Услуги по изготовлению деталей на станках с ЧПУ специально разработаны для решения критической проблемы точности проектирования в глобальных проектах, а именно, проблем, возникающих в процессе сборки из-за несоответствия имперских стандартов для зенковки под углом 82° и метрических стандартов для зенковки под углом 90° . Эта разница в 8°, возникающая из-за отсутствия четких чертежей или недостаточной информации от поставщика, приводит к выступу головки винта или неудовлетворительному контакту. Это имеет критические последствия в аэрокосмической отрасли или производстве медицинских изделий, где это явление в крепежных элементах напрямую приводит к отказу критически важных частей изделия, а именно крепежных элементов, на критически важных этапах испытаний, а именно, вибрационных испытаний.
Это критический недостаток, поскольку полностью отсутствует понимание концепций «распределения контактных напряжений» и «компенсации глубины зенковки». Использование фрезы с углом 90° при заданном угле 82° приводит к катастрофической потере усталостной прочности, превышающей 40% , поскольку достигается только точечный контакт вместо опорной поверхности. Это преодолевается с помощью процесса «геометрического моделирования напряжений» и запатентованных «моделей глубины», обеспечивающих 100% идеальную посадку. Это первый шаг к надежности, которая является критически важным показателем компетентности поставщика.
Зенковки под углом 82° (имперская система) против 90° (метрическая система): руководство по обработке.
| Ключевое отличие | Применение и производственные аспекты |
| Основное назначение и стандарт | 82° — стандартный угол в имперской/американской системах мер, часто используемый для винтов с плоской головкой. 90° — стандартный угол в метрической системе, обеспечивающий более широкую и неглубокую заточку. |
| Подголовник и крепление | Угол 82° является более острым, что позволяет обеспечить большее осевое усилие зажима при заданном крутящем моменте по сравнению с седлом под углом 90° . |
| Доступность инструментов и программирование | Точное использование правильного стандартного угла имеет решающее значение. Несоблюдение этого требования означает, что крепежный элемент не будет правильно зафиксирован. |
| Наш протокол обработки | У нас есть оснастка как для стандартных станков с ЧПУ, так и для стандартных станков . Мы проверяем, соответствует ли указанный угол чертежу крепежного элемента или стандарту для обеспечения идеальной совместимости . |
| Результат: правильная посадка крепежа. | Обеспечивает правильную посадку , благодаря чему головка крепежного элемента находится на одном уровне с поверхностью детали или ниже нее, как и предполагалось, для безопасности, внешнего вида и функциональности. |
| Результат: Оптимальная целостность сустава. | Обеспечивает надлежащую предварительную нагрузку и усилие зажима для целостности соединения, предотвращая его разрушение из-за ослабления под воздействием вибрации или нагрузки. |
Мы уделяем первостепенное внимание точности обработки, обеспечивая правильный угол зенковки на станке с ЧПУ для ваших крепежных элементов, независимо от их дюймовой или метрической системы. Это делается с высокой точностью, чтобы вы могли быть уверены в идеальной посадке крепежных элементов, максимальной силе зажима и надежности соединений, исключая любые проблемы при сборке или использовании ваших прецизионных деталей. Такое внимание к деталям гарантирует выполнение всех требований к функциональности и стандартам ваших деталей.
Почему этому руководству можно доверять? Практический опыт экспертов LS Manufacturing.
Существует множество статей о зенковках, но это руководство отличается тем, что написано на основе опыта, накопленного за 15 лет работы на станках с ЧПУ . Мы стали свидетелями проблемы сочетания имперских стандартов (82 градуса) и метрических стандартов (90 градусов), что приводит к проблемам сборки и вибрационным отказам критически важных деталей для аэрокосмической или медицинской промышленности.
Мы обнаружили, что разница в 8° имеет существенное значение, поскольку она влияет на распределение и компенсацию напряжений. В ходе испытаний мы точно настроили выбор инструментов и параметры ЧПУ, чтобы избежать точечного контакта, который может привести к снижению усталостной прочности на 40% . Наши методы также соответствуют рекомендациям Управления по охране труда и технике безопасности (OSHA) , а также тенденциям, заданным Gardner Business Media , что означает, что наши методы обработки таких материалов, как титан или нержавеющая сталь 316, не только безопасны, но и одобрены отраслью.
Каждый из наших советов основан на нашем опыте, включающем как успехи, так и неудачи, которые дорого нам обошлись на начальном этапе. Однако мы хотим, чтобы вы тоже могли воспользоваться нашими знаниями и создавать идеальные зенковки без метода проб и ошибок. Поверьте, именно эти знания мы используем для обеспечения надежности наших прецизионных деталей, и мы с удовольствием поможем вам добиться успеха.

Рисунок 1: Обработка прецизионной зенковки под углом 90 градусов в алюминии для крепежных элементов и компонентов прецизионной сборки в аэрокосмической отрасли.
Почему понимание разницы между метрической и дюймовой системой зенковки имеет важное значение для прецизионной обработки?
В глобализированном мире услуг по прецизионной обработке на станках с ЧПУ принципиальное различие между стандартной метрической и дюймовой геометрией зенковки ( стандартный угол: 90° против 82°/100° ) является основополагающим фактором, который часто неправильно интерпретируется на этапе проектирования. Это часто приводит к компромиссу в целостности соединения. В данном анализе будет рассчитано влияние разницы углов и систематической проверки, проводимой в процессе обработки на станках с ЧПУ, для гарантии успешности сборки.
| Аспект | Имперский штандарт | Метрический стандарт | Последствия и данные |
| Основной включенный угол | 82° ( специализированная аэрокосмическая отрасль - 100° ) | 90° | Несоответствие может привести к потере примерно 60% желаемой площади опорной поверхности, создавая тем самым критическую точку концентрации напряжений . |
| Функциональный результат | Несоответствующая посадочная поверхность крепежа | Правильная геометрическая посадка | Несоответствие размеров может привести к тому, что головка винта будет выступать или образовывать зазор, что, в свою очередь, вызовет преждевременное ослабление винта из-за вибрационных нагрузок . |
| Проактивные меры по смягчению последствий | Проверка соответствия стандартам AS/SAE для 82° | Валидация по стандартам DIN/ISO для угла 90° | Применение « логики двойной проверки » при верификации программ ЧПУ — в частности, путем перекрестной проверки технических характеристик — позволяет нам исключить проблему доработки партий при высокоточной обработке на станках с ЧПУ по индивидуальным заказам . |
Угол зенковки имеет решающее значение для долговечности изделия. Критическая проблема, связанная с потенциальными ошибками чертежей, решается путем устранения противоречий в технических характеристиках , что обеспечивается протоколом контроля качества обработки, и, таким образом, становится критически важным преимуществом, гарантируя соответствие точным функциональным требованиям посредством процесса геометрической проверки.

Как услуги по изготовлению деталей на станках с ЧПУ могут обеспечить идеальное прилегание заподлицо при зенковке под углом 82 градуса?
Для достижения идеально ровной поверхности при зенковке под углом 82 градуса необходимо выполнить математический расчет соотношения между головкой крепежного элемента и коническим посадочным местом. Однако загвоздка здесь в том, что конструкция также должна учитывать естественное отклонение, возникающее при перемещении инструмента и работе станка, чтобы головки винтов в готовом изделии не были ни слишком высокими, ни слишком низкими. Запатентованное решение компании LS Manufacturing для этой ситуации включает компьютерное моделирование и обработку на станках с ЧПУ для получения прецизионных деталей :
Алгоритмическая компенсация перереза
Специально разработанное программное обеспечение в режиме реального времени вносит корректировки в процесс фрезерования на станке с ЧПУ, основываясь на нагрузке на шпиндель и твердости обрабатываемых материалов. Оно рассчитывает отклонение инструмента, обычно составляющее 5-15 микрон , и вносит соответствующие корректировки в процессе фрезерования, чтобы получить идеальный геометрический конус, а не тот, который задан программой.
Оптимизация траектории движения инструмента по нескольким осям
Это достигается с помощью высокоточной концевой фрезы с шаровым наконечником или фасонного инструмента на 5-осевом станке с ЧПУ . Такой подход обеспечивает гладкую поверхность с постоянным уровнем шероховатости в диапазоне Ra 0,8 мкм , что важно для равномерного распределения нагрузки и визуально привлекательного внешнего вида.
Соотношение глубины к диаметру, рассчитанное на основе данных
Наши услуги по обработке на станках с ЧПУ основаны на эмпирических данных, что является единственным фактором успеха в данном случае. Это достигается с помощью эксклюзивной базы данных, которая рассчитывает точную глубину для получения гладкой поверхности, учитывая диаметр головки винта, допуск и точную запрограммированную глубину, принимая во внимание радиус скругления углов режущего инструмента, а также топографию обрабатываемых деталей, в отличие от обычных таблиц, которые предоставляют диапазон глубин для данного типа крепежа .
Этот процесс превращает, казалось бы, элементарную операцию, например, зенковку, в операцию, критически важную для надежности. Мы решаем именно эту проблему изменения высоты сборки с помощью нашей замкнутой системы ЧПУ-обработки . Именно такой уровень технической сложности отличает нас от других и делает наш процесс конкурентным преимуществом при производстве дорогостоящих деталей, где требуется идеальная посадка заподлицо.

Рисунок 2: Изготовление прецизионной зенковки под углом 90 градусов в нержавеющей стали для сборки крепежных элементов в аэрокосмической отрасли.
Какова роль зенковки под углом 90 градусов в глобальных услугах по прецизионной обработке на станках с ЧПУ?
Зенковка под углом 90 градусов является основополагающим метрическим стандартом. Однако достижение высокой точности при обработке труднообрабатываемых материалов, таких как сталь 316L и титан, сопряжено с уникальными трудностями, связанными с износом инструмента, образованием заусенцев и контролем размеров. Наш процесс специально разработан для решения этих проблем и обеспечения надежности при сборке высокоточных узлов по всему миру:
Преодоление износа инструмента, обусловленного материалом
- Параметры, специфичные для материала: используется собственная база данных, включающая оптимизированные скорости и подачи для обеспечения свойств упрочнения сплавов при деформации.
- Усовершенствованный выбор инструментов: используются только лучшие инструменты из твердосплава, специально разработанные для контроля температуры и обеспечения прочности инструмента .
Устранение заусенцев с помощью контролируемых траекторий обработки
- Стратегия поэтапной подачи: используется чистовая обработка, включающая постоянную скорость подачи для чистого отделения деталей и удаления вторичных заусенцев .
- Оптимизированные траектории выхода: используются траектории движения инструмента, которые отводят его от кромки. Это ключевой элемент в обработке зенковок без заусенцев на станках с ЧПУ .
Гарантия стабильности партий продукции с помощью внутрипроизводственной метрологии.
- Контроль в процессе производства: используется контактный щуп для измерения основных диаметров , обеспечивающий соответствие допуска допустимому диапазону ±0,01 мм перед выгрузкой деталей.
- Управление с обратной связью: полученная информация используется для управления смещением инструмента. Это важно, поскольку мы не только обеспечиваем точность операции, но и гарантируем качество процесса, что является неотъемлемой частью обработки на станках с ЧПУ .
Наше решение проблемы низкого качества зенковок под углом 90 градусов основано на информации о процессе обработки, траекториях движения инструмента и метрологии, специфичной для конкретного материала. В этом суть наших услуг по прецизионной обработке на станках с ЧПУ . Это важно для обеспечения абсолютной стабильности, необходимой для высококачественных деталей приборов и конкурентоспособной мировой цепочки поставок.
Почему стоит выбрать профессиональную зенковочную обработку на станках с ЧПУ для высоковибрационных аэрокосмических компонентов?
Зенкообразование является критическим видом разрушения в условиях сильной вибрации деталей аэрокосмической отрасли, особенно при локализации микротрещин. Проблема, конечно, заключается в том, что зенкообразование необходимо выполнять без повреждения микроструктуры на краю отверстия. Именно здесь на помощь приходит обработка деталей на станках с ЧПУ для зенкообразования , или « холодная деформация для упрочнения ».
Фирменный процесс упрочнения при холодной обработке
Наш метод использует хорошо контролируемый способ резки , который деформирует материал по краю зенковки, в отличие от метода резки, который фактически разрезает материал и, следовательно, создает полезные остаточные напряжения, которые фактически «бронируют» отверстие, предотвращая рост трещин. Этот метод выполняется в соответствии с циклом обработки на станке с ЧПУ , и, таким образом, превращает этот недостаток в преимущество.
Оптимизированные параметры для обеспечения микроструктурной целостности
Тепловой поток является одним из наиболее важных параметров любой механической обработки. В данном случае была оптимизирована скорость вращения шпинделя, особенно на низких скоростях, а для мгновенного отвода тепла использовалась охлаждающая жидкость под сверхвысоким давлением 70 бар , что позволило избежать образования зоны термического воздействия (ЗТВ) , которая в противном случае привела бы к образованию зоны хрупкого разрушения по периметру отверстия.
Подтвержденный результат с помощью испытаний на усталость
Эффективность решения подтверждается эмпирическими данными; внутренние испытания на усталость материалов из алюминия и титана аэрокосмического класса показали, что высокоточная обработка на станках с ЧПУ гарантирует как минимум 25% увеличение срока службы крепежного соединения по сравнению с деталью, изготовленной традиционным способом.
Мы решаем ключевую проблему разрушения от вибрации с помощью обработки на станках с ЧПУ для прецизионных деталей , при которой кромка материала подвергается холодной обработке, что предотвращает термические повреждения, и это подтверждается результатами испытаний на усталость. Это техническое решение, выходящее за рамки геометрии детали и затрагивающее металлургию материала, устанавливает стандарт для высоконадежных компонентов аэрокосмической отрасли, где каждое соединение должно служить долго.

Рисунок 3: Обработка высокоточного алюминиевого блока с использованием охлаждающей жидкости для компонентов промышленной автоматизации или робототехники.
Как компания LS Manufacturing оптимизирует стоимость обработки деталей на станках с ЧПУ для получения прецизионных изделий?
Эффективный подход к управлению затратами на обработку на станках с ЧПУ для B2B-сектора в производстве может представлять собой стратегический подход, ориентированный на повышение эффективности без ущерба для качества. В случае обработки на станках с ЧПУ прецизионных деталей значительная часть общих затрат может приходиться на время, не добавляющее ценности, включая смену инструмента и время на настройку, среди прочего. В этом документе подчеркивается, как наши услуги по индивидуальной обработке на станках с ЧПУ могут помочь в снижении затрат за счет оптимизации, тем самым обеспечивая основу для закупок, ориентированных на ценность.
| Область внимания оптимизации | Ключевое действие | Количественно измеримое влияние на стоимость |
| Проектирование с учетом технологичности производства (DFM) | Скоординируйте элементы зенковки, чтобы свести к минимуму смены инструмента. | Сокращает время обработки деталей на 15-20% при работе с многокомпонентными деталями. |
| Стратегия процессов и инструментов | Стандартизируйте использование различных типов инструментов и применяйте ступенчатую подачу. | Увеличивает срок службы инструмента , снижая себестоимость детали за счет расхода инструмента. |
| Планирование производства | Воспользуйтесь преимуществами экономичного пакетного анализа в рамках процесса обработки на станках с ЧПУ . | Уравновешивает амортизированную стоимость наладок с себестоимостью запасов. |
| Факторы прозрачного ценообразования | Предлагайте клиентам прозрачную структуру затрат, чтобы они могли понимать факторы, влияющие на стоимость, связанные с требованиями к допускам, твердостью материала и объемом производства . | Позволяет клиентам создавать запросы на коммерческие предложения (RFQ), соответствующие проектным замыслам и находящиеся в рамках бюджетных ограничений. |
С помощью этой методологии мы решаем основную проблему клиентов, сталкивающихся с неконтролируемым управлением затратами на детали, предоставляя консультации по оптимизации конструкции , модели затрат и производственную стратегию. Это лежит в основе нашей обработки деталей на станках с ЧПУ . Эта методология эффективно контролирует затраты как переменную для клиентов, которым необходимо конкурентное преимущество в их сложных и высокотехнологичных задачах обработки на станках с ЧПУ , где стоимость и производительность являются критически важными факторами успеха.
Компания LS Manufacturing — Пример успешного проекта: Прецизионные панели из нержавеющей стали для авионики (зенковка под углом 82° и 90°)
Крупная международная компания в сфере авионики столкнулась с серьезными проблемами при сборке своих блоков управления, выпускаемых по всему миру, из-за несоответствия стандартов крепежных элементов как в дюймовой, так и в метрической системе. Эта «незначительная» проблема со спецификациями превратилась в серьезную техническую проблему для компании. Компания LS Manufacturing смогла решить эту проблему, используя строгий подход к индивидуальной обработке прецизионных панелей .
Задача клиента
Деталь представляла собой панель интерфейса авионики , изготовленную из нержавеющей стали 316L , для которой требовалась зенковка под углами 82° и 90° . Неправильная установка угла в цехе привела к неправильной посадке винта. Это вызвало 35% брака, так как винт обрывался у головки, что привело к остановке проверки изделия. Это потенциально может повлиять на выпуск критически важной платформы авионики .
LS Manufacturing Solution
В нашем решении для высокоточной обработки на станках с ЧПУ использовался трехмерный имитационный процесс сборки для определения допусков. Для каждого угла были разработаны специальные твердосплавные инструменты с покрытием, а также оптимизированы скорость вращения шпинделя и скорость подачи. Инновацией стало добавление встроенного лазерного сканера, позволяющего осуществлять 100% проверку угла и диаметра каждой детали перед ее снятием со станка.
Результаты и ценность
После завершения внедрения показатель точности сборки составил 100% , а винтовые соединения были протестированы при нагрузке, в 1,5 раза превышающей расчетную. Интегрированная система обработки на станках с ЧПУ и контроля качества также позволила сократить общее время выполнения заказа на 10 дней, как и было запланировано изначально. Своевременная и безошибочная поставка деталей компанией привела к тому, что клиент решил интегрировать все серии панелей с компанией LS Manufacturing, которая станет его долгосрочным партнером в сложных проектах по изготовлению деталей на станках с ЧПУ по индивидуальному заказу .
Данный пример из практики обработки деталей на заказ демонстрирует, что для решения сложных задач, соответствующих многостандартным требованиям , требуется не только базовая механическая обработка, но и моделирование, специальная оснастка и даже метрология. Он также показывает, что существует компания, а именно LS Manufacturing , которая может решить сложную проблему точности сборки, обеспечивая своевременное и безошибочное производство критически важных деталей авионики .
Обеспечьте 100% целостность сборки и ускоренную доставку деталей различного стандарта благодаря нашей высокоточной зенковочной обработке.

Какие контрольно-измерительные инструменты обеспечивают точность изготовления прецизионных изделий на станках с ЧПУ?
Доверие к высокоточной обработке на станках с ЧПУ основано на фактах, а не на убеждениях или мнениях. Задача, очевидно, состоит в том, чтобы неопровержимо подтвердить, что зенковка полностью соответствует всем геометрическим и поверхностным требованиям для оптимальной сборки. Для решения этой задачи мы предлагаем многоуровневую систему обнаружения , которая преобразует субъективные суждения в объективные, конкретные цифровые данные.
Сертификация размеров с помощью КИМ (координатно-измерительной машины)
- Инструмент и метод: координатно-измерительная машина Hexagon, оснащенная контактным датчиком для высокоточного 3D-сканирования зенковки .
- Результат и ценность: Подтверждает истинное положение, большой и малый диаметры, глубину и округлость относительно проектных параметров.
Проверка целостности поверхности с помощью оптической профилометрии.
- Инструмент и метод: Для проверки целостности поверхности мы используем бесконтактный инструмент 3D-анализа поверхности, использующий интерферометр белого света для сканирования поверхности обработанного конуса.
- Результат и ценность: Этот станок с ЧПУ измеряет шероховатость поверхности (Ra/Rz) и микроскопические дефекты на поверхности, тем самым подтверждая целостность процесса для оптимального распределения нагрузки.
Цифровая отслеживаемость и отчетность
- Процесс: Вся информация, полученная в ходе проверки, автоматически объединяется в цифровом виде.
- Результатом работы станет отчет о проверке качества , являющийся важнейшим компонентом наших услуг по высокоточной обработке на станках с ЧПУ .
Наш ответ на острую необходимость объективной проверки качества — это сочетание координатно-измерительной машины (КИМ), оптической профилометрии и цифровой прослеживаемости . Эта многоуровневая система проверки качества предоставит нашему клиенту сертифицированную и основанную на доказательствах гарантию точности, гарантируя, что каждый компонент, обработанный на станке с ЧПУ, соответствует требуемым высоким стандартам.
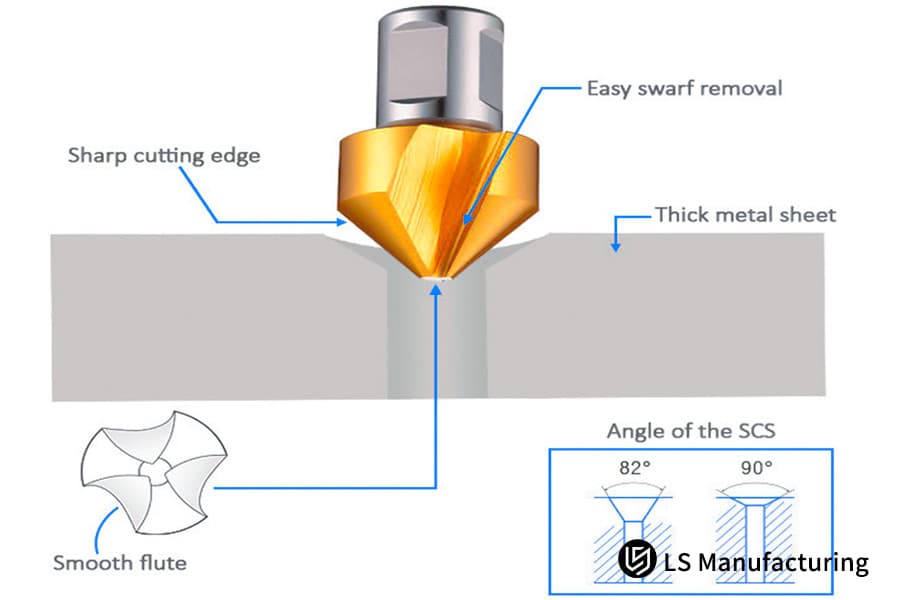
Рисунок 4: На этой схеме показан изготовленный на заказ зенковочный инструмент с острыми кромками для точной подготовки отверстий в толстых металлических листах.
Почему стоит выбрать LS Manufacturing в качестве надежного поставщика услуг высокоточной обработки на станках с ЧПУ?
В контексте глобальной производственной арены конкурентное преимущество можно определить как способность контролировать мельчайшие детали процесса для достижения макроскопической надежности. Техническая экспертиза, включая тонкое различие между метрическими и дюймовыми стандартами зенковки , может быть связана с надежностью вашей цепочки поставок:
От технических возможностей к уверенности в производстве
Мы решаем проблему неоднозначности спецификаций и непоследовательности качества путем кодификации наших глубоких технических знаний, например, траектории движения инструмента и компенсации глубины для отверстий размером 82° по сравнению с отверстиями размером 90° . Эти знания закодированы в собственных базах данных технологических процессов и программах обработки на станках с ЧПУ . Благодаря этим знаниям, производственные этапы выполняются без ошибок и надежно.
Прозрачность операций за счет интегрированных систем
Мы решаем проблему неясности в цепочке поставок с помощью полностью интегрированного решения. В этом решении доступ к текущему статусу вашего заказа на каждом этапе, от закупки сырья до активных процессов обработки на станках с ЧПУ, обработки поверхности и контроля качества , является прозрачным и безопасным.
Партнерство для предоставления комплексных решений
Наша ценность выходит за рамки простого воплощения чертежа в жизнь. Мы — организация, ориентированная на технологичность производства (DFM) , которая анализирует ваш проект на предмет потенциальных проблем в будущем, как, например, в случае со стандартами крепежных элементов, о которых говорилось ранее. Наши услуги по высокоточной обработке на станках с ЧПУ предлагают комплексное решение, а не просто обработанную форму, с использованием передовых технологий обработки, внутрипроизводственного контроля и полной прослеживаемости.
Компания LS Manufacturing обеспечивает надежность благодаря систематизации нашего технического опыта в прозрачной и контролируемой среде. Мы решаем сложные вопросы цепочки поставок и качества, обеспечивая гарантированную стабильность производственного процесса и полную прозрачность наших операций. Этот полный контроль над нашим бизнесом делает нас единственным логичным выбором для критически важных задач обработки на станках с ЧПУ, где отказ недопустим.
Часто задаваемые вопросы
1. Как компания LS Manufacturing обрабатывает допуски по углам, которые не указаны явно на чертежах?
В рамках нашего процесса проектирования с учетом технологичности производства (DFM) мы активно консультируемся с заказчиком, опираясь на стандарты крепежных изделий, типичные для данного региона ( обычно 82 градуса по американским стандартам или 90 градусов по метрическим стандартам ).
2. Есть ли разница в цене на обработку зенковок под углом 82° и 90°?
В компании LS Manufacturing, при условии четкого определения технических требований, стоимость обработки этих двух углов практически одинакова. Для получения точной цены, исходя из объема и необходимых материалов, вы можете запросить онлайн мгновенный расчет стоимости обработки на станке с ЧПУ .
3. Может ли компания LS Manufacturing изготавливать зенковки из нержавеющей стали с ультразеркальной поверхностью (Ra 0,4 мкм)?
В компании LS Manufacturing, при условии четкого определения технических характеристик, стоимость обработки этих двух углов практически одинакова; ценообразование зависит от количества отверстий и обрабатываемости материала.
4. Почему компания LS Manufacturing рекомендует добавлять дополнительный этап снятия заусенцев после зенковки?
Как видите, даже небольшой заусенец может привести к тому, что головка винта не будет плотно прилегать к поверхности металла. Мы используем роботизированный процесс зачистки, который гарантирует полное удаление заусенца даже при 50-кратном увеличении.
5. Поддерживаете ли вы изготовление деталей с зенковкой на заказ для мелкосерийного производства прецизионных деталей?
Да. У нас есть цех прототипирования, оборудованный для выполнения механической обработки с той же точностью, что и наши возможности серийного производства для небольших партий от 1 до 100 штук .
6. Какие решения предлагает компания LS Manufacturing для зенковки сверхтонкого листового металла (<1,0 мм)?
Мы определяем, следует ли использовать комбинированную операцию сверления/зенкования или же использовать зажимное приспособление с задней опорой, чтобы предотвратить деформацию сверхтонких деталей из листового металла во время зенкования.
7. Каким образом компания LS Manufacturing предотвращает появление следов вибрации инструмента при зенковке?
Для эффективного предотвращения вибраций, особенно в тонкостенных деталях и глубоких отверстиях, используются высокопрочные зажимные держатели инструмента с технологией регулируемой скорости резки (VLC), что обеспечивает гладкую, безупречную коническую поверхность.
8. Могу ли я запросить у компании LS Manufacturing данные 100% контроля качества зенковок?
Безусловно. Мы можем предоставить подробные отчеты о проверке деталей (отчеты FAI) в соответствии с вашими требованиями.
Краткое содержание
Выбор зенковки под углом 82° (в дюймовых единицах) вместо 90° (в метрических) — это проявление стремления к точности при сборке. Опираясь на наш опыт в области обработки на станках с ЧПУ , компания LS Manufacturing не только точно соответствует чертежам, но и устраняет риски сборки для ваших глобальных проектов благодаря нашим услугам по оптимизации DFM (проектирование для производства). Каждая точная деталь угла зенковки является критически важным фактором для безупречной работы, даже в экстремальных условиях.
Не допускайте, чтобы разница всего в 8 градусов стала потенциальной причиной поломки ваших прецизионных узлов. Обеспечьте целостность вашего проекта уже сейчас, загрузив чертежи в формате STEP или PDF в компанию LS Manufacturing. Наши опытные инженеры предоставят подробную смету на обработку на станках с ЧПУ , которая будет включать в себя комплексный «анализ целесообразности сборки зенковки», в течение 4 часов .
Обеспечьте безупречную сборку заподлицо и исключите усталость от вибрации благодаря экспертной обработке на станках с ЧПУ с зенковкой от LS Manufacturing.
📞Тел.: +86 185 6675 9667
📧Электронная почта: info@lsrpf.com
🌐Веб-сайт: https://lsrpf.com/
Отказ от ответственности
Информация на этой странице носит исключительно информационный характер. Компания LS Manufacturing не предоставляет никаких гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности представленной информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материалов или качество изготовления через сеть LS Manufacturing. Это ответственность покупателя. Запросите ценовое предложение на детали. Укажите конкретные требования к этим разделам. Для получения дополнительной информации свяжитесь с нами .
Команда LS Manufacturing
Компания LS Manufacturing — лидер отрасли . Мы специализируемся на индивидуальных производственных решениях. Более 20 лет опыта работы и более 5000 клиентов позволяют нам предлагать высокоточную обработку на станках с ЧПУ, производство изделий из листового металла , 3D-печать , литье под давлением , штамповку металла и другие комплексные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуальная разработка, мы можем удовлетворить ваши потребности с максимально быстрой доставкой в течение 24 часов. Выбирайте LS Manufacturing. Это означает эффективность, качество и профессионализм.
Для получения более подробной информации посетите наш веб-сайт: www.lsrpf.com .


