
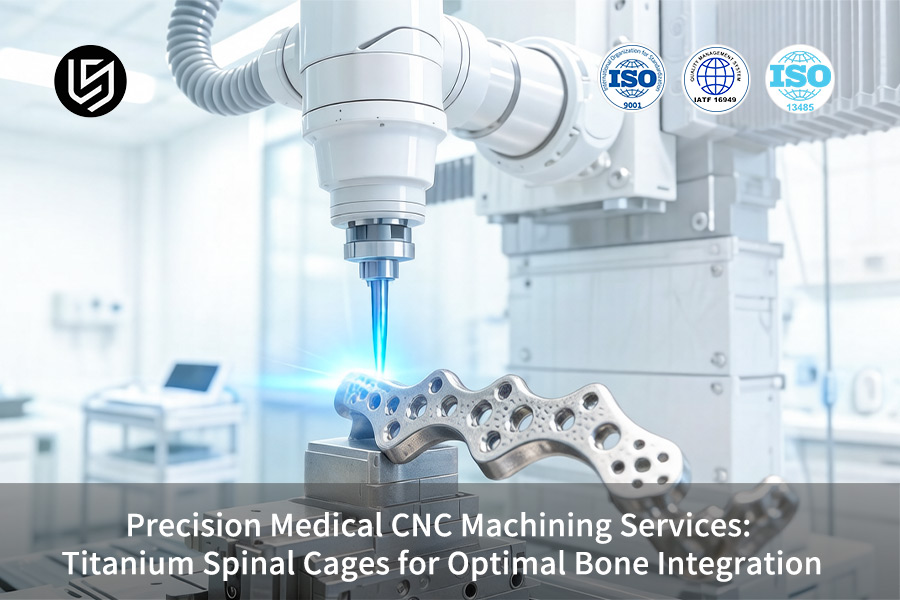
精密医療用CNC加工サービスは、脊椎固定器具における実験室での完璧な仕上がりと臨床現場の現実との間の重要な知識ギャップを埋めます。従来の医療部品サプライヤーの根本的な問題は、幾何学的適合性のみを追求し、炎症や応力遮蔽などの生物学的反応を防ぐために不可欠な、清浄な気孔や機械的不適合性といった生物学的要件を完全に無視している点にあります。当社の5軸CNC加工と積層造形技術の相乗効果により、インプラントの構造そのものに生物学的機能と安全性がもたらされます。
当社独自の超精密仕上げおよび生体活性化プロセスにより、 Ti-6Al-4V ELI合金の表面酸素濃度を40%低減し、最適な荷重伝達を実現する勾配弾性率設計により、ヒドロキシアパタイトの沈着能力を3倍に高めるなど、生体適合性製造技術の有効性が実証されています。当社のサービスをお選びいただくことで、あらゆる細孔に統合された、当社の包括的な生体統合監査チェックリストによる完全な臨床性能保証を受けることができます。
精密医療用CNC加工:必須規格
| 必須要件 | 当社の実施手順 |
| 材料と工程の完全なトレーサビリティ | CNC加工部品は、 ISO 13485/FDA QSRに準拠し、認証済みの材料から完成部品まで、完全な文書(デバイスマスターレコード)とともに製造されます。 |
| 絶対的な生体適合性保証 | 加工は、認定された材料(例: 316LVM、Ti-6Al-4V ELI )を用いてクリーンな環境で行われ、その後、洗浄、不動態化処理、およびパッケージングの検証が行われます。 |
| 微細スケールの特徴精度 | 外科用器具およびインプラントの公差は±0.005mm以内でなければならず、これはスイス型旋盤、マイクロツーリング、および光学測定によって達成される。 |
| 複雑な、患者固有の形状 | 医療画像から複雑な有機形状を機械加工するには、高度な5軸CAMシステムに加え、インプラントが手術計画と完全に一致することを確認するための検証が必要となる。 |
| 検証済みのクリーンルーム製造 | クラス7/8環境における重要なクリーンルーム作業では、部品が汚染されないよう徹底しており、滅菌領域や人体組織に接触する部品については、粒子およびエンドトキシン検査に関するプロトコルが定められています。 |
| 当社のリスク管理型品質システム | 当社では、生産部品承認プロセス(PPAP)、統計的プロセス管理(SPC)に加え、安全上重要なすべての寸法について100%検査を実施しています。 |
| 結果:規制遵守 | 部品だけでなく、規制当局への申請( 510(k)、CEマーク)をサポートする完全な技術ファイルも提供し、市場投入までの道のりを加速させます。 |
| 結果:妥協のない患者安全 | 診断機器、手術機器、埋め込み型機器に至るまで、すべての構成部品が最高の安全性、有効性、信頼性の基準を満たしていることを保証します。 |
当社は、医療機器部品製造におけるCNC加工の根本的な課題に取り組んでいます。医療機器製造においては、精度が安全性と同義です。当社は、認証済みでトレーサビリティが確保され、生体適合性、微細スケール精度、および規制遵守を保証するプロセスを提供します。安全で効果的かつ信頼性の高い医療機器やインプラントを提供することで、市場投入までの時間を短縮し、最高の臨床結果を実現します。
このガイドを信頼する理由とは?LS製造のエキスパートによる実践的な経験
機械加工に関する資料は数多く存在しますが、この資料はチタン製脊椎ケージの精密医療用CNC加工に関する実績のある情報を提供します。私たちは理論に頼るのではなく、細孔構造の清浄度や応力遮蔽といった問題にもかかわらず、最適な骨統合を実現することに重点を置いている自社工場を運営しています。この情報は、失敗が許されない医療用インプラントを製造する自社工場で作成されており、 TWI Globalが発行する規格などの基準を遵守しています。
当社の情報は、粉末残留物による炎症の防止や、勾配設計による機械的適合性の確保といった、現実世界の課題解決を通して生み出されています。各工程は、長年の生産実績を通じて培われた、国際航空宇宙品質グループ(IAQG)が公表する基準など、厳格な基準に照らして検証されています。
私たちは、学術的な資格ではなく、これまでの経験に基づいた知見を共有したいと考えています。この文書で紹介するTi-6Al-4V ELIのツールパス最適化と後処理に関する技術と戦略は、私たちが日々の業務で実践し、シームレスに連携するケージを製作するために活用しているものです。この文書は、皆様が私たちの経験から得た知見を活用し、医療機器と患者様の安全と成功を確実にする一助となることを目的としています。

図1:脊椎固定術における骨統合を最適化するために、多孔質のカスタムチタン製脊椎ケージをCNC加工する様子。
骨結合不全や脊椎固定ケージの合併症を引き起こす主な製造関連要因は何ですか?
脊椎固定インプラントの長期的な臨床的成功は、本質的には製造段階で決まります。本稿では、製造段階におけるインプラントの故障根本原因の制御を通じて、製造性に関連する故障要因を排除するための統合的なアプローチを提示します。このアプローチは、材料科学、精度、および生体力学的完全性を確保し、清浄度、表面状態、および機械的適合性という重要な課題にワンステップで対処します。
多孔質構造物の多段階除染の検証
当社では、積層造形された格子構造に対して、独自の多段階洗浄法を採用しています。この洗浄法は、溶剤を用いた粉末除去、パルス超音波攪拌、真空乾燥から構成されています。マイクロCTによる検証により、格子構造内のすべての粒子の質量が5ppm未満であることが確認されています。これにより、インプラント関連炎症という主要な問題の一つを克服できます。したがって、インプラントは骨の成長に完全に適合します。内部の完全な清浄度は、製造および生体適合性において譲ることのできない必須条件です。
最適な生物活性を実現するための表面制御工学
チタンの表面状態を精密に制御しています。熱酸化を精密に制御することで、ナノメートルレベルで均一な酸化チタン層を形成します。 チタン製脊椎ケージのCNC加工はすべてクリーンルームで行い、汚染がないことを保証しています。このようにして得られた材料は、より親水性でタンパク質吸着性に優れた表面状態を有しており、骨芽細胞の付着と増殖速度に直接影響を与え、生体活性のある宿主材料となります。
ハイブリッド製造による生体力学的調和
当院では、患者固有の有限要素解析を用いて格子/固体支持体を設計することでこれを実現しています。インプラントの重要な荷重支持面は、10ミクロン以下の精度でCNC加工により精密に加工されます。インプラントの多孔質部分はSLM(選択的レーザー溶融)によって形成されます。加工統合により、全体の剛性が骨と同等であることが保証されます。 計測CNC加工を用いて、マスターツール上でインプラントの形状を検証します。
当社の権威は、超音波周波数や酸化温度といった特定のプロセスパラメータと定量化された生物学的結果を相関させる能力によって裏付けられています。当社は、高度なCNC加工技術と積層造形技術を組み合わせることで、単なる製造製品ではなく、骨統合を実現するためにゼロから設計された、検証済みの生体力学的システムを提供するという根本的な課題に取り組んでいます。

脊椎固定ケージにおいて、骨の成長を促進する理想的な多孔質構造を設計・製造するにはどうすればよいでしょうか?
脊椎固定ケージの骨内成長を実現するには、生物学的に許容されるだけでなく、機械的にも十分な格子構造を設計する必要があります。本稿では、最終的なCNC加工製品が、我々が意図する生物学的および機械的性能基準を正確に反映するように、このような構造の設計、最適化、そして最も重要な製造において、我々が採用している厳格なアプローチについて説明します。
生体力学シミュレーションによるパラメータ最適化
- 目標とする多孔度と細孔サイズ: FEAにより、骨統合インプラントのために、部位固有の多孔度( 60~80% )と300~700µmの範囲の目標細孔を実現します。
- 確実な相互接続性:当社の設計ツールは、血管新生に不可欠な細孔の100%の相互接続性を保証します。
- 機械的模倣:当社の格子構造の弾性率は宿主骨の弾性率と同程度であるため、応力遮蔽を防ぎます。
目標とする性能を実現するための単位セル選択
- 主要荷重支持構造:ダイヤモンド単位セルは、その高い強度と溶融ゾーンへの透過性から、主要格子構造として採用されています。
- 末梢生体活性の向上:ジャイロイド単位セルは、インプラントの末梢領域における生体活性を高めるために使用されます。
- シームレスなハイブリッド統合:格子構造とソリッドCNC加工領域が滑らかに融合されています。
ファイルから部品に至るまで寸法精度を確保する
- 設計によるAM補正:独自のデータベースにより、インプラントの積層造形における溶融プール効果を補正するために、CADで支柱の直径を事前に調整します。
- 検証済みの後処理:制御された化学研磨レシピにより、重大な浸食を起こすことなく、支柱を均一に洗浄します。
- 計測学的検証:マイクロCTスキャンによる重要な細孔寸法の検証を行い、設計意図の10%以内に収まっていることを確認します。
当社の強みは、デジタルから物理まで、プロセス全体を制御できる能力にあります。当社は、補正設計、ハイブリッドCNC加工、検証を通じて、脊髄ケージの理想的な多孔質構造設計と製造の現実との間のギャップを埋めます。こうして製造される格子構造は、生体力学的に健全であると同時に、足場として生物学的にも効果的です。
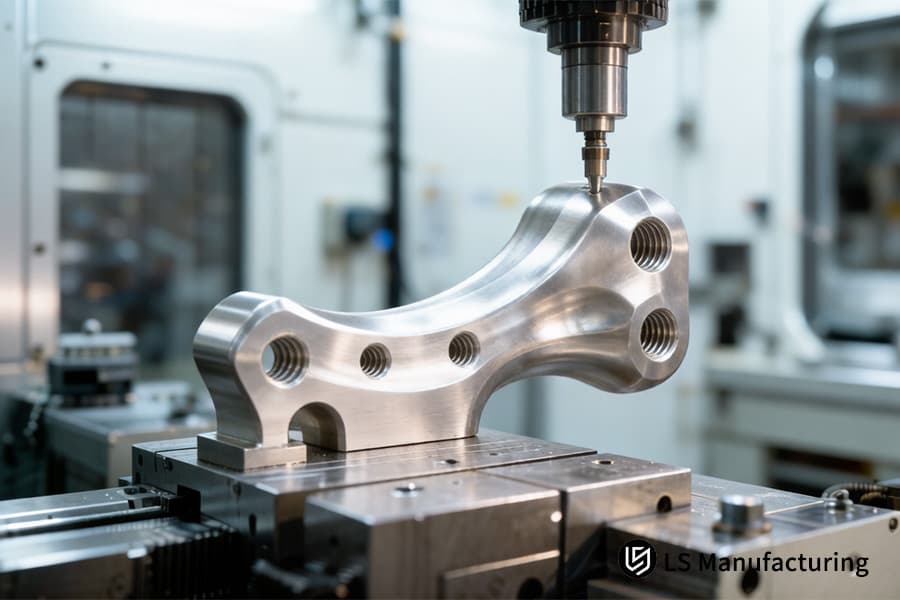
図2:医療整形外科用インプラント手術室で、チタン合金製の脊椎ケージを加工している様子。
医療グレードのチタン合金の精密機械加工は、インプラントの表面の完全性と清浄度をどのように保証するのでしょうか?
完全な生体活性界面を実現するには、表面の完全性と清浄度が不可欠です。当社の「バイオグレード表面」製造戦略は、微細な欠陥や不純物を除去することで、予測可能な骨統合を実現し、生物学的性能において設計意図を具現化するという根本的な問題を解決します。
超精密加工による微細欠陥の除去
この基礎は、精密医療用CNC加工サービスにおいて確立されます。当社では、精密部品の加工に2段階の加工プロセスを採用しています。まず、最終段階では、融合装置のエンドプレートなどの重要な部分を、最適な条件下で単結晶ダイヤモンド加工工具を用いてフライス加工します。この超精密CNC加工により、鏡面仕上げ( Ra ≤ 0.2μm )を実現します。次に、最も重要なのは、手動および顕微鏡を用いた方法により、ネジ穴や内部チャネルの微細な亀裂をすべて除去するという、細心の注意を要するプロセスです。
損傷層の除去と不動態化
完璧な機械加工を施しても、加工痕は残ります。そこで、医療用チタンには、陽極溶解を精密に制御した電解研磨プロセスを採用しました。このプロセスにより、表面層( 10~30μm)を精密に除去し、高度なCNC加工工程で生じた微細構造の欠陥、微小亀裂、および埋め込まれた汚染物質を取り除きます。また、均一なCr2O2リッチな不動態酸化皮膜を形成し、耐食性を向上させるとともに、均一で化学的に安定した表面仕上げを実現します。
検証済みの多段階超クリーン処理
電解研磨工程の後、部品はクラス10,000のクリーンルーム内で検証済みの洗浄工程を受けます。この工程には、アルカリ浸漬、酸リンス、超純水による複数回のリンス、超音波攪拌、高圧スプレーが含まれ、これらはすべて汚染物質を除去するための付加的なプロセスです。最終的な乾燥工程は、クラス100の層流真空環境で行われます。当社はASTM F2459に従って清浄度プロセスを検証し、粒子数を定量化可能なレベルで提供します。
この文書では、精密CNC加工を出発点とする、譲ることのできないプロセスについて説明します。当社の差別化要因は、欠陥除去、電気化学的精製、微粒子除去という一連のプロセスを統合し、検証することにあります。当社は単に部品を製造するのではなく、医療用CNC加工からクリーンルームでの包装まで追跡可能な、汚染物質のないバイオインターフェースを保証します。

図3:精密な脊椎固定術のための生体適合性チタン合金製脊椎ケージの作製。
融合装置の弾性率を製造工程を通じて制御し、宿主骨の弾性率に一致させるにはどうすればよいでしょうか?
インプラントと骨材料の剛性の大きな不一致である応力遮蔽は、脊椎固定術の失敗の既知の原因です。この文書では、骨の弾性率に合わせたカスタムチタン製脊椎ケージを設計するための、斬新な「設計-材料-プロセス」統合に対する当社のCNC加工アプローチの概要を説明します。次のセクションでは、正確な弾性率の一致を実現するための体系的なアプローチの概要を説明します。
| 戦略 | 主要な実施事項と定量化可能な成果 |
| 材料選定:ベータチタン合金 | Ti-13Nb-13Zr(約60 GPa)は、Ti-6Al-4V(約110 GPa)よりも基本的な弾性率が皮質骨(約20 GPa )に近い。 |
| 勾配多孔質構造設計 | 密度が異なる格子構造を積層造形することで、中心部から骨との界面にかけて弾性率の勾配を設計することが可能になる。 |
| 後処理熱処理 | 特定のベータ合金に対するカスタマイズされた溶液処理と時効処理により、最終的な弾性率を特定の範囲内( 55~80 GPa )で調整することが可能になります。 |
| 加工パラメータの最適化 | ベータチタン合金の機械加工においては、加工硬化によって表面弾性率が意図せず上昇するのを防ぐため、精密CNC加工における特定のパラメータ(速度、送り速度、冷却速度)が最適化されます。 |
このフレームワークは、材料選定から、固体部品向けの独自のCNC加工技術、複雑な格子構造向けの積層造形に至るまで、データ駆動型の製造ソリューションへのアプローチを通じて、パフォーマンスへと変換されます。チタンインプラント製造における当社の経験は、これらのアプローチを組み合わせることで、重要な機械的特性を管理するための検証済みの手法をお客様に提供し、高度なエンジニアリングによって応力遮蔽の懸念を解消します。
LSマニュファクチャリング整形外科:複雑な多孔質ACDFデバイス製造のための統合プロジェクト
整形外科分野における革新的なリーディングカンパニーは、一体型の固体構造と多孔質構造を備えた次世代頸椎固定器具の信頼性問題に悩まされていました。LS Manufacturingのこの整形外科分野の事例では、当社のエンジニアリングされたSLM一体成形ソリューションが、これらの問題を克服し、製品の発売を成功に導くのにどのように役立ったかをご紹介します。
クライアントの課題
顧客の新しいACDFケージ製造設計は、安定性を確保するために中央支柱を、内部成長のために3D格子構造を採用していましたが、設計上の不整合に問題が生じていました。サプライヤーの現在の製造プロセスは、支柱にCNC加工、3D格子に溶接を使用していましたが、溶接に問題があり、熱影響部の問題や溶接工程中の溶融不足の可能性が生じていました。これにより、疲労試験で15%を超える不適合率が発生し、設計信頼性の提出に不可欠な内部清浄度試験にも不合格となっていました。
LSマニュファクチャリングソリューション
解決策は、包括的で完全に統合された積層造形ソリューションを提供することでした。ケージ全体は、医療グレードのTi-6Al-4V ELI粉末と10 ppm未満の酸素濃度の印刷雰囲気を用いたSLM印刷により一体成形されました。プレビルドシミュレーションを使用して、支柱から多孔質構造への設計を最適化しました。後処理は、緻密化のためのHIP処理、続いて重要な平面の精密CNC加工、そして化学研磨でした。この設計は一体構造であるため、従来の組み立てプロセスに伴う溶接欠陥や内部清浄度の問題のリスクを排除することができました。
結果と価値
滑らかな一体型デバイスは完全に検証され、内部微粒子試験はISO 13485に準拠し、生理的負荷での疲労性能は1,000万サイクルを超え、要求仕様を50%上回りました。検証済みの洗浄可能な内部格子とデータパッケージは、クライアントのFDA 510(k)承認取得に大きく貢献し、市場投入までの期間を約8ヶ月短縮し、LS Manufacturingを複雑なインプラントソリューションの戦略的パートナーとしての地位に押し上げました。
この事例研究では、シミュレーションから制御雰囲気印刷、検証済みの後処理に至るまで、当社のプロセス能力を最大限に活用し、重大な統合問題を解決することで、故障しやすい組立工程から信頼性の高い高性能CNC加工プロセスへと変革できたことを示しています。これにより、構造的完全性と清浄度が譲れない要件である、クライアントの高度な整形外科用機器の市場投入までの時間を定量的に短縮することができました。
LS Manufacturingの統合型精密医療機器製造技術により、インプラントの設計からFDA承認取得までをワンランク上のレベルで実現します。

脊椎固定器具の生体適合性と前臨床性能を検証するにはどうすればよいか?
脊椎インプラントのCNC加工を設計段階から臨床応用へと移行させるには、厳密かつデータに基づいた検証アプローチが不可欠です。本稿では、前臨床検証のための包括的な試験戦略を提示します。これは、単なる法令遵守にとどまらず、規制環境および臨床医の間での成功を予測するデータパッケージを提供することを目的としています。
| 検証の柱 | 方法論と定量化可能な成果 |
| 材料の安全性:生体適合性 | 生体適合性試験の認定を受けた試験所でISO 10993シリーズ全体を完了し、細胞毒性、感作性、刺激性、および全身毒性に関する合否基準の定量的データを提供する。 |
| 構造性能:機械的試験 | ASTM F2077/F2267に準拠した静的および動的試験を実施し、圧縮剛性、沈下抵抗、1000万サイクルまでの疲労寿命など、インプラントの性能に関する定量的データを提供する。 |
| 機能的有効性:骨統合の可能性 | インプラント表面上での体外細胞培養モデルを用いて、細胞生存率( 90%以上)、アルカリホスファターゼ活性、結節形成などの初期骨形成能に関する定量的データを提供する。 |
当社は、CNC加工による原材料からインプラントの性能検証まで、包括的なプロセスを提供しています。当社のサービスには、試験計画、認定パートナーとの試験実施、データ分析が含まれ、設計の安全性と機能性を証明する包括的なレポートを提供します。医療用インプラント加工サービス向けに提供する統合検証サービスは、規制要件を競争優位性へと転換し、複雑な脊椎デバイスソリューションの開発におけるリスクを低減します。
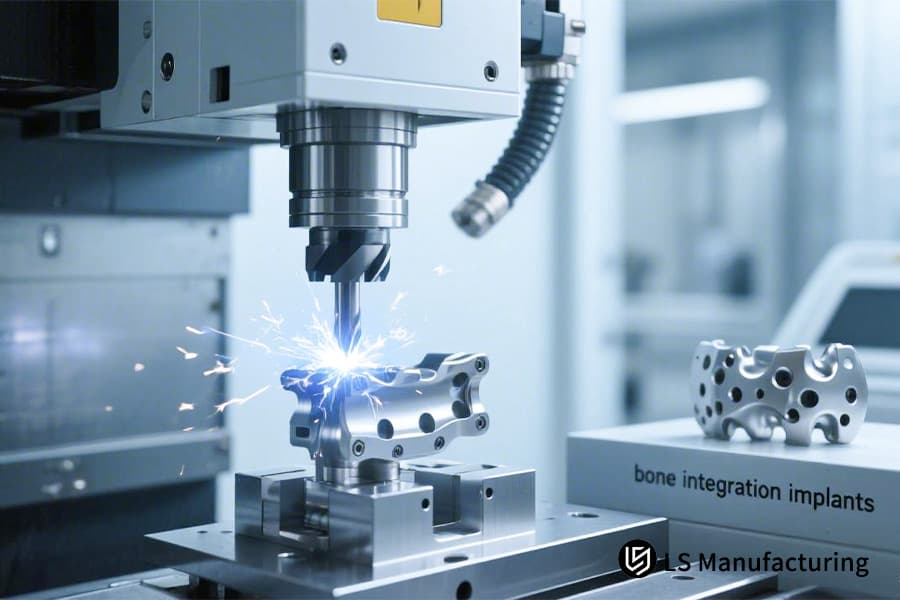
図4:神経外科および整形外科用インプラントに使用される生体適合性チタン合金に対する高精度CNC加工の実施。
CNC/AMサプライヤーの医療用インプラント製造資格を評価する方法とは?
カスタム医療用インプラントのCNC加工パートナーを選ぶプロセスは、もはや機械加工工場の精度を評価するだけではなく、その組織全体の品質文化を評価し、確認することに重点が置かれるようになっています。重要なのは、単なる機械加工工場と、医療機器サプライヤーとしての資格要件を満たすパートナーを見分ける方法であり、そのためには、設計、生物学的リスク、トレーサビリティを管理するシステムの深度を評価する監査を実施する必要があります。
ISO 13485に基づく設計管理およびリスク管理
- 設計履歴ファイル(DHF)の完全性:当社は、すべての設計入力、出力、レビュー、および検証/妥当性確認活動に関する追跡可能な記録を保持しています。
- 統合リスク管理: 高精度CNC加工と材料分析を徹底的に実施し、微粒子、機械的故障、生体適合性に関連するリスクを効果的に管理します。
- プロセス検証マスタープラン: CNC加工されたインプラントやその後の処理など、すべての重要なプロセスに関するプロトコルを確立し、実行する。
制御環境と高度なプロセス検証
- 専用クリーンルーム運用:すべての仕上げおよび取り扱い作業において、 ISO 7(クラス10,000)の管理された環境を維持します。
- 包括的なプロセス適格性評価:機械自体を検証するだけでなく、特定のインプラントファミリーの原料から洗浄までのプロセス全体を検証します。
- 統計的プロセス管理 (SPC):リアルタイム監視と管理図を使用して、重要なインプラントの特徴の精密 CNC 加工を行い、 Cp/Cpk > 1.33を達成します。
完全なデバイス履歴記録(DHR)と変更管理
- 材料から部品までのトレーサビリティ:認証済みの原材料ロット(例: Ti-6Al-4V ELI棒材)からシリアル番号が付与された各インプラント部品まで、途切れることのないトレーサビリティの連鎖を確保できる能力。
- 構造化されたエンジニアリング変更指示書(ECO):変更を実施する前に、設計、リスク、および規制当局への申請への影響を確認するために、あらゆる変更についてレビューサイクルが必要です。
- 不適合および是正措置システム:あらゆる不適合に対して強力な不適合および是正措置システムを整備する能力。これはISO 13485品質システムマネジメントレビューに直接関連しています。
このフレームワークは、単なる認証にとどまらず、運用面まで踏み込んだ重要な監査ポイントに焦点を当てているため、非常に重要です。当社の戦略は、高度なCNC加工を品質エコシステムの一部として組み込んだソリューションを設計できる、資格のあるパートナーを見つけることが可能であることを示しています。
患者の生涯に影響を与える脊椎固定術の分野において、なぜLSマニュファクチャリングを選ぶべきなのか?
脊椎固定術において、インプラントは永久的な生体力学的部品です。課題は、設計を、生涯にわたる骨結合と機械的完全性を提供するデバイスへと具現化することです。そのためには、単に機械加工を行うだけでなく、ソリューションを設計・開発できるメーカーが必要です。LS Manufacturingは、コンセプト段階から製品発売まで、臨床および規制面での成功に共同で責任を負う、真の医療機器製造パートナーです。
臨床要件から製造可能な設計へ
私たちは、生物学的および機械的な要件を、製造可能な精密な仕様に変換します。脊椎インプラントの機械加工プロジェクトでは、骨の成長を促進するチタン合金の表面テクスチャを確立するために協力し、その仕様を実現するために必要な精密なCNC加工と後処理の要件を決定することで、設計入力を製造可能かつ検証可能なものにしました。
生体適合性と性能のための制御されたエコシステム
性能は、汚染物質のない検証済みのプロセスチェーンに基づいています。仕上げ作業はすべてISO 7クリーンルームで行います。 多軸CNC加工機を使用し、ツールパスとクーラント制御を検証することで、不純物の混入を防止しています。ロットは、 ASTM F1717に準拠した1,000万サイクルまでの疲労試験を含む、イオン試験と機械的検証を受けています。試験管内データは、生体内寿命要件を裏付けるものとなります。
完全なトレーサビリティと規制対応ドキュメント
当社では、製造プロセスと並行して、機器履歴記録と設計履歴ファイルを作成します。すべてのインプラントについて、原材料証明書、 高度なCNC加工パラメータ、洗浄・滅菌ロットに至るまでの全工程を文書化します。これにより、途切れることのないサプライチェーンが構築され、部品が完全に文書化された医療機器へと生まれ変わります。
この文書では、製造プロセスが設計管理プロセスの延長線上にあるという手法について説明します。このパートナーシップにより、設計、文書化、検証済みの基盤が構築され、市場投入までのリスクが軽減されます。技術的な厳密さと品質システムを統合したこの実績ある手法こそが、ミッションクリティカルな脊椎関連用途においてLS Manufacturingを選ぶべき明確な理由です。
よくある質問
1. 設計が確定してから、前臨床試験に使用できる融合プロトタイプを入手するまで、どのくらいの時間がかかりますか?
中程度の複雑さの設計の場合、このサイクルは通常8~12週間かかります。これには、プロセス実現可能性分析、金型製作、初回生産、後処理、および基本テストが含まれます。ただし、複雑な多孔質構造や特殊な表面処理が必要な構造の場合は、このサイクルが長くなる可能性があります。
2. チタン合金製の脊椎固定器具において、どの程度の寸法精度と表面粗さを実現できますか?
CNC加工による形状の場合、寸法公差は±0.025mmまで高精度にすることができ、主要な接合面の表面粗さは0.4μm以下まで許容されます。SLSを用いて作製した多孔質構造の場合、穴径の公差は±0.05mm以内、柱径の偏差は10%未満まで許容されます。表面粗さは電解研磨によってさらに低減することも可能です。
3. 多孔質核融合装置の内部が完全に清浄で、処理残留物が一切残っていないことをどのように保証できますか?
当社では、「設置後の粉体除去 - 多段式化学洗浄 - 高圧水噴射 - 超音波深層洗浄 - 真空乾燥」という標準的な工程に従い、工程の各段階で清浄度試験(重量法、粒子数測定など)を実施しています。洗浄工程に関する報告書( IQ、OQ、PQ )およびサンプルの清浄度試験報告書をご提供できます。
4. 当社の設計に製造上の問題や潜在的な性能上のリスクがある場合、それらを当社にご報告いただけますか?
はい。弊社はISO 13485に基づいた設計・開発支援サービスを提供しています。構想段階から参加し、構造物の印刷性、サポート材の除去可能性、デッドコーナーの清掃性、応力集中など、製造可能性に関する詳細なレポートを提供いたします。これらの提案は非常に重要です。
5. 御社は、試作品の製造から登録手続きのサポートまで、包括的なプロジェクト管理サービスを提供していますか?
当社は「受託設計・製造組織」としてサービスを提供し、設計変更、プロセス開発、設計確定、試作、性能検証、技術文書(DHF、DMR)の作成といった各段階でサポートを提供することで、製品発売までの期間を大幅に短縮できます。
6. 最小注文数量(MOQ)はいくらですか? 1個からの試作品製作は可能ですか?
当社はプロトタイプの開発と設計の反復プロセスを全面的にサポートします。最小注文数量(MOQ)は1~5個と少なめに設定可能です。これは、検証試験や動物実験が必要となる医療機器の開発において特に重要です。
7. Ti-6Al-4V ELI以外のインプラントグレード材料の使用を支持しますか?
全面的にサポートいたします。純チタン(グレード2、グレード4)、Ti-6Al-7Nb、およびTi-15Mo-5Zr-3Alなどの各種ベータ型チタン合金の加工が可能です。さらに、マグネシウム合金を含む劣化性金属の加工に関する研究実績も有しております。
8.脊椎固定器具プロジェクトのための新たな共同研究を開始するにはどうすればよいでしょうか?
機密保持契約締結後、初期設計コンセプト、性能要件、ターゲット市場をお知らせください。設計ファイルをアップロードしていただくことで、即時見積もりを依頼することも可能です。弊社の医療プロジェクトチームが5営業日以内に予備的な実現可能性調査を開始し、詳細な手順について話し合うための技術会議を設定いたします。
まとめ
設計図に基づいてチタン合金製の脊椎部品を製造することは、ほんの始まりに過ぎません。精密医療機器製造は、生体適合性、生体力学、トレーサビリティをすべての工程に統合したシステムです。そのためには、金属加工の専門家であると同時に、規制にも精通し、多分野にわたる専門知識を、厳格な審査に耐えうる製品へと変換できる実務能力を備えたパートナーが必要です。
最新世代の脊椎固定システムの製造品質と規制遵守の限界を特定するお手伝いをするパートナーをお探しでしたら、設計コンセプトまたは性能に関する課題をご提出ください。LS Manufacturingの医療用CNC加工ソリューションチームが、お客様に代わって徹底的な「インプラント製造可能性分析および前臨床検証経路」を開始いたします。規制ガイドラインに基づいた当社のエンジニアリングの視点から、安全性と有効性に関連する設計のあらゆる側面を評価いたします。
LS Manufacturing社と提携することで、真の骨結合と患者の安全性を確保するために設計された、医療グレードのチタン製脊椎ケージを入手できます。
📞電話番号:+86 185 6675 9667
📧メールアドレス:info@lsrpf.com
🌐ウェブサイト: https://lsrpf.com/
免責事項
このページの内容は情報提供のみを目的としています。LS Manufacturing サービスでは、情報の正確性、完全性、有効性について、明示的または黙示的な表明または保証は一切ありません。第三者のサプライヤーまたは製造業者が、LS Manufacturing ネットワークを通じて、性能パラメータ、幾何公差、特定の設計特性、材料の品質と種類、または製造技術を提供するものと推測すべきではありません。これは購入者の責任です。部品の見積もりが必要な場合は、これらのセクションの具体的な要件を特定してください。詳細についてはお問い合わせください。
LS製造チーム
LS Manufacturingは業界をリードする企業です。カスタム製造ソリューションに特化しており、20年以上の経験と5,000社以上のお客様との実績があります。高精度CNC加工、板金加工、 3Dプリンティング、射出成形、金属プレス加工、その他ワンストップ製造サービスを提供しています。
当社工場は、ISO 9001:2015認証を取得した最新鋭の5軸加工センターを100台以上保有しています。世界150カ国以上のお客様に、迅速、効率的、かつ高品質な製造ソリューションを提供しています。少量生産から大規模なカスタマイズまで、お客様のニーズに24時間以内の最短納期で対応いたします。LS Manufacturingをお選びください。効率性、品質、そしてプロフェッショナリズムをお選びいただくことを意味します。
詳細については、当社のウェブサイト( www.lsrpf.com )をご覧ください。


