Kundenspezifische CNC-Bearbeitung behebt ein kritisches Problem in der Präzisionsfertigung globaler Projekte: die Interferenzen im Montageprozess aufgrund der unterschiedlichen Normen für 82° -Senkungen (Zoll) und 90° -Senkungen (Metriken). Dieser Unterschied von 8°, bedingt durch fehlende Zeichnungen oder unzureichendes Lieferantenwissen, führt zu überstehenden Schraubenköpfen oder mangelhaftem Kontakt. Dies hat gravierende Folgen in der Luft- und Raumfahrt sowie bei Medizingeräten, wo dieses Phänomen bei Verbindungselementen direkt zum Versagen kritischer Produktteile, insbesondere der Verbindungselemente, während kritischer Testphasen, wie beispielsweise Vibrationstests, führt.
Dies ist ein gravierendes Defizit, da die Konzepte der Kontaktspannungsverteilung und der Senktiefenkompensation völlig außer Acht gelassen werden. Ein 90° -Fräser für eine 82° -Spezifikation führt zu einem drastischen Verlust der Dauerfestigkeit von über 40 % , da lediglich ein Punktkontakt anstelle einer Lagerfläche entsteht. Dies wird durch eine geometrische Spannungssimulation und firmeneigene Tiefenmodelle für eine hundertprozentig perfekte Passung kompensiert. Dies ist der erste Schritt zu mehr Zuverlässigkeit und ein entscheidender Test für die Kompetenz eines Lieferanten.
Imperial 82° vs. Metrisch 90° Senker: Ein Bearbeitungsleitfaden
| Hauptunterschied | Anwendungs- und Fertigungsauswirkungen |
| Primäre Verwendung und Standard | 82° ist Standard im US-amerikanischen/imperialen System und wird häufig für Flachkopfschrauben verwendet. 90° ist Standard im metrischen System und ermöglicht eine breitere, flachere Befestigung. |
| Kopfbefestigung und Klemmung | Ein 82° -Winkel ist spitzer und ermöglicht im Vergleich zu einem 90° -Sitz eine größere axiale Klemmkraft bei gleichem Drehmoment. |
| Werkzeugverfügbarkeit und Programmierung | Die korrekte Anwendung des richtigen Standardwinkels ist entscheidend. Andernfalls sitzt das Befestigungselement nicht richtig. |
| Unser Bearbeitungsprotokoll | Wir verfügen über Werkzeuge für beide CNC-Bearbeitungsstandards . Wir überprüfen, ob der angegebene Winkel für die Zeichnung des Befestigungselements oder die Norm korrekt ist, um eine perfekte Kompatibilität zu gewährleisten. |
| Ergebnis: Korrekter Sitz der Befestigungselemente | Gewährleistet einen korrekten Sitz , sodass der Kopf des Befestigungselements bündig oder unterhalb der Teileoberfläche liegt, wie es für Sicherheit, Aussehen und Funktion vorgesehen ist. |
| Ergebnis: Optimale Verbindungsintegrität | Gewährleistet die richtige Vorspannung und Klemmkraft für die Integrität der Verbindung und verhindert so ein Versagen der Verbindung durch Lockerung unter Vibration oder Belastung. |
Wir kümmern uns um das entscheidende Detail der CNC-Bearbeitung des korrekten Senkwinkels für Ihre Befestigungselemente, egal ob in Zoll oder metrisch. Diese präzise Ausführung gewährleistet einen perfekten Sitz der Befestigungselemente, maximale Klemmkraft und zuverlässige Verbindungen. So vermeiden Sie Probleme bei der Montage und im Einsatz Ihrer Präzisionsteile. Dank dieser Detailgenauigkeit erfüllen Ihre Teile alle Funktions- und Normenanforderungen.
Warum Sie diesem Leitfaden vertrauen sollten? Praktische Erfahrungen von LS Manufacturing-Experten
Es gibt zahlreiche Artikel über Senkungen, doch dieser Leitfaden zeichnet sich durch seine 15-jährige Erfahrung in der kundenspezifischen CNC-Bearbeitung aus. Wir haben die Problematik der Kombination von 82°-Winkeln nach imperialen Maßen und 90°-Winkeln miterlebt, die zu Montageproblemen und Vibrationsausfällen in kritischen Bauteilen für die Luft- und Raumfahrt sowie die Medizintechnik führte.
Wir haben festgestellt, dass der Unterschied von 8° nicht unerheblich ist, da er die Spannungsverteilung und -kompensation beeinflusst. Durch Versuche haben wir unsere Werkzeugauswahl und CNC-Einstellungen optimiert, um Punktkontakt zu vermeiden, der zu einem Festigkeitsverlust von bis zu 40 % führen könnte. Unsere Methoden entsprechen den Richtlinien der US-amerikanischen Arbeitsschutzbehörde (OSHA) und den von Gardner Business Media gesetzten Standards. Das bedeutet, dass unsere Verfahren für Werkstoffe wie Titan oder Edelstahl 316 nicht nur sicher, sondern auch branchenweit anerkannt sind.
Jeder unserer Tipps basiert auf unseren Erfolgen und Misserfolgen, die uns in der Anfangszeit viel Geld gekostet haben. Wir möchten jedoch, dass Sie von unserem Wissen profitieren, damit auch Sie eine perfekte Senkung erzielen, ohne mühsames Ausprobieren. Vertrauen Sie darauf, dass wir dasselbe Wissen nutzen, um die Zuverlässigkeit unserer Präzisionsteile zu gewährleisten, und wir helfen Ihnen gerne dabei, Ihr Ziel zu erreichen.

Abbildung 1: Fertigung einer präzisen 90-Grad-Senkung in Aluminium für Befestigungselemente und Präzisionsbauteile in der Luft- und Raumfahrt.
Warum ist das Verständnis von metrischen und imperialen Senksystemen für die Präzisionsbearbeitung unerlässlich?
In der globalisierten Welt der CNC-Präzisionsbearbeitung wird der grundlegende Unterschied zwischen metrischen und imperialen Senkgeometrien ( Standardwinkel: 90° vs. 82°/100° ) in der Konstruktionsphase oft übersehen. Dies führt häufig zu Kompromissen bei der Stabilität der Verbindung. Diese Analyse berechnet die Auswirkungen des Winkelunterschieds und des systematischen Prüfprozesses während der CNC-Bearbeitung, um den Erfolg der Montage zu gewährleisten.
| Aspekt | Imperial Standard | Metrischer Standard | Konsequenz & Daten |
| Primär eingeschlossener Winkel | 82° ( spezialisierte Luft- und Raumfahrt - 100° ) | 90° | Eine Fehlanpassung kann zum Verlust von ca. 60 % der gewünschten Lagerfläche führen und dadurch einen kritischen Spannungskonzentrationspunkt erzeugen . |
| Funktionsergebnis | Nicht konforme Befestigungselemente | Korrekte geometrische Passform | Eine Fehlpassung kann dazu führen, dass der Schraubenkopf hervorsteht oder ein Spalt entsteht, wodurch sich die Schraube aufgrund von Vibrationskräften vorzeitig lockert. |
| Proaktive Risikominderung | Validierung gemäß AS/SAE-Standards für 82° | Validierung nach DIN/ISO-Normen für 90° | Durch die Anwendung einer „ Doppelprüfungslogik “ bei der CNC-Programmverifizierung – insbesondere durch die Querverifizierung der technischen Spezifikationen – beseitigen wir das Problem der Nachbearbeitung in Chargen bei der kundenspezifischen Präzisions-CNC-Bearbeitung . |
Der Senkwinkel ist für die Langlebigkeit des Produkts von entscheidender Bedeutung. Das kritische Kundenproblem latenter Zeichnungsfehler wird durch die Behebung von Spezifikationskonflikten gelöst . Dies wird durch das Bearbeitungsqualitätsprotokoll sichergestellt und stellt somit einen entscheidenden Vorteil dar, da durch den geometrischen Prüfprozess die präzise Erfüllung der funktionalen Anforderungen garantiert wird.

Wie können kundenspezifische CNC-Bearbeitungsdienstleistungen eine perfekte bündige Passform für eine 82-Grad-Senkung gewährleisten?
Um mit einer 82°-Senkung eine perfekte bündige Oberfläche zu erzielen, muss das Verhältnis zwischen Schraubenkopf und Kegelsitz mathematisch berechnet werden. Dabei muss die Konstruktion jedoch auch die natürliche Durchbiegung berücksichtigen, die durch Bewegungen im Werkzeug und während des Maschinenbetriebs entsteht, damit die Schraubenköpfe im fertigen Produkt weder zu hoch noch zu tief sitzen. Die firmeneigene Lösung von LS Manufacturing für dieses Problem umfasst Computermodellierung und CNC-Bearbeitung für Präzisionsteile .
Algorithmische Überschnittskompensation
Eine proprietäre Computersoftware nimmt in Echtzeit Anpassungen am CNC- Fräsprozess vor, basierend auf der Belastung der Spindel und der Härte der zu bearbeitenden Materialien. Sie berechnet die Durchbiegung, die in jedem Werkzeug auftritt (in der Regel 5-15 Mikrometer) , und nimmt diesbezüglich Anpassungen im eigentlichen Fräsprozess vor, um einen perfekten geometrischen Kegel zu erzielen, im Gegensatz zu dem Punkt, an dem sich die Maschine laut Computerprogramm bewegen soll.
Mehrachsige Werkzeugwegoptimierung
Dies geschieht mit einem hochpräzisen Kugelfräser oder einem Formfräser auf einer 5-Achs-CNC-Maschine . Dieses Verfahren gewährleistet eine glatte Oberfläche mit einer konstanten Rauheit im Bereich von Ra 0,8 μm , was für eine gleichmäßige Lastverteilung und ein optisch ansprechendes Ergebnis wichtig ist.
Datenbasierte Tiefen-zu-Durchmesser-Verhältnisse
Unsere kundenspezifischen CNC-Bearbeitungsdienstleistungen basieren auf empirischen Daten, die in diesem Fall die einzige Erfolgsgrundlage darstellen. Wir verwenden hierfür eine exklusive Datenbank, die die exakte Bearbeitungstiefe für eine bündige Oberfläche berechnet. Dabei werden der Schraubenkopfdurchmesser, die Toleranz, die programmierte Bearbeitungstiefe, der Eckenradius des Schneidwerkzeugs sowie die Topografie der bearbeiteten Teile berücksichtigt. Herkömmliche Tabellen geben hingegen lediglich einen Bereich von Bearbeitungstiefen für einen bestimmten Schraubentyp an .
Dieser Prozess macht aus einem eigentlich einfachen Vorgang, dem Senken, eine sicherheitskritische Aufgabe. Genau dieses Problem der variierenden Bauhöhe lösen wir mit unserer CNC-Bearbeitung im geschlossenen Regelkreis . Dieser hohe technische Anspruch zeichnet uns aus und verschafft unserem Verfahren einen Wettbewerbsvorteil bei hochwertigen Teilen, bei denen eine perfekte bündige Passung unerlässlich ist.

Abbildung 2: Fertigung einer präzisen 90-Grad-Senkung in Edelstahl für eine Befestigungselement-Baugruppe in der Luft- und Raumfahrt.
Welche Rolle spielt die 90-Grad-Senkung bei globalen Präzisions-CNC-Bearbeitungsdienstleistungen?
Das 90°-Senken ist ein grundlegender metrischer Standard. Die präzise Bearbeitung schwer zerspanbarer Werkstoffe wie 316L und Titan stellt jedoch besondere Herausforderungen hinsichtlich Werkzeugverschleiß, Gratbildung und Maßhaltigkeit dar. Unser Verfahren begegnet diesen Herausforderungen gezielt, um die Zuverlässigkeit globaler Präzisionsbaugruppen zu gewährleisten.
Überwindung des materialbedingten Werkzeugverschleißes
- Materialspezifische Parameter: Es wird eine firmeneigene Datenbank verwendet, die optimierte Schnittgeschwindigkeiten und Vorschübe für die Kaltverfestigungseigenschaften von Legierungen enthält .
- Erweiterte Werkzeugauswahl: Es werden ausschließlich Werkzeuge aus Hartmetall der besten Qualität verwendet, die speziell für Temperaturkontrolle und Werkzeugfestigkeit ausgelegt sind.
Beseitigung von Graten durch kontrollierte Werkzeugwege
- Stufenweise Vorschubstrategie: Ein abschließender Durchgang wird eingesetzt, der eine konstante Vorschubgeschwindigkeit für das saubere Abtrennen der Teile und die Beseitigung von Sekundärgraten beinhaltet.
- Optimierte Austrittswege: Es werden Werkzeugwege verwendet, die das Werkzeug von der Kante wegführen. Dies ist ein Schlüsselelement für die gratfreie CNC-Senkbearbeitung .
Gewährleistung der Chargenkonsistenz durch prozessbegleitende Messtechnik
- In-Cycle-Messung: Ein Messtaster wird verwendet, um die Hauptdurchmesser zu messen und sicherzustellen, dass die Toleranz vor dem Entladen der Teile im zulässigen Bereich von ±0,01 mm liegt.
- Regelung im geschlossenen Regelkreis: Die so gewonnenen Informationen dienen der Steuerung des Werkzeugversatzes. Dies ist wichtig, da wir dadurch nicht nur präzise arbeiten, sondern auch die Qualität des Bearbeitungsprozesses sicherstellen, der integraler Bestandteil der CNC-Bearbeitung ist.
Unsere Lösung für das Problem der mangelhaften Qualität von 90°-Senkungen basiert auf materialspezifischen Bearbeitungsinformationen, Werkzeugwegen und Messtechnik. Dies ist der Kern unserer Präzisions-CNC-Bearbeitungsdienstleistungen . Diese Genauigkeit ist entscheidend für die absolute Konsistenz, die für hochwertige Instrumentenbauteile und eine wettbewerbsfähige globale Lieferkette erforderlich ist.
Warum sollte man sich bei der Bearbeitung von hochvibrierten Luft- und Raumfahrtkomponenten für professionelle Senkbohrungen per CNC-Fräse entscheiden?
Senkungen stellen in Umgebungen mit starken Vibrationen bei Bauteilen der Luft- und Raumfahrtindustrie, insbesondere bei der Lokalisierung von Mikrorissen, eine kritische Fehlerquelle dar. Das Problem besteht darin, dass die Senkung ohne Beschädigung des Mikrogefüges am Rand der Bohrung erfolgen muss. Hier spielt die CNC-Senkbearbeitung , auch „ Kaltverfestigung “ genannt, ihre Stärken aus.
Proprietäres Kaltverfestigungsverfahren
Unser Verfahren nutzt eine präzise gesteuerte Schnitttechnik , die das Material an der Senkkante verformt. Im Gegensatz dazu wird bei herkömmlichen Schnittverfahren das Material durchtrennt, wodurch vorteilhafte Eigenspannungen entstehen, die das Loch vor Rissbildung schützen. Dieses Verfahren wird im CNC-Bearbeitungszyklus durchgeführt und wandelt so die vermeintliche Schwäche in eine Stärke um.
Optimierte Parameter für die mikrostrukturelle Integrität
Die Wärmeeinbringung ist einer der kritischsten Parameter bei jedem Bearbeitungsprozess. In diesem Fall wurde die Spindeldrehzahl, insbesondere bei niedrigen Drehzahlen, optimiert, und ein Kühlmittel mit extrem hohem Druck von 70 bar wurde eingesetzt, um die Wärme sofort abzuführen. Dadurch wird die Bildung einer thermisch beeinflussten Zone (TAZ) vermieden , die andernfalls zu einer spröden Bruchzone entlang des Bohrungsumfangs führen würde.
Validiertes Ergebnis durch Ermüdungstests
Die Wirksamkeit der Lösung wird durch empirische Belege gestützt; interne Ermüdungstests an Aluminium- und Titanwerkstoffen in Luft- und Raumfahrtqualität haben gezeigt, dass die kundenspezifische Präzisions-CNC-Bearbeitung eine Steigerung der Lebensdauer einer Schraubverbindung um mindestens 25 % im Vergleich zu einem konventionell hergestellten Teil gewährleistet.
Wir begegnen dem zentralen Problem des Schwingungsversagens durch eine CNC-Bearbeitung von Präzisionsteilen , bei der die Materialkante kaltverformt wird, um thermische Schäden zu vermeiden. Dies wird durch Ermüdungsversuche bestätigt. Diese technische Lösung, die über die Geometrie des Bauteils hinaus die Metallurgie des Materials berücksichtigt, setzt den Standard für hochzuverlässige Luft- und Raumfahrtkomponenten, bei denen jede Verbindung dauerhaft halten muss.

Abbildung 3: Bearbeitung eines hochpräzisen Aluminiumblocks mit Kühlmittel für industrielle Automatisierungs- oder Roboterkomponenten.
Wie optimiert LS Manufacturing die Kosten der CNC-Bearbeitung für Präzisionsteile?
Ein effizienter Ansatz für das Kostenmanagement in der CNC-Bearbeitung im B2B-Bereich der Fertigung kann ein strategischer Ansatz sein, der die Effizienz steigert, ohne Kompromisse bei der Qualität einzugehen. Bei der CNC-Bearbeitung von Präzisionsteilen entfällt ein erheblicher Anteil der Gesamtkosten auf nicht wertschöpfende Zeiten, wie beispielsweise Werkzeugwechsel und Rüstzeiten. Dieses Dokument verdeutlicht, wie unsere kundenspezifischen CNC-Bearbeitungsdienstleistungen durch Optimierung zur Kostenreduzierung beitragen und somit einen Rahmen für wertorientierte Beschaffung bieten.
| Optimierungsschwerpunkt | Wichtige Aktion | Quantifizierbare Auswirkungen auf die Kosten |
| Konstruktion für die Fertigung (DFM) | Senkbohrungen koordinieren, um Werkzeugwechsel zu minimieren. | Verkürzt die Bearbeitungszeit von Teilen mit mehreren Merkmalen um 15-20% . |
| Prozess- und Werkzeugstrategie | Standardisieren Sie Werkzeugfamilien und verwenden Sie gestaffelte Vorschubgeschwindigkeiten. | Verlängert die Werkzeugstandzeit und reduziert die Kosten pro Teil durch den geringeren Werkzeugverbrauch. |
| Produktionsplanung | Nutzen Sie die Vorteile der wirtschaftlichen Chargenanalyse als Teil des CNC-Bearbeitungsprozesses . | Gleicht die amortisierten Rüstkosten mit den Lagerkosten ab. |
| Transparente Preistreiber | Bieten Sie transparente Kostenstrukturen an, damit Kunden die Kostentreiber in Bezug auf Toleranzanforderungen, Materialhärte und Volumen verstehen können. | Ermöglicht es Kunden, Angebotsanfragen zu erstellen, die den Designvorgaben innerhalb der Budgetvorgaben entsprechen. |
Mit dieser Methodik lösen wir das Hauptproblem unserer Kunden, die mit unkontrollierten Teilekosten konfrontiert sind. Wir bieten ihnen Beratung zur Designoptimierung , Kostenmodelle und Produktionsstrategien. Dies ist die Grundlage unserer CNC-Bearbeitung von Präzisionsteilen . Diese Methodik ermöglicht es uns, die Kosten effektiv zu kontrollieren und so einen Wettbewerbsvorteil für unsere Kunden zu sichern, die bei ihren komplexen und anspruchsvollen CNC-Bearbeitungsanforderungen sowohl Kosten als auch Leistung als entscheidende Erfolgsfaktoren benötigen.
LS Manufacturing – Kundenspezifische Fallstudie: Präzisionspaneele aus Edelstahl für Avionik (gemischte 82°- und 90°-Senkungen)
Ein großer multinationaler Konzern der Avionikbranche hatte aufgrund uneinheitlicher Normen für Befestigungselemente (sowohl Zoll- als auch metrische Maße) erhebliche Montageprobleme bei seinem weltweit vertriebenen Steuergerät. Dieses ursprünglich als „klein“ empfundene Spezifikationsproblem hatte sich zu einem gravierenden technischen Problem für das Unternehmen entwickelt. LS Manufacturing konnte dieses Problem durch einen konsequenten Ansatz für die kundenspezifische Bearbeitung des Präzisionspanels lösen.
Herausforderung für den Kunden
Das Bauteil war ein Avionik- Schnittstellenpanel aus Edelstahl 316L , das eine Senkung von 82° und 90° erforderte. Aufgrund eines Fehlers bei der Winkelmessung durch eine freie Werkstatt wurde die Schraube nicht korrekt eingesetzt. Dies führte zu einer Ausschussquote von 35 % , da die Schraube am Kopf abscherte und die Produktvalidierung unterbrochen werden musste. Dies könnte die Freigabe einer kritischen Avionikplattform gefährden.
LS Fertigungslösung
Unsere präzisionsgesteuerte CNC- Bearbeitungslösung nutzte einen simulierten Montageprozess in 3D, um die Toleranzen festzulegen. Für jeden Winkel wurden spezielle beschichtete Hartmetallwerkzeuge entwickelt, zusammen mit optimierter Spindeldrehzahl und Vorschubgeschwindigkeit. Die Innovation bestand in der Integration eines maschinenintegrierten Laserscanners, der eine hundertprozentige Prüfung jedes Winkels und Hauptdurchmessers jedes Merkmals ermöglichte, bevor das Werkstück aus der Maschine entnommen wurde.
Ergebnisse und Wert
Nach Abschluss der Implementierung lag die Passgenauigkeit der Montage bei 100 % , und die Schraubverbindungen wurden mit der 1,5-fachen Auslegungslast geprüft. Das integrierte CNC-Bearbeitungs- und Prüfsystem führte zudem zu einer Reduzierung der Gesamtlieferzeit um 10 Tage, wie ursprünglich geplant. Die termingerechte und fehlerfreie Lieferung der Teile durch das Unternehmen veranlasste den Kunden, die gesamte Paneelserie mit LS Manufacturing zu integrieren, die somit zu seinem langfristigen Partner für komplexe, kundenspezifische CNC- Bearbeitungsprojekte werden soll.
Diese Fallstudie zur kundenspezifischen Fertigung zeigt, dass zur Erfüllung komplexer, mehrnormiger Spezifikationen nicht nur die grundlegende Bearbeitung, sondern auch Simulationen, Spezialwerkzeuge und sogar Messtechnik erforderlich sind. Sie belegt zudem, dass es mit LS Manufacturing ein Unternehmen gibt, das das komplexe Problem der Passgenauigkeit in der Montage durch die termingerechte und fehlerfreie Fertigung kritischer Avionikbauteile lösen kann.
Mit unserer präzisen Senkbearbeitung erreichen Sie 100%ige Montageintegrität und beschleunigte Lieferzeiten für Teile mit unterschiedlichen Standards.

Welche Prüfwerkzeuge gewährleisten die Genauigkeit von kundenspezifischen CNC-Präzisionsbearbeitungsprodukten?
Vertrauen in die kundenspezifische Präzisions-CNC-Bearbeitung basiert auf Fakten, nicht auf Annahmen oder Meinungen. Die Herausforderung besteht darin, zweifelsfrei nachzuweisen, dass die Senkung alle geometrischen und Oberflächenanforderungen für eine optimale Montage erfüllt. Um diese Herausforderung zu meistern, schlagen wir ein mehrstufiges Detektionssystem für die CNC-Bearbeitung vor, das subjektive Beurteilungen in objektive, konkrete digitale Daten umwandelt.
Dimensionszertifizierung mittels Koordinatenmessgerät
- Werkzeug & Methode: Hexagon CMM mit einem taktilen Trigger-Taster für hochauflösendes 3D-Scannen der Senkung .
- Ergebnis & Nutzen: Bescheinigt die tatsächliche Position, den Haupt- und Nebendurchmesser, die Tiefe und die Rundheit im Verhältnis zur Konstruktion.
Validierung der Oberflächenintegrität mittels optischer Profilometrie
- Werkzeug & Methode: Das Werkzeug, das wir für die Validierung der Oberflächenintegrität verwenden, ist ein berührungsloses 3D-Oberflächenanalysewerkzeug, das ein Weißlichtinterferometer zum Scannen der Oberfläche des bearbeiteten Kegels verwendet.
- Ergebnis & Nutzen: Dieses CNC-Bearbeitungswerkzeug misst die Oberflächenrauheit (Ra/Rz) und mikroskopische Defekte auf der Oberfläche und validiert so die Integrität des Prozesses für eine optimale Lastverteilung.
Digitale Rückverfolgbarkeit und Berichterstattung
- Prozess: Alle im Rahmen des Inspektionsprozesses gewonnenen Informationen werden automatisch digital zusammengeführt.
- Ergebnis: Dies führt zu einem Qualitätsprüfbericht , der ein wesentlicher Bestandteil unserer Präzisions-CNC-Bearbeitungsdienstleistungen ist.
Unsere Antwort auf den dringenden Bedarf an objektiver Qualitätsprüfung ist die Kombination aus Koordinatenmessmaschine (KMM), optischer Profilometrie und digitaler Rückverfolgbarkeit . Dieses mehrstufige Qualitätsprüfungssystem bietet unserem Kunden eine zertifizierbare und nachweisbare Präzisionsgarantie, da er sicher sein kann, dass jedes CNC-bearbeitete Bauteil die geforderten hohen Standards erfüllt.
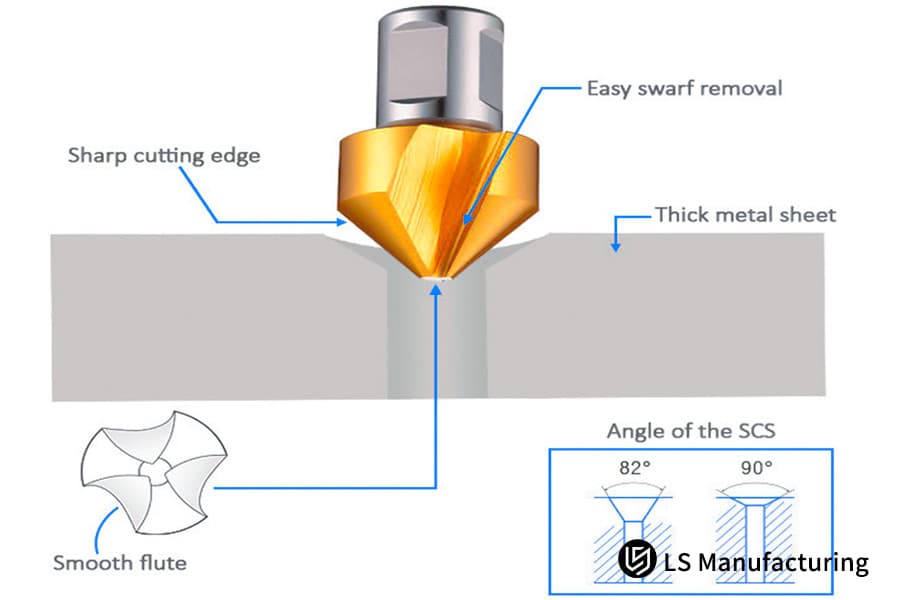
Abbildung 4: Dieses Diagramm zeigt ein speziell angefertigtes Senkwerkzeug mit scharfen Kanten zur präzisen Lochvorbereitung in dicken Metallblechen.
Warum sollten Sie LS Manufacturing als Ihren zuverlässigen Anbieter für Präzisions-CNC-Bearbeitungsdienstleistungen wählen?
Im globalen Fertigungsumfeld lässt sich ein Wettbewerbsvorteil somit als die Fähigkeit definieren, die kleinsten Details eines Prozesses zu beherrschen, um makroskopische Zuverlässigkeit zu erreichen. Das technische Know-how, einschließlich des feinen Unterschieds zwischen metrischen und imperialen Senknormen , kann mit der Zuverlässigkeit Ihrer Lieferkette in Zusammenhang stehen.
Von technischer Expertise zu Produktionssicherheit
Wir begegnen der Problematik unklarer Spezifikationen und Qualitätsschwankungen durch die Kodifizierung unseres umfassenden technischen Know-hows, beispielsweise der Werkzeugweg- und Tiefenkompensation für eine 82° -Bohrung im Vergleich zu einer 90°-Bohrung . Dieses Know-how ist in proprietären Prozessdatenbanken und CNC-Bearbeitungsprogrammen abgebildet. Dadurch gewährleisten wir fehlerfreie und zuverlässige Produktionsschritte.
Transparente Abläufe durch integrierte Systeme
Wir begegnen dem Problem intransparenter Lieferkettenaktivitäten mit einer vollständig integrierten Lösung. Diese Lösung ermöglicht Ihnen den transparenten und sicheren Zugriff auf den aktuellen Status Ihrer Bestellung in jedem einzelnen Schritt – von der Rohstoffbeschaffung über die CNC-Bearbeitung und Oberflächenbehandlung bis hin zur Qualitätsprüfung .
Eine Partnerschaft für die Bereitstellung integrierter Lösungen
Unser Mehrwert geht weit über die reine Umsetzung einer Zeichnung hinaus. Als Organisation für fertigungsgerechtes Design (DFM) prüfen wir Ihre Konstruktion auf potenzielle zukünftige Probleme, wie beispielsweise die bereits erwähnten Normen für Verbindungselemente. Unsere Präzisions-CNC-Bearbeitung bietet Ihnen eine Komplettlösung – nicht nur ein bearbeitetes Produkt. Dabei setzen wir auf fortschrittliche Bearbeitungstechniken, prozessbegleitende Validierung und vollständige Rückverfolgbarkeit.
LS Manufacturing bietet Zuverlässigkeit durch die Systematisierung unserer technischen Expertise in einem transparenten und kontrollierten Umfeld. Komplexe Herausforderungen in der Lieferkette und im Qualitätsmanagement bewältigen wir mit zertifizierbarer Konsistenz in unserem Fertigungsprozess und vollständiger Transparenz unserer Abläufe. Diese umfassende Kontrolle über unser Geschäft macht uns zur einzig logischen Wahl für geschäftskritische CNC-Bearbeitungsanwendungen, bei denen Ausfälle inakzeptabel sind.
Häufig gestellte Fragen
1. Wie geht LS Manufacturing mit Winkeltoleranzen um, die in den Zeichnungen nicht explizit angegeben sind?
Durch unseren DFM-Prozess (Design for Manufacturability) beraten wir uns aktiv mit dem Kunden auf der Grundlage der für eine bestimmte Region typischen Befestigungsnormen ( in der Regel 82 Grad für US-Normen oder 90 Grad für metrische Normen ).
2. Gibt es einen Preisunterschied für die Bearbeitung von 82°- bzw. 90°-Senkungen?
Bei LS Manufacturing sind die Bearbeitungskosten für diese beiden Winkel nahezu identisch, sofern die Spezifikationen genau definiert sind. Um ein präzises Angebot basierend auf Ihren Mengen- und Materialanforderungen zu erhalten, fordern Sie einfach online ein unverbindliches Angebot für die CNC-Bearbeitung an.
3. Kann LS Manufacturing Senkungen mit einer Oberflächenrauheit von 0,4 μm (Ra 0,4 μm) auf Edelstahlteilen herstellen?
Bei LS Manufacturing sind die Bearbeitungskosten für diese beiden Winkel praktisch identisch, sofern die Spezifikationen genau definiert sind; die Preisgestaltung basiert auf der Anzahl der Löcher und der Bearbeitbarkeit des Materials.
4. Warum empfiehlt LS Manufacturing, nach dem Ansenken einen zweiten Entgratungsschritt durchzuführen?
Wie Sie sehen, kann selbst ein kleiner Grat dazu führen, dass der Schraubenkopf nicht bündig mit der Metalloberfläche abschließt. Wir verwenden ein robotergestütztes Bürstverfahren, das sicherstellt, dass der Grat selbst bei 50-facher Vergrößerung vollständig verschwindet.
5. Bieten Sie kundenspezifische Senkungen für Präzisionsteile in Kleinserien an?
Ja. Wir verfügen über eine Prototypenwerkstatt, die für die Bearbeitung von Kleinserien zwischen 1 und 100 Stück mit der gleichen Präzision ausgestattet ist wie unsere Massenproduktionsanlagen.
6. Welche Lösungen bietet LS Manufacturing für das Senken von ultradünnem Blech (<1,0 mm) an?
Wir entscheiden, ob ein kombinierter Bohr-/Senkvorgang oder eine Rückenstützvorrichtung verwendet werden soll, um eine Verformung der ultradünnen Blechteile während des Senkvorgangs zu verhindern.
7. Wie verhindert LS Manufacturing Werkzeugrattermarken beim Senken?
Hochsteife, schrumpfpassungsbasierte Werkzeughalter mit variabler Schnittgeschwindigkeit (VLC) werden eingesetzt, um Ratterschwingungen – insbesondere bei dünnwandigen Teilen und tiefen Bohrungen – effektiv zu verhindern und so eine glatte, makellose konische Oberflächengüte zu gewährleisten.
8. Kann ich von LS Manufacturing 100%ige Prüfdaten für die Senker anfordern?
Selbstverständlich. Wir können Ihnen detaillierte Prüfberichte (FAI-Berichte) für die Teile gemäß Ihren Anforderungen zur Verfügung stellen.
Zusammenfassung
Die Wahl eines 82°-Senkers nach Zoll anstelle eines 90°-Senkers nach metrischen Maßen zeugt von höchstem Anspruch an Präzision in der Montage. Aufbauend auf unserer Expertise in der kundenspezifischen CNC-Bearbeitung erfüllt LS Manufacturing nicht nur präzise die Vorgaben Ihrer Konstruktionszeichnungen, sondern minimiert durch unsere DFM-Optimierungsdienste auch die Montagerisiken für Ihre globalen Projekte. Jedes Detail des Senkwinkels ist entscheidend für eine einwandfreie Funktion, selbst unter extremen Bedingungen.
Lassen Sie nicht zu, dass bereits eine Abweichung von nur 8 Grad zu einer potenziellen Schwachstelle Ihrer Präzisionsbaugruppen wird. Sichern Sie jetzt die Integrität Ihres Projekts, indem Sie Ihre STEP- oder PDF-Zeichnungen bei LS Manufacturing hochladen. Unsere erfahrenen Ingenieure erstellen Ihnen innerhalb von nur 4 Stunden ein detailliertes Angebot für die CNC-Bearbeitung inklusive einer umfassenden Machbarkeitsanalyse für die Senkmontage.
Mit der professionellen Senk-CNC-Bearbeitung von LS Manufacturing gewährleisten Sie eine einwandfreie bündige Montage und vermeiden Vibrationsermüdung.
📞Tel.: +86 185 6675 9667
📧E-Mail: info@lsrpf.com
🌐Website: https://lsrpf.com/
Haftungsausschluss
Die Inhalte dieser Seite dienen ausschließlich Informationszwecken. LS Manufacturing übernimmt keine Gewähr für die Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es kann nicht davon ausgegangen werden, dass ein Drittanbieter oder Hersteller über das LS Manufacturing-Netzwerk Leistungsparameter, geometrische Toleranzen, spezifische Konstruktionsmerkmale, Materialqualität und -art oder Verarbeitung bereitstellt. Dies liegt in der Verantwortung des Käufers. Fordern Sie ein Teileangebot an. Geben Sie bitte Ihre spezifischen Anforderungen für diese Abschnitte an. Kontaktieren Sie uns für weitere Informationen .
LS-Fertigungsteam
LS Manufacturing ist ein branchenführendes Unternehmen mit Fokus auf kundenspezifische Fertigungslösungen. Wir verfügen über mehr als 20 Jahre Erfahrung und betreuen über 5.000 Kunden. Unsere Schwerpunkte liegen auf hochpräziser CNC-Bearbeitung, Blechbearbeitung , 3D-Druck , Spritzguss , Metallstanzen und weiteren Komplettlösungen für die Fertigung.
Unser Werk ist mit über 100 hochmodernen 5-Achs-Bearbeitungszentren ausgestattet und nach ISO 9001:2015 zertifiziert. Wir bieten unseren Kunden in über 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ob Kleinserien oder kundenspezifische Großprojekte – wir erfüllen Ihre Anforderungen mit schnellster Lieferzeit innerhalb von 24 Stunden. Entscheiden Sie sich für LS Manufacturing. Das steht für Effizienz, Qualität und Professionalität.
Mehr erfahren Sie auf unserer Website: www.lsrpf.com .


