カスタムCNC加工サービスは、グローバルプロジェクトの精密エンジニアリングにおける重大な欠陥、すなわち、 82°の皿穴加工におけるインチ規格と90°の皿穴加工におけるメートル規格の曖昧さによって組み立て工程で発生する干渉を具体的に解決します。明確な図面やサプライヤーの知識不足から生じるこの8°の差は、ねじ頭の突出や不十分な接触を引き起こします。これは、航空宇宙や医療機器において重大な結果をもたらします。これらの分野では、締結部品におけるこの現象が、振動試験などの重要な試験段階において、製品の重要な部品、すなわち締結部品の故障を直接引き起こす可能性があるからです。
これは重大な欠陥です。「接触応力分布」と「皿穴深さ補正」の概念が全く理解されていないためです。82 °の仕様に対して90°のカッターを使用すると、ベアリング面ではなく点接触しか得られないため、疲労強度が40%以上も著しく低下します。この問題は、「幾何学的応力シミュレーション」と独自の「深さモデル」を用いることで克服され、100%完璧な嵌合を実現します。これは信頼性への第一歩であり、サプライヤーの専門知識を測る重要なテストとなります。
インチ規格82°とメートル規格90°の皿穴加工:加工ガイド
| 主な違い | 用途と製造への影響 |
| 主な用途と標準 | 82°はインチ/米国単位系における標準角度で、平頭ねじによく用いられます。90 °はメートル単位系における標準角度で、より幅広で浅いねじ山を作るのに適しています。 |
| ヘッドの取り付けとクランプ | 82°はより鋭角であり、 90°のシートと比較して、同じトルクでより大きな軸方向の締め付け力を得ることができます。 |
| ツールの利用可能性とプログラミング | 正しい標準角度を正確に使用することが非常に重要です。これを怠ると、ファスナーが正しく取り付けられません。 |
| 当社の機械加工手順 | 当社は、CNC加工規格の両方に対応した工具を保有しています。指定された角度がファスナーの図面または規格に合致していることを確認し、完璧な互換性を確保します。 |
| 結果:ファスナーの適切な取り付け | 安全性、外観、および機能性を確保するため、ファスナーの頭部が部品表面と面一またはそれ以下になるように、適切な取り付けを保証します。 |
| 結果:最適な関節の完全性 | 適切な予圧と締め付け力を確保することで接合部の完全性を維持し、振動や荷重による緩みによる接合部の破損を防ぎます。 |
弊社では、お客様のファスナー(インチ規格、メートル規格を問わず)に最適な皿穴加工角度をCNC加工で正確に仕上げるという、重要な工程を丁寧に行います。これにより、ファスナーの完璧な装着、最大の締め付け力、そして接合部の信頼性を確保し、組み立て時や精密部品の使用時に問題が発生しないようにいたします。このような細部へのこだわりにより、お客様の部品が機能面および規格面で全ての要件を満たすことを保証します。
このガイドを信頼する理由とは?LS製造のエキスパートによる実践的な経験
皿穴加工に関する記事は数多くありますが、このガイドの特徴は、15年間カスタムCNC加工に携わってきた経験に基づいて書かれている点です。私たちは、 82度のインチ規格と90度のメートル規格を組み合わせることで、航空宇宙や医療用途の重要部品において、組み立て上の問題や振動による故障が発生するのを目の当たりにしてきました。
8°の差は、応力分布と補償に影響を与えるため、決して軽視できないことが分かりました。試行錯誤を重ね、工具の選択とCNC設定を微調整することで、疲労強度を40%も低下させる可能性のある点接触を確実に回避しました。当社の手法は、米国労働安全衛生局(OSHA)のガイドラインおよびガードナー・ビジネス・メディアが定めるトレンドにも準拠しており、チタンや316ステンレス鋼などの材料に対する当社の技術は、安全であるだけでなく、業界からも支持されています。
私たちが提供するヒントはすべて、創業当初の成功と失敗、そしてそれに伴う多大なコストから得られたものです。しかし、皆様にも私たちの知識を活用していただき、試行錯誤を繰り返すことなく、完璧な皿穴加工を実現していただきたいと考えています。これは、私たちが精密部品の信頼性を確保するために活用している知識と同じものです。皆様が正しい方法で作業を進められるよう、全力でサポートいたします。

図1:航空宇宙用ファスナーおよび精密組立部品向けに、アルミニウムに精密な90度の皿穴加工を施す様子。
精密機械加工において、メートル法とインチ法の皿穴加工の違いを理解することがなぜ重要なのか?
グローバル化された精密CNC加工サービスの世界では、標準的なメートル法とインチ法の皿穴形状(標準角度:90°対82°/100° )の基本的な違いは、設計段階でしばしば誤解される基本的な考慮事項です。これは、接合部の完全性を損なうことにつながることがよくあります。本分析では、角度の違いの影響を計算し、 CNC加工サービス中に実施される体系的な検証プロセスによって、接合部の成功を保証します。
| 側面 | 帝国標準 | メートル法標準 | 結果とデータ |
| 主包含角 | 82°(特殊航空宇宙分野 - 100° ) | 90° | 不一致が生じると、ベアリング表面の所望の面積の約60%が失われ、それによって重要な応力集中点が生じる可能性があります。 |
| 機能的結果 | 規格外のファスナー取り付け | 正しい幾何学的適合 | 不一致があると、ネジ頭が突き出たり隙間ができたりして、振動力によってネジが早期に緩む原因となる可能性があります。 |
| 予防的な緩和策 | 82°におけるAS/SAE規格に基づく検証 | 90°の DIN/ISO 規格に基づく検証 | CNCプログラム検証時に「二重チェックロジック」を適用し、具体的には技術仕様の相互検証を行うことで、 カスタム精密CNC加工におけるバッチ再加工の問題を解消します。 |
皿穴の角度は、製品の寿命にとって非常に重要です。潜在的な図面誤差という顧客の重大な問題は、加工品質プロトコルによって保証される仕様の矛盾を解決することで対処され、幾何学的検証プロセスを通じて正確な機能要件を満たすことが保証されるため、重要な利点となります。

カスタムCNC加工サービスでは、82度の皿穴加工において、どのようにして完璧な面一フィットを実現できるのでしょうか?
82度の皿穴加工で完璧な面一仕上げを実現するには、ファスナーの頭部と円錐形の座面との関係を数学的に計算する必要があります。しかし、ここで重要なのは、設計において、工具や機械の動作に伴う自然なたわみも考慮に入れ、完成品においてねじ頭が高すぎたり低すぎたりしないようにする必要があるということです。LS Manufacturing社は、この状況に対する独自の解決策として、精密部品のコンピュータモデリングとCNC加工を採用しています。
アルゴリズムによるオーバーカット補正
独自のコンピュータソフトウェアは、スピンドルにかかる負荷と加工対象材料の硬度に基づいて、 CNCフライス加工プロセスをリアルタイムで調整します。このソフトウェアは、工具に発生するたわみ(一般的に5~15ミクロン)を計算し、実際のフライス加工プロセスでこのたわみを調整することで、コンピュータプログラムが指示する機械の移動位置ではなく、完璧な幾何学的円錐形状を実現します。
多軸ツールパス最適化
これは、高精度ボールエンドミルカッターまたは成形工具と5軸CNCマシンを用いて行われます。この方法により、表面粗さがRa 0.8μmの範囲内で一定に保たれた滑らかな仕上がりが保証され、これはスムーズな荷重分布と視覚的に魅力的な仕上がりにとって重要です。
データ駆動型深さ対直径比
当社のカスタムCNC加工サービスは、経験的データに基づいています。このデータこそが、この分野における成功の唯一の要因です。当社独自のデータベースは、ねじ頭の直径、公差、プログラムされた正確な加工深さ、切削工具のコーナー半径、加工対象物の形状などを考慮し、面一仕上げに必要な正確な深さを計算します。これは、特定の締結部品の種類に対して加工深さの範囲を示す従来のチャートとは異なります。
このプロセスにより、本来は基本的な工程である皿穴加工が、信頼性を左右する重要な工程となってしまいます。当社は、 クローズドループCNC加工によって、この組み立て高さのばらつきという問題に対処しています。この高度な技術力こそが当社の強みであり、完璧な面一嵌合が求められる高付加価値部品において、当社のプロセスが競争優位性を発揮する理由です。

図2:航空宇宙用ファスナーアセンブリ用のステンレス鋼に精密な90度の皿穴加工を施す様子。
グローバルな精密CNC加工サービスにおいて、90度皿穴加工はどのような役割を果たしているのか?
90度皿穴加工は、メートル法における基本的な標準加工です。しかし、 316Lステンレス鋼やチタンなどの難削材で精密な加工を行うには、工具摩耗、バリ、寸法精度といった点で特有の課題があります。当社の加工プロセスは、これらの課題に特化して対応し、グローバルな精密組立における信頼性を確保します。
材料ベースの工具摩耗を克服する
- 材料固有のパラメータ:合金の加工硬化特性に合わせて最適化された速度と送り速度を含む独自のデータベースが使用されます。
- 高度な工具選定:超硬合金製の最高品質の工具のみを使用し、温度制御と工具強度を考慮して特別に設計されています。
制御されたツールパスによるバリの除去
- 段階的送り戦略:仕上げパスが使用され、部品をきれいに切断し、二次バリを除去するために一定の送り速度が含まれます。
- 最適化された出口経路:工具を刃先から遠ざける工具経路が使用されます。これは、バリのない皿穴加工CNC加工における重要な要素です。
工程内計測によるバッチ一貫性の保証
- インサイクルプロービング:タッチプローブを使用して主要直径を測定し、部品を取り出す前に公差が許容範囲±0.01mm内にあることを確認します。
- クローズドループ制御:この情報から得られたデータは、工具のオフセットを制御するために使用されます。これは、操作の精度を高めるだけでなく、 CNC加工プロセスの一部である操作の品質面も確保するために重要です。
90度皿穴加工における低品質問題への当社の解決策は、材料固有の加工情報、ツールパス、および計測に基づいています。これこそが、当社の高精度CNC加工サービスの核心です。これは、高付加価値の計測機器部品や競争力のあるグローバルサプライチェーンに求められる絶対的な一貫性を確保するために重要です。
高振動の航空宇宙部品に、プロ仕様の皿穴加工CNC加工を選ぶ理由とは?
皿穴加工は、航空宇宙部品、特に微小亀裂の発生箇所を特定する上で、高振動環境下における重要な故障モードです。もちろん、問題は、穴の縁の微細構造を損傷することなく皿穴加工を行う必要があることです。ここで、皿穴加工CNC加工、すなわち「冷間加工強化」が真価を発揮します。
独自の冷間加工強化プロセス
当社の方法は、切削加工において材料を実際に切削する従来の方法とは異なり、皿穴の縁で材料を変形させる制御された切削方式を採用しています。従来の方法では、材料を切削することで、穴の亀裂の進展を防ぐ有益な残留応力が発生します。この方法はCNC加工サイクルに沿って実行されるため、従来の方法の弱点を強みに変えることができます。
微細構造の完全性を最適化するためのパラメータ
熱入力は、あらゆる機械加工において最も重要なパラメータの一つです。このケースでは、特に低速域において主軸回転速度を最適化し、 70バールの超高圧クーラントを用いて熱を瞬時に除去することで、熱影響部(TAZ)の発生を回避しました。TAZが発生すると、穴の周囲に脆性破壊領域が生じることになります。
疲労試験による検証済み結果
このソリューションの有効性は実証的な証拠によって裏付けられています。航空宇宙グレードのアルミニウムおよびチタン材料を用いた疲労に関する社内試験では、カスタム精密CNC加工により、従来の方法で製造された部品と比較して、締結部品の寿命が最低でも25%向上することが実証されています。
当社は、振動による破損という重要な課題に対し、材料の端部を冷間加工することで熱損傷を回避し、疲労試験によって裏付けられた、精密部品向けのCNC加工技術を用いて解決策を提供します。この技術ソリューションは、部品の形状だけでなく材料の冶金学的特性にも着目しており、あらゆる接合部が長寿命でなければならない高信頼性航空宇宙部品の新たな基準を確立します。

図3:産業オートメーションやロボット部品向けに、冷却剤を用いて高精度アルミニウムブロックを機械加工する様子。
LSマニュファクチャリングは、精密部品のCNC加工コストをどのように最適化しているのでしょうか?
製造業におけるB2B向けの効率的なCNC加工コスト管理アプローチは、品質を損なうことなく効率性を向上させる戦略的なアプローチとなり得ます。精密部品のCNC加工の場合、工具交換や段取り時間など、付加価値のない時間が全体のコストのかなりの割合を占めることがあります。本稿では、当社のカスタムCNC加工サービスが最適化を通じてコスト削減にどのように貢献できるか、そしてそれによって価値に基づく購買の枠組みをどのように提供できるかを強調します。
| 最適化の重点分野 | 主要なアクション | コストへの定量化可能な影響 |
| 製造性設計(DFM) | 皿穴加工の形状を調整して、工具交換を最小限に抑える。 | 多機能部品加工において、部品処理時間を15~20%短縮します。 |
| プロセスおよびツール戦略 | 工具の種類を標準化し、段階的な送り速度を使用する。 | 工具寿命を延ばし、部品あたりの工具消費コストを削減します。 |
| 生産計画 | CNC加工プロセスの一環として、経済的なバッチ分析の利点を活用しましょう。 | セットアップにかかる償却コストと在庫コストのバランスを取る。 |
| 透明性のある価格設定要因 | 顧客が公差要件、材料硬度、および数量に関連するコスト要因を理解できるよう、透明性の高いコスト構造を提供する。 | 顧客が予算の制約内で設計意図を満たす見積依頼書を作成できるようにする。 |
この手法により、部品コストの管理がうまくいかないという課題を抱えるお客様の主要な問題を解決します。具体的には、設計最適化に関するアドバイス、コストモデル、生産戦略を提供します。これが、当社の精密部品向けCNC加工の基盤となっています。この手法は、コストと性能の両方が重要な成功要因となる、複雑かつハイエンドなCNC加工ニーズを持つお客様にとって、コストを効果的に管理し、競争優位性を確保します。
LSマニュファクチャリング社 ― カスタム事例:航空電子機器用ステンレス鋼精密パネル(82°と90°の混合皿穴加工)
航空電子機器業界の大手多国籍企業は、世界規模で展開する制御ユニット製品において、締結部品の規格がインチ規格とメートル規格で統一されていないことが原因で、深刻な組み立て上の問題に直面していました。この「些細な」仕様上の問題は、同社にとって重大な技術的問題へと発展してしまったのです。LS Manufacturingは、精密パネルのカスタム加工に厳格なアプローチを採用することで、この問題を解決しました。
クライアントの課題
当該部品は316Lステンレス鋼製の航空電子機器インターフェースパネルであり、 82°と90°の皿穴加工が必要でした。汎用加工業者が角度を誤認したため、ネジが正しく取り付けられませんでした。その結果、ネジの頭部が折れてしまい、不良率が35%に達し、製品検証が中断されました。これは、重要な航空電子機器プラットフォームのリリースに影響を与える可能性がありました。
LSマニュファクチャリングソリューション
当社の高精度CNC加工ソリューションは、3Dシミュレーションによる組立工程を用いて公差を定義しました。各角度に合わせて専用のコーティング超硬工具を設計し、主軸回転速度と送り速度を最適化しました。革新的な点は、機械にレーザースキャナを搭載し、部品を機械から取り外す前に、すべての形状の角度と外径を100%検査できるようにしたことです。
結果と価値
実装が完了すると、組立適合率は100%に達し、ねじ接合部は設計荷重の1.5倍の負荷で試験されました。統合されたCNC加工および検査システムにより、当初の計画どおり、全体のリードタイムが10日間短縮されました。同社による部品のタイムリーかつエラーのない納品により、顧客はすべてのパネルシリーズをLS Manufacturing社と統合することを決定し、同社は複雑なカスタムCNC加工プロジェクトにおける長期的なパートナーとなりました。
このカスタム加工の事例研究は、複雑で複数の規格に対応した仕様を解決するには、基本的な機械加工だけでなく、シミュレーション、専用工具、さらには計測技術も必要であることを示しています。また、 LS Manufacturingという企業であれば、重要な航空電子機器部品をタイムリーかつエラーなく生産することで、組立適合率という複雑な問題を解決できることも示しています。
当社の高精度皿穴加工により、混合規格部品の組み立て精度を100%向上させ、納期を短縮します。

特注精密CNC加工製品の精度を保証する検査ツールとは?
カスタム精密CNC加工に対する信頼は、信念や意見ではなく、事実に基づいています。課題は、皿穴加工が最適な組み立てに必要なすべての幾何学的および表面要件を完全に満たしていることを、いかにして反論の余地なく検証するかということです。この課題に対処するため、当社が提案するCNC加工ソリューションは、主観的な判断を客観的で具体的なデジタルデータに変換する多層検出システムです。
CMMによる寸法認証
- ツールと方法:高密度3Dスキャン用のタッチトリガープローブを備えた六角形CMM。
- 出力と価値:設計に対する真位置、主径と副径、深さ、真円度を証明します。
光学プロファイロメトリーによる表面完全性検証
- ツールと方法:表面完全性検証に使用するツールは、加工された円錐の表面スキャンに白色光干渉計を利用する非接触3D表面分析ツールです。
- 出力と価値:このCNC加工ツールは、表面粗さ(Ra/Rz)と表面の微細な欠陥を測定し、最適な負荷分散のためのプロセスの完全性を検証します。
デジタル追跡と報告
- プロセス:検査プロセスを通じて得られたすべての情報は、自動的にデジタル化されます。
- 成果物:これにより、当社の精密CNC加工サービスの重要な要素である品質検査レポートが作成されます。
客観的な品質検証に対する喫緊のニーズに応えるため、当社はCMM(三次元測定機)、光学式プロファイロメトリー、およびデジタルトレーサビリティを組み合わせたソリューションを提供します。この多層的な品質検証システムにより、お客様はすべてのCNC加工部品が要求される高い基準を満たしていることを、証明可能な証拠に基づいた精度保証として得ることができます。
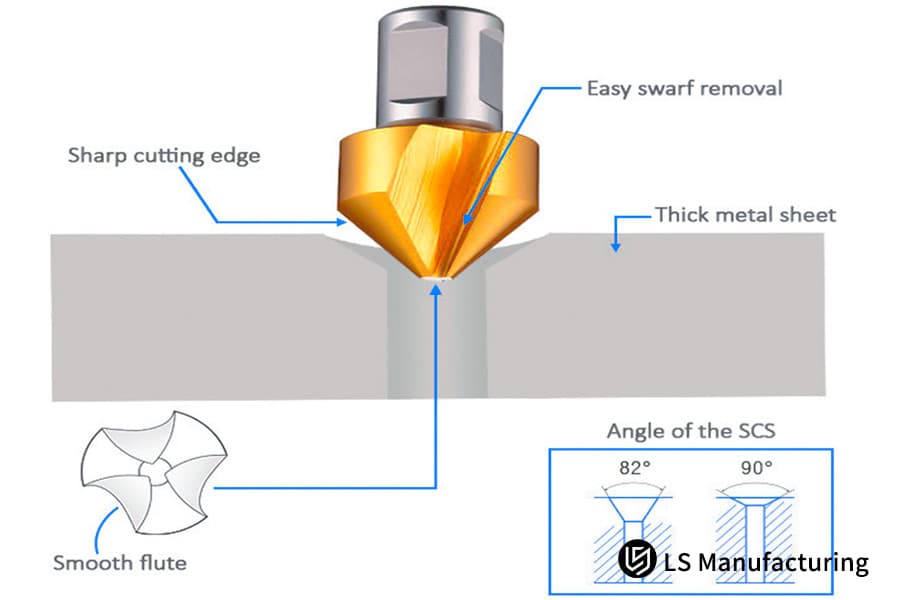
図4:この図は、厚い金属板に精密な穴あけ加工を行うための、鋭利な刃先を持つ特注の皿穴加工工具の詳細を示しています。
LS Manufacturingを信頼できる精密CNC加工サービスプロバイダーとして選ぶべき理由とは?
グローバルな製造業の文脈において、競争優位性とは、プロセスの細部に至るまで支配し、マクロ的な信頼性を達成する能力と定義できるだろう。メートル法とヤード・ポンド法の皿穴加工規格の微妙な違いといった技術的な専門知識は、サプライチェーンの信頼性と関連していると言える。
技術的な深みから生産の確実性へ
当社は、仕様の曖昧さや品質のばらつきといった問題に対し、高度な技術的専門知識を体系化することで対応しています。例えば、 90°の穴径と82°の穴径における工具経路や深さ補正などが挙げられます。この専門知識は、独自のプロセスデータベースとCNC加工プログラムに組み込まれています。この専門知識によって、エラーのない信頼性の高い生産工程が実現します。
統合システムによる透明性の高い運用
当社は、完全に統合されたソリューションを通じて、不透明なサプライチェーン活動という課題に対処します。このソリューションでは、原材料の調達から、CNC加工、表面処理、品質検査に至るまで、あらゆる段階で注文の最新状況に透明性と安全性を確保しながらアクセスできます。
統合ソリューション提供のためのパートナーシップ
当社の価値は、単に図面を形にするだけにとどまりません。当社は製造性設計(DFM)を専門とする組織であり、先に述べた締結部品規格のように、将来的に問題となる可能性のある箇所を設計から洗い出します。当社の高精度CNC加工サービスは、高度な加工技術、工程内検証、そして完全なトレーサビリティを活用し、単なる加工品ではなく、包括的なソリューションを提供します。
LS Manufacturingは、透明性と管理された環境下で技術専門知識を体系化することで、高い信頼性を提供します。複雑なサプライチェーンと品質問題に対し、製造プロセスにおける確かな一貫性と業務の完全な透明性をもって対応します。事業全体を完全に管理することで、失敗が許されないミッションクリティカルなCNC加工アプリケーションにおいて、当社は唯一無二の選択肢となります。
よくある質問
1. LS Manufacturing社は、図面に明示的に指定されていない角度公差をどのように処理しますか?
当社では、DFM(製造性設計)プロセスを通じて、特定の地域で一般的な締結部品の規格(通常、米国規格では82度、メートル規格では90度)に基づいて、お客様と積極的に協議を行います。
2. 82°と90°の皿穴加工では、価格に違いはありますか?
LSマニュファクチャリングでは、仕様が明確に定義されていれば、これら2つの角度の加工コストはほぼ同じです。数量と材料要件に基づいた正確な価格を知りたい場合は、お気軽にオンラインでCNC加工の見積もりをご依頼ください。
3. LS Manufacturing社は、ステンレス鋼部品に超鏡面仕上げの皿穴加工(Ra 0.4μm)を施すことができますか?
LSマニュファクチャリングでは、仕様が明確に定義されていれば、これら2つの角度の加工コストはほぼ同じです。価格設定は、穴の数と材料の加工性に基づいて行われます。
4. LS Manufacturing社が皿穴加工後に二次的なバリ取り工程を追加することを推奨する理由は何ですか?
ご覧のとおり、わずかなバリでもネジ頭が金属表面にぴったりと密着しない原因となります。当社では、50倍の拡大鏡で見てもバリが完全に除去されるよう、ロボットによるブラッシング処理を採用しています。
5. 小ロットの精密部品向けに、カスタム皿穴加工に対応していますか?
はい。当社には試作品製作工房があり、1個から100個までの小ロット注文に対し、量産と同等の精度で機械加工サービスを提供できる設備を備えています。
6. LS Manufacturingは、極薄板金(1.0mm未満)の皿穴加工に関してどのようなソリューションを提供していますか?
皿穴加工中に極薄板金属部品が変形するのを防ぐため、ドリル加工と皿穴加工を一体化した方法を用いるか、背面支持治具を用いるかを決定します。
7. LS Manufacturingは、皿穴加工時の工具のビビリ痕をどのように防いでいますか?
可変速度切削(VLC)技術を採用した高剛性焼き嵌め工具ホルダを使用することで、特に薄肉部品や深穴加工において、びびり振動を効果的に防止し、滑らかで完璧な円錐面仕上げを実現します。
8. LS Manufacturing社に皿穴加工の100%検査データを要求できますか?
もちろんです。お客様のご要望に応じて、部品の詳細な検査報告書(FAI報告書)をご提供できます。
まとめ
メートル法の90°ではなく、インチ法の82°の皿穴を選択することは、組み立てにおける精度へのこだわりを示すものです。LS Manufacturingは、 カスタムCNC加工における専門知識を活かし、設計図の仕様を高い精度で満たすだけでなく、DFM最適化サービスを通じて、グローバルプロジェクトにおける組み立てリスクを排除します。皿穴角度のあらゆる細部は、極限状態においても完璧な性能を発揮するための重要な要素となります。
わずか8度の角度差が、精密組立品の潜在的な故障原因とならないようにしてください。LS ManufacturingにSTEPまたはPDF図面をアップロードして、プロジェクトの信頼性を確保しましょう。当社の熟練したエンジニアリングスタッフが、包括的な「皿穴加工組立実現可能性分析」を含む詳細なCNC加工見積もりを、わずか4時間でご提供いたします。
LS Manufacturingの熟練した皿穴加工CNC技術により、完璧なフラッシュアセンブリを実現し、振動疲労を排除します。
📞電話番号:+86 185 6675 9667
📧メールアドレス:info@lsrpf.com
🌐ウェブサイト: https://lsrpf.com/
免責事項
このページの内容は情報提供のみを目的としています。LS Manufacturing サービスでは、情報の正確性、完全性、有効性について、明示的または黙示的な表明または保証は一切ありません。第三者のサプライヤーまたは製造業者が、LS Manufacturing ネットワークを通じて、性能パラメータ、幾何公差、特定の設計特性、材料の品質と種類、または製造技術を提供するものと推測すべきではありません。これは購入者の責任です。部品の見積もりが必要な場合は、これらのセクションの具体的な要件を特定してください。詳細についてはお問い合わせください。
LS製造チーム
LS Manufacturingは業界をリードする企業です。カスタム製造ソリューションに特化しており、20年以上の経験と5,000社以上のお客様との実績があります。高精度CNC加工、板金加工、 3Dプリンティング、射出成形、金属プレス加工、その他ワンストップ製造サービスを提供しています。
当社工場は、ISO 9001:2015認証を取得した最新鋭の5軸加工センターを100台以上保有しています。世界150カ国以上のお客様に、迅速、効率的、かつ高品質な製造ソリューションを提供しています。少量生産から大規模なカスタマイズまで、お客様のニーズに24時間以内の最短納期で対応いたします。LS Manufacturingをお選びください。効率性、品質、そしてプロフェッショナリズムをお選びいただくことを意味します。
詳細については、当社のウェブサイト( www.lsrpf.com )をご覧ください。


