
O serviço de moldagem por inserção de precisão enfrenta diretamente a discrepância do mundo real entre as definições simplistas online do que é moldagem por inserção e os problemas complexos de aplicação, como deslocamento da inserção, rebarbas ou falha de adesão em sensores de precisão. O principal problema aqui é o da "deriva de posição" devido à falta de equilíbrio da pressão do molde e à incompatibilidade térmica durante a moldagem por injeção .
A solução oferecida pela LS Manufacturing para resolver todos esses problemas envolve sistemas de controle de deslocamento zero, ventilação otimizada nos moldes e acabamento preciso da interface metal/plástico para garantir a entrega de peças com zero defeitos. A seguir, essa abordagem profissional será discutida sob a perspectiva técnica e com exemplos específicos.

Moldagem por Inserção de Precisão: Guia Rápido de Deslocamento Zero
| Desafio principal | Solução de engenharia para deslocamento zero | Resultado para montagem OEM |
| Posicionamento e fixação de inserção | Cavidades de moldes com controle de precisão e dispositivos de fixação mecânica/a vácuo para estabilização. | Precisão micrométrica no posicionamento do inserto dentro da caixa plástica moldada. |
| Gestão do estresse térmico | Tratamento térmico de compensação do inserto e controle da temperatura do molde. | Impede o aparecimento de fissuras térmicas no inserto durante o resfriamento devido à contração diferencial . |
| Controle do fluxo de materiais e da linha de solda | Otimize o processo de injeção e os parâmetros de moldagem por inserção para garantir o encapsulamento completo. | Cria um encapsulamento sem espaços vazios ao redor do inserto, necessário para componentes elétricos ou fluidos. |
| Força e confiabilidade da ligação | Preparação da superfície de inserção ( galvanoplastia, corrosão , etc.) e seleção do material para uma adesão ideal. | Gera uma junta mecânica imbatível que resiste a vibrações e variações de temperatura. |
| Nosso sistema automatizado de manuseio de inserções | Inserção robótica dos insertos no molde com inspeção por sistema de visão em cada ciclo. | Previne erros do operador e garante uma taxa de precisão de inserção de 100% . |
| Resultado: Montagem funcional de forma final | Cria uma montagem funcional na qual o inserto foi encapsulado em sua posição final. | Isso elimina a necessidade de processos adicionais de posicionamento ou colagem e simplifica o processo de montagem do seu produto. |
Principais conclusões:
- A precisão está na fixação: a capacidade do molde de capturar o inserto é o primeiro item nesta lista de variáveis controláveis.
- O gerenciamento térmico é crucial: temperaturas incompatíveis criam problemas que podem ser evitados com um projeto de engenharia adequado .
- A automação garante a consistência: a única maneira de garantira tolerância na moldagem por inserção sem defeitos é por meio da automação e do posicionamento por robôs .
- O produto final deve ser uma montagem: o produto final deve ser uma montagem da submontagem, e não apenas a peça do molde com o inserto acoplado a ela.
Por que confiar neste guia? Experiência prática de especialistas da LS Manufacturing.
Embora existam muitos guias sobre o assunto em geral, o nosso se destaca pela abordagem. De fato, dedicamos muita atenção ao domínio dos princípios e práticas da moldagem por inserção . Como resultado, decidimos elaborar nosso guia com base na experiência prática de especialistas da LS Manufacturing que compreendem os conceitos do Instituto Nacional de Padrões e Tecnologia (NIST).
Nossos componentes são absolutamente críticos: microfluídica diagnóstica que não tolera nenhuma fração de material, sensores aeroespaciais que devem suportar vibrações severas sem descascar, conectores automotivos que exigem isolamento perfeito. Para atender a esses critérios rigorosos, nossos processos de seleção e validação de materiais estão em conformidade com os padrões exigentes da SAE International , em particular com a família de materiais AMS.
Essa experiência é adquirida através de anos de tentativas e erros, aprendendo a lidar com a dinâmica térmica do processo para garantir que não haja tensão nas inserções, dominando os métodos especiais de fixação que eliminam qualquer micromovimento e sabendo quais acabamentos de molde resultam em adesão completa. Ensinamos essas lições valiosas para que você possa aplicá-las a seu favor, evitando tentativas e erros desnecessários e garantindo que sua primeira produção apresente uniões sem deslocamento.
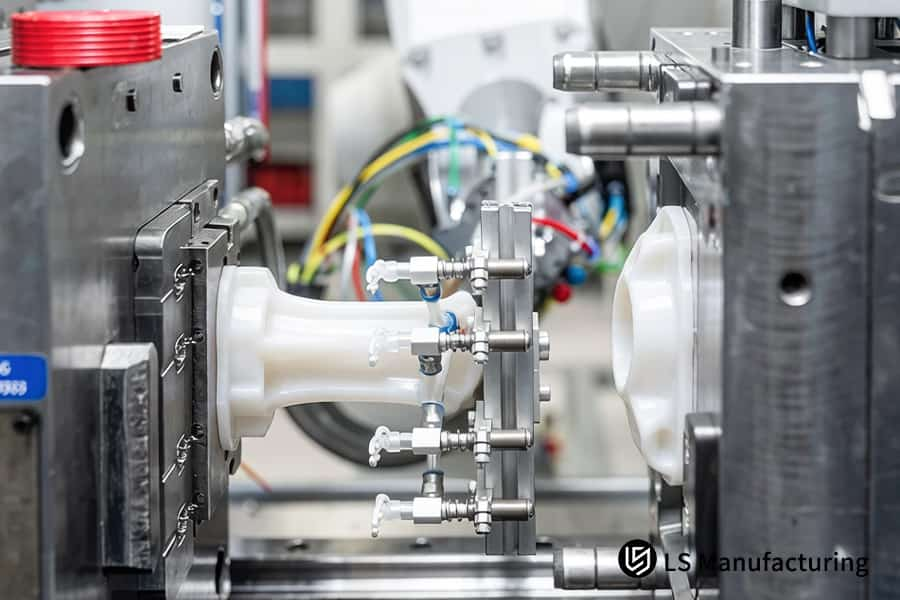
Figura 1: O serviço de moldagem por inserção OEM aplica pressão hidráulica para unir o plástico com insertos metálicos para conectores industriais em ferramentas de precisão.
Por que o deslocamento zero é fundamental para seus projetos de moldagem por inserção de precisão?
A ausência total de deslocamento é crucial em serviços de moldagem por inserção de precisão, pois mesmo uma pequena quantidade de deslocamento durante a injeção impacta as funcionalidades mecânicas e elétricas. Em nossa abordagem, consideramos o processo de moldagem por injeção sob alta pressão, utilizando simulação e projeto que garantem que qualquer movimento seja inferior a 10 µm . O processo que seguimos é o seguinte:
Travamento ativo por meio de design de pino proprietário
Um pino de travamento ativo, termicamente compatível, foi desenvolvido para aplicar restrições físicas ao inserto antes da injeção de resina, com uma contrapressão conhecida. Nesse método, o inserto pode ser fisicamente restringido dentro da cavidade do molde, o que ajuda a evitar o pulso de pressão inicial do plástico . Tal método resolve o problema desde a sua origem, permitindo o posicionamento preciso dos insertos em moldagem de insertos de alto volume .
Otimização do ponto de injeção por meio de simulação de enchimento
A simulação de ondas de pressão transientes e assimétricas no inserto, por meio de modelos avançados de fluxo multifásico, auxilia na identificação de áreas de desequilíbrio de ondas de pressão na interface inserto-material fundido . Os resultados obtidos fornecerão informações diretas para determinar o posicionamento ideal dos canais de injeção e distribuição, visando atingir o perfil de distribuição de pressão desejado. O objetivo é reduzir as pressões translacionais totais à medida que as cavidades são preenchidas, o que é essencial para a moldagem com inserto de termofixos .
Fixação e validação integradas ao processo
Existe um sistema de travamento mecânico sincronizado com o ciclo da máquina de moldagem por injeção, utilizando uma sequência de fechamento específica. Após a moldagem, uma máquina de medição por coordenadas (CMM) de extrema precisão realiza a inspeção da primeira peça , validando a precisão do posicionamento do inserto para garantir que esteja de acordo com as especificações do CAD. A validação em circuito fechado ajuda a garantir uma tolerância de fabricação inferior a 0,01 mm para aplicações como a moldagem por inserção de dispositivos médicos .
Este artigo destaca como a engenharia de sistemas torna o princípio do deslocamento zero aplicável. Nosso serviço de moldagem por inserção para OEMs será demonstrado por meio de nosso projeto mecânico, simulação e parâmetros de fixação. Devido à nossa excelente capacidade de resolução de problemas, somos a escolha ideal para aplicações de moldagem por inserção automotiva para OEMs. Para aplicar essa engenharia de deslocamento zero ao seu projeto, envie sua montagem para uma análise de sistema e receba um orçamento validado pelo processo e pronto para produção.

Como um fabricante de moldagem por inserção personalizada pode garantir deslocamento zero em ambientes de alta pressão?
Para qualquer fabricante de moldes de inserção personalizados, é essencial evitar qualquer deslocamento do inserto devido à alta pressão utilizada na fase de injeção. O deslocamento do inserto, mesmo que de apenas alguns micrômetros durante a injeção, certamente influenciará o resultado final. A seguir, apresentamos nossas soluções inovadoras para esse desafio, envolvendo previsões, simulações, controle ativo e reforço na moldagem com inserto para deslocamento zero :
Travamento hidráulico sincronizado multiponto
- Projeto do sistema: Nosso sistema envolve a colocação de vários cilindros hidráulicos em diversos locais dentro do molde para dar suporte ao inserto.
- Contraforça ativa: Esses cilindros hidráulicos produzem forças sincronizadas que atuam sobre o inserto antes da injeção do plástico no molde . Isso cria uma pré-tensão.
- Resultado: Este mecanismo resiste à onda de pressão do material fundido, evitando assim qualquer tipo de deslocamento por "choque" sofrido pelos insertos estáticos, o que é crucial para a moldagem por inserção de alta pressão .
Sensoriamento no molde e ajuste dinâmico do processo
- Monitoramento em tempo real: Sensores de pressão podem ser instalados atrás dos pilares de suporte. Isso nos fornece leituras em tempo real das pressões exercidas sobre o inserto pelo material fundido.
- Controle em circuito fechado: Os dados de pressão podem então ser analisados pelo software de controle da máquina para realizar ajustes em microssegundos no perfil de pressão de injeção.
- Resultado: Ajuda a eliminar quaisquer desequilíbrios de pressão em qualquer ponto em tempo real e cria equilíbrio de pressão em toda a face do inserto, uma técnica essencial para moldagem por inserção de alta precisão .
Mitigação preventiva da deriva por meio de análise de enchimento
- Projeto orientado por simulação: Utilizando software avançado de análise de fluxo de molde, simulamos o processo de enchimento sob as mesmas altas pressões de injeção , como 120 MPa .
- Reforço direcionado: A simulação nos fornece os dados necessários sobre os vetores de deriva. Assim, o projeto do molde é baseado no número e diâmetro dos pilares de suporte.
- Resultado: Esta metodologia permite-nos identificar e abordar proativamente mais de 95% dos possíveis pontos de desvio antes da construção do molde, uma característica essencial dos processos de moldagem por microinserção .
Nossa metodologia descreve um processo de engenharia em circuito fechado de previsão, controle e reforço. Ela comprova nossa expertise como fabricante de moldagem por inserção personalizada , ilustrando a aplicação de informações quantificadas e técnicas de controle para lidar com deslocamentos sob alta pressão. Esse método estratégico e holístico é nosso diferencial competitivo, garantindo estabilidade absoluta na fabricação de peças críticas, como as utilizadas na moldagem por inserção de sensores automotivos .

Figura 2: Fabricante de moldagem por inserção personalizada injeta náilon fundido em torno de parafusos de aço inoxidável para componentes eletrônicos automotivos na LS Manufacturing.
Qual o papel do DFM no sucesso da sua moldagem por inserção de precisão personalizada?
Coma moldagem por inserção de precisão personalizada , a falha da peça já é determinada antes do início da fabricação. Nosso processo de Design para Fabricação (DFM) desempenha um papel essencial na engenharia para prevenir essas falhas antes que elas ocorram. Este artigo destaca como intervimos nesses casos para transformar a intenção do projeto em peças fabricáveis por meio da resolução de conflitos, um requisito absoluto para a moldagem por inserção de alta precisão .
| Área de foco do DFM | Intervenção Técnica e Resultados Quantificáveis |
| Inserir pré-tratamento | A redução da temperatura de pré-aquecimento do inserto minimiza o choque térmico, fator essencial para o sucesso da moldagem com inserto em altas temperaturas . |
| Engenharia de Superfícies | A definição de padrões de ranhuras/gravação maximiza a área de superfície de ligação e melhora a resistência à extração em 25 a 40% . |
| Gestão da CTE | Ajustar a interferência com base nas diferenças de material evita rachaduras após a moldagem. |
| Projeto de Fluxo e Comporta | A simulação de moldagem garante o encapsulamento completo e assegura que nenhuma força direta seja aplicada aos insertos. |
| Redução do estresse | A reformulação geométrica (raios, nervuras) dissipa a tensão, prolongando a vida útil à fadiga em serviços de moldagem por inserção OEM . |
Nosso procedimento de DFM (Design for Manufacturing) transforma problemas prováveis em soluções, demonstrando nossa expertise técnica. Superamos problemas recorrentes, como descolamento e fraturas por tensão, realizando ajustes de projeto baseados em dados. Essa estratégia preventiva e focada na resolução de problemas representa nosso diferencial competitivo para moldagem por inserção de dispositivos médicos e outras aplicações críticas. Para evitar falhas dispendiosas com uma estratégia preventiva, submeta seu projeto para uma análise de DFM e receba uma solução quantificada com orçamento garantido.
Como podemos solucionar os desafios de adesão metal-plástico para suas peças moldadas por inserção OEM?
O desenvolvimento de uma ligação forte e duradoura entre insertos metálicos e encapsulantes plásticos é uma preocupação fundamental empeças OEM moldadas por inserção , pois afeta diretamente a capacidade de vedação e as propriedades mecânicas do componente. Abordamos essa questão por meio de uma estratégia dupla que não apenas melhora a ligação, mas também torna a área de ligação a melhor parte do componente. Através da nossa estratégia, garantimos a adesão a longo prazo entre os insertos metálicos e o componente plástico:
Ativação de superfície por plasma para ligação molecular
Utilizamos tratamento com plasma de baixa pressão em insertos metálicos antes da moldagem . Este processo limpa e funcionaliza microscopicamente a superfície do metal, aumentando sua energia superficial e criando sítios moleculares ativos. Isso permite que o plástico fundido forme ligações químicas primárias (em vez de mera adesão mecânica) , aumentando significativamente a resistência da ligação e a resistência à entrada de fluidos, fatores cruciais para a moldagem de insertos para manuseio de fluidos .
Projeto de geometria de intertravamento mecânico
Além do aspecto da química da superfície, nosso projeto para o inserto é baseado em padrões de reentrância específicos, como padrões serrilhados ou ranhuras multiangulares . O projeto desses padrões é feito por simulação de tensão para determinar sua profundidade e espaçamento adequados. No serviço de moldagem de inserto de precisão , o material plástico flui para dentro desses padrões, formando uma forte aderência mecânica que complementa a ligação criada pela química.
Controle de Processo para Formação Ideal de Interfaces
Os parâmetros importantes do processo incluem a temperatura de pré-aquecimento do inserto, a temperatura do molde e a velocidade de injeção . O controle desses parâmetros garante que o fluxo de material plástico atinja a superfície do material metálico previamente ativado. Esse processo é crucial paraserviços de moldagem por inserção de alta resistência .
A metodologia oferece a expertise técnica de um fabricante de moldagem por inserção personalizada para solucionar os problemas que causam falhas de adesão. Nossa abordagem proativa e integrada proporciona adesões comprovadamente duráveis para aplicações críticas de moldagem por inserção em componentes automotivos sob o capô , garantindo desempenho onde a falha não é uma opção.
LS Manufacturing - Caixa para Sensor Médico: Caso de Sucesso em Moldagem por Inserção de Alta Precisão Personalizada
O estudo de caso a seguir destaca como a LS Manufacturing conseguiu ajudar a resolver o problema de rendimento enfrentado por um importante fabricante de equipamentos médicos (OEM). A situação envolvia uma carcaça de sensor miniaturizada feita de policarbonato, que exigia moldagem por inserção de alta precisão para envolver com exatidão o frágil conjunto de eletrodos em seu interior. O problema era causado por deslocamento em nível micrométrico, resultando em mau funcionamento elétrico.
Desafio do Cliente
O fornecedor anterior apresentou problemas com o movimento do inserto além de 0,15 mm em seu projeto personalizado de moldagem por inserção de precisão . A miniatura da carcaça de PC foi projetada para abrigar um delicado eletrodo de cerâmica em sua cavidade. Esse movimento resultou em interferência no sinal capacitivo, o que aumentou a taxa de rejeição funcional em mais de 35% durante o projeto. Essa baixa taxa de produção interrompeu a fabricação e representou uma ameaça ao lançamento da próxima geração do produto.
Solução de fabricação LS
A ferramenta foi reestruturada com uma linha de partição diferente e um conjunto deslizante de precisão controlada para o completo confinamento do inserto. Um sistema avançado de regulação da temperatura do molde foi empregado para compensar a expansão térmica. A combinação de sistemas de controle mecânico e térmico, obrigatória para a moldagem de insertos multicavidades , resolveu o problema desde a sua origem, garantindo assim a estabilidade do processo, crucial para a moldagem de insertos de dispositivos médicos .
Resultados e Valor
A posição do inserto foi mantida consistentemente dentro dos níveis de tolerância de ±0,005 mm , confirmados por CMM de visão. A taxa de rendimento funcional aumentou para 99,8% . Além disso, o custo de cada peça foi reduzido em 22% devido à melhoria da eficiência. A solução proporcionou rápida entrada no mercado, economizando três meses para o nosso cliente. A LS Manufacturing foi designada como fornecedora de todas as peças OEM moldadas por inserto , incluindo o desenvolvimento de uma nova tecnologia de moldagem por inserto microfluídico .
Nossa estratégia de engenharia se materializa no seguinte projeto: identificar a origem de quaisquer falhas e aplicar uma solução abrangente e comprovada para corrigi-las. Isso demonstra nossa expertise em oferecer moldagem por inserção de alta precisão , caracterizada por precisão em nível micrométrico. Oferecemos estabilidade de fabricação garantida, o que nos permite transformar situações complexas em cenários de produção viáveis .
Para garantir uma precisão de inserção de ±0,005 mm e um rendimento de 99,8%, envie seu projeto para um processo de sobremoldagem validado e receba uma cotação de produção garantida e econômica.

Como a inspeção automatizada aumenta a confiabilidade na moldagem por inserção com deslocamento zero?
A moldagem por inserção com deslocamento zero na manufatura só pode ser alcançada com avanços no projeto do processo e na inspeção automatizada . Utilizamos um ecossistema de inspeção que oferece inspeção e controle de processo 100% em linha. Isso ajuda a garantir a consistência do processo de garantia da qualidade por meio do monitoramento baseado em dados, garantindo assim a precisão do serviço de moldagem por inserção .
Visão em linha para verificação dimensional de 100%.
- Tecnologia aplicada: Câmeras CCD com lentes telecêntricas são instaladas no lado do ejetor da prensa.
- Medição direta: Após a ejeção, a peça é escaneada, capturando a dimensão vital entre as bordas do inserto e a borda da carcaça , juntamente com o posicionamento axial.
- Ação instantânea: Uma peça fora da tolerância é automaticamente rejeitada, garantindo a conformidade, essencial para a moldagem por inserção em alto volume .
CMM automatizada para validação submicrométrica
- Amostragem programada: O robô recolhe uma amostra representativa de peças de cada lote e coloca-as na máquina de medição por coordenadas (CMM) com sensor de contato .
- Mapeamento de referência 3D: A sonda determina a posição 3D real da pastilha em relação aos pontos de referência principais da peça.
- Base de Dados: Esta base gera dados de medição confiáveis e autênticos para o sistema SPC , comprovando a capacidade do processo para moldagem por inserção de precisão personalizada .
Controle de Processos Orientado por Dados (CEP)
- Análise de Tendências: Os dados de visão e CMM são transmitidos por meio de um sistema SPC centralizado , produzindo gráficos de controle em tempo real.
- Alerta preditivo: O sistema emite um alarme caso as medições apresentem uma tendência (por exemplo, desvio de 0,02 mm ), ajudando a tomar medidas preventivas antes que os limites sejam ultrapassados.
- Correlação de Causa Raiz: Estabelece a relação entre as tendências dimensionais e as variáveis da máquina, permitindo ações corretivas para a estabilidade da moldagem automatizada por inserção .
Sistema de circuito de autocorreção
- Correção automática: O sistema SPC é capaz de alertar o controlador da máquina para realizar microcorreções (por exemplo, temperatura de inserção ).
- Controle de Processo: Isso produz uma célula de produção autocorretiva capaz de manter, por si só, a rigorosa faixa de processo.
- Consistência garantida: Este sistema de circuito fechado garante o controle de processo mais confiável para projetosde moldagem por inserção de missão crítica .
O ecossistema representa uma abordagem proativa à engenharia, que vai além da detecção, abrangendo a previsão e a automação para correção. A tecnologia de moldagem por inserção com deslocamento zero garante uma operação confiável, oferecendo resultados verificáveis e baseados em dados. A implementação tecnológica mencionada acima é a resposta definitiva aos desafios relacionados à inspeção em linha de moldagem por inserção e a aplicações de moldagem por inserção em circuito fechado , onde a consistência das peças é fundamental.

Figura 3: Um braço robótico executa moldagem por inserção de alta precisão, colocando um inserto de aço inoxidável em uma carcaça de policarbonato transparente para dispositivos médicos.
Quais são os principais fatores de custo na escolha de um fornecedor especializado em serviços de moldagem por inserção para OEMs?
Selecionar um parceirode serviços de moldagem por inserção OEM com base apenas no preço unitário ignora os principais fatores que influenciam o custo. A capacidade de otimizar todo o processo – ferramentas, tempos de ciclo e rendimento – permitirá minimizar o custo total de propriedade. A análise a seguir apresenta um detalhamento das principais considerações técnicas que determinam o custo, permitindo a avaliação de seus parceiros de acordo com os seguintes critérios:
| Fator de custo | Especificações técnicas e impacto financeiro |
| Aço para ferramentas e construção | A utilização de aço de qualidade superior (por exemplo, S136 para melhorar a resistência à corrosão ) aumenta o custo da ferramenta em 20-30% inicialmente, mas prolonga sua vida útil de 2 a 3 vezes , reduzindo assim o custo total por peça na moldagem por inserção em alto volume . |
| Estratégia de Cavitação | O número ideal de cavidades equilibrará os custos de ferramental e a capacidade de produção; o uso excessivo de cavidades pode levar a problemas de baixa qualidade e flexibilidade em projetos de fabricantes de moldes de inserção personalizados . |
| Otimização do tempo de ciclo | Melhorias eficazes de engenharia, como resfriamento conformal ou redução da força de fixação, podem ajudar a reduzir o tempo de ciclo de 45 segundos para 30 segundos , aumentando a capacidade em 33% e economizando custos de mão de obra e equipamentos por peça. |
| Nível de garantia de qualidade | A automação completa dos testes AOI adiciona um custo adicional, mas evita falhas no final da linha de produção e potenciais problemas de recall/retrabalho que podem causar enormes prejuízos na moldagem por inserção de dispositivos médicos . |
| Eficiência de Materiais e Processos | Um bom projeto de canais de injeção e distribuição reduz o tamanho dos canais de alimentação; economizar apenas 5% de material é importante, especialmente ao usar materiais plásticos de engenharia caros para moldagem por inserção de precisão . |
| Complexidade do projeto da peça | Projetos complexos com características como rebaixos profundos e tolerâncias de microprecisão exigem ferramentas de múltiplas etapas e, portanto, requerem períodos de desenvolvimento mais longos e tempos de ciclo mais longos por peça, afetando assim o custo total da moldagem por inserção de geometria complexa . |
Esta discussão destaca o fato de que o produtor que busca o menor custo frequentemente transfere o ônus dos riscos associados à utilização de ferramentas ou processos ineficientes, resultando em custos futuros mais elevados. Em uma fabricante de moldagem por inserção personalizada , criamos valor ao eliminar essas ineficiências desde o início do desenvolvimento de nossos produtos: tempo de ciclo otimizado, durabilidade e qualidade integrada. Isso permite um custo total consistentemente menor na moldagem por inserção de sensores automotivos e aplicações similares, já que a confiabilidade se torna o fator determinante dos custos.
Por que escolher a LS Manufacturing como sua parceira de confiança para moldagem por inserção de alta precisão?
Escolher um parceiropara moldagem por inserção de alta precisão vai além da simples expertise em manufatura , incluindo a mitigação compartilhada de riscos e uma visão técnica . O ponto crucial reside na garantia de um desempenho confiável ao longo do tempo, e não apenas na aceitação em testes de amostra. Isso pode ser alcançado por meio de um método baseado em controle de processo, validação e colaboração sob a perspectiva da engenharia de projeto.
Mitigação proativa de riscos por meio de aprendizado legado
Nossos vinte anos de experiência no desenvolvimento de projetos complexosde moldagem por inserção multimaterial foram compilados em um Banco de Dados de Modos de Falha interno. Ao utilizar esse recurso, nossa equipe de engenharia consegue avaliar novos projetos de peças em relação a modos de falha anteriores, como trincas por tensão entre plástico e metal ou fadiga térmica , e realizar as alterações de projeto preventivas necessárias antes da fabricação de qualquer ferramental.
Controle de processo certificado para precisão repetível
Nossa certificação IATF 16949 exige um processo padronizado de Planejamento Avançado da Qualidade do Produto (APQP) . Como parte de cada projeto, criamos um Plano de Controle detalhado, especificando configurações precisas do processo, inspeções e ações a serem tomadas em caso de desvios. Nossa capacidade de controlar todos esses fatores garante que nossos resultados de moldagem por inserção de alta precisão permaneçam exatos ao longo de milhões de ciclos, tornando-os perfeitos para aplicaçõesde moldagem por inserção de conectores automotivos .
Parceria Técnica de Ciclo de Vida Completo
Iniciamos nossa parceria com consultoria de engenharia, garantindo que as resinas adequadas atendam aos requisitos térmicos e químicos necessários . Ao longo da produção, métodos como testes de injeção parcial ajudam a confirmar o fluxo e o encapsulamento adequados dentro do molde. Após uma falha, a análise laboratorial determinará a causa do problema por meio de microscopia e testes mecânicos, fornecendo medidas corretivas que vão além da simples substituição. Esse comprometimento é o que define um verdadeirofabricante de moldagem por inserção personalizada .
Na LS Manufacturing , as parcerias se concretizam por meio da certeza na engenharia, e não apenas por componentes simples. A LS Manufacturing previne problemas de confiabilidade através de conhecimento baseado em dados que evita a repetição de problemas anteriores, controle rigoroso do processo para garantir consistência e total responsabilidade técnica em todas as etapas do processo. Somente por meio desse método será possível alcançar o nível de confiabilidade desejado na moldagem por inserção de dispositivos médicos .
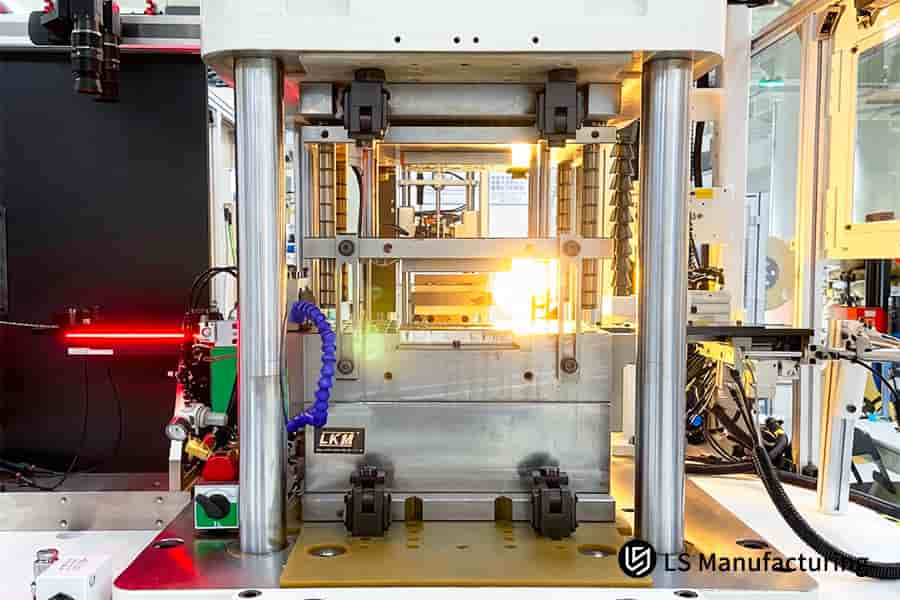
Figura 4: O serviço de moldagem por inserção de precisão monta insertos metálicos com canais de refrigeração em moldes da LS Manufacturing para sensores automotivos.
Perguntas frequentes
1. Qual é a tolerância típica para o seu serviço de moldagem por inserção de precisão?
A LS Manufacturing mantém uma tolerância de ±0,02 mm para peças padrão. Para componentes de precisão especializados, atingimos ±0,005 mm por meio de compensação avançada de moldes em nível micrométrico, controles de processo rigorosos e verificação CMM em linha para garantir precisão consistente.
2. Como a LS Manufacturing evita rebarbas nas superfícies de insertos metálicos?
Prevenimos rebarbas calculando com precisão o ajuste por interferência entre os insertos e a cavidade do molde usando simulação de elementos finitos (FEA) . Isso é combinado com um processo obrigatório de limpeza ultrassônica para garantir que todas as superfícies dos insertos estejam completamente livres de óleo e contaminantes microscópicos antes da moldagem.
3. Vocês conseguem atender pedidos de moldagem por inserção de precisão personalizados em baixo volume?
Sim, somos especializados em soluções de ferramentas de alumínio ou aço pré-endurecido, econômicas e rápidas, ideais para fases de P&D. Oferecemos quantidades mínimas de pedido (MOQs) bastante flexíveis para facilitar a validação eficiente e econômica de projetos e a produção de pilotos.
4. Quais são os melhores materiais para projetos de moldagem por inserção com deslocamento zero?
Para uma estabilidade dimensional ideal, recomendamos plásticos de engenharia de alto módulo e baixa contração, como PPS ou PEEK . Estes são combinados com insertos de aço inoxidável ou cobre pré-tratados (por exemplo, limpos com plasma ou jateados com abrasivo) para garantir uma ligação superior e confiável.
5. Qual é o prazo de entrega para um orçamento de fabricação de moldes de inserção personalizados?
Após recebermos seus desenhos 3D e especificações completos, nossa equipe técnica fornece um feedback detalhado sobre a fabricação (DFM) e um orçamento formal e discriminado em até 24 horas. Essa agilidade é possível graças ao nosso sistema automatizado de orçamentos e à nossa experiente equipe de engenheiros.
6. Vocês oferecem operações secundárias para peças OEM moldadas por inserção?
Sim, oferecemos um conjunto abrangente de operações secundárias, incluindo marcação a laser de precisão, soldagem ultrassônica e testes automatizados de estanqueidade. Também fornecemos serviços completos de montagem e embalagem, oferecendo uma solução integrada e completa que garante que as peças estejam prontas para sua linha de produção final.
7. Como vocês protegem a propriedade intelectual dos meus projetos personalizados?
Protegemos sua propriedade intelectual por meio da assinatura de acordos de confidencialidade rigorosos e juridicamente vinculativos, além da implementação de células de produção fisicamente segregadas e com controle de acesso. Isso cria um firewall seguro para dados e processos de fabricação, salvaguardando seus projetos exclusivos e sua vantagem competitiva tecnológica .
8. O serviço de moldagem por inserção OEM que vocês oferecem suporte a insertos multimateriais?
Sim, possuímos recursos avançados de processo para injeção múltipla e sobremoldagem . Isso nos permite injetar simultaneamente ou sequencialmente diferentes materiais — como plásticos rígidos, metais e silicone macio — em um único molde para criar componentes integrados complexos e multifuncionais.
Resumo
O sucesso da moldagem por inserção de precisão depende não apenas da qualidade das ferramentas, mas também de profundo conhecimento no controle de "deslocamento zero". Por meio de intervenções de DFM (Design for Manufacturing) baseadas em ciência, otimização de parâmetros orientada por dados e inspeção automatizada rigorosa , a LS Manufacturing transforma riscos complexos de fabricação em produção estável e de alto rendimento. A parceria com um fabricante tecnicamente avançado é o caminho mais seguro para o sucesso, seja para peças OEM complexas ou para eficiência de custos a longo prazo.
Está com dificuldades com o deslocamento do inserto ou baixas taxas de rendimento? Clique em "Solicitar um Orçamento Gratuito" para enviar seus desenhos. Nossos engenheiros seniores fornecerão uma avaliação técnica detalhada com recomendações específicas para redução de custos e aumento da eficiência. Não deixe que os desafios atrasem seu lançamento no mercado — entre em contato com nossos especialistas para iniciar hoje mesmo sua jornada rumo a zero defeitos.
📞Telefone: +86 185 6675 9667
📧E-mail: info@lsrpf.com
🌐Site: https://lsrpf.com/
Isenção de responsabilidade
O conteúdo desta página tem caráter meramente informativo. Serviços da LS Manufacturing: Não há declarações ou garantias, expressas ou implícitas, quanto à precisão, integridade ou validade das informações. Não se deve inferir que um fornecedor ou fabricante terceirizado fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas de projeto, qualidade e tipo de material ou mão de obra por meio da rede da LS Manufacturing. Essa é a responsabilidade do comprador. Solicite um orçamento de peças . Identifique os requisitos específicos para estas seções. Entre em contato conosco para obter mais informações .
Equipe de Fabricação LS
A LS Manufacturing é uma empresa líder no setor , especializada em soluções de fabricação personalizadas. Com mais de 20 anos de experiência e mais de 5.000 clientes, concentramo-nos em usinagem CNC de alta precisão, fabricação de chapas metálicas , impressão 3D , moldagem por injeção , estampagem de metais e outros serviços de fabricação completos.
Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração, certificados pela ISO 9001:2015. Oferecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Seja para produção em pequenos volumes ou personalização em larga escala, podemos atender às suas necessidades com a entrega mais rápida, em até 24 horas. Escolha a LS Manufacturing. Isso significa eficiência, qualidade e profissionalismo na escolha.
Para saber mais, visite nosso site: www.lsrpf.com .


