تُعالج خدمات التصنيع باستخدام الحاسوب (CNC) المخصصة تحديدًا قصورًا جوهريًا في الهندسة الدقيقة للمشاريع العالمية، ألا وهو التداخلات التي تحدث في عملية التجميع نتيجةً لغموض المعايير الإمبراطورية لزاوية 82 درجة والمعايير المترية لزاوية 90 درجة . هذا الاختلاف البالغ 8 درجات، والناجم عن نقص في الرسومات الواضحة أو معرفة المورد، يؤدي إلى بروز رأس البرغي أو عدم إحكام التلامس. ولهذا الأمر عواقب وخيمة في صناعات الطيران والفضاء والأجهزة الطبية، حيث تُسبب هذه الظاهرة في أدوات التثبيت فشلًا مباشرًا في الأجزاء الحيوية من المنتج، وتحديدًا أدوات التثبيت، خلال مراحل الاختبار الحرجة، ولا سيما اختبار الاهتزاز.
يُعدّ هذا قصورًا جوهريًا نظرًا لغياب فهم مفاهيم "توزيع إجهاد التلامس" و"تعويض عمق التفريز". فاستخدام قاطع بزاوية 90 درجة لمواصفات 82 درجة يؤدي إلى خسارة فادحة في مقاومة الإجهاد، تتجاوز 40% ، نظرًا لتكوّن نقطة تلامس فقط بدلًا من سطح ارتكاز. ويتم التغلب على هذه المشكلة من خلال عملية "محاكاة الإجهاد الهندسي" و"نماذج العمق" الخاصة لضمان تطابق مثالي بنسبة 100%. هذه هي الخطوة الأولى نحو الموثوقية، والتي تُعدّ اختبارًا حاسمًا لخبرة المورّد.
مقارنة بين مثاقب التوسيع الإمبراطورية 82° والمترية 90°: دليل التشغيل الآلي
| الاختلافات الرئيسية | التطبيق والآثار التصنيعية |
| الاستخدام الأساسي والمعياري | تُعتبر زاوية 82° معيارًا في الأنظمة الإمبراطورية/الأمريكية، وغالبًا ما تُستخدم مع البراغي ذات الرأس المسطح. أما زاوية 90° فهي المعيار في الأنظمة المترية، مما يُتيح استخدام مثبتات أعرض وأقل عمقًا. |
| تثبيت رأس الرأس والتثبيت | 82 درجة هي زاوية أكثر حدة، مما يسمح بقوة تثبيت محورية أكبر لعزم دوران معين مقارنة بمقعد بزاوية 90 درجة . |
| توافر الأدوات والبرمجة | يُعدّ استخدام الزاوية القياسية الصحيحة بدقة أمرًا بالغ الأهمية. فعدم القيام بذلك يعني أن المثبت لن يستقر بشكل صحيح. |
| بروتوكول التصنيع الخاص بنا | لدينا أدوات لكلا معياري التصنيع باستخدام الحاسب الآلي . نتحقق من صحة الزاوية المحددة وفقًا لرسمة المثبت أو المعيار لضمان التوافق التام . |
| النتيجة: تركيب مناسب للمثبت | يضمن الملاءمة المناسبة ، بحيث يكون رأس المثبت مستويًا أو أسفل سطح القطعة، كما هو مقصود، من أجل السلامة والمظهر والوظيفة. |
| النتيجة: سلامة الوصلة المثلى | يضمن التحميل المسبق المناسب وقوة التثبيت لسلامة المفصل، مما يمنع فشل المفصل من الارتخاء تحت تأثير الاهتزاز أو الحمل. |
نولي اهتمامًا بالغًا بالتفاصيل الدقيقة لتصنيع زاوية التفريز المناسبة باستخدام آلة CNC لتركيباتكم، سواء كانت بوحدات القياس الإمبراطورية أو المترية. يتم ذلك بدقة متناهية لضمان تثبيت مثالي للتركيبات، وقوة تثبيت قصوى، وموثوقية عالية للوصلات، مما يجنبكم أي مشاكل أثناء التجميع أو استخدام قطعكم الدقيقة. هذا الاهتمام بالتفاصيل يضمن لكم تلبية جميع متطلبات الأداء والمعايير الخاصة بقطعكم.
لماذا تثق بهذا الدليل؟ خبرة عملية من خبراء التصنيع في LS
كُتبت العديد من المقالات حول عمليات التثقيب المخروطي، لكن ما يُميز هذا الدليل هو أنه كُتب بناءً على خبرة عملية امتدت لخمسة عشر عامًا في مجال التصنيع باستخدام الحاسوب (CNC) حسب الطلب . لقد شهدنا مشكلة الجمع بين المعايير الإمبراطورية (82 درجة) والمعايير المترية (90 درجة)، مما يُسبب مشاكل في التجميع وأعطالًا ناتجة عن الاهتزاز في الأجزاء الحساسة لتطبيقات الفضاء والطيران والتطبيقات الطبية.
لقد اكتشفنا أن فرق 8 درجات ليس بالأمر الهين، إذ يؤثر على توزيع الإجهاد وتعويضه. ومن خلال التجارب، قمنا بضبط اختياراتنا للأدوات وإعدادات آلات التحكم الرقمي الحاسوبي (CNC) بدقة لضمان تجنب التلامس النقطي، الذي قد يؤدي إلى فقدان مقاومة الإجهاد بنسبة 40% . كما تتوافق أساليبنا مع إرشادات إدارة السلامة والصحة المهنية (OSHA) ومع التوجه الذي وضعته شركة غاردنر بيزنس ميديا ، مما يعني أن تقنياتنا المستخدمة مع مواد مثل التيتانيوم أو الفولاذ المقاوم للصدأ 316 ليست آمنة فحسب، بل مدعومة أيضًا من قبل قطاع الصناعة.
كل نصائحنا نابعة من تجاربنا، سواء الناجحة منها أو الفاشلة، والتي كانت مكلفة في بداياتنا. لكننا نرغب في أن تستفيدوا من خبرتنا لتتمكنوا أنتم أيضاً من الحصول على نتائج مثالية دون الحاجة إلى تجربة كل شيء. ثقوا بأن هذه هي نفس الخبرة التي نستخدمها لضمان موثوقية قطعنا الدقيقة، ونحن حريصون على مساعدتكم في إنجاز العمل على أكمل وجه.

الشكل 1: تشكيل تجويف دقيق بزاوية 90 درجة في الألومنيوم لمثبتات الفضاء الجوي ومكونات التجميع الدقيقة.
لماذا يُعد فهم الفرق بين نظام القياس المتري ونظام القياس الإمبراطوري لتصنيع الثقوب الغاطسة أمراً ضرورياً للتصنيع الدقيق؟
في عالم خدمات التصنيع الدقيق باستخدام الحاسوب (CNC) المعولم، يُعدّ الاختلاف الأساسي بين هندسة الثقوب الغاطسة المترية القياسية والبريطانية ( الزاوية القياسية: 90° مقابل 82°/100° ) اعتبارًا جوهريًا يُساء فهمه غالبًا خلال مرحلة التصميم. ويؤدي هذا في كثير من الأحيان إلى المساس بسلامة التجميع. سيُحلل هذا البحث تأثير اختلاف الزاوية وعملية التحقق المنهجية المُطبقة خلال خدمات التصنيع باستخدام الحاسوب (CNC) لضمان نجاح التجميع.
| وجه | المعيار الإمبراطوري | المعيار المتري | النتائج والبيانات |
| الزاوية الأساسية المضمنة | 82° ( الفضاء الجوي المتخصص - 100° ) | 90 درجة | قد يؤدي عدم التطابق إلى فقدان ما يقرب من 60٪ من المساحة المطلوبة لسطح التحميل، مما يؤدي إلى إنشاء نقطة تركيز إجهاد حرجة . |
| النتيجة الوظيفية | تثبيت غير مطابق | التوافق الهندسي الصحيح | قد يؤدي عدم التوافق إلى بروز رأس المسمار أو خلق فجوة، مما يتسبب في ارتخاء المسمار قبل الأوان بسبب قوى الاهتزاز . |
| التخفيف الاستباقي | التحقق وفقًا لمعايير AS/SAE لدرجة حرارة 82 درجة | التحقق من الصحة وفقًا لمعايير DIN/ISO لـ 90 درجة | من خلال تطبيق " منطق التحقق المزدوج " أثناء التحقق من برنامج CNC - وتحديداً من خلال التحقق المتبادل من المواصفات الفنية - نتخلص من مشكلة إعادة العمل على دفعات في عمليات التصنيع الدقيقة المخصصة باستخدام CNC . |
تُعدّ زاوية التوسيع المخروطي بالغة الأهمية لطول عمر المنتج. ويتمّ معالجة مشكلة العميل الحرجة المتمثلة في أخطاء الرسم الكامنة من خلال حلّ تعارضات المواصفات ، وهو ما يتمّ ضمانه من خلال بروتوكول جودة التصنيع، ما يُشكّل ميزةً حاسمةً من خلال ضمان تلبية الاحتياجات الوظيفية الدقيقة عبر عملية التحقق الهندسي.

كيف يمكن لخدمات التصنيع باستخدام الحاسب الآلي المخصصة أن تضمن التركيب المثالي لتركيب مخروط بزاوية 82 درجة؟
لتحقيق سطح مستوٍ تمامًا مع تجويف مخروطي بزاوية 82 درجة ، يجب إجراء حسابات رياضية لتحديد العلاقة بين رأس المثبت والمقعد المخروطي. مع ذلك، يكمن التحدي هنا في ضرورة أن يراعي التصميم أيضًا الانحراف الطبيعي الناتج عن حركة الأدوات وتشغيل الآلات، بحيث لا تكون رؤوس البراغي مرتفعة جدًا أو منخفضة جدًا في المنتج النهائي. يتضمن حل شركة LS Manufacturing الخاص لهذه المشكلة استخدام النمذجة الحاسوبية والتصنيع باستخدام الحاسوب (CNC) لإنتاج أجزاء دقيقة .
تعويض القطع الزائد الخوارزمي
يقوم برنامج الكمبيوتر الخاص بإجراء تعديلات في الوقت الفعلي لعملية الطحن باستخدام الحاسوب بناءً على الحمل على المغزل وصلابة المواد التي يتم تشكيلها، والذي يحسب الانحراف الذي يحدث في أي أداة، وعادة ما يكون 5-15 ميكرون ، ويقوم بإجراء تعديلات على ذلك في عملية الطحن الفعلية بحيث يمكن تحقيق مخروط هندسي مثالي، بدلاً من المكان الذي يحدده برنامج الكمبيوتر الذي يجب أن تتحرك إليه الآلة.
تحسين مسار الأدوات متعدد المحاور
يتم ذلك باستخدام قاطع كروي عالي الدقة، أو أداة تشكيل، مع ماكينة CNC خماسية المحاور . تضمن هذه الطريقة سطحًا أملسًا، بمستوى خشونة ثابت ضمن نطاق Ra 0.8 ميكرومتر ، وهو أمر بالغ الأهمية لتوزيع الحمل بسلاسة والحصول على مظهر نهائي جذاب.
نسب العمق إلى القطر المستندة إلى البيانات
تستند خدماتنا المخصصة للتصنيع باستخدام الحاسوب (CNC) إلى بيانات تجريبية، وهي العامل الوحيد للنجاح في هذه الحالة. يتم ذلك من خلال قاعدة بيانات حصرية تحسب العمق الدقيق للحصول على سطح مستوٍ، مع مراعاة قطر رأس البرغي، والتفاوتات المسموح بها، والعمق المبرمج بدقة، بالإضافة إلى نصف قطر زاوية أداة القطع وتضاريس الأجزاء المصنعة، وذلك على عكس الجداول التقليدية التي توفر نطاقًا من الأعماق لنوع معين من أدوات التثبيت .
تُحوّل هذه العملية ما يُفترض أن يكون عمليةً بسيطة، كعملية التوسيع المخروطي، إلى عملية بالغة الأهمية لضمان الموثوقية. نعالج مشكلة اختلاف ارتفاع التجميع هذه تحديدًا باستخدام تقنية التصنيع باستخدام الحاسوب (CNC) ذات الحلقة المغلقة . هذا المستوى من التطور التقني هو ما يُميّزنا ويجعل عمليتنا ميزة تنافسية في تصنيع الأجزاء عالية القيمة التي تتطلب تركيبًا مثاليًا ومتساويًا.

الشكل 2: تشكيل تجويف دقيق بزاوية 90 درجة في الفولاذ المقاوم للصدأ لتجميع مثبتات الفضاء الجوي.
ما هو دور عملية التوسيع بزاوية 90 درجة في خدمات التصنيع باستخدام الحاسب الآلي الدقيقة العالمية؟
تُعدّ عملية التوسيع بزاوية 90 درجة معيارًا أساسيًا في القياسات المترية. مع ذلك، يُمثّل تحقيق دقة عالية في هذه العملية على مواد يصعب تشكيلها، مثل الفولاذ المقاوم للصدأ 316L والتيتانيوم، تحديات فريدة من نوعها فيما يتعلق بتآكل الأدوات، وتكوّن النتوءات، والتحكم في الأبعاد. تُعالج عمليتنا هذه التحديات تحديدًا لضمان الموثوقية في عمليات التجميع الدقيقة عالميًا.
التغلب على تآكل الأدوات الناتج عن المواد
- المعايير الخاصة بالمواد: يتم استخدام قاعدة بيانات خاصة تتضمن سرعات ومعدلات تغذية محسّنة لخصائص التصلب بالتشكيل للسبائك.
- اختيار الأدوات المتقدمة: يتم استخدام أفضل الأدوات المصنوعة من الكربيد فقط، وهي مصممة خصيصًا للتحكم في درجة الحرارة وقوة الأداة .
إزالة النتوءات باستخدام مسارات الأدوات المُتحكَّم بها
- استراتيجية التغذية المرحلية: يتم استخدام تمريرة نهائية تتضمن معدل تغذية ثابت لقطع الأجزاء بشكل نظيف والتخلص من النتوءات الثانوية .
- مسارات خروج مُحسّنة: تُستخدم مسارات الأدوات التي تُبعد الأداة عن الحافة. وهذا عنصر أساسي في عملية تصنيع الثقوب الغاطسة باستخدام آلات CNC الخالية من النتوءات.
ضمان اتساق الدفعات باستخدام القياسات أثناء العملية
- الفحص أثناء الدورة: يتم استخدام مسبار اللمس لقياس الأقطار الرئيسية ، مما يضمن أن يكون التفاوت ضمن النطاق المسموح به ±0.01 مم قبل تفريغ الأجزاء.
- التحكم ذو الحلقة المغلقة: تُستخدم المعلومات المُجمّعة من هذه العملية للتحكم في إزاحة الأداة. وهذا أمرٌ بالغ الأهمية، ليس فقط لضمان دقة التشغيل، بل أيضاً لضمان جودة العملية، وهو جزء لا يتجزأ من عملية التصنيع باستخدام الحاسوب (CNC) .
يعتمد حلّنا لمشكلة انخفاض جودة ثقوب التثبيت بزاوية 90 درجة على معلومات تشغيل خاصة بالمواد، ومسارات الأدوات، والقياسات الدقيقة. هذا هو جوهر خدماتنا في مجال التشغيل الآلي الدقيق باستخدام الحاسوب (CNC) . وهو أمر بالغ الأهمية لتحقيق الاتساق التام المطلوب لقطع غيار الأجهزة عالية القيمة، ولضمان تنافسية سلسلة التوريد العالمية.
لماذا تختار التصنيع الاحترافي باستخدام آلات CNC لتصنيع مكونات الفضاء الجوي ذات الاهتزازات العالية؟
يُعدّ التثقيب المخروطي أحد أنماط الفشل الحرجة في بيئات الاهتزازات العالية لأجزاء صناعة الطيران، وخاصةً لتحديد مواقع الشقوق الدقيقة. تكمن المشكلة، بطبيعة الحال، في ضرورة إجراء التثقيب المخروطي دون إلحاق الضرر بالبنية المجهرية عند حافة الثقب. وهنا تبرز براعة التصنيع باستخدام الحاسوب للتثقيب المخروطي ، أو ما يُعرف بـ" التقوية بالتشكيل على البارد ".
عملية تقوية خاصة بالتشكيل البارد
تعتمد طريقتنا على أسلوب قطع دقيق ومُحكم ، يُشوّه المادة عند حافة التجويف المخروطي، على عكس طريقة القطع التقليدية التي تقطع المادة فعلياً، مما يُولّد إجهادات متبقية مفيدة تُقوّي الثقب وتمنع انتشار الشقوق. تُنفّذ هذه الطريقة وفقاً لدورة التصنيع باستخدام الحاسوب (CNC) ، وبالتالي تُحوّل هذا الضعف إلى ميزة.
المعايير المُحسَّنة لسلامة البنية المجهرية
يُعدّ المدخل الحراري أحد أهمّ المعايير في أيّ عملية تشغيل آلي. في هذه الحالة، تمّ تحسين سرعة دوران المغزل، لا سيّما عند السرعات المنخفضة، واستُخدم سائل تبريد فائق الضغط عند 70 بار لتبديد الحرارة فورًا، وبالتالي تجنّب تكوّن المنطقة المتأثرة حراريًا (TAZ) ، والتي قد تؤدّي لولا ذلك إلى تكوّن منطقة هشة قابلة للكسر على طول محيط الثقب.
نتائج مُثبتة من خلال اختبار الإرهاق
إن فعالية الحل مدعومة بأدلة تجريبية؛ فقد أظهرت الاختبارات الداخلية للإجهاد على مواد الألومنيوم والتيتانيوم المستخدمة في صناعة الطيران أن التصنيع الدقيق المخصص باستخدام الحاسوب يضمن زيادة لا تقل عن 25٪ في دورة حياة وصلة التثبيت مقارنة بالجزء المنتج بالطريقة التقليدية.
نتناول مشكلة فشل الاهتزاز الرئيسية من خلال عملية تصنيع دقيقة باستخدام آلات CNC، حيث يتم تشكيل حواف المادة على البارد لتجنب التلف الحراري، مدعومة بنتائج اختبارات الإجهاد. هذا الحل التقني، الذي يتجاوز هندسة القطعة إلى خصائصها المعدنية، يرسي معيارًا جديدًا لمكونات الفضاء عالية الموثوقية، حيث يجب أن يدوم كل مفصل.

الشكل 3: تشكيل كتلة ألومنيوم عالية التفاوت مع سائل تبريد لأتمتة الصناعة أو مكونات الروبوتات.
كيف تعمل شركة LS Manufacturing على تحسين تكلفة التصنيع باستخدام الحاسوب (CNC) للأجزاء الدقيقة؟
يُعدّ اتباع نهج فعّال لإدارة تكاليف التصنيع باستخدام الحاسوب (CNC) في قطاع الأعمال (B2B) استراتيجيةً فعّالةً تُركّز على تحسين الكفاءة دون المساس بالجودة. في حالة تصنيع الأجزاء الدقيقة باستخدام الحاسوب ، تُشكّل الأوقات غير المُضيفة للقيمة، والتي تشمل تغيير الأدوات وأوقات الإعداد، نسبةً كبيرةً من التكلفة الإجمالية. تهدف هذه الوثيقة إلى توضيح كيف يُمكن لخدماتنا المُخصصة في مجال التصنيع باستخدام الحاسوب أن تُساهم في خفض التكاليف من خلال التحسين، مما يُوفّر إطارًا للشراء القائم على القيمة.
| مجال التركيز على التحسين | الإجراء الرئيسي | التأثير القابل للقياس على التكلفة |
| التصميم من أجل التصنيع (DFM) | قم بتنسيق خصائص التوسيع المخروطي لتقليل تغييرات الأدوات. | يقلل وقت معالجة الأجزاء بنسبة 15-20% لعمليات الأجزاء متعددة الميزات. |
| استراتيجية العمليات والأدوات | قم بتوحيد مجموعات الأدوات واستخدم معدلات تغذية متدرجة. | يزيد من عمر الأداة ، مما يقلل من تكلفة استهلاك الأداة لكل قطعة. |
| تخطيط الإنتاج | استفد من مزايا تحليل الدفعات الاقتصادي كجزء من عملية التصنيع باستخدام الحاسب الآلي . | يوازن بين التكلفة المستهلكة للتجهيزات وتكلفة المخزون. |
| عوامل التسعير الشفافة | تقديم هياكل تكلفة شفافة للعملاء لفهم محركات التكلفة المتعلقة بمتطلبات التفاوت وصلابة المواد والحجم . | يُمكّن العملاء من إنشاء طلبات عروض أسعار تلبي الغرض من التصميم ضمن قيود الميزانية. |
بهذه المنهجية، نحلّ المشكلة الرئيسية التي تواجه عملاءنا، والمتمثلة في صعوبة إدارة تكاليف قطع الغيار، وذلك من خلال تقديم استشارات لتحسين التصميم ، ونماذج التكلفة، واستراتيجية الإنتاج. هذا هو أساس عمليات التصنيع باستخدام الحاسوب (CNC) التي نقدمها للقطع الدقيقة . تُمكّن هذه المنهجية عملاءنا من التحكم بفعالية في التكلفة كمتغير، مما يمنحهم ميزة تنافسية في تلبية متطلباتهم المعقدة والمتطورة في مجال التصنيع باستخدام الحاسوب ، حيث تُعدّ التكلفة والأداء عاملين حاسمين للنجاح.
شركة LS للتصنيع - دراسة حالة مخصصة: ألواح دقيقة من الفولاذ المقاوم للصدأ للإلكترونيات الطيران (فتحات غاطسة مختلطة بزاوية 82 درجة و90 درجة)
واجهت إحدى كبرى الشركات متعددة الجنسيات العاملة في مجال إلكترونيات الطيران مشكلاتٍ كبيرة في تجميع منتجها من وحدات التحكم العالمية، وذلك بسبب عدم اتساق معايير أدوات التثبيت، سواءً بالوحدات الإمبراطورية أو المترية. وقد تحولت هذه المشكلة "البسيطة" في المواصفات إلى مشكلة تقنية رئيسية للشركة. تمكنت شركة LS Manufacturing من حل هذه المشكلة للشركة باستخدام منهجية دقيقة للتصنيع المخصص للوحة التحكم الدقيقة .
تحديات العميل
كانت القطعة عبارة عن لوحة واجهة إلكترونيات طيران مصنوعة من الفولاذ المقاوم للصدأ 316L ، والتي تتطلب عملية تثبيت بزاوية 82° و90° . تسبب خطأ في تحديد الزاوية من قبل ورشة غير متخصصة في عدم تثبيت البرغي بشكل صحيح. نتج عن ذلك نسبة تلف بلغت 35% ، حيث انكسر البرغي عند رأسه، مما أدى إلى توقف عملية التحقق من المنتج. قد يؤثر هذا سلبًا على إطلاق منصة إلكترونيات طيران بالغة الأهمية.
حلول التصنيع LS
استخدم حلّنا للتصنيع باستخدام الحاسوب (CNC) عالي الدقة عملية تجميع محاكاة ثلاثية الأبعاد لتحديد التفاوتات المسموح بها. صُممت أدوات كربيد مطلية خصيصًا لكل زاوية، إلى جانب تحسين سرعة دوران المغزل ومعدل التغذية. تمثلت الابتكارات في إضافة ماسح ضوئي ليزري مدمج في الماكينة، مما يسمح بفحص كامل لزاوية كل جزء وقطره الرئيسي قبل إزالته من الماكينة.
النتائج والقيمة
بعد اكتمال التنفيذ، بلغت نسبة تركيب القطع 100% ، وخضعت وصلات البراغي لاختبارات تحمل حمولة تصميمية تعادل 1.5 ضعف . كما ساهم نظام التصنيع والتفتيش المتكامل باستخدام الحاسوب (CNC) في تقليص مدة التسليم الإجمالية بمقدار 10 أيام، وفقًا للخطة الأصلية المقترحة. وبفضل التسليم الدقيق وفي الوقت المحدد للقطع من قبل الشركة، قرر العميل دمج جميع سلاسل الألواح مع شركة LS Manufacturing، التي ستكون شريكه الاستراتيجي طويل الأمد في مشاريع التصنيع المخصصة المعقدة باستخدام الحاسوب (CNC) .
تُظهر دراسة الحالة هذه، التي تتناول معالجة المنتجات حسب الطلب ، أنه لحلّ المواصفات المعقدة والمتعددة المعايير ، لا يكفي مجرد التشغيل الآلي الأساسي، بل يتطلب الأمر أيضًا المحاكاة، والأدوات المتخصصة، وحتى القياسات الدقيقة. كما تُبيّن وجود شركة، وهي شركة LS Manufacturing ، قادرة على حلّ مشكلة معدل تركيب الأجزاء المعقدة في عمليات التجميع، وذلك من خلال توفير إنتاج دقيق وفي الوقت المناسب لأجزاء إلكترونيات الطيران الحيوية.
حقق سلامة التجميع بنسبة 100% والتسليم السريع للأجزاء ذات المعايير المختلطة من خلال عملية التصنيع الدقيقة لدينا.

ما هي أدوات الفحص التي تضمن دقة منتجات التصنيع الدقيق باستخدام الحاسوب (CNC)؟
إن الثقة في عمليات التصنيع الدقيق باستخدام الحاسوب (CNC) ترتكز على الحقائق لا على المعتقدات أو الآراء. ويكمن التحدي، بطبيعة الحال، في كيفية التحقق بشكل قاطع من أن تجويف الصب يقع ضمن جميع المتطلبات الهندسية والسطحية اللازمة للتجميع الأمثل. ولمعالجة هذا التحدي، يتمثل حلنا المقترح في نظام كشف متعدد الطبقات ، يحوّل الأحكام الذاتية إلى بيانات رقمية موضوعية وملموسة.
شهادة الأبعاد عبر جهاز قياس الإحداثيات (CMM)
- الأداة والطريقة: جهاز قياس إحداثيات سداسي مزود بمسبار يعمل باللمس لإجراء مسح ثلاثي الأبعاد عالي الكثافة للثقب المخروطي .
- المخرجات والقيمة: يشهد على الوضع الحقيقي، والأقطار الرئيسية والثانوية، والعمق، والدائرية بالنسبة للتصميم.
التحقق من سلامة السطح باستخدام قياس التضاريس البصرية
- الأداة والطريقة: الأداة التي نستخدمها للتحقق من سلامة السطح هي أداة تحليل سطح ثلاثية الأبعاد بدون تلامس تستخدم مقياس تداخل الضوء الأبيض لمسح سطح المخروط المشكل.
- الناتج والقيمة: تقوم أداة التصنيع باستخدام الحاسوب (CNC) هذه بقياس خشونة السطح (Ra/Rz) والعيوب المجهرية على السطح، وبالتالي التحقق من سلامة العملية لتحقيق التوزيع الأمثل للحمل.
إمكانية التتبع الرقمي وإعداد التقارير
- العملية: يتم دمج جميع المعلومات التي تم الحصول عليها من خلال عملية الفحص رقميًا تلقائيًا.
- المنتج النهائي: سيؤدي هذا إلى تقرير فحص الجودة ، وهو عنصر حيوي في خدمات التصنيع الدقيق باستخدام الحاسوب (CNC) .
إن حلنا للحاجة المُلحة للتحقق الموضوعي من الجودة يكمن في الجمع بين تقنية قياس الإحداثيات ثلاثية الأبعاد، وقياس التضاريس البصرية، والتتبع الرقمي . سيمنح نظام التحقق من الجودة متعدد المستويات هذا عميلنا ضمانًا موثقًا ومستندًا إلى الأدلة للدقة، مع ضمان أن كل مكون من مكونات التصنيع باستخدام الحاسوب (CNC) يفي بالمعايير العالية المطلوبة.
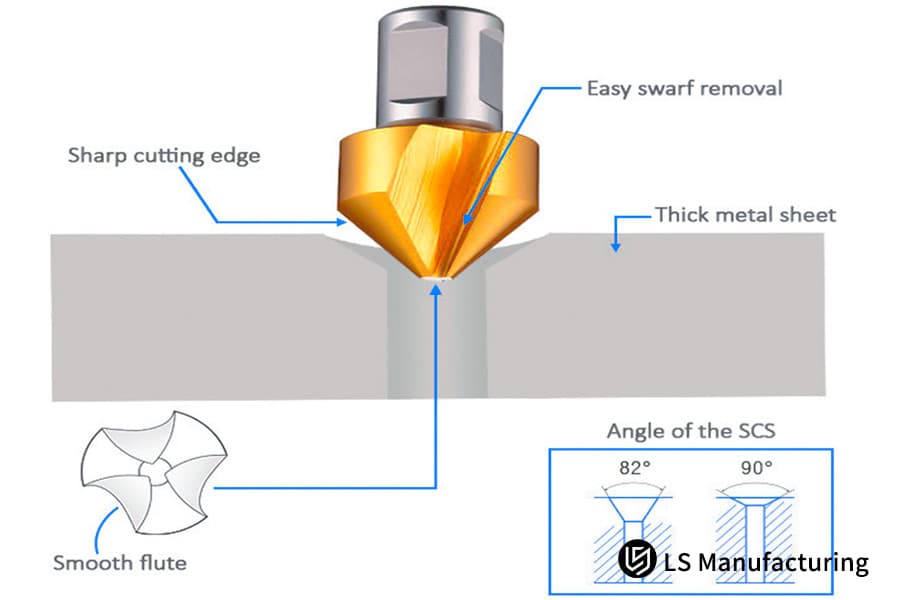
الشكل 4: يوضح هذا الرسم التخطيطي أداة غاطسة مخصصة ذات حواف حادة لإعداد ثقوب دقيقة في الصفائح المعدنية السميكة.
لماذا تختار شركة LS Manufacturing كمزود موثوق لخدمات التصنيع الدقيق باستخدام الحاسوب (CNC)؟
في سياق صناعة التصنيع العالمية، يمكن تعريف الميزة التنافسية بأنها القدرة على التحكم بأدق تفاصيل العملية لتحقيق موثوقية شاملة. ويمكن ربط الخبرة الفنية، بما في ذلك التمييز الدقيق بين معايير الثقوب الغاطسة المترية والإنجليزية ، بموثوقية سلسلة التوريد الخاصة بك.
من العمق التقني إلى ضمان الإنتاج
نعالج مشكلة غموض المواصفات وعدم اتساق الجودة من خلال توثيق خبرتنا الفنية العميقة، على سبيل المثال، مسار الأداة وتعويض العمق لثقب بزاوية 82 درجة مقارنةً بثقب بزاوية 90 درجة . هذه الخبرة مُضمنة في قواعد بيانات العمليات الخاصة بنا وبرامج التصنيع باستخدام الحاسب الآلي (CNC) . وتُترجم هذه الخبرة إلى خطوات إنتاج خالية من الأخطاء وموثوقة.
عمليات شفافة من خلال أنظمة متكاملة
نعالج مشكلة عدم وضوح أنشطة سلسلة التوريد من خلال حل متكامل تمامًا. يتيح هذا الحل الوصول إلى الحالة الراهنة لطلبك في كل خطوة، بدءًا من شراء المواد الخام مرورًا بعمليات التصنيع باستخدام الحاسوب (CNC) ومعالجة الأسطح وفحص الجودة ، وذلك بشفافية وأمان تامين.
شراكة لتقديم حلول متكاملة
تتجاوز قيمتنا مجرد تحويل التصميم إلى واقع ملموس. فنحن مؤسسة متخصصة في تصميم المنتجات القابلة للتصنيع (DFM) ، حيث نقوم بمراجعة تصميمك بحثًا عن أي جوانب قد تُسبب مشاكل مستقبلية، كما هو الحال مع معايير التثبيت التي سبق ذكرها. تقدم خدماتنا في مجال التصنيع باستخدام الحاسوب (CNC) حلولًا متكاملة، لا مجرد شكل مُصنّع، وذلك باستخدام تقنيات تصنيع متطورة، والتحقق من صحة العملية أثناء التنفيذ، وإمكانية التتبع الكاملة.
تُقدّم شركة LS Manufacturing موثوقية عالية من خلال توظيف خبراتنا الفنية في بيئة شفافة ومُحكمة. نتعامل مع تعقيدات سلسلة التوريد وقضايا الجودة بثباتٍ مُثبت في عملية التصنيع وشفافية تامة في عملياتنا. هذه السيطرة الكاملة على أعمالنا تجعلنا الخيار الأمثل لتطبيقات التصنيع باستخدام الحاسب الآلي (CNC) بالغة الأهمية، حيث لا مجال للفشل.
الأسئلة الشائعة
1. كيف تتعامل شركة LS Manufacturing مع التفاوتات الزاوية التي لم يتم تحديدها صراحة في الرسومات؟
من خلال عملية DFM (التصميم من أجل قابلية التصنيع) الخاصة بنا، نتشاور بنشاط مع العميل، بناءً على معايير التثبيت النموذجية لمنطقة معينة ( عادة 82 درجة للمعايير الأمريكية أو 90 درجة للمعايير المترية ).
2. هل هناك فرق في الأسعار بين تصنيع تجاويف بزاوية 82 درجة و 90 درجة؟
في شركة LS Manufacturing، طالما أن المواصفات محددة بدقة، فإن تكلفة تصنيع هاتين الزاويتين متطابقة تقريبًا. للحصول على تسعير دقيق بناءً على حجم طلبك ومتطلبات المواد، يُرجى طلب عرض سعر فوري لخدمات التصنيع باستخدام الحاسوب (CNC) عبر الإنترنت.
3. هل تستطيع شركة LS Manufacturing إنتاج تجاويف غاطسة ذات تشطيب مرآة فائق (Ra 0.4 ميكرومتر) على أجزاء من الفولاذ المقاوم للصدأ؟
في شركة LS Manufacturing، طالما أن المواصفات محددة جيدًا، فإن تكلفة التشغيل الآلي لهاتين الزاويتين متطابقة تقريبًا؛ وتعتمد مستويات التسعير على عدد الثقوب وقابلية تشغيل المادة.
4. لماذا توصي شركة LS Manufacturing بإضافة خطوة إزالة النتوءات الثانوية بعد عملية التفريز؟
كما ترون، حتى نتوء صغير قد يمنع رأس المسمار من التثبيت بإحكام على سطح المعدن. نستخدم عملية تنظيف آلية بالفرشاة تضمن اختفاء النتوء تمامًا، حتى مع تكبير ٥٠ ضعفًا.
5. هل تدعمون عملية التفريز المخروطي المخصصة للأجزاء الدقيقة ذات الدفعات الصغيرة؟
نعم. لدينا ورشة عمل للنماذج الأولية مجهزة للتعامل مع خدمات التصنيع بنفس مستوى الدقة الذي تتمتع به قدراتنا في الإنتاج الضخم للطلبات الصغيرة التي تتراوح بين قطعة واحدة و 100 قطعة .
6. ما هي الحلول التي تقدمها شركة LS Manufacturing لتفريغ الصفائح المعدنية الرقيقة للغاية (<1.0 مم)؟
نحدد ما إذا كان ينبغي استخدام عملية حفر/تفريز مدمجة أو جهاز دعم خلفي لمنع تشوه أجزاء الصفائح المعدنية الرقيقة للغاية أثناء عملية التفريز.
7. كيف تمنع شركة LS Manufacturing علامات اهتزاز الأدوات أثناء عملية التفريز؟
تُستخدم حوامل الأدوات عالية الصلابة ذات التركيب الانكماشي بتقنية القطع متغيرة السرعة (VLC) لمنع اهتزازات الارتجاج بشكل فعال - خاصة في الأجزاء ذات الجدران الرقيقة والثقوب العميقة - بحيث يتم ضمان الحصول على سطح مخروطي أملس وخالٍ من العيوب.
8. هل يمكنني طلب بيانات فحص بنسبة 100% لقوالب التثبيت من شركة LS Manufacturing؟
بالتأكيد. يمكننا تقديم تقارير فحص مفصلة (تقارير فحص أولية) للأجزاء وفقًا لمتطلباتك.
ملخص
يُعدّ اختيار مثقاب غاطس بزاوية 82 درجة (إمبراطوري) بدلاً من مثقاب غاطس بزاوية 90 درجة (متري) دليلاً على التزامنا بالدقة في التجميع. وانطلاقاً من خبرتنا في التصنيع باستخدام الحاسوب (CNC) حسب الطلب ، لا تقتصر شركة LS Manufacturing على تلبية مواصفات المخططات بدقة متناهية فحسب، بل تُزيل أيضاً مخاطر التجميع لمشاريعكم العالمية من خلال خدمات تحسين التصميم للتصنيع (DFM). فكل تفصيل دقيق في زاوية المثقاب الغاطس يُعدّ عاملاً حاسماً في الأداء الأمثل، حتى في الظروف القاسية.
لا تدع فرقًا بسيطًا لا يتجاوز 8 درجات يُصبح نقطة ضعف محتملة في تجميعاتك الدقيقة. احمِ سلامة مشروعك الآن بتحميل رسومات STEP أو PDF إلى شركة LS Manufacturing. سيُقدّم لك فريقنا الهندسي المُختص عرض أسعار مُفصّلًا لعمليات التصنيع باستخدام الحاسوب (CNC) ، يتضمن "تحليلًا شاملًا لجدوى تجميع التجويف المخروطي"، وذلك خلال فترة تسليم سريعة لا تتجاوز 4 ساعات .
ضمان تركيب مستوٍ لا تشوبه شائبة والقضاء على إجهاد الاهتزاز من خلال عملية التصنيع باستخدام الحاسوب (CNC) المتخصصة في عمليات التفريز الغاطس من شركة LS Manufacturing.
📞الهاتف: +86 185 6675 9667
📧 البريد الإلكتروني: info@lsrpf.com
🌐الموقع الإلكتروني: https://lsrpf.com/
تنصل
محتوى هذه الصفحة لأغراض إعلامية فقط. خدمات LS Manufacturing: لا توجد أي ضمانات، صريحة أو ضمنية، بشأن دقة المعلومات أو اكتمالها أو صحتها. لا يُفترض أن يوفر مورد أو مصنّع طرف ثالث معايير الأداء، أو التفاوتات الهندسية، أو خصائص التصميم المحددة، أو جودة المواد ونوعها، أو جودة التصنيع من خلال شبكة LS Manufacturing. تقع هذه المسؤولية على عاتق المشتري. اطلب عرض أسعار للأجزاء. حدد المتطلبات الخاصة بهذه الأقسام. يرجى التواصل معنا لمزيد من المعلومات .
فريق التصنيع LS
شركة LS Manufacturing شركة رائدة في مجالها ، متخصصة في حلول التصنيع حسب الطلب. لدينا خبرة تزيد عن 20 عامًا مع أكثر من 5000 عميل، ونركز على التصنيع عالي الدقة باستخدام آلات CNC، وتصنيع الصفائح المعدنية ، والطباعة ثلاثية الأبعاد ، والقولبة بالحقن ، وختم المعادن ، وغيرها من خدمات التصنيع المتكاملة.
يضم مصنعنا أكثر من 100 مركز تصنيع متطور بخمسة محاور، حاصل على شهادة ISO 9001:2015. نقدم حلول تصنيع سريعة وفعالة وعالية الجودة لعملائنا في أكثر من 150 دولة حول العالم. سواءً كان الإنتاج بكميات صغيرة أو التخصيص على نطاق واسع، نلبي احتياجاتكم بأسرع وقت ممكن، مع ضمان التسليم خلال 24 ساعة. اختر LS Manufacturing، فهذا يعني الكفاءة والجودة والاحترافية.
للمزيد من المعلومات، تفضل بزيارة موقعنا الإلكتروني: www.lsrpf.com .


