Les services d'usinage CNC sur mesure permettent de résoudre un problème critique dans l'ingénierie de précision des projets internationaux : les interférences lors de l'assemblage dues à l'ambiguïté entre les normes impériales (pour les fraisages à 82°) et métriques (pour les fraisages à 90°) . Cet écart de 8°, résultant d'un manque de précision dans les plans ou d'informations de la part du fournisseur, entraîne un dépassement de la tête de vis ou un contact insatisfaisant. Ce problème a des conséquences critiques dans les dispositifs aérospatiaux et médicaux, où il peut provoquer la défaillance de pièces critiques, notamment les fixations, lors des phases de test critiques telles que les essais de vibration.
Il s'agit d'une lacune critique, car elle témoigne d'une méconnaissance totale des concepts de « distribution des contraintes de contact » et de « compensation de la profondeur de fraisage ». L' utilisation d'une fraise à 90° pour une spécification de 82° entraîne une perte considérable de résistance à la fatigue, supérieure à 40 % , puisqu'un simple contact ponctuel est obtenu au lieu d'une surface d'appui. Ce problème est résolu grâce à un processus de « simulation des contraintes géométriques » et à des « modèles de profondeur » propriétaires, garantissant un ajustement parfait. C'est la première étape vers la fiabilité, un critère essentiel pour évaluer l'expertise d'un fournisseur.
Fraises à chanfreiner impériales à 82° vs métriques à 90° : Guide d’usinage
| Différence clé | Implications pour l'application et la fabrication |
| Utilisation principale et norme | L'angle de 82° est la norme dans les systèmes impériaux/américains, souvent utilisé avec des vis à tête plate. L'angle de 90° est la norme dans les systèmes métriques, permettant une fixation plus large et moins profonde. |
| Mise en place et serrage de la tête | Un angle de 82° est plus aigu, ce qui permet une force de serrage axiale plus importante pour un couple donné par rapport à un siège à 90° . |
| Disponibilité et programmation des outils | L'utilisation précise de l'angle standard approprié est essentielle. Dans le cas contraire, la fixation ne se positionnera pas correctement. |
| Notre protocole d'usinage | Nous disposons d'outillage conforme aux deux normes d'usinage CNC . Nous vérifions que l'angle spécifié correspond bien au plan ou à la norme de la fixation pour une compatibilité parfaite . |
| Résultat : Fixation correctement ajustée | Assure un ajustement correct , de sorte que la tête de fixation soit affleurante ou en dessous de la surface de la pièce, comme prévu, pour des raisons de sécurité, d'esthétique et de fonctionnalité. |
| Résultat : Intégrité articulaire optimale | Assure une précharge et une force de serrage adéquates pour l'intégrité de l'assemblage, empêchant ainsi le desserrage de l'assemblage sous l'effet des vibrations ou de la charge. |
Nous prenons en charge l'usinage CNC de l'angle de fraisage optimal pour vos fixations, qu'elles soient impériales ou métriques. Cette précision garantit un positionnement parfait des fixations, une force de serrage maximale et une fiabilité d'assemblage irréprochable, vous assurant ainsi un fonctionnement sans faille lors du montage et de l'utilisation de vos pièces de précision. Ce souci du détail vous permet de répondre à toutes les exigences fonctionnelles et aux normes en vigueur.
Pourquoi faire confiance à ce guide ? L’expérience pratique des experts de LS Manufacturing
De nombreux articles traitent des fraises à chanfreiner, mais ce guide se distingue par son approche pragmatique, fruit de 15 années d'expérience dans l'usinage CNC sur mesure . Nous avons constaté les problèmes liés à la combinaison des normes impériales (82°) et métriques (90°), engendrant des difficultés d'assemblage et des défaillances dues aux vibrations sur des pièces critiques pour les applications aérospatiales et médicales.
Nous avons constaté qu'une différence de 8° n'est pas négligeable, car elle influe sur la répartition et la compensation des contraintes. Grâce à des essais, nous avons optimisé le choix de nos outils et les paramètres de nos machines CNC afin d'éviter tout contact ponctuel, susceptible d'entraîner une perte de résistance à la fatigue de 40 % . Nos méthodes sont conformes aux directives de l' OSHA ( Occupational Safety and Health Administration ) et aux recommandations de Gardner Business Media . Ainsi, nos techniques pour des matériaux tels que le titane ou l'acier inoxydable 316 sont non seulement sûres, mais également approuvées par l'industrie.
Chacun de nos conseils est tiré de nos succès comme de nos échecs, qui nous ont coûté cher à nos débuts. Nous souhaitons toutefois vous faire profiter de notre savoir-faire afin que vous puissiez, vous aussi, obtenir un chanfrein parfait sans passer par la case tâtonnement. Sachez que ce sont les mêmes connaissances que nous utilisons pour garantir la fiabilité de nos pièces de précision, et nous sommes impatients de vous aider à réussir.

Figure 1 : Usinage d'un chanfrein précis à 90 degrés dans de l'aluminium pour les composants de fixation et d'assemblage de précision aérospatiaux.
Pourquoi est-il essentiel de comprendre la différence entre les fraises à chanfreiner métriques et impériales pour l'usinage de précision ?
Dans le monde globalisé des services d'usinage CNC de précision , la différence fondamentale entre les géométries de fraisage standard métriques et impériales ( angle standard : 90° contre 82°/100° ) est un point essentiel souvent mal compris lors de la conception. Ceci compromet fréquemment l'intégrité de l'assemblage. Cette analyse évaluera l'impact de cette différence d'angle et le processus de vérification systématique mis en œuvre lors de l' usinage CNC afin de garantir la réussite de l'assemblage.
| Aspect | Norme impériale | Norme métrique | Conséquences et données |
| Angle inclus primaire | 82° ( aérospatiale spécialisée - 100° ) | 90° | Un décalage peut entraîner la perte d' environ 60 % de la surface d'appui souhaitée, créant ainsi un point critique de concentration de contraintes . |
| Résultat fonctionnel | Siège de fixation non conforme | Ajustement géométrique correct | Un mauvais ajustement peut entraîner une saillie de la tête de vis ou la création d'un espace, ce qui peut provoquer un desserrage prématuré de la vis en raison des forces vibratoires . |
| Mesures d'atténuation proactives | Validation selon les normes AS/SAE pour 82° | Validation selon les normes DIN/ISO pour 90° | En appliquant une « logique de double vérification » lors de la vérification des programmes CNC — notamment par la vérification croisée des spécifications techniques —, nous éliminons le problème des retouches par lots dans l'usinage CNC de précision sur mesure . |
L'angle du fraisage est crucial pour la durabilité du produit. Le problème critique des erreurs de dessin latentes, souvent rencontré par les clients, est résolu par la correction des conflits de spécifications , garantie par le protocole de qualité d'usinage. Ceci constitue un atout majeur, car la vérification géométrique assure le respect précis des exigences fonctionnelles.

Comment les services d'usinage CNC sur mesure peuvent-ils garantir un ajustement affleurant parfait pour un chanfrein à 82 degrés ?
Pour obtenir une finition parfaitement affleurante avec un fraisage à 82° , un calcul mathématique précis de la relation entre la tête de la vis et le siège conique est indispensable. Cependant, la difficulté réside dans la nécessité de prendre en compte la déformation naturelle due aux mouvements de l'outillage et de la machine, afin que les têtes de vis ne soient ni trop hautes ni trop basses sur le produit fini. La solution exclusive de LS Manufacturing à ce problème repose sur la modélisation informatique et l'usinage CNC pour des pièces de précision .
Compensation algorithmique du surdécoupage
Un logiciel informatique propriétaire effectue des ajustements en temps réel pour le processus de fraisage CNC en fonction de la charge sur la broche et de la dureté des matériaux usinés, calculant la déflexion qui se produit dans tout outil, généralement de 5 à 15 microns , et effectue des ajustements en conséquence dans le processus de fraisage proprement dit afin qu'un cône géométrique parfait puisse être obtenu, contrairement à l'endroit où le programme informatique dicte le déplacement de la machine.
Optimisation de trajectoire d'outil multi-axes
Cette opération est réalisée à l'aide d'une fraise hémisphérique de haute précision ou d'un outil de forme, sur une machine CNC 5 axes . Cette méthode garantit une finition lisse, avec un niveau de rugosité constant en surface, inférieur à Ra 0,8 μm , ce qui est essentiel pour une répartition homogène des charges et un rendu esthétique optimal.
Rapports profondeur/diamètre basés sur les données
Nos services d'usinage CNC sur mesure s'appuient sur des données empiriques, gage de leur succès. Grâce à une base de données exclusive, nous calculons la profondeur exacte pour une finition affleurante, en tenant compte du diamètre de la tête de vis, de la tolérance et de la profondeur programmée, ainsi que du rayon d'angle de l'outil de coupe et de la topographie des pièces usinées. Cette approche se distingue des tableaux classiques qui proposent une plage de profondeurs pour un type de fixation donné .
Ce procédé transforme une opération qui devrait être élémentaire, à savoir le fraisage, en une opération critique en termes de fiabilité. Nous résolvons précisément ce problème de variation de hauteur d'assemblage grâce à notre usinage CNC en boucle fermée . Ce niveau de sophistication technique est ce qui nous distingue et fait de notre procédé un avantage concurrentiel pour les pièces de grande valeur exigeant un ajustement parfait.

Figure 2 : Usinage d'un chanfrein précis à 90 degrés dans de l'acier inoxydable pour l'assemblage de fixations aérospatiales.
Quel rôle joue le fraisage à 90 degrés dans les services d'usinage CNC de précision à l'échelle mondiale ?
L'opération de fraisage à 90 degrés est une norme métrique fondamentale. Cependant, l'obtention d'une opération précise sur des matériaux difficiles à usiner comme l'acier inoxydable 316L et le titane présente des défis uniques en termes d'usure d'outil, de bavures et de contrôle dimensionnel. Notre procédé répond spécifiquement à ces défis afin de garantir la fiabilité des assemblages de précision à l'échelle mondiale.
Surmonter l'usure des outils liée aux matériaux
- Paramètres spécifiques aux matériaux : Une base de données propriétaire est utilisée, qui comprend des vitesses et des avances optimisées pour les propriétés d’écrouissage des alliages.
- Sélection avancée des outils : Seuls les meilleurs outils en carbure sont utilisés, et ils sont spécialement conçus pour le contrôle de la température et la résistance de l'outil .
Éliminer les bavures grâce à des trajectoires d'outil contrôlées
- Stratégie d'alimentation par étapes : Une passe de finition est utilisée, qui comprend une vitesse d'alimentation constante pour une découpe nette des pièces et l'élimination des bavures secondaires .
- Trajectoires de sortie optimisées : Des trajectoires d’outil sont utilisées, qui éloignent l’outil du bord. Il s’agit d’un élément clé dans l’usinage CNC de fraisages sans bavures.
Garantir la cohérence des lots grâce à la métrologie en cours de production
- Sondage en cycle : Une sonde tactile est utilisée pour mesurer les diamètres principaux , en veillant à ce que la tolérance soit dans la plage admissible de ±0,01 mm avant le déchargement des pièces.
- Commande en boucle fermée : Les informations recueillies servent à contrôler le décalage de l’outil. Ceci est important car cela nous permet non seulement d’être précis dans notre opération, mais aussi de garantir la qualité de celle-ci, un aspect essentiel du processus d’usinage CNC .
Notre solution pour remédier aux problèmes de faible qualité des fraisages à 90° repose sur des informations d'usinage spécifiques au matériau, aux trajectoires d'outil et à la métrologie. C'est le cœur de nos services d'usinage CNC de précision . Cette approche est essentielle pour garantir la constance absolue requise pour les pièces d'instruments de haute valeur et pour une chaîne d'approvisionnement mondiale compétitive.
Pourquoi choisir l'usinage CNC professionnel par fraisage pour les composants aérospatiaux soumis à de fortes vibrations ?
Le fraisage est un mode de défaillance critique dans les environnements à fortes vibrations des pièces aérospatiales, notamment pour la localisation des microfissures. Le problème réside dans la nécessité de réaliser le fraisage sans endommager la microstructure en bordure du trou. C'est là que l'usinage CNC du fraisage , ou « renforcement par écrouissage », excelle.
Procédé exclusif de renforcement par écrouissage à froid
Notre méthode utilise une technique de coupe contrôlée qui déforme le matériau au bord du fraisage, contrairement à la méthode de coupe directe qui enlève le matériau et crée ainsi des contraintes résiduelles bénéfiques qui « protègent » le trou contre la propagation des fissures. Cette méthode est mise en œuvre conformément au cycle d'usinage CNC et transforme ainsi cette faiblesse en atout.
Paramètres optimisés pour l'intégrité microstructurale
L'apport thermique est l'un des paramètres les plus critiques de toute opération d'usinage. Dans ce cas précis, la vitesse de broche a été optimisée, notamment à basse vitesse, et un fluide de coupe à ultra-haute pression ( 70 bars) a été utilisé pour évacuer instantanément la chaleur, évitant ainsi la formation d'une zone affectée thermiquement (ZAT) , qui entraînerait la création d'une zone de rupture fragile sur le pourtour du trou.
Résultat validé par des tests de fatigue
L'efficacité de la solution est étayée par des preuves empiriques ; les tests internes de fatigue sur des matériaux en aluminium et en titane de qualité aérospatiale ont montré que l' usinage CNC de précision sur mesure garantit une augmentation minimale de 25 % de la durée de vie d'un assemblage de fixation par rapport à une pièce produite de manière conventionnelle.
Nous abordons le problème crucial des défaillances dues aux vibrations grâce à un usinage CNC de précision qui effectue un écrouissage à froid des bords du matériau, évitant ainsi les dommages thermiques, et dont l'efficacité est confirmée par des essais de fatigue. Cette solution technique, qui prend en compte non seulement la géométrie de la pièce, mais aussi la métallurgie du matériau, établit la norme pour les composants aérospatiaux de haute fiabilité où chaque assemblage doit être durable.

Figure 3 : Usinage d'un bloc d'aluminium de haute tolérance avec liquide de refroidissement pour composants d'automatisation industrielle ou robotiques.
Comment LS Manufacturing optimise-t-elle le coût de l'usinage CNC pour les pièces de précision ?
Une approche efficace de gestion des coûts d'usinage CNC pour les entreprises manufacturières B2B peut constituer une stratégie visant à améliorer l'efficacité sans compromettre la qualité. Dans le cas de l'usinage CNC de pièces de précision , une part importante du coût total est imputable aux temps impartis, tels que les changements d'outils et les temps de réglage. Ce document explique comment nos services d'usinage CNC sur mesure contribuent à la réduction des coûts grâce à l'optimisation, offrant ainsi un cadre pour des achats basés sur la valeur.
| Domaine d'optimisation | Action clé | Impact quantifiable sur les coûts |
| Conception pour la fabrication (DFM) | Coordonnez les fraisages pour minimiser les changements d'outils. | Réduit le temps de traitement des pièces de 15 à 20 % pour les opérations sur pièces à caractéristiques multiples. |
| Stratégie de processus et d'outillage | Standardisez les familles d'outils et utilisez des vitesses d'avance étagées. | Augmente la durée de vie des outils , réduisant ainsi le coût par pièce lié à la consommation d'outils. |
| Planification de la production | Tirez parti des avantages de l'analyse économique par lots dans le cadre du processus d'usinage CNC . | Permet d'équilibrer le coût amorti des installations avec le coût des stocks. |
| Facteurs de tarification transparents | Proposer des structures de coûts transparentes permettant aux clients de comprendre les facteurs de coûts liés aux exigences de tolérance, à la dureté des matériaux et au volume . | Permet aux clients de créer des demandes de devis qui répondent aux exigences de conception tout en respectant les contraintes budgétaires. |
Grâce à cette méthodologie, nous résolvons le problème majeur rencontré par nos clients confrontés à la maîtrise des coûts des pièces, en leur fournissant des conseils d'optimisation de conception , des modèles de coûts et une stratégie de production. C'est le fondement de notre usinage CNC pour pièces de précision . Cette méthodologie permet de contrôler efficacement les coûts, une variable essentielle pour les clients qui recherchent un avantage concurrentiel pour leurs projets d'usinage CNC complexes et haut de gamme , où coût et performance sont deux facteurs clés de succès.
LS Manufacturing — Étude de cas personnalisée : Panneaux de précision en acier inoxydable pour l’avionique (chanfreins mixtes à 82° et 90°)
Une grande multinationale du secteur de l'avionique rencontrait d'importants problèmes d'assemblage pour son unité de contrôle mondiale, en raison d'incohérences dans les normes de fixation, tant impériales que métriques. Ce problème de spécification, initialement mineur, était devenu un véritable casse-tête technique pour l'entreprise. LS Manufacturing a su le résoudre grâce à une approche rigoureuse de traitement sur mesure pour le panneau de précision .
Défi du client
La pièce en question était un panneau d'interface avionique en acier inoxydable 316L , nécessitant un fraisage à 82° et 90° . Une erreur d'appréciation de l'angle par un atelier non spécialisé a entraîné un mauvais positionnement de la vis. Il en a résulté un taux de rebut de 35 % , la vis se cassant au niveau de la tête et interrompant ainsi la validation du produit. Cet incident pourrait compromettre la mise sur le marché d'une plateforme avionique critique.
Solution de fabrication LS
Notre solution d'usinage CNC de précision a utilisé un processus d'assemblage simulé en 3D pour définir les tolérances. Des outils en carbure revêtus spécifiques ont été conçus pour chaque angle, et la vitesse de broche ainsi que l'avance ont été optimisées. L'innovation résidait dans l'intégration d'un scanner laser embarqué, permettant un contrôle à 100 % de l'angle et du diamètre nominal de chaque élément avant le retrait de la pièce.
Résultats et valeur
Une fois la mise en œuvre terminée, le taux d'ajustement des assemblages a atteint 100 % et les joints vissés ont été testés sous une charge de 1,5 fois la charge nominale. Le système intégré d'usinage et de contrôle CNC a également permis de réduire le délai de livraison global de 10 jours, conformément au plan initial. La livraison ponctuelle et sans erreur des pièces par l'entreprise a incité le client à confier l'ensemble de la production des panneaux à LS Manufacturing, qui deviendra son partenaire de long terme pour les projets complexes d'usinage CNC sur mesure .
Cette étude de cas sur la fabrication sur mesure démontre que, pour répondre à des spécifications complexes et multinormes , l'usinage de base ne suffit pas ; la simulation, l'outillage spécifique et même la métrologie sont indispensables. Elle démontre également qu'une entreprise, LS Manufacturing , est capable de résoudre le problème complexe du taux d'ajustement d'assemblage en assurant une production rapide et sans erreur de pièces avioniques critiques.
Obtenez une intégrité d'assemblage à 100 % et une livraison accélérée pour les pièces de normes mixtes grâce à notre usinage de fraisage précis.

Quels outils d'inspection garantissent la précision des produits d'usinage CNC de précision sur mesure ?
La confiance dans l'usinage CNC de précision sur mesure repose sur des faits, et non sur des croyances ou des opinions. Le défi consiste à valider de manière irréfutable que le chanfrein respecte scrupuleusement toutes les exigences géométriques et de surface pour un assemblage optimal. Pour relever ce défi, notre solution d'usinage CNC est un système de détection multicouche qui transforme les jugements subjectifs en données numériques objectives et concrètes.
Certification dimensionnelle par MMT
- Outil et méthode : Machine à mesurer tridimensionnelle Hexagon équipée d'une sonde à déclenchement tactile pour la numérisation 3D haute densité du fraisage .
- Résultat et valeur : Certifie la position réelle, les diamètres majeur et mineur, la profondeur et la circularité par rapport à la conception.
Validation de l'intégrité de surface par profilométrie optique
- Outil et méthode : L'outil que nous utilisons pour la validation de l'intégrité de surface est un outil d'analyse de surface 3D sans contact utilisant un interféromètre à lumière blanche pour le balayage de la surface du cône usiné.
- Résultat et valeur : Cet outil d’usinage CNC mesure la rugosité de surface (Ra/Rz) et les défauts microscopiques de la surface, validant ainsi l’intégrité du processus pour une répartition optimale de la charge.
Traçabilité et rapports numériques
- Processus : Toutes les informations obtenues lors du processus d'inspection sont automatiquement combinées numériquement.
- Livrable : Cela donnera lieu à un rapport d'inspection de qualité , qui est un élément essentiel de nos services d'usinage CNC de précision .
Pour répondre au besoin urgent de vérification objective de la qualité, nous combinons la machine à mesurer tridimensionnelle (MMT), la profilométrie optique et la traçabilité numérique . Ce système de vérification de la qualité à plusieurs niveaux offre à nos clients une garantie de précision certifiable et fondée sur des preuves, leur assurant que chaque composant usiné CNC répond aux normes élevées requises.
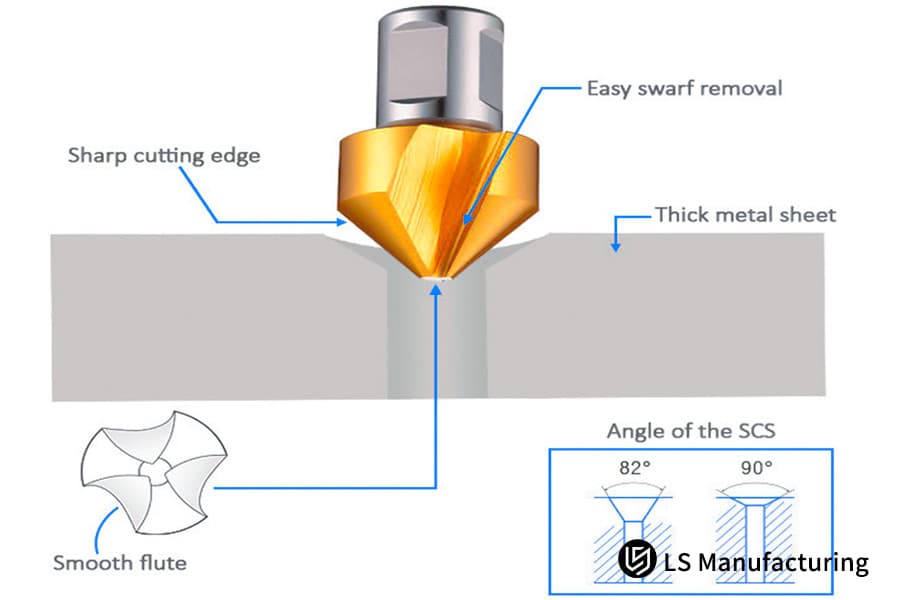
Figure 4 : Ce schéma détaille un outil de fraisage sur mesure avec des bords tranchants pour la préparation précise des trous dans des tôles métalliques épaisses.
Pourquoi choisir LS Manufacturing comme fournisseur fiable de services d'usinage CNC de précision ?
Dans le contexte de la production mondiale, un avantage concurrentiel pourrait se définir comme la capacité à maîtriser les moindres détails d'un processus afin d'atteindre une fiabilité globale. L'expertise technique, notamment la subtile distinction entre les normes de fraisage métriques et impériales , pourrait être liée à la fiabilité de votre chaîne d'approvisionnement.
De la maîtrise technique à la certitude de la production
Nous résolvons les problèmes d'ambiguïté des spécifications et d'incohérence de la qualité en codifiant notre expertise technique approfondie, notamment la trajectoire d'outil et la compensation de profondeur pour un trou à 82° par rapport à un trou à 90° . Cette expertise est intégrée à nos bases de données de processus propriétaires et à nos programmes d'usinage CNC . Elle garantit ainsi des étapes de production fiables et sans erreur.
Opérations transparentes grâce à des systèmes intégrés
Nous levons le voile sur les incertitudes liées à la chaîne d'approvisionnement grâce à une solution entièrement intégrée. Cette solution vous permet de suivre votre commande en temps réel et en toute transparence et sécurité, à chaque étape : de l'approvisionnement en matières premières aux opérations d'usinage CNC, en passant par les traitements de surface et le contrôle qualité .
Un partenariat pour la fourniture de solutions intégrées
Notre valeur ajoutée dépasse la simple mise en forme d'un dessin. En tant qu'entreprise spécialisée en conception pour la fabrication (DFM) , nous analysons vos conceptions afin d'identifier les points faibles susceptibles de poser problème ultérieurement, comme les normes de fixation évoquées précédemment. Nos services d'usinage CNC de précision offrent une solution complète, et non une simple pièce usinée, grâce à l'utilisation de techniques d'usinage avancées, à la validation en cours de production et à une traçabilité totale.
LS Manufacturing garantit la fiabilité grâce à la systématisation de son expertise technique dans un environnement transparent et contrôlé. Nous gérons les problématiques complexes liées à la chaîne d'approvisionnement et à la qualité avec une constance certifiable dans notre processus de fabrication et une transparence totale de nos opérations. Cette maîtrise complète de notre activité fait de nous le partenaire idéal pour les applications d'usinage CNC critiques où la moindre erreur est inacceptable.
FAQ
1. Comment LS Manufacturing gère-t-elle les tolérances angulaires qui ne sont pas explicitement spécifiées dans les dessins ?
Grâce à notre processus DFM (Design for Manufacturability), nous consultons activement le client, en fonction des normes de fixation typiques d'une région donnée ( généralement 82 degrés pour les normes américaines ou 90 degrés pour les normes métriques ).
2. Existe-t-il une différence de prix pour l'usinage de fraises à 82° par rapport à des fraises à 90° ?
Chez LS Manufacturing, si les spécifications sont bien définies, le coût d'usinage pour ces deux angles est pratiquement identique. Pour obtenir un prix précis en fonction de vos volumes et des matériaux requis, n'hésitez pas à demander un devis d'usinage CNC instantané en ligne.
3. LS Manufacturing peut-elle produire des fraisages à finition ultra-miroir (Ra 0,4 μm) sur des pièces en acier inoxydable ?
Chez LS Manufacturing, tant que les spécifications sont bien définies, le coût d'usinage pour ces deux angles est pratiquement identique ; les prix sont établis en fonction du nombre de trous et de l'usinabilité du matériau.
4. Pourquoi LS Manufacturing recommande-t-il d'ajouter une étape d'ébavurage secondaire après le fraisage ?
Comme vous pouvez le constater, même une petite bavure peut empêcher la tête de vis de s'ajuster parfaitement à la surface du métal. Nous utilisons un procédé de brossage robotisé qui garantit la disparition complète de la bavure, même avec un grossissement de 50x.
5. Proposez-vous un service de fraisage sur mesure pour les pièces de précision en petites séries ?
Oui. Nous disposons d'un atelier de prototypage équipé pour réaliser des services d'usinage avec le même niveau de précision que nos capacités de production en série pour les petites commandes de 1 à 100 pièces .
6. Quelles solutions LS Manufacturing propose-t-elle pour le fraisage de tôles ultra-minces (<1,0 mm) ?
Nous déterminons s'il convient d'utiliser une opération combinée de perçage/fraisage ou un dispositif de support arrière pour éviter la déformation des pièces en tôle ultra-mince pendant l'opération de fraisage.
7. Comment LS Manufacturing prévient-elle les marques de vibration des outils lors du fraisage ?
Des porte-outils à frettage haute rigidité avec technologie de coupe à vitesse variable (VLC) sont utilisés pour prévenir efficacement les vibrations de broutage, en particulier dans les pièces à parois minces et les trous profonds, afin d'assurer une finition de surface conique lisse et impeccable.
8. Puis-je demander à LS Manufacturing des données d'inspection à 100 % pour les fraises à chanfreiner ?
Absolument. Nous pouvons vous fournir des rapports d'inspection détaillés (rapports FAI) pour les pièces, conformément à vos exigences.
Résumé
Choisir un chanfrein impérial à 82° plutôt qu'un chanfrein métrique à 90° témoigne d'un souci constant de précision lors de l'assemblage. Forts de notre expertise en usinage CNC sur mesure , nous, chez LS Manufacturing, respectons scrupuleusement les spécifications des plans et éliminons les risques liés à l'assemblage pour vos projets internationaux grâce à nos services d'optimisation DFM. Chaque détail précis de l'angle du chanfrein est crucial pour une performance irréprochable, même dans des conditions extrêmes.
Ne laissez pas un écart de seulement 8 degrés compromettre la fiabilité de vos assemblages de précision. Sécurisez dès maintenant l'intégrité de votre projet en téléchargeant vos plans STEP ou PDF auprès de LS Manufacturing. Nos ingénieurs expérimentés vous fourniront un devis détaillé d'usinage CNC , incluant une analyse de faisabilité complète pour l'assemblage par fraisage, sous 4 heures seulement.
Assurez un assemblage affleurant impeccable et éliminez la fatigue due aux vibrations grâce à l'usinage CNC expert des fraises à chanfreiner de LS Manufacturing.
📞Tél. : +86 185 6675 9667
📧 Courriel : info@lsrpf.com
🌐Site web : https://lsrpf.com/
Clause de non-responsabilité
Le contenu de cette page est fourni à titre informatif uniquement. Services de LS Manufacturing. Aucune déclaration ni garantie, expresse ou implicite, n'est donnée quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou fabricant tiers fournira, par l'intermédiaire du réseau LS Manufacturing, les paramètres de performance, les tolérances géométriques, les caractéristiques de conception spécifiques, la qualité et le type des matériaux ou la qualité de la main-d'œuvre. Ces informations relèvent de la responsabilité de l'acheteur. Demande de devis pour des pièces . Veuillez préciser vos exigences concernant ces sections. Contactez-nous pour plus d'informations .
Équipe de fabrication LS
LS Manufacturing est une entreprise leader du secteur , spécialisée dans les solutions de fabrication sur mesure. Forte de plus de 20 ans d'expérience et de plus de 5 000 clients, elle se concentre sur l'usinage CNC de haute précision, la fabrication de tôlerie , l'impression 3D , le moulage par injection , l'emboutissage et d'autres services de fabrication intégrés.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001:2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse de petites séries ou de personnalisations à grande échelle, nous répondons à vos besoins avec une livraison express sous 24 heures. Choisir LS Manufacturing, c'est choisir l'efficacité, la qualité et le professionnalisme.
Pour en savoir plus, visitez notre site web : www.lsrpf.com .


