
تواجه خدمات قولبة الإدخال الدقيقة تباينًا مباشرًا بين التعريفات المبسطة المتوفرة على الإنترنت لقولبة الإدخال ومشاكل التطبيق الصعبة، مثل انزياح القالب، والزوائد، أو فشل الالتصاق في أجهزة الاستشعار الدقيقة. تكمن المشكلة الرئيسية هنا في "انحراف الموضع" نتيجةً لعدم توازن ضغط القالب وعدم التوافق الحراري أثناء عملية قولبة الحقن .
يتضمن الحل المقدم في شركة LS Manufacturing والذي يعالج كل هذه المشاكل أنظمة التحكم في الإزاحة الصفرية، والتهوية المحسّنة في القوالب، والتشطيب الدقيق للواجهة المعدنية/البلاستيكية لضمان إمكانية التسليم الخالي من العيوب، وفيما يلي، سيتم مناقشة هذا النهج الاحترافي من الجانب التقني وعلى أمثلة محددة.

قولبة الإدخال الدقيقة: دليل مرجعي سريع للإزاحة الصفرية
| التحدي الأساسي | حل هندسي للإزاحة الصفرية | نتيجة تجميع المعدات الأصلية |
| إدخال الوضع والتثبيت | تجاويف قوالب يتم التحكم فيها بدقة مع أجهزة تثبيت ميكانيكية/تفريغية لتحقيق الاستقرار. | دقة ميكرونية في تحديد موضع القطعة الداخلية داخل الغلاف البلاستيكي المصبوب. |
| إدارة الإجهاد الحراري | المعالجة الحرارية التعويضية للحشوة وإدارة درجة حرارة القالب. | يمنع التصدع الحراري للحشوة أثناء التبريد بسبب الانكماش التفاضلي . |
| التحكم في تدفق المواد وخط اللحام | قم بتحسين عملية البوابة ومعايير قولبة الإدخال لضمان التغليف الكامل. | يُنشئ غلافًا خاليًا من الفراغات حول الجزء الداخلي، وهو أمر ضروري للمكونات الكهربائية أو السائلة. |
| قوة الترابط والموثوقية | أدخل تحضير السطح ( الطلاء، الحفر ، إلخ) واختيار المواد لتحقيق الالتصاق الأمثل. | يُنتج وصلة ميكانيكية لا تُضاهى تقاوم الاهتزازات ودرجات الحرارة المتغيرة. |
| نظامنا الآلي لمعالجة الإدخالات | إدخال القطع الداخلية في القالب آلياً مع فحص نظام الرؤية في كل دورة. | يمنع أخطاء المشغل ويحقق معدل دقة إدخال بنسبة 100% . |
| النتيجة: تجميع وظيفي ذو شكل نهائي | يُنشئ تجميعًا وظيفيًا حيث تم تغليف القطعة الداخلية في موضعها النهائي. | وهذا يلغي الحاجة إلى أي عمليات تحديد موضع أو ربط إضافية ويبسط عملية تجميع منتجك. |
أهم النقاط الرئيسية:
- تكمن الدقة في التثبيت: تأتي قدرة القالب على التقاط القطعة الداخلية في المقام الأول في هذه القائمة من المتغيرات القابلة للتحكم.
- تُعد إدارة الحرارة أمراً بالغ الأهمية: فعدم تطابق درجات الحرارة يخلق مشاكل يمكن تجنبها من خلال التصميم الهندسي السليم .
- تضمن الأتمتة الاتساق: الطريقة الوحيدة لضماندقة قولبة الإدخال دون عيوب هي الأتمتة ووضع الروبوت .
- الناتج عبارة عن تجميع: يجب أن يكون المنتج النهائي عبارة عن تجميع للتجميع الفرعي، وليس مجرد جزء القالب مع الجزء الداخلي المرفق به.
لماذا تثق بهذا الدليل؟ خبرة عملية من خبراء التصنيع في LS
رغم وجود العديد من الأدلة الإرشادية حول هذا الموضوع بشكل عام، إلا أن دليلنا يتميز بنهجه الفريد. فقد بذلنا جهداً كبيراً في إتقان مبادئ وممارسات قولبة الإدخال . ونتيجة لذلك، قررنا إعداد دليلنا استناداً إلى الخبرات العملية لمتخصصين يعملون في شركة LS للتصنيع، والذين يفهمون مفهوم المعهد الوطني للمعايير والتكنولوجيا (NIST).
تُعدّ مكوناتنا بالغة الأهمية؛ فهي تشمل أجهزة التشخيص الميكروفلويدية التي لا تتحمل أي تسرب ولو طفيف، وأجهزة الاستشعار الفضائية التي يجب أن تتحمل الاهتزازات الشديدة دون أن تتلف، وموصلات السيارات التي تتطلب عزلاً مثالياً. ولتلبية هذه المعايير الصارمة، تتوافق عمليات اختيار المواد والتحقق من صحتها لدينا مع المعايير الدقيقة لجمعية مهندسي السيارات الدولية (SAE International) ، ولا سيما مجموعة مواد AMS.
تُكتسب هذه الخبرة عبر سنوات من التجربة والخطأ، من خلال معرفة كيفية التعامل مع الديناميكيات الحرارية للعملية لضمان عدم تعرض الحشوات للإجهاد، وإتقان أساليب التثبيت الخاصة التي تقضي على أي حركة دقيقة ، ومعرفة أنواع تشطيبات القوالب التي تُحقق التصاقًا كاملًا. نُعلّمك هذه الدروس القيّمة التي اكتسبتها بجهد كبير لتتمكن من تطبيقها لصالحك، وتجنب التجارب والأخطاء غير الضرورية، وضمان أن أول دفعة إنتاجية لديك ستُنتج روابط خالية من أي إزاحة.
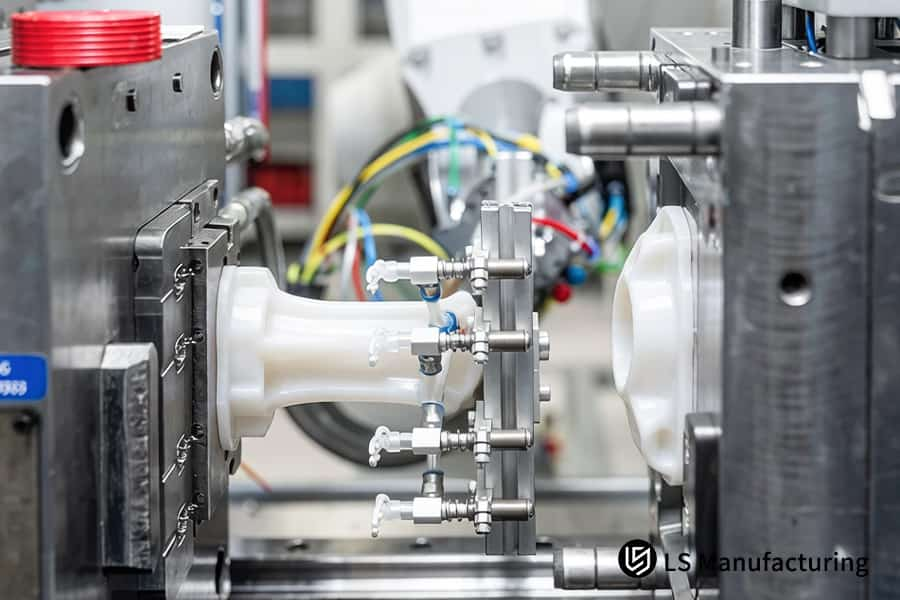
الشكل 1: خدمة قولبة الإدخال الأصلية تطبق الضغط الهيدروليكي لربط البلاستيك بالحشوات المعدنية للموصلات الصناعية في الأدوات الدقيقة.
لماذا يُعدّ انعدام الإزاحة أمرًا بالغ الأهمية لمشاريع خدمة قولبة الإدخال الدقيقة الخاصة بك؟
يُعدّ انعدام الإزاحة التام أمرًا بالغ الأهمية عند تقديم خدمات قولبة الحقن الدقيقة، لأنّ أيّ إزاحة، مهما كانت ضئيلة، أثناء مرحلة الحقن تؤثر على كلٍّ من الأداء الميكانيكي والكهربائي. في منهجنا، نعتبر عملية قولبة الحقن عملية ضغط عالٍ، وذلك باستخدام عملية محاكاة وتصميم تضمن ألا تتجاوز أيّ حركة 10 ميكرومتر . فيما يلي العملية التي نتبعها:
قفل نشط عبر تصميم دبوس خاص
تم تطوير دبوس قفل نشط مُصمم خصيصًا ومتوافق حراريًا لتطبيق قيود مادية على الحشوة قبل حقن الراتنج بضغط معاكس معروف. بهذه الطريقة، يمكن تثبيت الحشوة ماديًا داخل تجويف القالب، مما يساعد على تجنب نبضة الضغط الأولية من البلاستيك . تعالج هذه الطريقة المشكلة من جذورها، مما يسمح بوضع الحشوات بدقة في عمليات التشكيل بالحشوات ذات الحجم الكبير .
تحسين البوابة من خلال محاكاة التعبئة
تساعد محاكاة موجات الضغط العابرة وغير المتماثلة في القالب باستخدام نماذج تدفق متعددة الأطوار متقدمة على تحديد مناطق عدم توازن موجات الضغط عند سطح التماس بين القالب والمادة المنصهرة . وستوفر النتائج المُتحصل عليها مدخلات مباشرة لتحديد الموضع الأمثل للبوابات والمجاري لتحقيق توزيع الضغط المطلوب. والهدف هو تقليل ضغوط الانتقال الكلية أثناء امتلاء التجاويف، وهو أمر ضروري لتشكيل القوالب باستخدام القوالب الحرارية .
التثبيت والتحقق المتكاملان مع العملية
يوجد نظام قفل ميكانيكي متزامن مع دورة آلة قولبة الحقن باستخدام تسلسل تثبيت محدد. بعد عملية القولبة، يقوم جهاز قياس إحداثيات ثلاثي الأبعاد (CMM) فائق الدقة بإجراء فحص أولي للتأكد من دقة موضع القطعة المُدخلة، وذلك لضمان مطابقتها لمواصفات التصميم بمساعدة الحاسوب (CAD). يساهم التحقق من صحة النظام في ضمان دقة تصنيع لا تتجاوز 0.01 مم، وهو ما ينطبق على تطبيقات مثل قولبة الحقن للأجهزة الطبية .
تُسلّط هذه المقالة الضوء على كيفية تطبيق مبدأ الإزاحة الصفرية من خلال هندسة النظم. سنعرض خدماتنا في مجال قولبة الإدخال للمصنعين الأصليين من خلال تصميمنا الميكانيكي، ومحاكاتنا، ومعايير التثبيت. بفضل قدراتنا المتميزة في حل المشكلات، نُعدّ الخيار الأمثل لتطبيقات قولبة الإدخال في صناعة السيارات للمصنعين الأصليين. لتطبيق هندسة الإزاحة الصفرية هذه على مشروعك، أرسل لنا تصميمك لإجراء مراجعة شاملة للنظام، واحصل على عرض سعر مُعتمد وجاهز للإنتاج.

كيف يمكن لمصنع قوالب الإدخال المخصصة ضمان عدم حدوث إزاحة في بيئات الضغط العالي؟
من الضروري لأي مصنّع قوالب حقن مخصصة منع أي إزاحة للقطعة المحقونة نتيجة الضغط العالي المستخدم في مرحلة الحقن. فأي إزاحة، ولو ببضعة ميكرومترات، أثناء الحقن ستؤثر حتماً على النتيجة النهائية. فيما يلي طرقنا المبتكرة لحل هذا التحدي في مجالات التنبؤ والمحاكاة والتحكم الفعال والتعزيز في قوالب الحقن لضمان انعدام الإزاحة :
قفل هيدروليكي متزامن متعدد النقاط
- تصميم النظام: يتضمن نظامنا وضع عدة أسطوانات هيدروليكية في أماكن مختلفة داخل القالب لدعم الحشوة.
- القوة المعاكسة النشطة: تنتج هذه الأسطوانات الهيدروليكية قوى متزامنة تؤثر على القطعة الداخلية قبل حقن البلاستيك في القالب . وهذا يخلق إجهادًا مسبقًا.
- النتيجة: تقاوم هذه الآلية موجة ضغط الانصهار الواردة، وبالتالي تمنع أي شكل من أشكال إزاحة "الصدمة" التي تتعرض لها الحشوات الثابتة، وهو أمر بالغ الأهمية لتشكيل الحشوات عالية الضغط .
الاستشعار داخل القالب وتعديل العملية الديناميكي
- المراقبة الآنية: يمكن تركيب مستشعرات الضغط خلف أعمدة الدعم. وهذا يوفر لنا قراءات مباشرة للضغوط التي يمارسها المعدن المنصهر على القطعة الداخلية.
- التحكم ذو الحلقة المغلقة: يمكن بعد ذلك تحليل بيانات الضغط بواسطة برنامج التحكم في الآلة لإجراء تعديلات دقيقة للغاية على ملف تعريف ضغط الحقن.
- النتيجة: يساعد ذلك في القضاء على أي اختلالات في الضغط في أي نقطة في الوقت الفعلي ويخلق توازنًا للضغط عبر وجه الإدخال، وهي تقنية أساسية لتشكيل الإدخال عالي الدقة .
التخفيف الاستباقي للانحراف عن طريق تحليل التعبئة
- التصميم القائم على المحاكاة: باستخدام برامج تحليل تدفق القوالب المتقدمة، نقوم بمحاكاة عملية التعبئة تحت نفس ضغوط الحقن العالية ، مثل 120 ميجا باسكال .
- التعزيز الموجه: توفر لنا المحاكاة البيانات اللازمة حول متجهات الانحراف. وبالتالي، يعتمد تصميم القالب على عدد وقطر أعمدة الدعم.
- النتيجة: تسمح لنا هذه المنهجية بتحديد ومعالجة أكثر من 95٪ من نقاط الانحراف المحتملة بشكل استباقي قبل بناء القالب، وهي سمة أساسية لعمليات التشكيل بالحقن الدقيق .
تصف منهجيتنا عملية هندسية متكاملة تشمل التنبؤ والتحكم والتحسين. وتُبرهن هذه المنهجية على خبرتنا كشركة مصنعة لقوالب الإدخال المخصصة، وذلك من خلال توضيح تطبيق المعلومات الكمية وتقنيات التحكم لمعالجة الإزاحة تحت الضغط العالي. تُعد هذه الطريقة الاستراتيجية والشاملة ميزتنا التنافسية، إذ تضمن استقرارًا تامًا في تصنيع الأجزاء الحيوية، مثل تلك المستخدمة في قوالب إدخال مستشعرات السيارات .

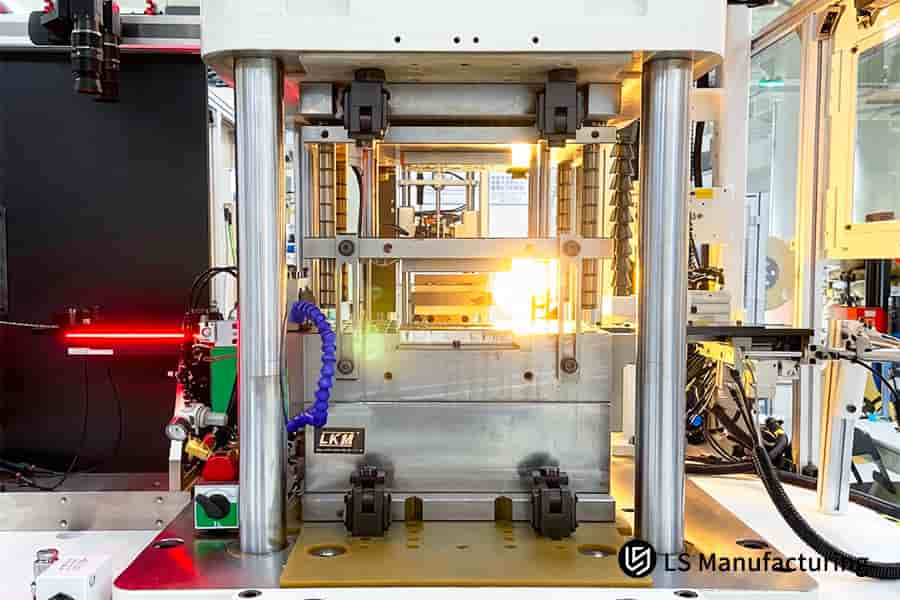
الشكل 2: يقوم مصنع قوالب الإدخال المخصصة بحقن النايلون المنصهر حول براغي الفولاذ المقاوم للصدأ للمكونات الإلكترونية للسيارات في شركة LS Manufacturing.
ما هو دور التصميم للتصنيع في نجاح عملية التشكيل الدقيق المخصص؟
فيتقنية التشكيل بالحقن الدقيق المخصص ، يتم تحديد عيوب القطع مسبقًا قبل بدء عملية التصنيع. وتلعب عملية التصميم من أجل سهولة التصنيع (DFM) دورًا أساسيًا في الهندسة لمنع هذه العيوب قبل حدوثها. تسلط هذه الورقة الضوء على كيفية تدخلنا في هذه الحالات لتحويل التصميم المطلوب إلى قطع قابلة للتصنيع من خلال حل التعارضات، وهو شرط أساسي لتقنية التشكيل بالحقن عالية الدقة .
| مجال التركيز في التصميم للتصنيع | التدخل التقني والنتائج القابلة للقياس |
| أدخل العلاج المسبق | يؤدي خفض درجة حرارة التسخين المسبق للإدخال إلى تقليل الصدمة الحرارية، وهو أمر أساسي لنجاح عملية التشكيل بالإدخال في درجات الحرارة العالية . |
| هندسة الأسطح | يؤدي تحديد أنماط التخريش/النقش إلى زيادة مساحة سطح الربط وتحسين قوة السحب بنسبة 25-40% . |
| إدارة التعليم المهني والتقني | إن اعتماد تركيبات التداخل على اختلافات المواد يمنع حدوث التشققات بعد عملية التشكيل. |
| تصميم التدفق والبوابات | تحقق محاكاة التشكيل تغليفًا كاملاً، وتضمن عدم تطبيق أي قوة مباشرة على الحشوات. |
| تخفيف التوتر | تعمل إعادة التصميم الهندسي (الأقطار، الأضلاع) على تبديد الإجهاد، مما يطيل عمر الإجهاد في خدمة قولبة الإدخال الأصلية . |
تُحوّل إجراءاتنا الخاصة بالتصميم للتصنيع (DFM) المشاكل المحتملة إلى حلول، مُبرزةً خبرتنا الفنية. نتغلب على المشاكل المتكررة، مثل انفصال الطبقات وكسور الإجهاد، من خلال إجراء تعديلات تصميمية قائمة على البيانات. تمثل هذه الاستراتيجية الوقائية لحل المشكلات ميزتنا التنافسية الفريدة في مجال قولبة إدخال الأجهزة الطبية وغيرها من التطبيقات الحيوية. لتجنب حالات الفشل المكلفة من خلال استراتيجية وقائية، أرسل تصميمك لتحليل DFM واحصل على حل مُحدد كميًا مع عرض سعر مضمون.
كيف نحل تحديات ربط المعدن بالبلاستيك لأجزاء القوالب المصبوبة الأصلية الخاصة بك؟
يُعدّ تطوير رابطة قوية ومتينة بين الحشوات المعدنية والأغلفة البلاستيكية تحديًا رئيسيًا فيتصنيع قطع غيار الشركات المصنعة الأصلية بتقنية القولبة بالحشوات ، إذ يؤثر ذلك بشكل مباشر على قدرة منع التسرب والخواص الميكانيكية للمكون. نعالج هذه المشكلة من خلال استراتيجية ذات شقين لا تُحسّن الرابطة فحسب، بل تجعل منطقة الربط أفضل جزء في المكون. ومن خلال هذه الاستراتيجية، نضمن التصاقًا طويل الأمد بين الحشوات المعدنية والمكون البلاستيكي.
تنشيط سطح البلازما للترابط الجزيئي
نستخدم معالجة البلازما منخفضة الضغط على الحشوات المعدنية قبل عملية التشكيل . تعمل هذه العملية على تنظيف سطح المعدن وتفعيله على المستوى المجهري، مما يزيد من طاقة سطحه ويخلق مواقع جزيئية نشطة. وهذا يمكّن البلاستيك المنصهر من تكوين روابط كيميائية أولية (بدلاً من مجرد الالتصاق الميكانيكي) ، مما يعزز بشكل كبير قوة الرابطة ومقاومة تسرب السوائل، وهو أمر بالغ الأهمية في عملية التشكيل بالحشوات التي تتطلب التعامل مع السوائل .
تصميم هندسة التعشيق الميكانيكي
إلى جانب الجانب الكيميائي للسطح، يعتمد تصميمنا للحشوة على أنماط تجاويف محددة، مثل الأنماط المحززة أو الأخاديد متعددة الزوايا . ويتم تصميم هذه الأنماط عن طريق محاكاة الإجهاد لتحديد عمقها وتباعدها المناسبين. في خدمة قولبة الحشوات الدقيقة ، تتدفق المادة البلاستيكية داخل هذه الأنماط، مكونةً رابطة ميكانيكية قوية تُكمّل الرابطة المتكونة من خلال التفاعلات الكيميائية.
التحكم في العملية من أجل تكوين واجهة مثالية
تشمل معايير العملية المهمة درجة حرارة التسخين المسبق للقالب، ودرجة حرارة القالب، وسرعة الحقن . ويضمن التحكم في هذه المعايير وصول تدفق البلاستيك إلى سطح المعدن المُنشَّط مسبقًا. وتُعد هذه العملية بالغة الأهميةلخدمات قولبة القوالب عالية القوة .
تُوفر هذه المنهجية الخبرة الفنية لشركة تصنيع قوالب الإدخال المخصصة لمعالجة المشكلات الكامنة وراء فشل الترابط. يضمن نهجنا الاستباقي والمتكامل روابط متينة وموثوقة لتطبيقات قوالب الإدخال الحساسة أسفل غطاء محرك السيارة ، مما يضمن الأداء الأمثل في الحالات التي لا مجال فيها للفشل.
غلاف مستشعر طبي من شركة LS Manufacturing: قصة نجاح في قولبة الإدخال عالية الدقة حسب الطلب
تُسلط دراسة الحالة التالية الضوء على كيفية تمكّن شركة LS Manufacturing من المساعدة في حل مشكلة الإنتاجية التي واجهتها إحدى كبرى شركات تصنيع الأجهزة الطبية. تمثّلت المشكلة في غلاف مستشعر مصغر مصنوع من البولي كربونات، والذي تطلّب عملية قولبة دقيقة للغاية لإحاطة مجموعة الأقطاب الكهربائية الحساسة بداخله بدقة متناهية. وقد نتجت المشكلة عن إزاحة على مستوى الميكرون، مما أدى إلى أعطال كهربائية.
تحديات العميل
واجه المورد السابق مشاكل في حركة القالب الداخلي تتجاوز 0.15 مم في مشروع التشكيل الدقيق المخصص . صُمم غلاف لوحة الدوائر المطبوعة المصغر ليحتوي على قطب كهربائي خزفي دقيق داخل تجويفه. أدت هذه الحركة إلى تداخل في الإشارة السعوية، مما زاد من معدل رفض المكونات بنسبة تزيد عن 35% خلال المشروع. تسبب انخفاض معدل الإنتاج هذا في توقف الإنتاج، وشكّل تهديدًا لإطلاق الجيل التالي من المنتج.
حلول التصنيع LS
أُعيد تصميم الأداة بخط فصل مختلف ومجموعة انزلاق دقيقة التحكم لضمان احتواء كامل للقطعة المُدخلة. كما استُخدم نظام متطور لتنظيم درجة حرارة القالب لتعويض التمدد الحراري. وقد ساهم الجمع بين أنظمة التحكم الميكانيكية والحرارية، وهو أمر ضروري لتشكيل القطع المُدخلة متعددة التجاويف ، في معالجة المشكلة من جذورها، مما يضمن استقرار العملية، وهو أمر بالغ الأهمية لتشكيل القطع المُدخلة في الأجهزة الطبية .
النتائج والقيمة
تم الحفاظ على موضع القطعة المُدرجة بدقة ضمن نطاق ±0.005 مم ، وهو ما أكدته تقنية قياس الإحداثيات ثلاثية الأبعاد البصرية. وارتفع معدل الإنتاجية الوظيفية إلى 99.8% . علاوة على ذلك، انخفضت تكلفة كل قطعة بنسبة 22% بفضل تحسين الكفاءة. وقد وفر هذا الحل إمكانية طرح المنتج في السوق بسرعة، مما وفر على عميلنا ثلاثة أشهر. تم اختيار شركة LS Manufacturing كمورد لجميع قطع OEM المصنعة بتقنية التشكيل بالحقن ، بما في ذلك تطوير تقنية التشكيل بالحقن الميكروفلويدية المبتكرة.
تتجسد استراتيجيتنا الهندسية في المشروع التالي: تحديد أسباب أي عطل وتطبيق حلول شاملة وموثوقة لإصلاحه. وهذا يُظهر خبرتنا في تقديم تقنية قولبة الإدخال عالية الدقة ، والتي تتميز بدقة تصل إلى مستوى الميكرون. نضمن استقرارًا تامًا في عملية التصنيع، مما يُمكّننا من تحويل المواقف الصعبة إلى سيناريوهات تصنيع عملية .
لضمان دقة إدخال ±0.005 مم وعائد بنسبة 99.8٪، قم بتقديم تصميمك لعملية قولبة بالحقن معتمدة وعرض أسعار إنتاج مضمون وموفر للتكاليف.

كيف يعزز الفحص الآلي موثوقية عملية التشكيل بالحقن بدون إزاحة؟
لا يمكن تحقيقتقنية التشكيل بالإدراج بدون إزاحة في التصنيع دون الانتقال من تصميم العملية إلى الفحص الآلي . نستخدم نظام فحص متكامل يوفر فحصًا دقيقًا وتحكمًا كاملًا في العملية أثناء الإنتاج. هذا يضمن اتساق عملية ضمان الجودة من خلال المراقبة القائمة على البيانات، مما يضمن خدمة تشكيل دقيقة بالإدراج .
رؤية مباشرة للتحقق من الأبعاد بنسبة 100%
- التقنية المستخدمة: كاميرات CCD ذات العدسات المتداخلة مثبتة على جانب قاذفة المكابس.
- القياس المباشر: بعد الإخراج، يتم مسح الجزء ضوئيًا، والتقاط البعد الحيوي بين حواف الإدخال وحافة الغلاف ، بالإضافة إلى تحديد الموضع المحوري.
- إجراء فوري: يتم رفض الجزء الخارج عن نطاق التسامح تلقائيًا، مما يضمن المطابقة، وهو أمر ضروري للقولبة بالإدخال بكميات كبيرة .
آلة قياس الإحداثيات الآلية للتحقق من صحة القياسات دون الميكرون
- أخذ العينات المجدولة: يقوم الروبوت بأخذ عينة تمثيلية من الأجزاء من كل دفعة ووضعها في جهاز قياس الإحداثيات ثلاثي الأبعاد الذي يعمل باللمس .
- رسم الخرائط المرجعية ثلاثية الأبعاد: يحدد المسبار الموضع ثلاثي الأبعاد الفعلي للقطعة المضافة بالنسبة إلى المراجع الرئيسية للجزء.
- قاعدة البيانات: ينتج هذا بيانات القياس الموثوقة والأصلية لنظام SPC ، مما يثبت قدرة العملية على التشكيل الدقيق المخصص .
التحكم في العمليات القائم على البيانات (SPC)
- تحليل الاتجاهات: يتم بث بيانات الرؤية و CMM من خلال نظام SPC مركزي ، مما ينتج عنه مخططات تحكم في الوقت الفعلي.
- التنبيه التنبؤي: يقوم النظام بإصدار إنذار في حالة وجود قياسات تُظهر اتجاهًا (على سبيل المثال، انحراف 0.02 مم )، مما يساعد على اتخاذ إجراءات وقائية قبل انتهاك الحدود.
- الارتباط بالسبب الجذري: يحدد هذا الارتباط العلاقة بين الاتجاهات البعدية ومتغيرات الآلة، مما يتيح اتخاذ إجراءات تصحيحية لتحقيق استقرار عملية التشكيل الآلي للإدخال .
نظام حلقة التصحيح الذاتي
- التصحيح التلقائي: نظام SPC قادر على تنبيه وحدة التحكم في الآلة لإجراء تصحيحات دقيقة (على سبيل المثال، إدخال درجة الحرارة ).
- التحكم في العملية: ينتج عن ذلك خلية إنتاج ذاتية التصحيح قادرة على الحفاظ على نطاق العملية الصارم بنفسها.
- ضمان الاتساق: يضمن نظام الحلقة هذا التحكم الأكثر موثوقية في العملية لمشاريعقولبة الإدخال ذات الأهمية البالغة .
يمثل هذا النظام البيئي نهجًا استباقيًا في الهندسة، يتجاوز مجرد الكشف إلى التنبؤ والأتمتة للتصحيح. تضمن تقنية قولبة الإدخال ذات الإزاحة الصفرية تشغيلًا موثوقًا من خلال تقديم نتائج قابلة للتحقق ومستندة إلى البيانات. يُعدّ التطبيق التكنولوجي المذكور أعلاه الحل الأمثل للتحديات المتعلقة بفحص قولبة الإدخال أثناء الإنتاج وتطبيقات قولبة الإدخال ذات الحلقة المغلقة ، حيث تُعدّ اتساق الأجزاء أمرًا بالغ الأهمية.

الشكل 3: ذراع روبوتية تقوم بعملية التشكيل بالحقن عالية الدقة عن طريق وضع قطعة من الفولاذ المقاوم للصدأ في غلاف من البولي كربونات الشفاف للأجهزة الطبية.
ما هي العوامل المؤثرة في التكلفة عند اختيار مزود خدمة متخصص في قولبة الإدخال من مصنعي المعدات الأصلية؟
إن اختيار شريكخدمة قولبة الإدخال من مُصنِّع المعدات الأصلية بناءً على سعر القطعة فقط يتجاهل العوامل الرئيسية المؤثرة في التكلفة. إن القدرة على تحسين العملية برمتها - من الأدوات إلى أوقات الدورات والإنتاجية - ستُمكّن من تقليل التكلفة الإجمالية للملكية. يقدم التحليل التالي تفصيلاً لأهم الاعتبارات الفنية التي تُحدد التكلفة، مما يسمح بتقييم شركائك وفقًا للمعايير التالية:
| محرك التكلفة | المواصفات الفنية والأثر المالي |
| فولاذ الأدوات والبناء | إن استخدام الفولاذ عالي الجودة (مثل S136 لتحسين مقاومة التآكل ) يزيد من تكلفة الأداة بنسبة 20-30% في البداية ولكنه يطيل عمرها من 2 إلى 3 مرات ، مما يقلل التكلفة الإجمالية للقطعة الواحدة في قولبة الإدخال بكميات كبيرة . |
| استراتيجية التكهف | سيؤدي العدد الصحيح من التجاويف إلى تحقيق التوازن بين تكاليف الأدوات والقدرة الإنتاجية؛ وقد يؤدي الإفراط في استخدام التجاويف إلى مشاكل في الجودة والمرونة لمشاريع تصنيع القوالب المخصصة . |
| تحسين وقت الدورة | يمكن أن تساعد التحسينات الهندسية الفعالة مثل التبريد المطابق أو تقليل قوة التثبيت في تقليل وقت الدورة من 45 ثانية إلى 30 ثانية ، مما يزيد السعة بنسبة 33٪ ويوفر تكاليف العمالة والمعدات لكل جزء. |
| مستوى ضمان الجودة | إن الأتمتة الكاملة لاختبار AOI تضيف تكلفة إضافية ولكنها تمنع حالات الفشل في نهاية الخط ومشاكل الاستدعاء/إعادة العمل المحتملة التي يمكن أن تسبب خسائر هائلة في قولبة إدخال الأجهزة الطبية . |
| كفاءة المواد والعمليات | يؤدي التصميم الجيد للبوابات والممرات إلى تقليل أحجام المصبوبات؛ إن توفير 5% فقط من المواد أمر مهم، خاصة عند استخدام مواد بلاستيكية هندسية باهظة الثمن لخدمة قولبة الإدخال الدقيقة . |
| تعقيد تصميم الأجزاء | تتطلب التصاميم المعقدة ذات الميزات مثل التجاويف العميقة والتفاوتات الدقيقة أدوات متعددة الخطوات، وبالتالي تستغرق فترات تطوير أطول وأوقات دورة أطول لكل جزء، مما يؤثر على التكلفة الإجمالية لقولبة الإدخال ذات الهندسة المعقدة . |
تُبرز هذه المناقشة حقيقة أن المنتج الأقل تكلفة غالبًا ما يُحمّل نفسه عبء المخاطر المرتبطة باستخدام الأدوات أو العمليات غير الفعّالة، مما يؤدي إلى ارتفاع التكاليف مستقبلًا. أما نحن ، كشركة متخصصة في تصنيع قوالب الإدخال المخصصة ، فنُحقق قيمة مضافة من خلال التخلص من أوجه القصور هذه في المراحل الأولى من منتجاتنا، وذلك عبر تصميم دورة إنتاج مثالية، ومتانة عالية، وجودة مُدمجة. وهذا يُتيح لنا خفض التكلفة الإجمالية باستمرار في قوالب إدخال مستشعرات السيارات والتطبيقات المشابهة، حيث تُصبح الموثوقية هي المعيار الأساسي للتكاليف.
لماذا تختار شركة LS Manufacturing كشريك موثوق به في مجال قولبة الإدخال عالية الدقة؟
إن اختيار شريك متخصصفي قولبة الإدخال عالية الدقة يتجاوز مجرد الخبرة التصنيعية ليشمل تقاسم إدارة المخاطر والرؤية التقنية . ويكمن جوهر المسألة في ضمان أداء موثوق به على المدى الطويل، بدلاً من مجرد قبوله في اختبارات العينات. ويمكن تحقيق ذلك باستخدام منهجية تعتمد على التحكم في العمليات والتحقق من صحتها والتعاون من منظور هندسة التصميم.
التخفيف الاستباقي للمخاطر من خلال التعلم من الإرث
لقد لخصنا خبرتنا الممتدة لعشرين عامًا في تطوير مشاريعقولبة الإدخال المعقدة متعددة المواد في قاعدة بيانات داخلية لأنماط الأعطال. وبفضل الاستفادة من هذه القاعدة، يستطيع فريقنا الهندسي تقييم تصاميم الأجزاء الجديدة في ضوء أنماط الأعطال السابقة، مثل تشقق الإجهاد بين البلاستيك والمعدن أو الإجهاد الحراري ، وإجراء التعديلات الوقائية اللازمة على التصميم قبل البدء في أي عملية تصنيع.
مراقبة العمليات المعتمدة لتحقيق دقة متكررة
تتطلب شهادة IATF 16949 الخاصة بنا عملية موحدة لتخطيط جودة المنتج المتقدم (APQP) . وكجزء من كل مشروع، نُعدّ خطة تحكم مفصلة تُحدد بدقة إعدادات العملية، وعمليات الفحص، والإجراءات الواجب اتخاذها في حال حدوث أي انحرافات. إن قدرتنا على التحكم في جميع هذه العوامل تضمن دقة نتائج قولبة الإدخال عالية الدقة لدينا على مدار ملايين الدورات، مما يجعلها مثالية لتطبيقاتقولبة إدخال موصلات السيارات .
شراكة فنية شاملة لدورة حياة المنتج
نبدأ علاقتنا بتقديم الاستشارات الهندسية، لضمان قدرة الراتنجات المناسبة على تلبية المتطلبات الحرارية والكيميائية اللازمة . وخلال عملية الإنتاج، تساعدنا أساليب مثل دراسات الحقن الجزئي على التأكد من التدفق والتغليف السليمين داخل القالب. وفي حال حدوث أي عطل، يُجرى تحليل معملي لتحديد أسباب العطل من خلال الفحص المجهري والاختبارات الميكانيكية، مما يوفر حلولاً تصحيحية تتجاوز مجرد الاستبدال. هذا الالتزام هو ما يميزناكشركة مصنعة حقيقية لقوالب الحقن المخصصة .
في شركة LS Manufacturing ، تُبنى الشراكات على أساس هندسة موثوقة، لا مجرد مكونات بسيطة. تتجنب LS Manufacturing مشاكل الموثوقية من خلال المعرفة المستندة إلى البيانات التي تتجنب المشاكل السابقة، والتحكم الدقيق في العمليات لضمان الاتساق، والمسؤولية الكاملة عن الجوانب التقنية طوال العملية. بهذه الطريقة فقط يمكن تحقيق مستوى الموثوقية المطلوب عند تصنيع قوالب إدخال الأجهزة الطبية .
الشكل 4: خدمة التشكيل الدقيق بالحقن تقوم بتجميع الحشوات المعدنية مع قنوات التبريد في قوالب LS Manufacturing لأجهزة استشعار السيارات.
الأسئلة الشائعة
1. ما هو التفاوت النموذجي لخدمة قولبة الإدخال الدقيقة الخاصة بكم؟
تحافظ شركة LS Manufacturing على دقة تصل إلى ±0.02 مم للأجزاء القياسية. أما بالنسبة للمكونات الدقيقة المتخصصة، فنحقق دقة تصل إلى ±0.005 مم من خلال تعويض القوالب المتقدم على مستوى الميكرون، وضوابط العمليات الصارمة، والتحقق المباشر باستخدام آلة قياس الإحداثيات ثلاثية الأبعاد لضمان دقة متسقة.
2. كيف تمنع شركة LS Manufacturing ظهور الزوائد على أسطح الحشوات المعدنية؟
نمنع حدوث الزوائد المعدنية عن طريق حساب دقيق لمدى تداخل الحشوات مع تجويف القالب باستخدام محاكاة العناصر المحدودة . ويُضاف إلى ذلك عملية تنظيف بالموجات فوق الصوتية إلزامية لضمان خلو جميع أسطح الحشوات تمامًا من الزيوت والملوثات المجهرية قبل عملية التشكيل.
3. هل يمكنك التعامل مع طلبات التشكيل الدقيق المخصصة بكميات صغيرة؟
نعم، نحن متخصصون في حلول أدوات الألمنيوم أو الفولاذ المُقسّى مسبقًا، والتي تتميز بفعاليتها من حيث التكلفة وسرعتها، وهي مثالية لمراحل البحث والتطوير. كما ندعم كميات طلب دنيا مرنة للغاية لتسهيل التحقق من صحة المشاريع وتشغيل الإنتاج التجريبي بكفاءة واقتصادية.
4. ما هي أفضل المواد لمشاريع قولبة الإدخال بدون إزاحة؟
للحصول على ثبات مثالي للأبعاد، نوصي باستخدام مواد بلاستيكية هندسية عالية المرونة ومنخفضة الانكماش مثل PPS أو PEEK . يتم دمج هذه المواد مع حشوات من الفولاذ المقاوم للصدأ أو النحاس المعالجة مسبقًا (مثل التنظيف بالبلازما أو السفع الرملي) لضمان رابطة فائقة وموثوقة.
5. ما هي المدة الزمنية اللازمة للحصول على عرض أسعار لتصنيع قوالب الإدخال المخصصة؟
فور استلامنا لرسوماتكم ثلاثية الأبعاد ومواصفاتكم الكاملة، يقدم فريقنا الفني ملاحظات تفصيلية حول التصميم للتصنيع وعرض أسعار رسمي مفصل خلال 24 ساعة. ويُسهّل هذا الإنجاز السريع نظامنا الآلي لإصدار عروض الأسعار وفريقنا الهندسي ذو الخبرة الطويلة.
6. هل تقدمون عمليات ثانوية لقطع غيار الشركات المصنعة الأصلية المصنعة بتقنية القولبة بالحقن؟
نعم، نقدم مجموعة شاملة من العمليات الثانوية، بما في ذلك الوسم بالليزر الدقيق، واللحام بالموجات فوق الصوتية، واختبار إحكام الهواء الآلي. كما نوفر خدمات التجميع والتغليف الكاملة، لنقدم حلاً متكاملاً وشاملاً يضمن جاهزية القطع لخط الإنتاج النهائي.
7. كيف تحمي الملكية الفكرية لتصميماتي المخصصة؟
نحمي ملكيتك الفكرية من خلال إبرام اتفاقيات عدم إفصاح صارمة وملزمة قانونًا، وتطبيق خلايا إنتاج منفصلة فعليًا ومُحكمة التحكم في الوصول. وهذا يُنشئ جدار حماية آمنًا للبيانات والتصنيع لحماية تصاميمك الخاصة وميزتك التنافسية التكنولوجية .
8. هل تدعم خدمة قولبة الإدخال الأصلية الخاصة بك إدخالات متعددة المواد؟
نعم، لدينا قدرات معالجة متقدمة للحقن المتعدد والقولبة المتعددة . وهذا يسمح لنا بحقن مواد مختلفة في وقت واحد أو بالتتابع - مثل البلاستيك الصلب والمعادن والسيليكون اللين - داخل قالب واحد لإنشاء مكونات متكاملة معقدة ومتعددة الوظائف.
ملخص
لا يعتمد نجاح قولبة الإدخال الدقيقة على جودة الأدوات فحسب، بل على خبرة عميقة في التحكم "بدون إزاحة". من خلال التدخل العلمي في التصميم للتصنيع، وتحسين المعلمات بناءً على البيانات، والفحص الآلي الدقيق ، تحوّل شركة LS Manufacturing مخاطر التصنيع المعقدة إلى إنتاج مستقر وعالي الكفاءة. إن الشراكة مع شركة تصنيع ذات خبرة تقنية عميقة هي الطريق الأمثل للنجاح، سواءً لتصنيع قطع غيار أصلية معقدة أو لتحقيق كفاءة التكلفة على المدى الطويل.
هل تواجه صعوبة في إزاحة الحشوات أو انخفاض معدلات الإنتاج؟ انقر على "احصل على عرض سعر مجاني" لتحميل رسوماتك. سيقدم لك كبار مهندسينا تقييمًا فنيًا معمقًا مع توصيات محددة لتحسين التكلفة والكفاءة. لا تدع التحديات تعيق وصول منتجاتك إلى السوق، تواصل مع خبرائنا اليوم لبدء رحلتك نحو منتجات خالية من العيوب.
📞الهاتف: +86 185 6675 9667
📧 البريد الإلكتروني: info@lsrpf.com
🌐الموقع الإلكتروني: https://lsrpf.com/
تنصل
محتوى هذه الصفحة لأغراض إعلامية فقط. خدمات LS Manufacturing: لا توجد أي ضمانات، صريحة أو ضمنية، بشأن دقة المعلومات أو اكتمالها أو صحتها. لا يُفترض أن يوفر مورد أو مصنّع طرف ثالث معايير الأداء، أو التفاوتات الهندسية، أو خصائص التصميم المحددة، أو جودة المواد ونوعها، أو جودة التصنيع من خلال شبكة LS Manufacturing. تقع هذه المسؤولية على عاتق المشتري. اطلب عرض أسعار للأجزاء. حدد المتطلبات الخاصة بهذه الأقسام. يرجى التواصل معنا لمزيد من المعلومات .
فريق التصنيع LS
شركة LS Manufacturing شركة رائدة في مجالها ، متخصصة في حلول التصنيع حسب الطلب. لدينا خبرة تزيد عن 20 عامًا مع أكثر من 5000 عميل، ونركز على التصنيع عالي الدقة باستخدام آلات CNC ، وتصنيع الصفائح المعدنية ، والطباعة ثلاثية الأبعاد ، والقولبة بالحقن ، وختم المعادن ، وغيرها من خدمات التصنيع المتكاملة.
يضم مصنعنا أكثر من 100 مركز تصنيع متطور بخمسة محاور، حاصل على شهادة ISO 9001:2015. نقدم حلول تصنيع سريعة وفعالة وعالية الجودة لعملائنا في أكثر من 150 دولة حول العالم. سواءً كان الإنتاج بكميات صغيرة أو التخصيص على نطاق واسع، نلبي احتياجاتكم بأسرع وقت ممكن، مع ضمان التسليم خلال 24 ساعة. اختر LS Manufacturing، فهذا يعني الكفاءة والجودة والاحترافية.
للمزيد من المعلومات، تفضل بزيارة موقعنا الإلكتروني: www.lsrpf.com .


