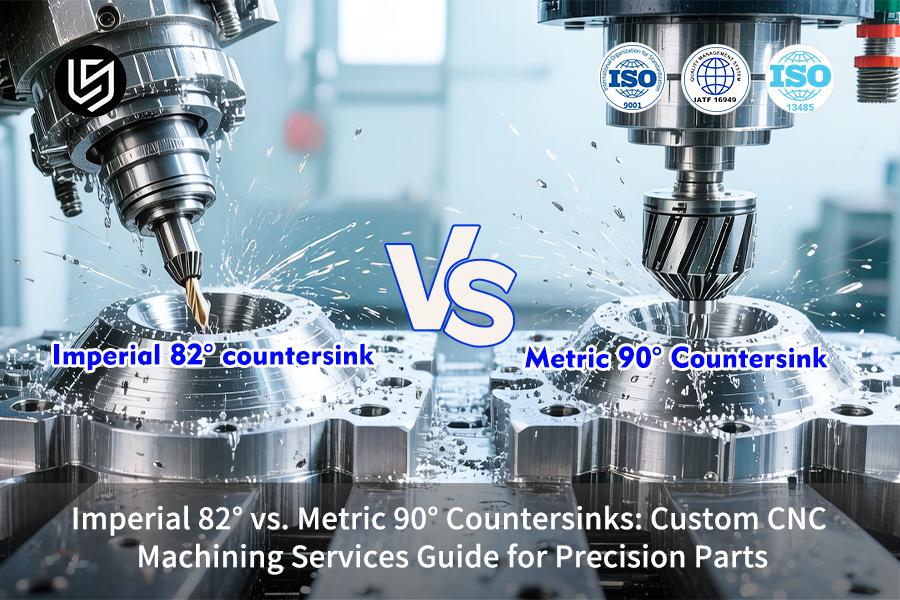
I servizi di lavorazione CNC personalizzati risolvono in modo specifico una carenza critica nell'ingegneria di precisione dei progetti globali, ovvero le interferenze che si verificano nel processo di assemblaggio a causa dell'ambiguità tra gli standard imperiali per le svasature a 82° e gli standard metrici per quelle a 90° . Questa differenza di 8°, derivante dalla mancanza di disegni chiari o di conoscenze specifiche da parte del fornitore, provoca la sporgenza della testa della vite o un contatto insoddisfacente. Ciò ha conseguenze critiche nel settore aerospaziale o dei dispositivi medici, dove questo fenomeno negli elementi di fissaggio può causare direttamente guasti in parti critiche del prodotto, ovvero gli elementi di fissaggio stessi, durante fasi critiche di collaudo, come ad esempio il test di vibrazione.
Si tratta di una grave lacuna, dovuta alla totale mancanza di comprensione dei concetti di "distribuzione delle sollecitazioni di contatto" e "compensazione della profondità di svasatura". Una fresa a 90° per una specifica di 82° comporta una perdita devastante di resistenza a fatica, superiore al 40% , poiché si ottiene solo un contatto puntiforme anziché una superficie di appoggio. Questo problema viene superato attraverso un processo di "simulazione geometrica delle sollecitazioni" e "modelli di profondità" proprietari per un accoppiamento perfetto al 100%. Questo è il primo passo verso l'affidabilità, che rappresenta una prova fondamentale della competenza di un fornitore.
Svasature imperiali a 82° vs metriche a 90°: una guida alla lavorazione
| Differenza chiave | Implicazioni applicative e di produzione |
| Uso primario e standard | 82° è lo standard nei sistemi imperiali/statunitensi, spesso utilizzato con viti a testa piatta. 90° è lo standard nei sistemi metrici, e consente di ottenere un fissaggio più ampio e meno profondo. |
| Posizionamento e fissaggio della testa | 82° è un angolo più acuto, che può consentire una maggiore forza di serraggio assiale per una data coppia rispetto a una sede a 90° . |
| Disponibilità degli strumenti e programmazione | L'uso preciso dell'angolo standard corretto è fondamentale. In caso contrario, il fissaggio non si posizionerà correttamente. |
| Il nostro protocollo di lavorazione | Disponiamo di utensili per entrambi gli standard di lavorazione CNC . Verifichiamo che l'angolo specificato sia corretto per il disegno o lo standard del fissaggio per una perfetta compatibilità . |
| Risultato: i dispositivi di fissaggio si adattano correttamente | Garantisce un montaggio corretto , in modo che la testa del fissaggio sia a filo o al di sotto della superficie del pezzo, come previsto, per la sicurezza, l'estetica e la funzionalità. |
| Risultato: integrità articolare ottimale | Garantisce il corretto precarico e la forza di serraggio per l'integrità del giunto, prevenendo il cedimento del giunto dovuto all'allentamento sotto l'effetto di vibrazioni o carico. |
Ci occupiamo del dettaglio critico della lavorazione CNC dell'angolo di svasatura corretto per i vostri elementi di fissaggio, siano essi in pollici o metrici. Questa operazione viene eseguita con precisione per garantirvi un perfetto inserimento degli elementi di fissaggio, la massima forza di serraggio e l'affidabilità dei giunti, in modo da non riscontrare alcun problema durante l'assemblaggio o l'utilizzo dei vostri componenti di precisione. Questa attenzione al dettaglio vi assicura di poter soddisfare tutti i requisiti funzionali e gli standard per i vostri componenti.
Perché fidarsi di questa guida? L'esperienza pratica degli esperti di LS Manufacturing.
Esistono numerosi articoli sulle svasature, ma ciò che distingue questa guida è che si basa sull'esperienza maturata in 15 anni di lavorazioni CNC personalizzate . Abbiamo constatato come la combinazione di angoli di svasatura standard imperiali di 82 gradi e standard metrici di 90 gradi possa causare problemi di assemblaggio e guasti dovuti alle vibrazioni in componenti critici per applicazioni aerospaziali o medicali.
Abbiamo scoperto che una differenza di 8° non è irrilevante, poiché influisce sulla distribuzione e sulla compensazione delle sollecitazioni. Attraverso delle prove, abbiamo affinato la selezione degli utensili e le impostazioni CNC per garantire che il contatto puntiforme venga evitato, il che potrebbe portare a una perdita di resistenza alla fatica del 40% . I nostri metodi sono inoltre in linea con le linee guida dell'Occupational Safety and Health Administration (OSHA) e con le tendenze definite da Gardner Business Media , il che significa che le nostre tecniche per materiali come il titanio o l'acciaio inossidabile 316 non solo sono sicure, ma anche supportate dal settore.
Ciascuno dei nostri consigli deriva dai nostri successi e fallimenti, che si sono rivelati costosi agli inizi della nostra attività. Tuttavia, desideriamo che anche voi possiate beneficiare della nostra esperienza, in modo da ottenere una svasatura perfetta senza dover ricorrere a tentativi ed errori. Affidatevi alla stessa competenza che utilizziamo per garantire l'affidabilità dei nostri componenti di precisione e siamo lieti di aiutarvi a ottenere il risultato desiderato.

Figura 1: Lavorazione di una svasatura di precisione a 90 gradi in alluminio per elementi di fissaggio aerospaziali e componenti di assemblaggio di precisione.
Perché è fondamentale comprendere la differenza tra svasatura metrica e imperiale per la lavorazione di precisione?
Nel mondo globalizzato dei servizi di lavorazione CNC di precisione , la differenza fondamentale tra le geometrie di svasatura metriche standard e imperiali ( angolo standard: 90° vs. 82°/100° ) è un aspetto fondamentale che viene spesso frainteso in fase di progettazione. Ciò può compromettere l'integrità dell'assemblaggio. Questa analisi calcolerà l'impatto della differenza di angolo e il processo di verifica sistematico intrapreso durante i servizi di lavorazione CNC per garantire il successo dell'assemblaggio.
| Aspetto | Standard imperiale | Standard metrico | Conseguenze e dati |
| Angolo principale incluso | 82° ( settore aerospaziale specializzato - 100° ) | 90° | Un disallineamento può causare la perdita di circa il 60% dell'area desiderata della superficie di appoggio, creando così un punto critico di concentrazione delle sollecitazioni . |
| Risultato funzionale | Sede di fissaggio non conforme | Corretta corrispondenza geometrica | Un'incompatibilità può causare la sporgenza della testa della vite o la creazione di uno spazio vuoto, con conseguente allentamento prematuro della vite a causa delle forze vibratorie . |
| Mitigazione proattiva | Validazione secondo gli standard AS/SAE per 82° | Validazione secondo gli standard DIN/ISO per 90° | Applicando una " logica a doppio controllo " durante la verifica dei programmi CNC, in particolare attraverso la verifica incrociata delle specifiche tecniche, eliminiamo il problema delle rilavorazioni in serie nelle lavorazioni CNC di precisione personalizzate . |
L'angolo della svasatura è fondamentale per la durata del prodotto. La problematica critica per il cliente, ovvero l'errore di disegno latente, viene risolta attraverso la gestione dei conflitti di specifica , garantita dal protocollo di qualità della lavorazione, diventando così un vantaggio cruciale grazie alla verifica geometrica che assicura il rispetto di precise esigenze funzionali.

In che modo i servizi di lavorazione CNC personalizzati possono garantire un accoppiamento a filo perfetto per una svasatura a 82 gradi?
Per ottenere una finitura a filo perfetta con una svasatura a 82 gradi , è necessario eseguire un calcolo matematico per definire la relazione tra la testa della vite e la sede conica. Tuttavia, il problema risiede nel fatto che il progetto deve anche tenere conto della naturale flessione che si verifica con il movimento degli utensili e il funzionamento della macchina, in modo che le teste delle viti non risultino né troppo alte né troppo basse nel prodotto finito. La soluzione proprietaria di LS Manufacturing per questa situazione include la modellazione computerizzata e la lavorazione CNC per componenti di precisione .
Compensazione algoritmica del sovrataglio
Un software proprietario effettua regolazioni in tempo reale per il processo di fresatura CNC in base al carico sul mandrino e alla durezza dei materiali in lavorazione, calcolando la flessione che si verifica in qualsiasi utensile, generalmente di 5-15 micron , e apportando le opportune correzioni durante il processo di fresatura in modo da ottenere un cono geometrico perfetto, anziché la posizione che il programma del computer dovrebbe indicare alla macchina.
Ottimizzazione del percorso utensile multiasse
Questa operazione viene eseguita con una fresa a sfera di alta precisione, o con un utensile di formatura, utilizzando una macchina CNC a 5 assi . Questo approccio garantisce una finitura liscia, con un livello di rugosità superficiale costante, entro l'intervallo Ra 0,8 μm , aspetto importante per una distribuzione uniforme del carico e una finitura esteticamente gradevole.
Rapporti profondità-diametro basati sui dati
I nostri servizi di lavorazione CNC personalizzati si basano su dati empirici, che in questo caso rappresentano l'unico fattore determinante per il successo. Ciò è possibile grazie a un database esclusivo che calcola la profondità esatta per una finitura a filo, tenendo conto del diametro della testa della vite, della tolleranza e della profondità programmata, considerando anche il raggio di curvatura dell'utensile da taglio e la topografia dei pezzi lavorati, a differenza delle tabelle convenzionali che forniscono un intervallo di profondità per un dato tipo di elemento di fissaggio .
Questo processo trasforma un'operazione che dovrebbe essere elementare, ovvero una svasatura, in un'operazione critica per l'affidabilità. Risolviamo proprio questo problema dell'altezza variabile dell'assemblaggio con la nostra lavorazione CNC a circuito chiuso . Questo livello di sofisticazione tecnica è ciò che ci distingue e rende il nostro processo un vantaggio competitivo nella produzione di componenti di alto valore, dove è richiesto un accoppiamento a filo perfetto.

Figura 2: Lavorazione di una svasatura di precisione a 90 gradi in acciaio inossidabile per l'assemblaggio di elementi di fissaggio in ambito aerospaziale.
Che ruolo riveste la svasatura a 90 gradi nei servizi globali di lavorazione CNC di precisione?
La svasatura a 90 gradi è uno standard metrico fondamentale. Tuttavia, ottenere un'operazione precisa su materiali difficili da lavorare come l'acciaio inossidabile 316L e il titanio presenta sfide uniche in termini di usura dell'utensile, bave e controllo dimensionale. Il nostro processo affronta specificamente queste sfide per garantire l'affidabilità negli assemblaggi di precisione a livello globale:
Superare l'usura degli utensili dovuta ai materiali
- Parametri specifici del materiale: viene utilizzato un database proprietario che include velocità e avanzamenti ottimizzati per le proprietà di incrudimento delle leghe.
- Selezione avanzata degli utensili: vengono utilizzati solo i migliori utensili in carburo, specificamente progettati per il controllo della temperatura e la resistenza dell'utensile .
Eliminazione delle bave con percorsi utensile controllati
- Strategia di alimentazione a fasi: viene utilizzata una passata di finitura che prevede una velocità di avanzamento costante per un taglio netto dei pezzi e l'eliminazione delle bave secondarie .
- Percorsi di uscita ottimizzati: vengono utilizzati percorsi utensile che allontanano l'utensile dal bordo. Questo è un elemento chiave nella lavorazione CNC di svasatura senza bave.
Garantire la coerenza dei lotti con la metrologia in corso di processo
- Controllo in ciclo: viene utilizzata una sonda di contatto per misurare i diametri principali , assicurandosi che la tolleranza rientri nell'intervallo consentito di ±0,01 mm prima di scaricare i pezzi.
- Controllo a circuito chiuso: le informazioni raccolte vengono utilizzate per controllare l'offset dell'utensile. Questo è importante perché non solo garantiamo la precisione dell'operazione, ma anche la qualità del processo, elemento fondamentale della lavorazione CNC .
La nostra soluzione per affrontare il problema della bassa qualità delle svasature a 90 gradi si basa su informazioni di lavorazione specifiche per il materiale, percorsi utensile e metrologia. Questa è l'essenza dei nostri servizi di lavorazione CNC di precisione . Ciò è fondamentale per garantire la coerenza assoluta richiesta per componenti di strumenti di alto valore e per una catena di fornitura globale competitiva.
Perché scegliere la lavorazione CNC professionale per la svasatura di componenti aerospaziali soggetti a forti vibrazioni?
La svasatura è una modalità di rottura critica in ambienti ad alta vibrazione per i componenti aerospaziali, soprattutto per la localizzazione di microfratture. Il problema, ovviamente, è che la svasatura deve essere eseguita senza danneggiare la microstruttura sul bordo del foro. È qui che la lavorazione CNC per svasatura , o " rinforzo a freddo ", eccelle.
Processo proprietario di rinforzo a freddo
Il nostro metodo utilizza una tecnica di taglio controllata che deforma il materiale sul bordo della svasatura, a differenza del metodo di taglio tradizionale che taglia effettivamente il materiale, creando così tensioni residue benefiche che "proteggono" il foro dalla propagazione delle cricche. Questo metodo viene eseguito in conformità con il ciclo di lavorazione CNC , trasformando così questo punto debole in un punto di forza.
Parametri ottimizzati per l'integrità microstrutturale
L'apporto termico è uno dei parametri più critici di qualsiasi operazione di lavorazione. In questo caso, la velocità del mandrino è stata ottimizzata, soprattutto a basse velocità, ed è stato utilizzato un refrigerante ad altissima pressione a 70 bar per evacuare istantaneamente il calore, evitando così la formazione della zona termicamente alterata (ZTA) , che altrimenti porterebbe alla creazione di una zona di rottura fragile lungo il perimetro del foro.
Risultato validato tramite test di affaticamento
L'efficacia della soluzione è supportata da prove empiriche; i test interni di fatica su materiali in alluminio e titanio di grado aerospaziale hanno dimostrato che la lavorazione CNC di precisione personalizzata garantisce un aumento minimo del 25% nella durata di un giunto di fissaggio rispetto a un componente prodotto con metodi convenzionali.
Affrontiamo il problema cruciale dei cedimenti dovuti alle vibrazioni attraverso una lavorazione CNC per componenti di precisione che lavora a freddo il bordo del materiale, evitando danni termici, e supportata da evidenze derivanti da test di fatica. Questa soluzione tecnica, che va oltre la geometria del componente per arrivare alla metallurgia del materiale, definisce lo standard per componenti aerospaziali ad alta affidabilità, dove ogni giunzione deve durare nel tempo.

Figura 3: Lavorazione di un blocco di alluminio ad alta tolleranza con liquido di raffreddamento per componenti di automazione industriale o robotica.
In che modo LS Manufacturing ottimizza i costi della lavorazione CNC per componenti di precisione?
Un approccio efficiente alla gestione dei costi della lavorazione CNC per il settore manifatturiero B2B può essere una strategia mirata al miglioramento dell'efficienza senza compromettere la qualità. Nel caso della lavorazione CNC di componenti di precisione , una percentuale significativa del costo complessivo è rappresentata dai tempi non a valore aggiunto, che includono, tra gli altri, i tempi di cambio utensile e di setup. Questo documento si propone di illustrare come i nostri servizi di lavorazione CNC personalizzati possano contribuire alla riduzione dei costi attraverso l'ottimizzazione, fornendo così un quadro di riferimento per gli acquisti basati sul valore.
| Area di intervento per l'ottimizzazione | Azione chiave | Impatto quantificabile sui costi |
| Progettazione per la produzione (DFM) | Coordinare le caratteristiche della svasatura per ridurre al minimo i cambi di utensile. | Riduce i tempi di lavorazione dei pezzi del 15-20% per le operazioni su pezzi con più caratteristiche. |
| Strategia di processi e strumenti | Standardizzate le famiglie di utensili e utilizzate velocità di avanzamento a fasi. | Aumenta la durata degli utensili , riducendo il costo per pezzo dovuto al consumo degli utensili stessi. |
| Pianificazione della produzione | Sfruttate i vantaggi dell'analisi economica dei lotti come parte integrante del processo di lavorazione CNC . | Mette a confronto il costo ammortizzato degli allestimenti con il costo delle scorte. |
| Fattori che influenzano la trasparenza dei prezzi | Offrire strutture di costo trasparenti affinché i clienti possano comprendere i fattori che incidono sui costi, come i requisiti di tolleranza, la durezza del materiale e il volume di produzione . | Consente ai clienti di creare richieste di offerta (RFQ) che soddisfino gli obiettivi di progettazione entro i limiti di budget. |
Con questa metodologia, risolviamo il problema principale per i clienti che si trovano ad affrontare difficoltà nella gestione dei costi dei componenti, fornendo consulenza sull'ottimizzazione della progettazione , modelli di costo e strategie di produzione. Questa è la base della nostra lavorazione CNC per componenti di precisione . Tale metodologia consente di controllare efficacemente i costi come variabile per i clienti che necessitano di un vantaggio competitivo per le loro complesse esigenze di lavorazione CNC di alta gamma , dove costo e prestazioni sono entrambi fattori critici di successo.
LS Manufacturing — Caso di studio personalizzato: Pannelli di precisione in acciaio inossidabile per avionica (svasature miste a 82° e 90°)
Una grande multinazionale del settore avionico stava riscontrando seri problemi di assemblaggio per la sua unità di controllo, utilizzata a livello mondiale, a causa di standard incoerenti per i dispositivi di fissaggio, sia in unità imperiali che metriche. Questo problema di specifica, inizialmente "minore", si era trasformato in un grave problema tecnico per l'azienda. LS Manufacturing è stata in grado di risolvere questo problema grazie a un approccio rigoroso di lavorazione personalizzata per il pannello di precisione .
Sfida del cliente
Il componente in questione era un pannello di interfaccia avionica in acciaio inossidabile 316L , che richiedeva un'operazione di svasatura a 82° e 90° . Un errore di calcolo dell'angolo, commesso da un'officina generica, ha causato un errato serraggio della vite. Ciò ha comportato un tasso di scarto del 35% , con la rottura della testa della vite che ha bloccato la validazione del prodotto. Questo problema potrebbe potenzialmente compromettere il rilascio di una piattaforma avionica critica.
Soluzione di produzione LS
La nostra soluzione di lavorazione CNC a controllo di precisione ha utilizzato un processo di assemblaggio simulato in 3D per definire le tolleranze. Sono stati progettati utensili in metallo duro rivestito specifici per ogni angolo, insieme all'ottimizzazione della velocità del mandrino e della velocità di avanzamento. L'innovazione consisteva nell'aggiunta di uno scanner laser sulla macchina, che permetteva un'ispezione al 100% dell'angolo e del diametro maggiore di ogni elemento prima che il pezzo venisse rimosso dalla macchina.
Risultati e valore
Una volta completata l'implementazione, il tasso di assemblaggio ha raggiunto il 100% e i giunti a vite sono stati testati con un carico pari a 1,5 volte quello di progetto. Il sistema integrato di lavorazione CNC e ispezione ha inoltre permesso di ridurre i tempi di consegna complessivi di 10 giorni, come previsto inizialmente. La consegna puntuale e senza errori dei componenti da parte dell'azienda ha convinto il cliente a integrare l'intera serie di pannelli con LS Manufacturing, che sarebbe diventata il suo partner a lungo termine per progetti complessi di lavorazione CNC personalizzata .
Questo caso di studio sulla lavorazione personalizzata dimostra che, per risolvere specifiche complesse e multi-standard , non è sufficiente la sola lavorazione meccanica di base, ma sono necessari anche simulazione, attrezzature specifiche e persino metrologia. Dimostra inoltre che esiste un'azienda, ovvero LS Manufacturing , in grado di risolvere il complesso problema del tasso di assemblaggio, garantendo una produzione puntuale e priva di errori di componenti avionici critici.
Con la nostra precisa lavorazione di svasatura, raggiungete il 100% di integrità nell'assemblaggio e accelerate i tempi di consegna per i componenti di standard diversi.

Quali strumenti di ispezione garantiscono la precisione dei prodotti personalizzati lavorati con macchine CNC di precisione?
La fiducia nelle lavorazioni CNC di precisione personalizzate si fonda sui fatti, non su credenze o opinioni. La sfida, ovviamente, consiste nel validare in modo inconfutabile che la svasatura rientri pienamente in tutti i requisiti geometrici e di superficie per un assemblaggio ottimale. Per affrontare questa sfida, la nostra soluzione di lavorazione CNC proposta è un sistema di rilevamento multistrato , in grado di trasformare i giudizi soggettivi in dati digitali oggettivi e concreti.
Certificazione dimensionale tramite CMM
- Strumento e metodo: Macchina di misura a coordinate esagonale (CMM) dotata di sonda a grilletto tattile per la scansione 3D ad alta densità della svasatura .
- Risultati e valore: Certifica la posizione corretta, i diametri maggiore e minore, la profondità e la circolarità rispetto al progetto.
Validazione dell'integrità superficiale tramite profilometria ottica
- Strumento e metodo: Lo strumento che utilizziamo per la validazione dell'integrità superficiale è uno strumento di analisi superficiale 3D senza contatto che utilizza un interferometro a luce bianca per la scansione della superficie del cono lavorato.
- Output e valore: questo strumento di lavorazione CNC misura la rugosità superficiale (Ra/Rz) e i difetti microscopici sulla superficie, convalidando così l'integrità del processo per una distribuzione ottimale del carico.
Tracciabilità e reporting digitali
- Procedura: Tutte le informazioni ottenute tramite il processo di ispezione vengono automaticamente combinate in formato digitale.
- Risultato finale: Il lavoro consisterà in un rapporto di controllo qualità , componente essenziale dei nostri servizi di lavorazione CNC di precisione .
La nostra risposta all'urgente necessità di una verifica oggettiva della qualità è la combinazione di CMM, profilometria ottica e tracciabilità digitale . Questo sistema di verifica della qualità a più livelli fornirà al nostro cliente una garanzia di precisione certificabile e basata su dati concreti, con la certezza che ogni componente lavorato a CNC soddisfi gli elevati standard richiesti.
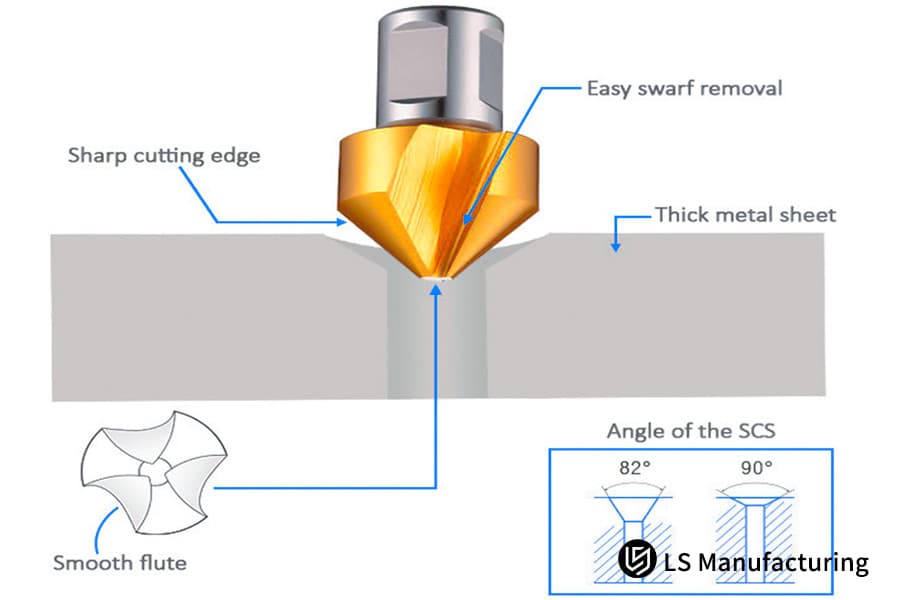
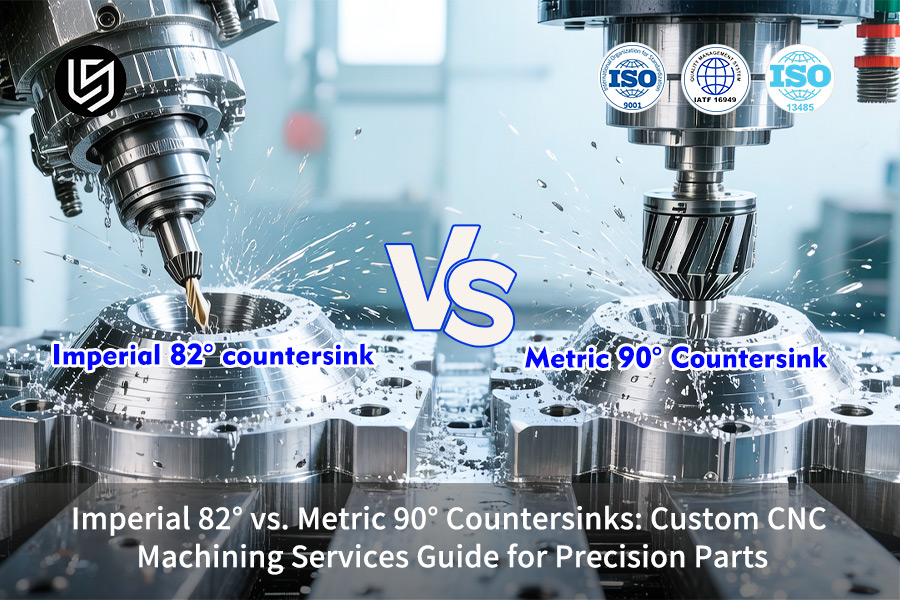
Figura 4: Questo diagramma illustra in dettaglio uno svasatore personalizzato con bordi affilati per la preparazione di fori di precisione in lamiere metalliche spesse.
Perché scegliere LS Manufacturing come fornitore affidabile di servizi di lavorazione CNC di precisione?
Nel contesto del panorama manifatturiero globale, un vantaggio competitivo potrebbe quindi essere definito come la capacità di dominare i minimi dettagli di un processo per raggiungere un'affidabilità macroscopica. La competenza tecnica, inclusa la sottile distinzione tra gli standard metrici e imperiali per le svasature , potrebbe essere correlata all'affidabilità della vostra catena di fornitura:
Dalla competenza tecnica alla certezza della produzione
Affrontiamo il problema dell'ambiguità delle specifiche e dell'incoerenza qualitativa attraverso la codifica della nostra profonda competenza tecnica, ad esempio, il percorso utensile e la compensazione della profondità per un foro di 82° rispetto a uno di 90°. Questa competenza è codificata all'interno di database di processo proprietari e programmi di lavorazione CNC . Tale competenza si traduce in fasi di produzione affidabili e prive di errori.
Operazioni trasparenti grazie a sistemi integrati
Affrontiamo il problema della scarsa trasparenza nella catena di fornitura attraverso una soluzione completamente integrata. In questa soluzione, l'accesso allo stato attuale del tuo ordine in ogni fase, dall'approvvigionamento delle materie prime ai processi di lavorazione CNC, ai trattamenti superficiali e al controllo qualità , è trasparente e sicuro.
Una partnership per la fornitura di soluzioni integrate
Il nostro valore va ben oltre la semplice realizzazione di un progetto. Siamo un'organizzazione specializzata nella progettazione per la producibilità (DFM) , che analizza il vostro progetto per individuare potenziali problematiche future, come nel caso degli standard di fissaggio discussi in precedenza. I nostri servizi di lavorazione CNC di precisione offrono una soluzione completa, non solo un semplice pezzo lavorato, grazie all'utilizzo di tecniche di lavorazione avanzate, alla validazione in corso di processo e alla completa tracciabilità.
LS Manufacturing offre affidabilità grazie alla sistematizzazione delle nostre competenze tecniche in un ambiente trasparente e controllato. Affrontiamo le complesse problematiche relative alla catena di fornitura e alla qualità con una coerenza certificabile nel nostro processo produttivo e una completa trasparenza nelle nostre operazioni. Questo controllo totale sulla nostra attività ci rende la scelta ideale per applicazioni di lavorazione CNC critiche, dove il fallimento non è un'opzione.
FAQ
1. Come gestisce LS Manufacturing le tolleranze angolari non specificate esplicitamente nei disegni?
Attraverso il nostro processo DFM (Design for Manufacturability), ci consultiamo attivamente con il cliente, basandoci sugli standard di fissaggio tipici di una determinata regione ( di solito 82 gradi per gli standard statunitensi o 90 gradi per gli standard metrici ).
2. C'è differenza di prezzo tra la lavorazione di svasature a 82° e a 90°?
Presso LS Manufacturing, a condizione che le specifiche siano ben definite, il costo di lavorazione per queste due angolazioni è praticamente identico. Per ottenere un preventivo preciso in base al volume e al materiale richiesto, non esitate a richiedere un preventivo immediato per la lavorazione CNC online.
3. LS Manufacturing è in grado di realizzare svasature con finitura ultra-speculare (Ra 0,4 μm) su componenti in acciaio inossidabile?
Presso LS Manufacturing, a condizione che le specifiche siano ben definite, il costo di lavorazione per questi due angoli è praticamente identico; i livelli di prezzo si basano sul numero di fori e sulla lavorabilità del materiale.
4. Perché LS Manufacturing consiglia di aggiungere una seconda fase di sbavatura dopo la svasatura?
Come potete vedere, anche una piccola bava può impedire alla testa della vite di aderire perfettamente alla superficie metallica. Utilizziamo un processo di spazzolatura robotizzata che garantisce la completa scomparsa della bava, anche con un ingrandimento di 50x.
5. Offrite il servizio di svasatura personalizzata per componenti di precisione in piccole serie?
Sì. Disponiamo di un'officina di prototipazione attrezzata per eseguire lavorazioni meccaniche con lo stesso livello di precisione della nostra produzione di massa per piccoli lotti da 1 a 100 pezzi .
6. Quali soluzioni offre LS Manufacturing per la svasatura di lamiere ultrasottili (<1,0 mm)?
Decidiamo se utilizzare un'operazione combinata di foratura e svasatura o un dispositivo di supporto posteriore per prevenire la deformazione dei pezzi in lamiera ultrasottile durante l'operazione di svasatura.
7. In che modo LS Manufacturing previene i segni di vibrazione degli utensili durante la svasatura?
Vengono impiegati portautensili ad alta rigidità con fissaggio a caldo e tecnologia di taglio a velocità variabile (VLC) per prevenire efficacemente le vibrazioni di chatter, in particolare nei pezzi a parete sottile e nei fori profondi, garantendo così una finitura superficiale conica liscia e impeccabile.
8. Posso richiedere a LS Manufacturing i dati di ispezione al 100% per le svasature?
Certamente. Possiamo fornire rapporti di ispezione dettagliati (rapporti FAI) per i componenti in base alle vostre esigenze.
Riepilogo
La scelta di una svasatura imperiale a 82° rispetto a una metrica a 90° è espressione di una dedizione alla precisione nell'assemblaggio. Forte della sua esperienza nella lavorazione CNC personalizzata , LS Manufacturing non solo soddisfa le specifiche di progetto con precisione assoluta, ma elimina anche i rischi di assemblaggio per i vostri progetti globali grazie ai suoi servizi di ottimizzazione DFM (Design for Manufacturing). Ogni dettaglio preciso dell'angolo di svasatura è un fattore critico per prestazioni impeccabili, anche in condizioni estreme.
Non permettete che una differenza di soli 8 gradi diventi un potenziale punto di rottura per i vostri assemblaggi di precisione. Garantite subito l'integrità del vostro progetto caricando i vostri disegni STEP o PDF con LS Manufacturing. Il nostro team di ingegneri esperti vi fornirà un preventivo dettagliato per la lavorazione CNC , comprensivo di un'analisi completa di fattibilità dell'assemblaggio della svasatura, entro sole 4 ore .
Garantisci un assemblaggio a filo impeccabile ed elimina l'affaticamento da vibrazioni grazie alla lavorazione CNC di svasatura eseguita da esperti di LS Manufacturing.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Sito web: https://lsrpf.com/
Disclaimer
Il contenuto di questa pagina è fornito a solo scopo informativo. Servizi di LS Manufacturing. Non vengono fornite dichiarazioni o garanzie, esplicite o implicite, in merito all'accuratezza, alla completezza o alla validità delle informazioni. Non si deve dedurre che un fornitore o produttore terzo fornirà parametri di prestazione, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipologia dei materiali o manodopera attraverso la rete di LS Manufacturing. È responsabilità dell'acquirente. Richiedi un preventivo per i componenti. Identifica i requisiti specifici per queste sezioni. Contattaci per ulteriori informazioni .
Team di produzione LS
LS Manufacturing è un'azienda leader del settore , specializzata in soluzioni di produzione personalizzate. Vantiamo oltre 20 anni di esperienza e più di 5.000 clienti, e ci concentriamo su lavorazioni CNC di alta precisione, lavorazione della lamiera , stampa 3D , stampaggio a iniezione , stampaggio di metalli e altri servizi di produzione integrati.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi all'avanguardia, certificati ISO 9001:2015. Forniamo soluzioni di produzione rapide, efficienti e di alta qualità a clienti in oltre 150 paesi in tutto il mondo. Che si tratti di piccole produzioni o di personalizzazioni su larga scala, siamo in grado di soddisfare le vostre esigenze con consegne rapidissime entro 24 ore. Scegliete LS Manufacturing. Significa scegliere efficienza, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.lsrpf.com .


