医療用板金製造サービスは、手術ロボット、IVD、および画像装置の構造にとって重要ですが、そのメーカーが ISO 13485 の専門知識と材料のトレーサビリティを持っていることはほとんどなく、スプリングバック現象による組み立ての問題が発生します。この問題の根本原因は、316L-VM 合金と管理されたクリーン ルームの内部応力計算の欠如にあり、その結果、出荷後の汚染、サイズのばらつき、FDA の監査とライフサイクル コストの増加リスク
が生じます。
ISO 13485 認定企業である LS Manufacturing は、閉ループ サーボ プレス ブレーキと 3 段階の超音波洗浄プロセスを通じてソリューションを提供し、組み立てや汚染の危険を伴うことなく±0.05 mm までの精度を保証します。製造上の不確実性に対処するには、この技術的測定によってコンプライアンス要件がどのように変化するかを理解することが重要です。
クラス III 医療機器の場合、患者の安全は規制に従うだけではありません。それは、効果的な技術管理を実装するメーカーの能力に基づいています。ここで提供されるソリューションは、材料科学、統計、およびデジタルによるすべてのプロセスのトレーサビリティのための閉ループ概念を導入することで問題に対処します。次のセクションでは、これら 3 つの規律がコンプライアンスと安全に関連するリスクを最小限に抑えるのにどのように役立つかについて説明します。
受領時の材料の完全性の検証
私たちの方法では、すべてのロットに対して肯定的な材料識別 (PMI) を実行することで、証明書のみへの依存を回避できます。発光分光分析は、当社が受け取った ISO 13485 認定の板金の化学組成を検証するために適用され、 316L 仕様に準拠していることを確認します。これにより、耐食性を損ない、コンポーネントの紙跡の下地となる微量元素の変動が回避され、医療用板金製造サービスの品質保証が提供されます。
最新の成形技術を使用し、工具やソフトツール成形技術を使用せず、デジタル レーザー切断と組み合わせて、72 時間で最初のプロトタイプを成形しました。 href="https://www.lsrpf.com/blog/how-does-sheet-metal-fabrication-work">fast-turn sheet metal fabrication.
Proactive Design for Manufacturability (DFM)
Running DFM analysis during the quote process, providing data-driven design suggestions that may help decrease welds by 20% or make any other comparable improvement to help speed up manufacturing.
Maintaining Production-Equivalent Quality
The performance of comprehensive material certification, process verification, and documentation management on all prototype parts fabricated to serve as functional and material representations of production quality from a medical sheet metal fabrication service.
Enabling Seamless Production Ramp-up
Using the prototype data for process parameter and fixture definition, ensuring a seamless and de-risked approach in moving from proven prototype to volume manufacturing certification through low-volume sheet metal fabrication framework.
<ブロック引用>
Our approach ensures rapid time-to-market with incorporation of production discipline during prototype design. We address the critical issue of reduced timelines without compromising on manufacturability and validation processes. Through our emphasis on the how, including tool-less forming, concurrent DFM, and continuous traceability, we establish an open system approach that converts prototypes into validated precursors ofcomplex sheet metal fabrication.
What Engineering Data Supports The Superior Performance Of Medical Grade Metal Fabrication?
Excellent performance in medical grade metal fabrication is based on facts and empirical evidence. The following section describes the process through which the performance of components can be validated using engineering validation techniques that prove the integrity and robustness of a design under extreme conditions:
Validating Structural Integrity Through Destructive Analysis
We perform in-house metallographic examination of weld cross-sections to verify fusion quality and absence of defects. This is followed by tensile testing, where we validate weld joint strength consistently meets or exceeds 95% of the base material's ultimate tensile strength. This data provides foundational proof for the reliability of our structural sheet metal fabrication, ensuring precision sheet metal for medical meets critical load-bearing requirements and delivers essential technical validation.
Theoretical assertions regarding corrosion resistance alone do not suffice. Components fabricated through the use of the selected materials are subjected to accelerated environmental testing according to ISO 9227 (Neutral Salt Spray). Components should endure for at least 720 hours without displaying signs of red rust and pitting corrosion. The above test proves the effectiveness of our material choices and fabrication method regarding corrosion-resistant sheet metal fabrication.
Ensuring Surface Safety and Biocompatibility
Final product safety relies on confirmation of surface condition. In addition to welding and corrosion test results, we also measure non-volatile residue (NVR) quantitatively to ensure clean levels are less than 5 mg/m2. We verify integrity and chemistry of passivation. The surface analysis ensures proof that the parts are both clean and bio-inert, which is an essential delivery of true biocompatible sheet metal fabrication and medical grade metal fabrication.
<ブロック引用>
Our approach allows us to translate quality assurance to predictive engineering. Safety problems associated with performance are eliminated through our ability to prove the empirical how, in terms of destructive weld and corrosion tests and surface chemistry analyses. Our information-based approach supplies the necessary documentation to ensure our component's safety and eliminate liability issues through its regulatory risk file.
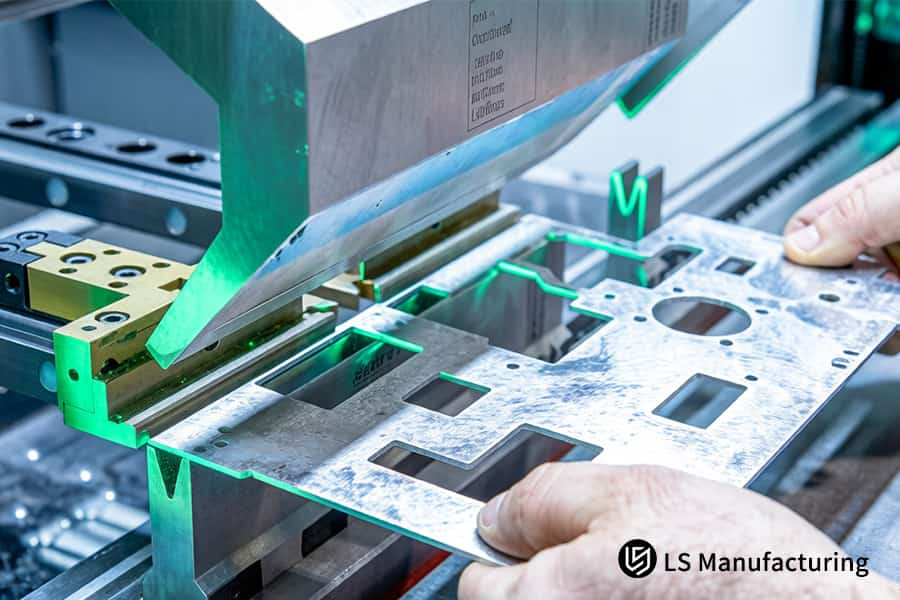
Figure 4: A technician processes 316L stainless steel sheets for a custom medical sheet metal components manufacturing line.
Case Study: LS Manufacturing Medical Imaging System Stainless Steel Support Precision Custom Solution
This case study is an account of how LS Manufacturing addressed the problem of dimensional instability for a medical imaging OEM client. We were able to address a post-weld distortion problem in an ultrasonic probe support frame made from 316L stainless steel, eliminating residual stress by innovating in the medical grade metal fabrication:
クライアント チャレンジ
Prior to choosing our services, the client relied on a different company to fabricate their transducer support frame using a welded sheet metal fabrication process. Residual stress generated by the welding procedure led to a positional drift of 0.8 mm at the mounting locations after three months of service. As such, the problem resulted in a 40% longer calibration time with only an 85% first pass yield rate.
LS 製造ソリューション
Our intervention began with a foundational DFM analysis, recommending a tighter material hardness (HRB) range of ±5% for consistency. We redesigned the component, replacing welded assemblies with a unitary structure using high-precision, segmented bending. This was followed by applying laser stress relieving, a localized thermal process that selectively relieves internal stresses without distorting the part, creating a stable unitary sheet metal fabrication for thecritical custom medical sheet metal components.
結果と値
The end products exhibited remarkable stability. Tolerance levels were maintained at ±0.05 mm, and there were no reports of failures related to dimensional control in 18 months. This was a significant accomplishment inhigh-tolerance sheet metal fabrication and resulted in a 35% decrease in calibration time and savings of $150 per unit due to reduced rework.
<ブロック引用>
This is one such case that demonstrates how we can use an engineering-based approach to overcome inherent problems associated with the manufacturing process. The use of an engineering design process that takes into consideration material selection, proper forming, and stress relief results in more than just parts; we give you predictable and reliable performance over time. This capability to provide engineered solutions for critical custom medical sheet metal components defines our value in precision medical imaging and other high-stakes applications.
Cut calibration time by 35% and save $150 per unit. Solve post-weld drift with our engineered sheet metal solution.
よくある質問
1. Why choose LS Manufacturing as your medical sheet metal fabrication service partner?
Having worked for over two decades in the healthcare sector, we have obtained the ISO 13485 certification, and we are committed to adhering to ±0.05mm tolerance precision.
2. What is the maximum material thickness LS Manufacturing can process?
We are able to fabricate a variety of medical-grade materials, such as stainless steel, aluminum, and titanium alloys, with a thickness of between 0.5mm and 12mm, while providing geometric tolerances that conform to ASME guidelines.
3. How fast can I get a quotation for an ISO 13485 certified sheet metal project?
All you need to do is click on the "Get a Quote" button below and upload your STEP and PDF files, and our engineering team will give you a complete quotation within 12 to 24 hours.
4. Does LS Manufacturing provide surface finish services for medical parts?
Yes, we offer an extensive list of surface finish treatments, including electropolishing, anodizing, and electrostatic powder coating that conforms to antimicrobial requirements, giving you the best surface finish, which exceeds an Ra value of 0.4μm.
5. How do you manage supply chain transparency and material traceability?
For every batch, we provide 3.1b material certificates and digital process records, enabling our clients to conduct on-site audits or remote quality traceability checks at any time.
6. Why is precision sheet metal fabrication for medical parts more expensive than standard sheet metal fabrication?
Medical components require strictly controlled raw material selection, higher-precision equipment compensation, and rigorous cleaning and inspection protocols—measures that effectively help you mitigate potentially costly quality risks down the line.
7. Can LS Manufacturing assist with the DFM optimization of my medical component?
その通りです。 We provide a complimentary DFM report during the inquiry stage; by optimizing the process chain, we can help you save up to 20% on manufacturing costs.
8. What is your typical lead time for complex, custom medical sheet metal components?
Prototype delivery typically takes just 5 to 7 business days. Lead times for mass production batches are dynamically adjusted based on process complexity, and we provide real-time progress updates to you via our ERP system.
概要
In the field of precision medical manufacturing, every micron of deviation can translate into significant clinical risks or commercial losses. Through this analysis of LS Manufacturing’s core processes, we have demonstrated how—by combining ISO 13485-level management depth with unparalleled sheet metal fabrication precision—we solve the most complex challenges, ranging from intricate imaging components to robust chassis assemblies. We are more than just your manufacturer; we are your strategic partner, leveraging "Medical-Grade Metal Fabrication" technologies to provide you with both peace of mind and enhanced profitability.
Don't let inconsistent supplier quality slow down your FDA certification process any longer. Your precision medical designs deserve to be realized through the most rigorous manufacturing processes available. Click the "Get Instant Quote" button below now to upload your design drawings. LS Manufacturing’s medical-grade engineers are standing by to provide you with a complimentary, one-on-one Design for Manufacturability (DFM) review, helping you secure a highly competitive, direct-from-manufacturer quote within just 24 hours.
Solve 0.8mm post-weld drift and pass audits with confidence. Request your ISO 13485-compliant sheet metal fabrication quote.
このページの内容は情報提供のみを目的としています。 LS マニュファクチャリング サービス 情報の正確性、完全性、有効性については、明示的か黙示的かを問わず、いかなる表明も保証もありません。サードパーティのサプライヤーまたはメーカーが、LS Manufacturing ネットワークを通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質およびタイプまたは仕上がりを提供すると推測すべきではありません。それは購入者の責任です。 部品の見積もりが必要 これらのセクションの具体的な要件を特定します。詳細についてはお問い合わせください。
LS 製造チーム
LS Manufacturing は業界をリードする企業です。カスタム製造ソリューションに焦点を当てます。 We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services. Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified.当社は、世界 150 か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大規模なカスタマイズでも、24時間以内の最速納期でお客様のニーズにお応えします。 LSマニュファクチャリングを選択します。 This means selection efficiency, quality and professionalism. To learn more, visit our website:www.lsrpf.com.