Os serviços de usinagem CNC personalizados resolvem especificamente uma deficiência crítica na engenharia de precisão de projetos globais: as interferências que ocorrem no processo de montagem devido à ambiguidade entre as normas imperiais para escareadores de 82° e as normas métricas para escareadores de 90° . Essa diferença de 8°, resultante da falta de desenhos claros ou do desconhecimento por parte do fornecedor, causa protrusão da cabeça do parafuso ou contato insatisfatório. Isso tem consequências críticas em dispositivos aeroespaciais ou médicos, onde esse fenômeno em fixadores pode causar falhas em partes críticas do produto, como os próprios fixadores, durante etapas críticas de teste, como o teste de vibração.
Essa é uma deficiência crítica, pois há uma completa falta de compreensão dos conceitos de "distribuição de tensão de contato" e "compensação da profundidade de escareamento". Uma fresa de 90° para uma especificação de 82° resulta em uma perda devastadora de resistência à fadiga, superior a 40% , visto que apenas um contato pontual é obtido em vez de uma superfície de apoio. Isso é superado por meio de um processo de "simulação geométrica de tensão" e "modelos de profundidade" proprietários para um encaixe 100% perfeito. Este é o primeiro passo rumo à confiabilidade, que é um teste crucial da expertise de um fornecedor.
Escareadores imperiais de 82° versus métricos de 90°: um guia de usinagem
| Diferença fundamental | Implicações para aplicação e fabricação |
| Uso primário e padrão | 82° é o padrão nos sistemas imperial/americano, frequentemente usado com parafusos de cabeça chata. 90° é o padrão nos sistemas métricos, resultando em um fixador mais largo e menos profundo. |
| Assentamento e fixação da cabeça | Um ângulo de 82° é mais agudo, o que permite uma maior força de aperto axial para um determinado torque em comparação com uma sede de 90° . |
| Disponibilidade e programação de ferramentas | O uso correto do ângulo padrão é crucial. Caso contrário, o fixador não se encaixará corretamente. |
| Nosso Protocolo de Usinagem | Possuímos ferramentas para ambos os padrões de usinagem CNC . Verificamos se o ângulo especificado está correto para o desenho ou padrão do fixador, garantindo perfeita compatibilidade . |
| Resultado: Encaixe correto do fixador | Garante o encaixe perfeito , de modo que a cabeça do fixador fique nivelada ou abaixo da superfície da peça, conforme o previsto, para segurança, aparência e funcionalidade. |
| Resultado: Integridade articular ideal | Garante a pré-carga e a força de aperto adequadas para a integridade da junta, evitando que ela se solte devido à vibração ou à carga. |
Cuidamos dos detalhes críticos da usinagem CNC do ângulo de escareamento correto para seus fixadores, sejam eles em polegadas ou milímetros. Isso é feito com precisão para garantir o encaixe perfeito dos fixadores, a máxima força de aperto e a confiabilidade das juntas, evitando problemas durante a montagem ou o uso de suas peças de precisão. Essa atenção aos detalhes assegura que você atenda a todos os requisitos de função e normas para suas peças.
Por que confiar neste guia? Experiência prática de especialistas da LS Manufacturing.
Existem muitos artigos escritos sobre escareadores, mas o que diferencia este guia é que ele foi escrito com base na experiência, fruto de 15 anos de usinagem CNC personalizada . Testemunhamos o problema da combinação dos padrões imperiais de 82 graus com os padrões métricos de 90 graus, causando problemas de montagem e falhas por vibração em peças críticas para aplicações aeroespaciais ou médicas.
Descobrimos que a diferença de 8° não é insignificante, pois afeta a distribuição e a compensação de tensões. Através de testes, aprimoramos a seleção de ferramentas e as configurações de CNC para evitar o contato pontual, que poderia levar a uma perda de 40% da resistência à fadiga. Nossos métodos também estão em conformidade com as diretrizes da Administração de Segurança e Saúde Ocupacional (OSHA) e com as tendências estabelecidas pela Gardner Business Media , o que significa que nossas técnicas para materiais como titânio ou aço inoxidável 316 não são apenas seguras, mas também respaldadas pela indústria.
Cada uma de nossas dicas surgiu de nossos sucessos e fracassos, que foram custosos em nossos primeiros passos. No entanto, queremos que você se beneficie do nosso conhecimento para que também possa desfrutar de um rebaixo perfeito sem ter que passar pelo processo de tentativa e erro. Tenha certeza de que esse é o mesmo conhecimento que usamos para garantir a confiabilidade de nossas peças de precisão, e estamos ansiosos para ajudá-lo a fazer tudo certo.

Figura 1: Usinagem de um rebaixo preciso de 90 graus em alumínio para fixadores aeroespaciais e componentes de montagem de precisão.
Por que entender a diferença entre escareadores métricos e imperiais é essencial para usinagem de precisão?
No mundo globalizado dos serviços de usinagem CNC de precisão , a diferença fundamental entre as geometrias de escareamento padrão métrica e imperial ( ângulo padrão: 90° vs. 82°/100° ) é uma consideração básica frequentemente mal interpretada durante a fase de projeto. Isso muitas vezes leva a um comprometimento da integridade da montagem da junta. Esta análise calculará o impacto da diferença angular e o processo de verificação sistêmica realizado durante os serviços de usinagem CNC para garantir o sucesso da montagem.
| Aspecto | Padrão Imperial | Padrão métrico | Consequência e Dados |
| Ângulo primário incluído | 82° ( aeroespacial especializado - 100° ) | 90° | Uma incompatibilidade pode causar a perda de aproximadamente 60% da área desejada da superfície de apoio, criando assim um ponto crítico de concentração de tensão . |
| Resultado Funcional | Assento de fixação não conforme | Ajuste geométrico correto | Uma incompatibilidade pode fazer com que a cabeça do parafuso se projete ou crie uma folga, causando assim o afrouxamento prematuro do parafuso devido às forças vibratórias . |
| Mitigação proativa | Validação de acordo com as normas AS/SAE para 82° | Validação de acordo com os padrões DIN/ISO para 90° | Ao aplicar a " lógica de dupla verificação " durante a verificação do programa CNC — especificamente por meio da verificação cruzada das especificações técnicas — eliminamos o problema de retrabalho em lote na usinagem CNC de precisão personalizada . |
O ângulo do rebaixo é crucial para a durabilidade do produto. A questão crítica do cliente, relativa a erros de desenho ocultos, é abordada através da resolução de conflitos de especificações , o que é garantido pelo protocolo de qualidade de usinagem. Isso se torna uma vantagem fundamental, pois assegura o atendimento às necessidades funcionais precisas por meio do processo de verificação geométrica.

Como os serviços de usinagem CNC personalizados podem garantir um encaixe perfeito para um rebaixo de 82 graus?
Para obter um acabamento perfeitamente nivelado com um rebaixo de 82 graus , é necessário realizar um cálculo matemático para a relação entre a cabeça do parafuso e o assento cônico. No entanto, o problema reside no fato de que o projeto também deve levar em consideração a deflexão natural que ocorre com o movimento das ferramentas e a operação da máquina, de modo que as cabeças dos parafusos não fiquem nem muito altas nem muito baixas no produto final. A solução exclusiva da LS Manufacturing para essa situação inclui modelagem computacional e usinagem CNC para peças de precisão .
Compensação Algorítmica de Sobrecorte
Um software proprietário realiza ajustes em tempo real no processo de fresagem CNC com base na carga no fuso e na dureza dos materiais usinados. Ele calcula a deflexão que ocorre em qualquer ferramenta, geralmente de 5 a 15 mícrons , e faz ajustes durante o processo de fresagem para que um cone geométrico perfeito possa ser obtido, em vez de seguir o movimento determinado pelo programa de computador.
Otimização de trajetória de ferramenta multieixos
Isso é feito com uma fresa de topo esférica de alta precisão ou uma ferramenta de perfil, utilizando uma máquina CNC de 5 eixos . Essa abordagem garante um acabamento liso, com um nível constante de rugosidade na superfície, dentro da faixa de Ra 0,8 μm , o que é importante para uma distribuição uniforme da carga e um acabamento visualmente atraente.
Relações profundidade-diâmetro baseadas em dados
Nossos serviços personalizados de usinagem CNC são baseados em dados empíricos, o único fator determinante para o sucesso neste caso. Isso é feito com um banco de dados exclusivo que calcula a profundidade exata para um acabamento nivelado, considerando o diâmetro da cabeça do parafuso, a tolerância e a profundidade programada, levando em conta o raio de curvatura da ferramenta de corte, bem como a topografia das peças usinadas, em vez de tabelas convencionais que fornecem uma faixa de profundidades para um determinado tipo de fixador .
Este processo transforma o que deveria ser uma operação elementar, ou seja, um rebaixo, em uma operação crítica para a confiabilidade. Resolvemos exatamente esse problema de altura variável na montagem com nossa usinagem CNC de circuito fechado . Esse nível de sofisticação técnica é o que nos diferencia e torna nosso processo uma vantagem competitiva em peças de alto valor agregado, onde um encaixe perfeito é essencial.

Figura 2: Usinagem de um rebaixo preciso de 90 graus em aço inoxidável para montagem de fixadores aeroespaciais.
Qual o papel do escareador de 90 graus nos serviços globais de usinagem CNC de precisão?
A operação de escareamento a 90 graus é um padrão métrico fundamental. No entanto, obter uma operação precisa em materiais de difícil usinagem, como o aço inoxidável 316L e o titânio, apresenta desafios únicos em termos de desgaste da ferramenta, rebarbas e controle dimensional. Nosso processo aborda especificamente esses desafios para garantir a confiabilidade em montagens de precisão globais:
Superando o desgaste de ferramentas baseado em materiais
- Parâmetros específicos do material: É utilizada uma base de dados proprietária que inclui velocidades e avanços otimizados para as propriedades de endurecimento por deformação das ligas.
- Seleção Avançada de Ferramentas: Somente as melhores ferramentas de metal duro são utilizadas, e elas são projetadas especificamente para controle de temperatura e resistência .
Eliminação de rebarbas com trajetórias de ferramenta controladas
- Estratégia de alimentação em etapas: Uma passada de acabamento é utilizada, incluindo uma taxa de alimentação constante para o corte limpo das peças e a eliminação de rebarbas secundárias .
- Trajetórias de saída otimizadas: São utilizadas trajetórias de ferramenta que afastam a ferramenta da aresta de corte. Este é um elemento fundamental na usinagem CNC de escareamento sem rebarbas.
Garantindo a consistência do lote com metrologia em processo
- Sondagem em Ciclo: Uma sonda de contato é utilizada para medir os diâmetros principais , garantindo que a tolerância esteja dentro da faixa permitida de ±0,01 mm antes da descarga das peças.
- Controle em malha fechada: As informações coletadas são usadas para controlar o deslocamento da ferramenta. Isso é importante porque não apenas garantimos a precisão da operação, mas também a qualidade, que é parte integrante do processo de usinagem CNC .
Nossa solução para o problema da baixa qualidade em escareamentos de 90 graus baseia-se em informações de usinagem específicas do material, trajetórias de ferramenta e metrologia. Essa é a essência dos nossos serviços de usinagem CNC de precisão . Isso é fundamental para a consistência absoluta exigida na produção de peças de instrumentos de alto valor agregado e para uma cadeia de suprimentos global competitiva.
Por que escolher a usinagem CNC profissional de escareamento para componentes aeroespaciais sujeitos a alta vibração?
O rebaixamento é um modo de falha crítico em ambientes de alta vibração para peças aeroespaciais, especialmente na localização de microfissuras. O problema, claro, é que o rebaixamento precisa ser realizado sem danificar a microestrutura na borda do furo. É aí que a usinagem CNC de rebaixamento , ou " endurecimento por trabalho a frio ", se destaca.
Processo patenteado de reforço por trabalho a frio
Nosso método utiliza um estilo de corte bem controlado , que deforma o material na borda do rebaixo, em oposição ao método de corte convencional, que efetivamente corta o material e, portanto, cria tensões residuais benéficas que "blindam" o furo contra a propagação de trincas. Este método é executado de acordo com o ciclo de usinagem CNC e, assim, transforma essa fragilidade em uma vantagem.
Parâmetros otimizados para integridade microestrutural
A entrada térmica é um dos parâmetros mais críticos de qualquer operação de usinagem. Neste caso, a velocidade do fuso foi otimizada, especialmente em baixas velocidades, e foi utilizado fluido de corte de ultra-alta pressão a 70 bar para evacuar o calor instantaneamente, evitando assim a formação da zona termicamente afetada (ZTA) , que, de outra forma, resultaria na formação de uma zona de falha frágil ao longo do perímetro do furo.
Resultado validado por meio de testes de fadiga
A eficácia da solução é comprovada por evidências empíricas; os testes internos de fadiga em materiais de alumínio e titânio de grau aeroespacial demonstraram que a usinagem CNC de precisão personalizada garante um aumento mínimo de 25% no ciclo de vida de uma junta de fixação em comparação com uma peça produzida convencionalmente.
Abordamos a questão crucial da falha por vibração através de uma usinagem CNC para peças de precisão que realiza o trabalho a frio na borda do material, evitando danos térmicos, e que é comprovada por testes de fadiga. Essa solução técnica, que vai além da geometria da peça e considera a metalurgia do material, estabelece o padrão para componentes aeroespaciais de alta confiabilidade, onde cada junta precisa ser duradoura.

Figura 3: Usinagem de um bloco de alumínio de alta precisão com fluido de corte para componentes de automação industrial ou robótica.
Como a LS Manufacturing otimiza o custo da usinagem CNC para peças de precisão?
Uma abordagem eficiente para a gestão de custos de usinagem CNC no setor B2B de manufatura pode ser estratégica, focando na melhoria da eficiência sem comprometer a qualidade. No caso da usinagem CNC para peças de precisão , uma porcentagem significativa do custo total pode ser atribuída a tempos que não agregam valor, como trocas de ferramentas e tempos de preparação, entre outros. Este documento busca enfatizar como nossos serviços personalizados de usinagem CNC podem auxiliar na redução de custos por meio da otimização, fornecendo, assim, uma estrutura para compras baseadas em valor.
| Área de foco em otimização | Ação principal | Impacto quantificável no custo |
| Design para Manufatura (DFM) | Coordenar as características do rebaixo para minimizar as trocas de ferramentas. | Reduz o tempo de processamento de peças em 15 a 20% para operações com peças que envolvem múltiplas funcionalidades. |
| Estratégia de Processos e Ferramentas | Padronize as famílias de ferramentas e utilize taxas de avanço escalonadas. | Aumenta a vida útil da ferramenta , reduzindo o custo por peça devido ao consumo de ferramentas. |
| Planejamento de Produção | Aproveite os benefícios da análise econômica em lotes como parte do processo de usinagem CNC . | Equilibra o custo amortizado das preparações com o custo do estoque. |
| Fatores que impulsionam a transparência nos preços | Oferecer estruturas de custos transparentes para que os clientes compreendam os fatores que influenciam os custos, relacionados aos requisitos de tolerância, dureza do material e volume . | Permite que os clientes criem solicitações de cotação (RFQs) que atendam à intenção do projeto dentro das restrições orçamentárias. |
Com essa metodologia, resolvemos o principal problema dos clientes que enfrentam dificuldades com o controle de custos de peças, oferecendo consultoria em otimização de projetos , modelos de custos e estratégias de produção. Essa é a base da nossa usinagem CNC para peças de precisão . Essa metodologia controla efetivamente o custo como uma variável para clientes que precisam de uma vantagem competitiva para suas necessidades complexas e de alta tecnologia em usinagem CNC , onde custo e desempenho são fatores críticos de sucesso.
LS Manufacturing — Estudo de Caso Personalizado: Painéis de Precisão em Aço Inoxidável para Aviônica (Rebaixos Mistos de 82° e 90°)
Uma grande multinacional do setor de aviônica estava enfrentando sérios problemas de montagem em sua unidade de controle global, devido à inconsistência nos padrões de fixação, tanto em polegadas quanto em milímetros. Esse problema de especificação "menor" havia se tornado um grande problema técnico para a empresa. A LS Manufacturing conseguiu solucionar o problema utilizando uma abordagem rigorosa para o processamento personalizado do painel de precisão .
Desafio do Cliente
A peça em questão era um painel de interface de aviônica feito de aço inoxidável 316L , que exigia um rebaixo de 82° e 90° . A confusão quanto ao ângulo, causada por uma oficina genérica, resultou em uma instalação inadequada do parafuso. Isso levou a uma taxa de refugo de 35% , com o parafuso quebrando na cabeça, o que paralisou a validação do produto. Tal situação poderia impactar o lançamento de uma plataforma de aviônica crítica.
Solução de fabricação LS
Nossa solução de usinagem CNC de precisão utilizou um processo de montagem simulado em 3D para definir as tolerâncias. Ferramentas de metal duro revestidas foram projetadas especificamente para cada ângulo, juntamente com a otimização da velocidade do fuso e da taxa de avanço. A inovação consistiu na adição de um scanner a laser integrado à máquina, permitindo a inspeção completa de 100% do ângulo e do diâmetro máximo de cada elemento antes da remoção da peça da máquina.
Resultados e Valor
Após a conclusão da implementação, a taxa de encaixe da montagem atingiu 100% , e as juntas aparafusadas foram testadas com uma carga 1,5 vezes maior que a do projeto. O sistema integrado de usinagem CNC e inspeção também resultou na redução do prazo de entrega total em 10 dias, conforme o plano original. A entrega pontual e sem erros das peças pela empresa levou o cliente a optar pela integração de todas as séries de painéis com a LS Manufacturing, que se tornará sua parceira de longo prazo para projetos complexos de usinagem CNC personalizada .
Este estudo de caso de processamento personalizado demonstra que, para atender a especificações complexas e com múltiplos padrões , não basta apenas a usinagem básica, mas também são necessárias simulação, ferramentas específicas e até mesmo metrologia. Demonstra ainda que existe uma empresa, a LS Manufacturing , capaz de solucionar o complexo problema da taxa de ajuste de montagem, fornecendo produção pontual e sem erros de peças críticas de aviônica .
Obtenha 100% de integridade na montagem e entrega acelerada para peças com padrões mistos com nossa usinagem de escareamento de precisão.

Quais ferramentas de inspeção garantem a precisão de produtos usinados por CNC de precisão personalizados?
A confiança na usinagem CNC de precisão personalizada se baseia em fatos, e não em crenças ou opiniões. O desafio, obviamente, reside em como podemos validar de forma irrefutável que o rebaixo atende plenamente a todos os requisitos geométricos e de superfície para uma montagem ideal. Para enfrentar esse desafio, nossa solução de usinagem CNC proposta consiste em um sistema de detecção multicamadas — que transforma julgamentos subjetivos em dados digitais objetivos e concretos.
Certificação dimensional via CMM
- Ferramenta e método: Máquina de medição por coordenadas (CMM) Hexagon equipada com uma sonda de contato para digitalização 3D de alta densidade do rebaixo .
- Resultado e Valor: Certifica a posição real, os diâmetros maior e menor, a profundidade e a circularidade em relação ao projeto.
Validação da integridade da superfície por meio de perfilometria óptica
- Ferramenta e método: A ferramenta que utilizamos para a Validação da Integridade da Superfície é uma ferramenta de análise de superfície 3D sem contato, que utiliza um interferômetro de luz branca para a digitalização da superfície do cone usinado.
- Resultado e Valor: Esta ferramenta de usinagem CNC mede a rugosidade da superfície (Ra/Rz) e os defeitos microscópicos na superfície, validando assim a integridade do processo para uma distribuição de carga ideal.
Rastreabilidade e Relatórios Digitais
- Processo: Todas as informações obtidas através do processo de inspeção são combinadas automaticamente em formato digital.
- Entregável: Este resultado será um relatório de inspeção de qualidade , componente essencial dos nossos serviços de usinagem CNC de precisão .
Nossa resposta à necessidade premente de verificação objetiva da qualidade é a combinação de CMM (Máquina de Medição por Coordenadas), perfilometria óptica e rastreabilidade digital . Este sistema de verificação de qualidade em múltiplos níveis oferece ao nosso cliente uma garantia de precisão certificável e baseada em evidências, com a certeza de que cada componente usinado por CNC atende aos altos padrões exigidos.
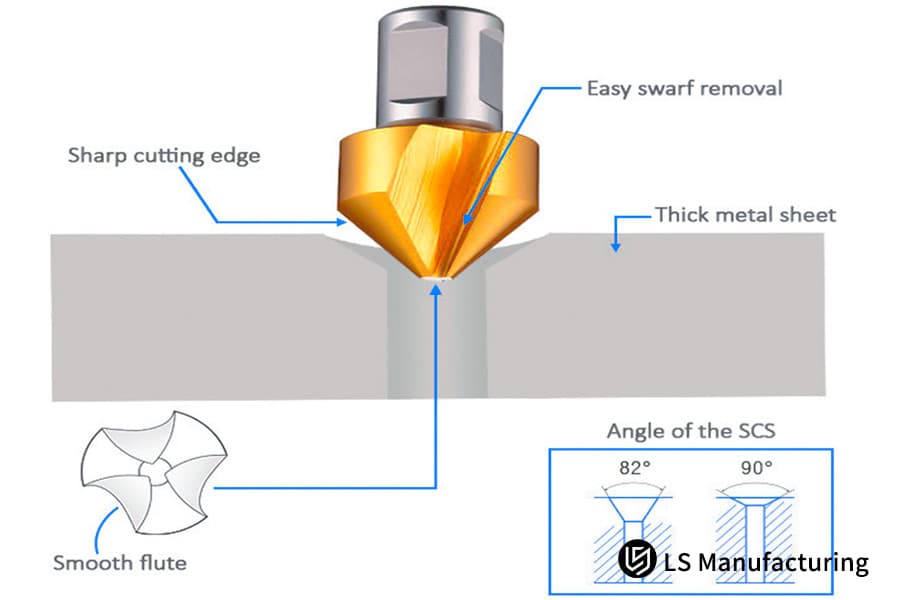
Figura 4: Este diagrama detalha uma ferramenta de escareamento personalizada com bordas afiadas para preparação precisa de furos em chapas metálicas espessas.
Por que escolher a LS Manufacturing como sua fornecedora confiável de serviços de usinagem CNC de precisão?
No contexto do cenário global da manufatura, uma vantagem competitiva pode ser definida como a capacidade de dominar os mínimos detalhes de um processo para alcançar confiabilidade macroscópica. A expertise técnica, incluindo a sutil distinção entre padrões de escareamento métrico e imperial , pode estar relacionada à confiabilidade da sua cadeia de suprimentos.
Da profundidade técnica à certeza de produção
Resolvemos o problema da ambiguidade nas especificações e da inconsistência na qualidade através da codificação de nossa profunda expertise técnica, como, por exemplo, o percurso da ferramenta e a compensação de profundidade para um furo de 82° em comparação com um furo de 90° . Essa expertise está codificada em bancos de dados de processos proprietários e programas de usinagem CNC . Isso se traduz em etapas de produção confiáveis e sem erros.
Operações transparentes por meio de sistemas integrados
Resolvemos o problema da falta de transparência nas atividades da cadeia de suprimentos por meio de uma solução totalmente integrada. Nessa solução, o acesso ao status atual do seu pedido em cada etapa do processo, desde a aquisição da matéria-prima até as etapas de usinagem CNC, tratamentos de superfície e inspeção de qualidade , é transparente e seguro.
Uma parceria para a entrega de soluções integradas.
Nosso valor vai além de simplesmente dar vida a um projeto. Somos uma organização de Design para Manufaturabilidade (DFM) , que analisa seu projeto em busca de áreas que possam se tornar problemáticas no futuro, como as normas de fixação discutidas anteriormente. Nossos serviços de usinagem CNC de precisão oferecem uma solução completa, não apenas uma forma usinada, com o uso de técnicas avançadas de usinagem, validação em processo e rastreabilidade completa.
A LS Manufacturing oferece confiabilidade por meio da sistematização de nossa expertise técnica em um ambiente transparente e controlado. Abordamos questões complexas de cadeia de suprimentos e qualidade com consistência comprovada em nosso processo de fabricação e total transparência em nossas operações. Esse controle completo sobre nossos negócios nos torna a única escolha lógica para aplicações de usinagem CNC de missão crítica, onde a falha não é uma opção.
Perguntas frequentes
1. Como a LS Manufacturing lida com tolerâncias angulares que não estão explicitamente especificadas nos desenhos?
Por meio do nosso processo DFM (Design for Manufacturability), consultamos ativamente o cliente, com base nos padrões de fixadores típicos de uma determinada região ( geralmente 82 graus para padrões americanos ou 90 graus para padrões métricos ).
2. Existe diferença de preço para usinagem de escareadores de 82° em comparação com escareadores de 90°?
Na LS Manufacturing, desde que as especificações estejam bem definidas, o custo de usinagem para esses dois ângulos é praticamente idêntico. Para obter um orçamento preciso com base no seu volume e requisitos de material, solicite uma cotação instantânea de usinagem CNC online.
3. A LS Manufacturing consegue produzir escareados com acabamento ultra espelhado (Ra 0,4 μm) em peças de aço inoxidável?
Na LS Manufacturing, desde que as especificações estejam bem definidas, o custo de usinagem para esses dois ângulos é praticamente idêntico; os preços são baseados no número de furos e na usinabilidade do material.
4. Por que a LS Manufacturing recomenda adicionar uma etapa secundária de rebarbação após o escareamento?
Como você pode ver, mesmo uma pequena rebarba pode impedir que a cabeça do parafuso fique perfeitamente encaixada na superfície do metal. Utilizamos um processo de escovação robótica que garante o desaparecimento completo da rebarba, mesmo com ampliação de 50x.
5. Vocês oferecem serviço de escareamento personalizado para peças de precisão em pequenos lotes?
Sim. Temos uma oficina de prototipagem equipada para realizar serviços de usinagem com o mesmo nível de precisão que utilizamos em nossa produção em massa para pedidos de pequenos lotes , de 1 a 100 peças .
6. Quais soluções a LS Manufacturing oferece para escarear chapas metálicas ultrafinas (<1,0 mm)?
Determinamos se devemos usar uma operação combinada de furação/escavamento ou um dispositivo de suporte traseiro para evitar a deformação das peças de chapa metálica ultrafinas durante a operação de escareamento.
7. Como a LS Manufacturing evita marcas de vibração da ferramenta durante o escareamento?
Porta-ferramentas de alta rigidez com ajuste por contração e tecnologia de corte em velocidade variável (VLC) são empregados para prevenir eficazmente vibrações de vibração – particularmente em peças de paredes finas e furos profundos – garantindo assim um acabamento superficial cônico liso e impecável.
8. Posso solicitar dados de inspeção de 100% dos escareadores da LS Manufacturing?
Com certeza. Podemos fornecer relatórios de inspeção detalhados (relatórios FAI) das peças de acordo com suas necessidades.
Resumo
A escolha de um escareador imperial de 82° em vez de um métrico de 90° demonstra a dedicação à precisão na montagem. Com base em nossa expertise em usinagem CNC personalizada , a LS Manufacturing não apenas atende às especificações do projeto com precisão absoluta, como também elimina os riscos de montagem para seus projetos globais por meio de nossos serviços de otimização DFM (Design for Manufacturing). Cada detalhe preciso do ângulo do escareador é um fator crítico para um desempenho impecável, mesmo em condições extremas.
Não permita que uma diferença de apenas 8 graus se torne um ponto de falha potencial para suas montagens de precisão. Garanta a integridade do seu projeto agora mesmo enviando seus desenhos em STEP ou PDF para a LS Manufacturing. Nossa equipe de engenheiros seniores fornecerá um orçamento detalhado para usinagem CNC , incluindo uma análise completa de viabilidade de montagem com escareador, em um prazo de entrega de apenas 4 horas .
Garanta uma montagem nivelada perfeita e elimine a fadiga por vibração com a usinagem CNC de escareamento especializada da LS Manufacturing.
📞Telefone: +86 185 6675 9667
📧E-mail: info@lsrpf.com
🌐Site: https://lsrpf.com/
Isenção de responsabilidade
O conteúdo desta página tem caráter meramente informativo. Serviços da LS Manufacturing: Não há declarações ou garantias, expressas ou implícitas, quanto à precisão, integridade ou validade das informações. Não se deve inferir que um fornecedor ou fabricante terceirizado fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas de projeto, qualidade e tipo de material ou mão de obra por meio da rede da LS Manufacturing. Essa é a responsabilidade do comprador. Solicite um orçamento de peças . Identifique os requisitos específicos para estas seções. Entre em contato conosco para obter mais informações .
Equipe de Fabricação LS
A LS Manufacturing é uma empresa líder no setor , especializada em soluções de fabricação personalizadas. Com mais de 20 anos de experiência e mais de 5.000 clientes, concentramo-nos em usinagem CNC de alta precisão, fabricação de chapas metálicas , impressão 3D , moldagem por injeção , estampagem de metais e outros serviços de fabricação completos.
Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração, certificados pela ISO 9001:2015. Oferecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Seja para produção em pequenos volumes ou personalização em larga escala, podemos atender às suas necessidades com a entrega mais rápida, em até 24 horas. Escolha a LS Manufacturing. Isso significa eficiência, qualidade e profissionalismo na escolha.
Para saber mais, visite nosso site: www.lsrpf.com .


