Korrektur: Das SPC-System ist in der Lage, den Maschinencontroller zu Mikrokorrekturen aufzufordern (z. B. Anpassung der Einlegetemperatur ).
- Prozesssteuerung: Dadurch entsteht eine selbstkorrigierende Produktionszelle, die in der Lage ist, das strenge Prozessfenster selbstständig einzuhalten.
- Konstanz garantiert: Dieses Regelsystem gewährleistet die zuverlässigste Prozesssteuerung fürgeschäftskritische Spritzgussprojekte .
Das Ökosystem steht für einen proaktiven Engineering-Ansatz, der über die Fehlererkennung hinausgeht und Vorhersage sowie automatisierte Korrekturmaßnahmen umfasst. Die Zero-Displacement-Insert-Molding- Technologie garantiert zuverlässigen Betrieb durch datengestützte, verifizierbare Ergebnisse. Die genannte Technologie ist die optimale Lösung für die Herausforderungen der Inline-Insert-Molding-Inspektion und von Closed-Loop-Insert-Molding- Anwendungen, bei denen die Teilekonsistenz entscheidend ist.

Abbildung 3: Ein Roboterarm führt ein hochpräzises Einlegeverfahren durch, indem er einen Edelstahleinsatz in ein transparentes Polycarbonatgehäuse für medizinische Geräte einsetzt.
Welche Kostenfaktoren spielen bei der Auswahl eines spezialisierten OEM-Einlegetechnik-Dienstleisters eine Rolle?
Die Auswahl einesOEM-Partners für Spritzgussdienstleistungen allein anhand des Stückpreises ignoriert die wichtigsten Kostentreiber. Die Optimierung des gesamten Prozesses – Werkzeuge, Zykluszeiten und Ausbeute – ermöglicht die Minimierung der Gesamtbetriebskosten. Die folgende Analyse bietet eine Aufschlüsselung der wichtigsten technischen Aspekte, die die Kosten bestimmen, und ermöglicht Ihnen die Bewertung Ihrer Partner anhand der folgenden Kriterien:
| Kostentreiber | Technische Spezifikation und finanzielle Auswirkungen |
| Werkzeugstahl & Konstruktion | Die Verwendung von höherwertigem Stahl (z. B. S136 zur Verbesserung der Korrosionsbeständigkeit ) erhöht die Werkzeugkosten anfänglich um 20-30 % , verlängert aber dessen Lebensdauer um das 2- bis 3-fache , wodurch die Gesamtkosten pro Stück beim Spritzgießen in großen Stückzahlen gesenkt werden. |
| Kavitationsstrategie | Die richtige Anzahl an Kavitäten sorgt für ein ausgewogenes Verhältnis zwischen Werkzeugkosten und Produktionskapazität; eine übermäßige Verwendung von Kavitäten kann bei Projekten von Herstellern kundenspezifischer Spritzgussteile zu Qualitäts- und Flexibilitätsproblemen führen. |
| Zykluszeitoptimierung | Effektive technische Verbesserungen wie z. B. konturnahe Kühlung oder reduzierte Schließkraft können dazu beitragen, die Zykluszeit von 45 Sekunden auf 30 Sekunden zu verkürzen, die Kapazität um 33 % zu erhöhen und Arbeits- und Gerätekosten pro Teil einzusparen. |
| Qualitätssicherungsniveau | Die vollständige Automatisierung der AOI-Prüfung verursacht zwar zusätzliche Kosten, verhindert aber Fehler am Ende der Produktionslinie sowie potenzielle Rückruf-/Nacharbeitsprobleme, die zu enormen Verlusten bei der Herstellung von Medizinprodukten führen können. |
| Material- und Prozesseffizienz | Eine gute Konstruktion von Angusskanälen und Verteilerkanälen reduziert die Angussgrößen; selbst eine Materialersparnis von nur 5 % ist wichtig, insbesondere bei der Verwendung teurer technischer Kunststoffe für das Präzisions-Einlegetechnikverfahren . |
| Komplexität der Teilekonstruktion | Komplexe Designs mit Merkmalen wie tiefen Hinterschnitten und Mikropräzisionstoleranzen erfordern mehrstufige Werkzeuge und daher längere Entwicklungszeiten und längere Zykluszeiten pro Teil, was sich auf die Gesamtkosten des Spritzgießens komplexer Geometrien auswirkt. |
Diese Diskussion verdeutlicht, dass der kostengünstigste Hersteller häufig die Risiken im Zusammenhang mit dem Einsatz ineffizienter Werkzeuge oder Prozesse abwälzt, was zu höheren Folgekosten führt. Wir als Hersteller von kundenspezifischen Spritzgussteilen schaffen Mehrwert, indem wir diese Ineffizienzen bereits frühzeitig im Produktdesign beseitigen: optimale Zykluszeiten, Langlebigkeit und integrierte Qualität. Dies ermöglicht konstant niedrigere Gesamtkosten beim Spritzgießen von Automobilsensoren und ähnlichen Anwendungen, da Zuverlässigkeit zum entscheidenden Kostenfaktor wird.
Warum Sie LS Manufacturing als Ihren vertrauenswürdigen Partner für hochpräzises Einlegetechnik-Spritzgießen wählen sollten?
Die Wahl eineshochpräzisen Spritzgießpartners erfordert mehr als nur Fertigungskompetenz; sie umfasst auch gemeinsame Risikominimierung und technische Vision . Im Kern geht es um die Gewährleistung zuverlässiger Leistung über einen längeren Zeitraum, nicht nur um die Akzeptanz in Stichprobenprüfungen. Dies lässt sich durch eine Methode erreichen, die auf Prozesskontrolle, Validierung und enger Zusammenarbeit aus Sicht der Konstruktionstechnik basiert.
Proaktive Risikominderung durch Lernen aus der Vergangenheit
Unsere zwanzigjährige Erfahrung in der Entwicklung komplexerMehrkomponenten-Spritzgießprojekte ist in einer internen Fehlerdatenbank zusammengefasst. Mithilfe dieser Ressource kann unser Ingenieurteam neue Bauteilkonstruktionen im Hinblick auf frühere Fehlerarten wie Spannungsrisskorrosion zwischen Kunststoff und Metall oder thermische Ermüdung bewerten und vor der Werkzeugherstellung notwendige präventive Konstruktionsänderungen vornehmen.
Zertifizierte Prozesssteuerung für wiederholbare Präzision
Unsere IATF 16949-Zertifizierung erfordert ein standardisiertes Verfahren zur vorausschauenden Produktqualitätsplanung (APQP) . Im Rahmen jedes Projekts erstellen wir einen detaillierten Kontrollplan, der präzise Prozesseinstellungen, Prüfungen und Maßnahmen bei Abweichungen festlegt. Durch die Kontrolle all dieser Faktoren gewährleisten wir die gleichbleibende Genauigkeit unserer hochpräzisen Spritzgussteile über Millionen von Zyklen hinweg und eignen uns daher ideal fürSpritzgussanwendungen im Automobilbereich .
Technische Partnerschaft über den gesamten Lebenszyklus hinweg
Wir beginnen unsere Zusammenarbeit mit Ingenieurbüros, um sicherzustellen, dass die verwendeten Kunststoffe die erforderlichen thermischen und chemischen Anforderungen erfüllen . Während der gesamten Produktion helfen Methoden wie Kurzschussstudien , den korrekten Materialfluss und die Verkapselung im Werkzeug zu bestätigen. Nach einem Fehler ermittelt die Fehleranalyse im Labor mittels Mikroskopie und mechanischer Prüfungen die Ursache des Produktversagens und ermöglicht Korrekturmaßnahmen, die über den reinen Austausch hinausgehen. Dieses Engagement zeichnet einen echtenHersteller von kundenspezifischen Spritzgussteilen aus.
Bei LS Manufacturing basieren Partnerschaften auf technischer Zuverlässigkeit, nicht auf einfachen Bauteilen. LS Manufacturing beugt Zuverlässigkeitsproblemen durch datengestütztes Wissen vor, das frühere Probleme vermeidet, durch disziplinierte Prozesskontrolle für gleichbleibende Qualität und durch die vollständige Übernahme der technischen Verantwortung im gesamten Prozess. Nur so lässt sich die gewünschte Zuverlässigkeit beim Einbetten von Medizinprodukten erreichen.
Abbildung 4: Der Präzisions-Einlegetechnik-Service montiert Metalleinsätze mit Kühlkanälen in LS Manufacturing-Formen für Automobilsensoren.
Häufig gestellte Fragen
1. Welche Toleranz gilt typischerweise für Ihre Präzisions-Einlegeteile?
LS Manufacturing gewährleistet eine Toleranz von ±0,02 mm für Standardteile. Bei hochpräzisen Spezialbauteilen erreichen wir eine Toleranz von ±0,005 mm durch fortschrittliche Werkzeugkompensation im Mikrometerbereich, strenge Prozesskontrollen und die integrierte Koordinatenmesstechnik (KMM), um eine gleichbleibende Genauigkeit sicherzustellen.
2. Wie verhindert LS Manufacturing Gratbildung an den Oberflächen von Metalleinsätzen?
Wir verhindern Gratbildung durch die präzise Berechnung der Presspassung zwischen Einsätzen und Formhohlraum mittels FEA-Simulation . Dies wird mit einer obligatorischen Ultraschallreinigung kombiniert, um sicherzustellen, dass alle Einsatzoberflächen vor dem Spritzgießen vollständig frei von Öl und mikroskopischen Verunreinigungen sind.
3. Können Sie auch Kleinserienaufträge für kundenspezifische Präzisions-Einlegeteile bearbeiten?
Ja, wir sind spezialisiert auf kostengünstige und schnell realisierbare Werkzeuglösungen aus Aluminium oder vorgehärtetem Stahl, ideal für Forschungs- und Entwicklungsphasen. Wir bieten flexible Mindestbestellmengen (MOQs) für eine effiziente und wirtschaftliche Projektvalidierung und Pilotproduktion.
4. Welche Materialien eignen sich am besten für Projekte im Bereich des verdrängungsfreien Einlegeverfahrens?
Für optimale Dimensionsstabilität empfehlen wir hochmodulige, schrumpfungsarme technische Kunststoffe wie PPS oder PEEK . Diese werden mit vorbehandelten (z. B. plasmagereinigten oder gestrahlten) Edelstahl- oder Kupfereinsätzen kombiniert, um eine überlegene und zuverlässige Verbindung zu gewährleisten.
5. Wie lange ist die Lieferzeit für ein Angebot zur Herstellung kundenspezifischer Spritzgussteile?
Nach Erhalt Ihrer vollständigen 3D-Zeichnungen und Spezifikationen erhalten Sie von unserem technischen Team innerhalb von 24 Stunden ein detailliertes DFM-Feedback sowie ein formelles, detailliertes Angebot. Diese schnelle Bearbeitung wird durch unser automatisiertes Angebotssystem und unsere erfahrenen Ingenieure ermöglicht.
6. Bieten Sie Nachbearbeitungen für spritzgegossene OEM-Teile an?
Ja, wir bieten ein umfassendes Spektrum an Nachbearbeitungsschritten an, darunter Präzisionslasermarkierung, Ultraschallschweißen und automatisierte Dichtheitsprüfung. Darüber hinaus bieten wir komplette Montage- und Verpackungsdienstleistungen und liefern Ihnen somit eine integrierte Komplettlösung, die die Einsatzbereitschaft Ihrer Teile für Ihre Endfertigungslinie sicherstellt.
7. Wie schützen Sie das geistige Eigentum meiner kundenspezifischen Designs?
Wir schützen Ihr geistiges Eigentum durch den Abschluss strenger, rechtsverbindlicher Geheimhaltungsvereinbarungen und die Einrichtung physisch getrennter, zugangskontrollierter Produktionszellen. Dadurch schaffen wir eine sichere Daten- und Fertigungsfirewall, die Ihre geschützten Designs und Ihren technologischen Wettbewerbsvorteil sichert .
8. Unterstützt Ihr OEM-Einsatzspritzgussservice Einsätze aus mehreren Materialien?
Ja, wir verfügen über fortschrittliche Prozesskapazitäten für Mehrkomponenten- und Umspritzverfahren . Dies ermöglicht es uns, verschiedene Materialien – wie z. B. Hartkunststoffe, Metalle und Weichsilikon – gleichzeitig oder nacheinander in eine einzige Form einzuspritzen, um komplexe, multifunktionale Bauteile herzustellen.
Zusammenfassung
Der Erfolg von Präzisions-Einlegeteilen hängt nicht nur von der Werkzeugqualität ab, sondern auch von fundiertem Know-how in der Nullpunktsteuerung. Durch wissenschaftlich fundierte DFM-Interventionen, datengestützte Parameteroptimierung und strenge automatisierte Inspektionen wandelt LS Manufacturing komplexe Fertigungsrisiken in eine stabile, ertragreiche Produktion um. Die Partnerschaft mit einem technisch versierten Hersteller ist der sicherste Weg zum Erfolg – ob für komplexe OEM-Teile oder langfristige Kosteneffizienz.
Haben Sie Probleme mit der Verschiebung von Wendeschneidplatten oder niedrigen Ausbeuteraten? Klicken Sie auf „Kostenloses Angebot anfordern“, um Ihre Zeichnungen hochzuladen. Unsere erfahrenen Ingenieure erstellen Ihnen eine detaillierte technische Analyse mit gezielten Empfehlungen zur Kosten- und Effizienzsteigerung. Lassen Sie sich nicht von Herausforderungen aufhalten – kontaktieren Sie unsere Experten und starten Sie noch heute Ihre Reise zu fehlerfreier Produktion.
📞Tel.: +86 185 6675 9667
📧E-Mail: info@lsrpf.com
🌐Website: https://lsrpf.com/
Haftungsausschluss
Die Inhalte dieser Seite dienen ausschließlich Informationszwecken. LS Manufacturing übernimmt keine Gewähr für die Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es kann nicht davon ausgegangen werden, dass ein Drittanbieter oder Hersteller über das LS Manufacturing-Netzwerk Leistungsparameter, geometrische Toleranzen, spezifische Konstruktionsmerkmale, Materialqualität und -art oder Verarbeitung bereitstellt. Dies liegt in der Verantwortung des Käufers. Fordern Sie ein Teileangebot an. Geben Sie bitte Ihre spezifischen Anforderungen für diese Abschnitte an. Kontaktieren Sie uns für weitere Informationen .
LS-Fertigungsteam
LS Manufacturing ist ein branchenführendes Unternehmen mit Fokus auf kundenspezifische Fertigungslösungen. Wir verfügen über mehr als 20 Jahre Erfahrung und betreuen über 5.000 Kunden. Unsere Schwerpunkte liegen in der hochpräzisen CNC-Bearbeitung , Blechbearbeitung , dem 3D-Druck , dem Spritzguss, dem Metallstanzen und weiteren Komplettlösungen für die Fertigung.
Unser Werk ist mit über 100 hochmodernen 5-Achs-Bearbeitungszentren ausgestattet und nach ISO 9001:2015 zertifiziert. Wir bieten unseren Kunden in über 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ob Kleinserien oder kundenspezifische Großprojekte – wir erfüllen Ihre Anforderungen mit schnellster Lieferzeit innerhalb von 24 Stunden. Entscheiden Sie sich für LS Manufacturing. Das steht für Effizienz, Qualität und Professionalität.
Mehr erfahren Sie auf unserer Website: www.lsrpf.com .


