Los servicios de mecanizado CNC a medida resuelven una deficiencia crítica en la ingeniería de precisión de proyectos globales: las interferencias que se producen en el proceso de ensamblaje debido a la ambigüedad entre las normas imperiales para avellanados de 82° y las métricas para avellanados de 90° . Esta diferencia de 8°, derivada de la falta de planos claros o del desconocimiento del proveedor, provoca la protrusión de la cabeza del tornillo o un contacto deficiente. Esto tiene consecuencias críticas en la industria aeroespacial y en dispositivos médicos, donde este fenómeno en los elementos de fijación puede causar directamente fallos en componentes críticos del producto, como los propios elementos de fijación, durante las fases críticas de las pruebas, como la prueba de vibración.
Esta es una deficiencia crítica, ya que existe una completa falta de comprensión de los conceptos de "distribución de la tensión de contacto" y "compensación de la profundidad del avellanado". Una fresa de 90° para una especificación de 82° resulta en una pérdida devastadora de resistencia a la fatiga, superior al 40% , dado que solo se logra un contacto puntual en lugar de una superficie de apoyo. Esto se soluciona mediante un proceso de "simulación de tensión geométrica" y "modelos de profundidad" propios para un ajuste perfecto al 100%. Este es el primer paso hacia la fiabilidad, una prueba crucial de la experiencia del proveedor.
Avellanados imperiales de 82° frente a avellanados métricos de 90°: una guía de mecanizado
| Diferencia clave | Implicaciones para la aplicación y la fabricación |
| Uso principal y estándar | 82° es el estándar en los sistemas imperiales/estadounidenses, y se usa a menudo con tornillos de cabeza plana. 90° es el estándar en los sistemas métricos, lo que da como resultado un sujetador más ancho y menos profundo. |
| Asentamiento y sujeción de la cabeza | 82° es un ángulo más agudo, lo que permite una mayor fuerza de sujeción axial para un par determinado en comparación con un asiento de 90° . |
| Disponibilidad y programación de herramientas | Es fundamental utilizar con precisión el ángulo estándar correcto. De lo contrario, el sujetador no se asentará correctamente. |
| Nuestro protocolo de mecanizado | Disponemos de herramientas para ambos estándares de mecanizado CNC . Verificamos que el ángulo especificado sea el correcto para el plano o estándar del sujetador, garantizando así una compatibilidad perfecta . |
| Resultado: Ajuste correcto del sujetador | Garantiza un ajuste adecuado , de modo que la cabeza del sujetador quede al ras o por debajo de la superficie de la pieza, según lo previsto, por motivos de seguridad, apariencia y funcionalidad. |
| Resultado: Integridad articular óptima | Garantiza la precarga y la fuerza de sujeción adecuadas para la integridad de la unión, evitando que esta falle por aflojamiento debido a vibraciones o cargas. |
Nos encargamos del detalle crucial del mecanizado CNC del ángulo de avellanado preciso para sus fijaciones, ya sean imperiales o métricas. Esto se realiza con precisión para garantizar un asentamiento perfecto de las fijaciones, una fuerza de sujeción máxima y la fiabilidad de las uniones, evitando así cualquier problema durante el montaje o el uso de sus piezas de precisión. Esta atención al detalle garantiza que sus piezas cumplan con todos los requisitos funcionales y las normas vigentes.
¿Por qué confiar en esta guía? Experiencia práctica de expertos de LS Manufacturing.
Existen numerosos artículos sobre avellanados, pero lo que distingue a esta guía es que se basa en la experiencia, tras 15 años de mecanizado CNC a medida . Hemos constatado el problema que supone combinar los estándares imperiales de 82 grados con los métricos de 90 grados, lo que provoca problemas de montaje y fallos por vibración en piezas críticas para aplicaciones aeroespaciales o médicas.
Hemos descubierto que la diferencia de 8° no es insignificante, ya que afecta la distribución y compensación de la tensión. Mediante ensayos, hemos optimizado la selección de herramientas y la configuración de la máquina CNC para evitar el contacto puntual, que podría provocar una pérdida de resistencia a la fatiga del 40 % . Nuestros métodos también cumplen con las directrices de la Administración de Seguridad y Salud Ocupacional (OSHA) y con la tendencia marcada por Gardner Business Media , lo que significa que nuestras técnicas para materiales como el titanio o el acero inoxidable 316 no solo son seguras, sino que también cuentan con el respaldo de la industria.
Cada uno de nuestros consejos surge de nuestros éxitos y fracasos, que resultaron costosos en nuestros inicios. Sin embargo, queremos que usted también se beneficie de nuestra experiencia para que pueda lograr un avellanado perfecto sin tener que recurrir al método de prueba y error. Tenga la seguridad de que utilizamos los mismos conocimientos para garantizar la fiabilidad de nuestras piezas de precisión, y estamos deseosos de ayudarle a obtener los mejores resultados.

Figura 1: Mecanizado de un avellanado preciso de 90 grados en aluminio para elementos de fijación aeroespaciales y componentes de ensamblaje de precisión.
¿Por qué es esencial comprender las diferencias entre el sistema métrico y el imperial para el mecanizado de precisión?
En el mundo globalizado de los servicios de mecanizado CNC de precisión , la diferencia fundamental entre las geometrías de avellanado métricas e imperiales estándar ( ángulo estándar: 90° frente a 82°/100° ) es una consideración básica que a menudo se malinterpreta durante la fase de diseño. Esto suele comprometer la integridad del ensamblaje. Este análisis calculará el impacto de la diferencia angular y el proceso de verificación sistemática que se lleva a cabo durante los servicios de mecanizado CNC para garantizar el éxito del ensamblaje.
| Aspecto | Estándar imperial | Estándar métrico | Consecuencia y datos |
| Ángulo principal incluido | 82° ( aeroespacial especializado - 100° ) | 90° | Un desajuste puede provocar la pérdida de aproximadamente el 60% del área deseada de la superficie de apoyo, creando así un punto crítico de concentración de tensiones . |
| Resultado funcional | Asiento de sujetador no conforme | Ajuste geométrico correcto | Una incompatibilidad puede provocar que la cabeza del tornillo sobresalga o cree un hueco, lo que a su vez puede causar que el tornillo se afloje prematuramente debido a las fuerzas de vibración . |
| Mitigación proactiva | Validación según las normas AS/SAE para 82° | Validación según normas DIN/ISO para 90° | Mediante la aplicación de una " lógica de doble verificación " durante la verificación del programa CNC, específicamente a través de la verificación cruzada de las especificaciones técnicas, eliminamos el problema del retrabajo por lotes en el mecanizado CNC de precisión personalizado . |
El ángulo del avellanado es fundamental para la durabilidad del producto. El problema crítico del cliente, el error latente en el dibujo, se aborda mediante la resolución de conflictos de especificación , lo cual se garantiza a través del protocolo de calidad de mecanizado. Esto se convierte en una ventaja crucial al asegurar que se satisfagan las necesidades funcionales precisas mediante el proceso de verificación geométrica.

¿Cómo pueden los servicios de mecanizado CNC personalizados garantizar un ajuste perfecto para un avellanado de 82 grados?
Para lograr un acabado perfectamente al ras con un avellanado de 82 grados , es necesario realizar un cálculo matemático para determinar la relación entre la cabeza del tornillo y el asiento cónico. Sin embargo, el problema radica en que el diseño también debe tener en cuenta la deflexión natural que se produce con el movimiento de las herramientas y el funcionamiento de la máquina, de modo que las cabezas de los tornillos no queden ni demasiado altas ni demasiado bajas en el producto final. La solución patentada de LS Manufacturing para esta situación incluye modelado por computadora y mecanizado CNC para piezas de precisión .
Compensación de sobrecorte algorítmica
El software propietario realiza ajustes en tiempo real para el proceso de fresado CNC en función de la carga sobre el husillo y la dureza de los materiales que se están mecanizando, calculando la deflexión que se produce en cualquier herramienta, generalmente de 5 a 15 micras , y realizando ajustes en consecuencia durante el proceso de fresado para lograr un cono geométrico perfecto, en lugar de seguir el movimiento que dicta el programa informático.
Optimización de trayectorias de herramientas multieje
Esto se realiza con una fresa de punta esférica de alta precisión o una herramienta de conformado, en una máquina CNC de 5 ejes . Este método garantiza un acabado liso, con un nivel constante de rugosidad en la superficie, dentro del rango de Ra 0,8 μm , lo cual es importante para una distribución uniforme de la carga y un acabado visualmente atractivo.
Relaciones profundidad-diámetro basadas en datos
Nuestros servicios de mecanizado CNC a medida se basan en datos empíricos, que son el único factor de éxito en este caso. Esto se logra mediante una base de datos exclusiva que calcula la profundidad exacta para un acabado al ras, considerando el diámetro de la cabeza del tornillo, la tolerancia y la profundidad programada exacta, teniendo en cuenta el radio de la esquina de la herramienta de corte, así como la topografía de las piezas mecanizadas, a diferencia de las tablas convencionales que proporcionan un rango de profundidades para un tipo de fijación determinado .
Este proceso convierte una operación que debería ser elemental, como el avellanado, en una operación crítica para la fiabilidad. Abordamos este problema de la altura variable del ensamblaje con nuestro mecanizado CNC de circuito cerrado . Este grado de sofisticación técnica es lo que nos distingue y convierte nuestro proceso en una ventaja competitiva en piezas de alto valor donde se requiere un ajuste perfecto.

Figura 2: Mecanizado de un avellanado preciso de 90 grados en acero inoxidable para el ensamblaje de sujetadores aeroespaciales.
¿Qué papel desempeña el avellanador de 90 grados en los servicios globales de mecanizado CNC de precisión?
El avellanado a 90 grados es un estándar métrico fundamental. Sin embargo, lograr una operación precisa en materiales difíciles de mecanizar, como el acero inoxidable 316L y el titanio, presenta desafíos únicos en cuanto al desgaste de la herramienta, la formación de rebabas y el control dimensional. Nuestro proceso aborda específicamente estos desafíos para garantizar la fiabilidad en ensamblajes de precisión globales.
Superar el desgaste de las herramientas basado en materiales
- Parámetros específicos del material: Se utiliza una base de datos propia que incluye velocidades y avances optimizados para las propiedades de endurecimiento por deformación de las aleaciones.
- Selección avanzada de herramientas: Solo se utilizan las mejores herramientas fabricadas en carburo, diseñadas específicamente para el control de la temperatura y la resistencia de la herramienta .
Eliminación de rebabas mediante trayectorias de herramienta controladas
- Estrategia de alimentación por etapas: Se utiliza una pasada de acabado, que incluye una velocidad de alimentación constante para el corte limpio de las piezas y la eliminación de rebabas secundarias .
- Trayectorias de salida optimizadas: Se utilizan trayectorias de herramienta que alejan la herramienta del borde. Este es un elemento clave en el mecanizado CNC de avellanados sin rebabas.
Garantizar la consistencia de los lotes mediante metrología en proceso.
- Sondeo durante el ciclo: Se utiliza una sonda de contacto para medir los diámetros mayores , asegurando que la tolerancia se encuentre dentro del rango permitido de ±0,01 mm antes de descargar las piezas.
- Control de bucle cerrado: La información obtenida se utiliza para controlar el desplazamiento de la herramienta. Esto es importante porque no solo logramos precisión en nuestra operación, sino que también garantizamos la calidad, un aspecto fundamental del proceso de mecanizado CNC .
Nuestra solución para abordar el problema de la baja calidad en avellanados de 90 grados se basa en información de mecanizado específica del material, trayectorias de herramienta y metrología. Esta es la esencia de nuestros servicios de mecanizado CNC de precisión . Esto es fundamental para la consistencia absoluta requerida en piezas de instrumentos de alto valor y en una cadena de suministro global competitiva.
¿Por qué elegir el mecanizado CNC de avellanado profesional para componentes aeroespaciales de alta vibración?
El avellanado es un modo de fallo crítico en entornos de alta vibración para piezas aeroespaciales, especialmente en la ubicación de microfisuras. El problema radica, por supuesto, en que el avellanado debe realizarse sin dañar la microestructura en el borde del orificio. Aquí es donde el mecanizado CNC de avellanado , o " fortalecimiento por trabajo en frío ", destaca.
Proceso patentado de fortalecimiento por trabajo en frío
Nuestro método utiliza un corte controlado que deforma el material en el borde del avellanado, a diferencia del método de corte convencional, que corta el material y, por lo tanto, crea tensiones residuales beneficiosas que protegen el orificio contra la propagación de grietas. Este método se lleva a cabo de acuerdo con el ciclo de mecanizado CNC , convirtiendo así esta debilidad en una ventaja.
Parámetros optimizados para la integridad microestructural
El aporte térmico es uno de los parámetros más críticos en cualquier operación de mecanizado. En este caso, se ha optimizado la velocidad del husillo, especialmente a bajas velocidades, y se ha utilizado refrigerante a ultra alta presión ( 70 bar) para disipar el calor instantáneamente, evitando así la formación de la zona afectada térmicamente (ZAT) , que de otro modo provocaría la creación de una zona de fractura frágil a lo largo del perímetro del orificio.
Resultado validado mediante pruebas de fatiga.
La eficacia de la solución está respaldada por evidencia empírica; las pruebas internas de fatiga en materiales de aluminio y titanio de grado aeroespacial han demostrado que el mecanizado CNC de precisión personalizado garantiza un aumento mínimo del 25 % en la vida útil de una unión de fijación en comparación con una pieza producida convencionalmente.
Abordamos el problema clave de las fallas por vibración mediante el mecanizado CNC de piezas de precisión , que trabaja en frío el borde del material, evitando daños térmicos y respaldado por pruebas de fatiga. Esta solución técnica, que va más allá de la geometría de la pieza y abarca la metalurgia del material, establece el estándar para componentes aeroespaciales de alta fiabilidad, donde cada unión debe ser duradera.

Figura 3: Mecanizado de un bloque de aluminio de alta tolerancia con refrigerante para componentes de automatización industrial o robótica.
¿Cómo optimiza LS Manufacturing el coste del mecanizado CNC para piezas de precisión?
Una gestión eficiente de los costes del mecanizado CNC para empresas B2B en el sector manufacturero puede ser una estrategia centrada en mejorar la eficiencia sin comprometer la calidad. En el caso del mecanizado CNC de piezas de precisión , un porcentaje significativo del coste total se debe a tiempos que no aportan valor, como los cambios de herramienta y los tiempos de preparación, entre otros. Este documento busca destacar cómo nuestros servicios de mecanizado CNC personalizados pueden contribuir a la reducción de costes mediante la optimización, proporcionando así un marco para la compra basada en el valor.
| Área de enfoque de optimización | Acción clave | Impacto cuantificable en el costo |
| Diseño para la fabricación (DFM) | Coordinar las características del avellanado para minimizar los cambios de herramienta. | Reduce el tiempo de procesamiento de piezas entre un 15 % y un 20 % para operaciones con piezas de múltiples características. |
| Estrategia de procesos y herramientas | Estandarice las familias de herramientas y utilice velocidades de avance escalonadas. | Aumenta la vida útil de la herramienta , reduciendo el coste por pieza debido al consumo de la misma. |
| Planificación de la producción | Aproveche las ventajas del análisis económico por lotes como parte del proceso de mecanizado CNC . | Equilibra el costo amortizado de las configuraciones con el costo del inventario. |
| Factores que influyen en la transparencia de los precios | Ofrecer estructuras de costes transparentes para que los clientes comprendan los factores que influyen en los costes relacionados con los requisitos de tolerancia, la dureza del material y el volumen . | Permite a los clientes crear solicitudes de cotización que se ajusten a la intención del diseño dentro de las limitaciones presupuestarias. |
Con esta metodología, resolvemos el principal problema de nuestros clientes, que se enfrentan a dificultades en la gestión de costes de las piezas, mediante asesoramiento en optimización del diseño , modelos de costes y estrategia de producción. Esta es la base de nuestro mecanizado CNC para piezas de precisión . Esta metodología permite controlar eficazmente el coste como variable para clientes que necesitan una ventaja competitiva en sus complejos y sofisticados procesos de mecanizado CNC , donde tanto el coste como el rendimiento son factores críticos para el éxito.
LS Manufacturing — Caso práctico personalizado: Paneles de precisión de acero inoxidable para aviónica (avellanados mixtos de 82° y 90°)
Una importante multinacional del sector de la aviónica estaba experimentando graves problemas de ensamblaje en su unidad de control global debido a la inconsistencia en los estándares de los sujetadores, tanto en medidas imperiales como métricas. Este problema de especificación, inicialmente menor, se había convertido en un grave problema técnico para la empresa. LS Manufacturing logró resolverlo mediante un enfoque riguroso de procesamiento personalizado para el panel de precisión .
Desafío del cliente
La pieza era un panel de interfaz de aviónica fabricado en acero inoxidable 316L , que requería un avellanado de 82° y 90° . La confusión en el ángulo por parte de un taller genérico provocó un asentamiento incorrecto del tornillo. Esto resultó en una tasa de desperdicio del 35% , donde el tornillo se rompió en la cabeza, lo que detuvo la validación del producto. Esto podría afectar el lanzamiento de una plataforma de aviónica crítica.
Solución de fabricación LS
Nuestra solución de mecanizado CNC de precisión utilizó un proceso de ensamblaje simulado en 3D para definir las tolerancias. Se diseñaron herramientas de carburo recubiertas específicas para cada ángulo, junto con la optimización de la velocidad del husillo y la velocidad de avance. La innovación radicó en la incorporación de un escáner láser integrado en la máquina, que permite la inspección completa del ángulo y el diámetro mayor de cada elemento antes de que la pieza sea retirada de la máquina.
Resultados y valor
Una vez finalizada la implementación, el ajuste del ensamblaje alcanzó el 100% , y las uniones atornilladas se probaron con una carga de diseño equivalente a 1,5 veces la carga de diseño. El sistema integrado de mecanizado e inspección CNC también redujo el plazo de entrega total en 10 días, según lo previsto inicialmente. La entrega puntual y sin errores de las piezas por parte de la empresa llevó al cliente a decidir integrar toda la serie de paneles con LS Manufacturing, que se convertiría en su socio a largo plazo para proyectos complejos de mecanizado CNC a medida .
Este caso práctico de procesamiento personalizado demuestra que, para resolver especificaciones complejas y multiestándar , no basta con el mecanizado básico, sino que también son necesarias la simulación, herramientas específicas e incluso la metrología. Asimismo, demuestra que existe una empresa, LS Manufacturing , capaz de solucionar el complejo problema del ajuste de ensamblaje mediante la producción puntual y sin errores de componentes críticos de aviónica .
Consiga una integridad de ensamblaje del 100 % y una entrega acelerada para piezas de estándares mixtos gracias a nuestro mecanizado de avellanado de precisión.

¿Qué herramientas de inspección garantizan la exactitud de los productos mecanizados CNC de precisión a medida?
La confianza en el mecanizado CNC de precisión a medida se basa en hechos, no en creencias u opiniones. El desafío, obviamente, reside en cómo validar de forma irrefutable que el avellanado cumple plenamente con todos los requisitos geométricos y superficiales para un ensamblaje óptimo. Para abordar este desafío, nuestra solución de mecanizado CNC propuesta consiste en un sistema de detección multicapa que transforma juicios subjetivos en datos digitales objetivos y concretos.
Certificación dimensional mediante CMM
- Herramienta y método: Máquina de medición por coordenadas Hexagon equipada con una sonda de activación táctil para el escaneo 3D de alta densidad del avellanado .
- Resultado y valor: Certifica la posición real, los diámetros mayor y menor, la profundidad y la circularidad en relación con el diseño.
Validación de la integridad superficial mediante perfilometría óptica.
- Herramienta y método: La herramienta que utilizamos para la validación de la integridad de la superficie es una herramienta de análisis de superficie 3D sin contacto que utiliza un interferómetro de luz blanca para el escaneo de la superficie del cono mecanizado.
- Resultados y valor: Esta herramienta de mecanizado CNC mide la rugosidad superficial (Ra/Rz) y los defectos microscópicos en la superficie, validando así la integridad del proceso para una distribución óptima de la carga.
Trazabilidad digital e informes
- Proceso: Toda la información obtenida a través del proceso de inspección se combina automáticamente de forma digital.
- Resultado esperado: Esto dará como resultado un informe de inspección de calidad , que es un componente vital de nuestros servicios de mecanizado CNC de precisión .
Nuestra respuesta a la imperiosa necesidad de una verificación objetiva de la calidad es la combinación de CMM, perfilometría óptica y trazabilidad digital . Este sistema de verificación de calidad multinivel brindará a nuestro cliente una garantía de precisión certificable y basada en evidencias, con la certeza de que cada componente mecanizado por CNC cumple con los altos estándares requeridos.
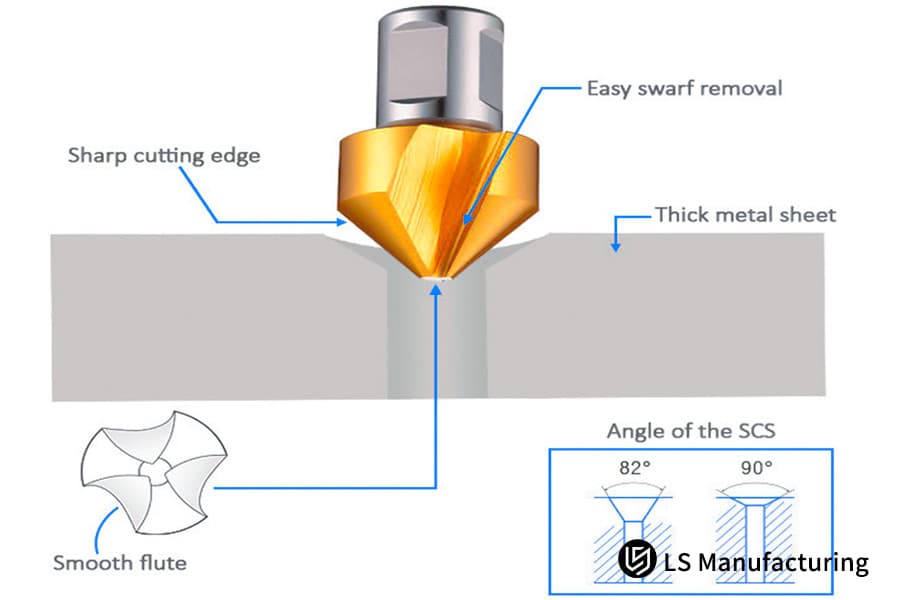
Figura 4: Este diagrama detalla una herramienta avellanadora personalizada con bordes afilados para la preparación de orificios de precisión en láminas de metal gruesas.
¿Por qué elegir a LS Manufacturing como su proveedor confiable de servicios de mecanizado CNC de precisión?
En el contexto del ámbito global de la fabricación, una ventaja competitiva podría definirse como la capacidad de dominar los detalles más minuciosos de un proceso para lograr una fiabilidad macroscópica. La pericia técnica, incluyendo la sutil distinción entre las normas métricas e imperiales para avellanados , podría estar relacionada con la fiabilidad de la cadena de suministro.
De la profundidad técnica a la certeza de la producción
Abordamos el problema de la ambigüedad en las especificaciones y la inconsistencia en la calidad mediante la codificación de nuestra amplia experiencia técnica, por ejemplo, la trayectoria de la herramienta y la compensación de profundidad para un orificio de 82° en comparación con uno de 90°. Esta experiencia se codifica en bases de datos de procesos y programas de mecanizado CNC propios. Esto se traduce en pasos de producción fiables y sin errores.
Operaciones transparentes mediante sistemas integrados
Abordamos el problema de la falta de claridad en la cadena de suministro mediante una solución totalmente integrada. Esta solución garantiza un acceso transparente y seguro al estado actual de su pedido en cada etapa, desde la adquisición de materia prima hasta los procesos de mecanizado CNC, los tratamientos superficiales y la inspección de calidad .
Una alianza para la entrega de soluciones integradas.
Nuestro valor va más allá de simplemente dar vida a un diseño. Somos una organización de diseño para la fabricación (DFM) , que revisa su diseño para identificar áreas que podrían resultar problemáticas en el futuro, como las normas de fijación que ya hemos mencionado. Nuestros servicios de mecanizado CNC de precisión ofrecen una solución integral, no solo una pieza mecanizada, mediante el uso de técnicas de mecanizado avanzadas, validación en proceso y trazabilidad completa.
LS Manufacturing ofrece fiabilidad mediante la sistematización de nuestra experiencia técnica en un entorno transparente y controlado. Abordamos los complejos problemas de la cadena de suministro y la calidad con una consistencia certificada en nuestro proceso de fabricación y una total transparencia en nuestras operaciones. Este control absoluto sobre nuestro negocio nos convierte en la única opción lógica para aplicaciones de mecanizado CNC críticas donde el fallo no es una opción.
Preguntas frecuentes
1. ¿Cómo gestiona LS Manufacturing las tolerancias angulares que no están especificadas explícitamente en los planos?
Mediante nuestro proceso DFM (Diseño para la Fabricación), consultamos activamente con el cliente, basándonos en los estándares de fijación típicos de una región determinada ( normalmente 82 grados para los estándares estadounidenses o 90 grados para los estándares métricos ).
2. ¿Existe alguna diferencia de precio entre el mecanizado de avellanados de 82° y de 90°?
En LS Manufacturing, siempre que las especificaciones estén bien definidas, el costo de mecanizado para estos dos ángulos es prácticamente idéntico. Para obtener un presupuesto preciso según su volumen y requisitos de material, solicite una cotización instantánea de mecanizado CNC en línea.
3. ¿Puede LS Manufacturing producir avellanados con acabado ultra-espejo (Ra 0,4 μm) en piezas de acero inoxidable?
En LS Manufacturing, siempre que las especificaciones estén bien definidas, el coste de mecanizado para estos dos ángulos es prácticamente idéntico; los precios se basan en el número de agujeros y la maquinabilidad del material.
4. ¿Por qué LS Manufacturing recomienda añadir un paso secundario de desbarbado después del avellanado?
Como puede observar, incluso una pequeña rebaba puede impedir que la cabeza del tornillo quede completamente ajustada a la superficie del metal. Utilizamos un proceso de cepillado robótico que garantiza la eliminación total de la rebaba, incluso con un aumento de 50x.
5. ¿Ofrecen servicio de avellanado personalizado para piezas de precisión en lotes pequeños?
Sí. Contamos con un taller de creación de prototipos equipado para realizar servicios de mecanizado con el mismo nivel de precisión que nuestras capacidades de producción en masa para pedidos de lotes pequeños de entre 1 y 100 piezas .
6. ¿Qué soluciones ofrece LS Manufacturing para el avellanado de chapa metálica ultrafina (<1,0 mm)?
Determinamos si utilizar una operación combinada de taladrado y avellanado o un dispositivo de soporte posterior para evitar la deformación de las piezas de chapa metálica ultrafinas durante la operación de avellanado.
7. ¿Cómo evita LS Manufacturing las marcas de vibración de la herramienta durante el avellanado?
Los portaherramientas de ajuste por contracción de alta rigidez con tecnología de corte de velocidad variable (VLC) se emplean para prevenir eficazmente las vibraciones, especialmente en piezas de paredes delgadas y agujeros profundos, garantizando así un acabado superficial cónico liso e impecable.
8. ¿Puedo solicitar a LS Manufacturing datos de inspección del 100% para los avellanadores?
Por supuesto. Podemos proporcionarle informes de inspección detallados (informes FAI) de las piezas según sus requisitos.
Resumen
Elegir un avellanado imperial de 82° frente a uno métrico de 90° demuestra un compromiso con la precisión en el ensamblaje. Gracias a nuestra experiencia en mecanizado CNC a medida , LS Manufacturing no solo cumple con las especificaciones de los planos con una precisión milimétrica, sino que también elimina los riesgos de ensamblaje para sus proyectos globales mediante nuestros servicios de optimización DFM. Cada detalle del ángulo del avellanado es crucial para un rendimiento impecable, incluso en condiciones extremas.
No permita que una diferencia de tan solo 8 grados se convierta en un posible punto de fallo para sus ensamblajes de precisión. Asegure la integridad de su proyecto ahora mismo subiendo sus planos STEP o PDF a LS Manufacturing. Nuestro equipo de ingenieros sénior le proporcionará un presupuesto detallado de mecanizado CNC que incluirá un análisis exhaustivo de viabilidad del ensamblaje con avellanado en tan solo 4 horas .
Garantice un montaje perfectamente alineado y elimine la fatiga por vibración con el mecanizado CNC de avellanado experto de LS Manufacturing.
📞Tel: +86 185 6675 9667
📧Correo electrónico: info@lsrpf.com
🌐Sitio web: https://lsrpf.com/
Descargo de responsabilidad
El contenido de esta página es solo para fines informativos. Servicios de LS Manufacturing. No se ofrecen garantías, expresas ni implícitas, sobre la exactitud, integridad o validez de la información. No debe inferirse que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de la red de LS Manufacturing. Es responsabilidad del comprador. Solicitar cotización de piezas. Identificar los requisitos específicos para estas secciones. Contáctenos para obtener más información .
Equipo de fabricación de LS
LS Manufacturing es una empresa líder en el sector . Nos especializamos en soluciones de fabricación a medida. Contamos con más de 20 años de experiencia y más de 5000 clientes. Nos especializamos en mecanizado CNC de alta precisión, fabricación de chapa metálica , impresión 3D , moldeo por inyección , estampado de metales y otros servicios integrales de fabricación.
Nuestra fábrica cuenta con más de 100 centros de mecanizado de 5 ejes de última generación, con certificación ISO 9001:2015. Ofrecemos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países. Ya sea para producción en pequeñas cantidades o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elija LS Manufacturing. Esto significa eficiencia, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web: www.lsrpf.com .


