
5軸CNC加工の公差は、エンジニアにとってコストのかかる問題となる可能性があります。例えば、公差を0.01mmのように厳しく設定しすぎると、加工自体が無駄になり、逆に緩すぎると組み立て不良の原因となるからです。しかし、図面上の同じ指示を実際に実現できるサプライヤー間の能力に大きな差があることが、定量化されていない重要な問題なのです。
解決策は、静的な図面という概念から脱却し、動的なシステムという概念で考えることです。私たちは、10年間のデータに基づき、エンジニアが機能要件を効果的に経済的な許容範囲に変換し、コスト削減のために重要度の低い許容範囲を特定し、サプライヤーの能力を6つのポイントで評価するための意思決定システムを提案します。

5軸CNC加工における公差:重要な考察
| 要素 | 実践的な意味 |
| 運動学的複雑性 | 5軸CNC加工では、可動軸すべてが回転するため、幾何学的精度が複合的に低下する。 |
| ツールパスとプログラミングの忠実度 | CAMソフトウェアで採用されるプログラミング戦略は、部品の仕上がりに大きな影響を与える。 |
| 熱的および動的安定性 | モーターから発生する熱は、機械フレームのたわみを引き起こし、精度低下の原因となる可能性がある。 |
| 治具およびワーク保持具 | 切削工具の多方向への動きにより、治具が部品を所定の位置に保持するのに十分な剛性を備えていない場合があり、その結果、部品が動いてしまう可能性がある。 |
| 当社の校正および制御プロトコル | 機械の精度誤差を補正するため、温度制御された環境下でレーザートラッカーを用いて、一定間隔で体積誤差補正を実施しています。 |
| プロセス主導型CAM戦略 | 当社のコードは、一定のツールパスと特異点を防止するためのツールの向き、そして一定の力を維持するためのツールの接触状態を一定に保つように設計されています。 |
| プロセス内検証 | 当社では、機械上でのプロービングと工具設定を利用して基準点を設定し、工具の摩耗やワークピースのずれを補正しています。 |
| 結果:予測可能な精度 | 複雑な3D形状公差、例えば表面形状を±0.025mmの精度で実現し、複雑な部品の表面仕上げも可能にします。 |
| 結果:第一段階成功 | 物理的な部品に潜在的なエラーが発生する前にシミュレーションと補正を行うことで、不良品や試作の回数を削減し、コストのかかる遅延や無駄をなくします。 |
当社は、複雑な5軸加工部品において、高精度かつ予測可能な公差を維持するという根本的な課題を解決します。当社の体系的なソリューションは、機械校正、インテリジェントなツールパスプログラミング、および工程内検証といった、誤差問題の核心に迫ります。その結果、複雑な部品を、常に初回から高精度な寸法と仕上がりで製造することが可能になります。
このガイドを信頼する理由とは?LS製造のエキスパートによる実践的な経験
5軸CNC加工の公差内で作業する技術は理論に深く根ざしていますが、成功の鍵はあくまでもその実行にあります。当社における公差とは、図面上の単なる数値ではなく、機械の能力、部品の温度、そして硬質材料の加工という試練に耐えうるツールパスプログラミングの創意工夫といった、動的なプロセスそのものです。私たちは単に公差仕様を「知っている」だけでなく、航空宇宙用マニホールド部品や医療機器など、失敗が許されない分野で求められる精度レベルを常に追求しています。私たちはすべてのプロジェクトから学びを得てきました。
私たちは、 ASTM Internationalの標準化された試験方法に関する推奨事項に従って仕様を理解し、それを目の前の課題に対処するために必要な手順の実行にまで落とし込みました。インコネルとアルミニウムの加工戦略をどのように調整・変更すべきか、 ±0.05mmの公差が安全に達成できる範囲なのか、それともリスクの高い±0.02mmが許容範囲なのか、そして累積誤差のリスクを軽減するためにCNCプログラムを効果的に作成する方法を学びました。このガイドは、設計図だけでなく、機能に基づいた仕様に関する、苦労して得られた真実に基づいて作成されています。
それでは、理論から具体的な成果へと移りましょう。アルミニウム協会(AAC)の合金規格に準拠した設計や、サプライヤーの能力監査など、部品が適合し、機能し、予算内で納品されることを保証するために当社が日々活用している、実績のある具体的な手法をご紹介します。ここで提供する情報は、単なる理論ではなく、実際の応用に基づいた、成功への「ハウツー」ガイドです。
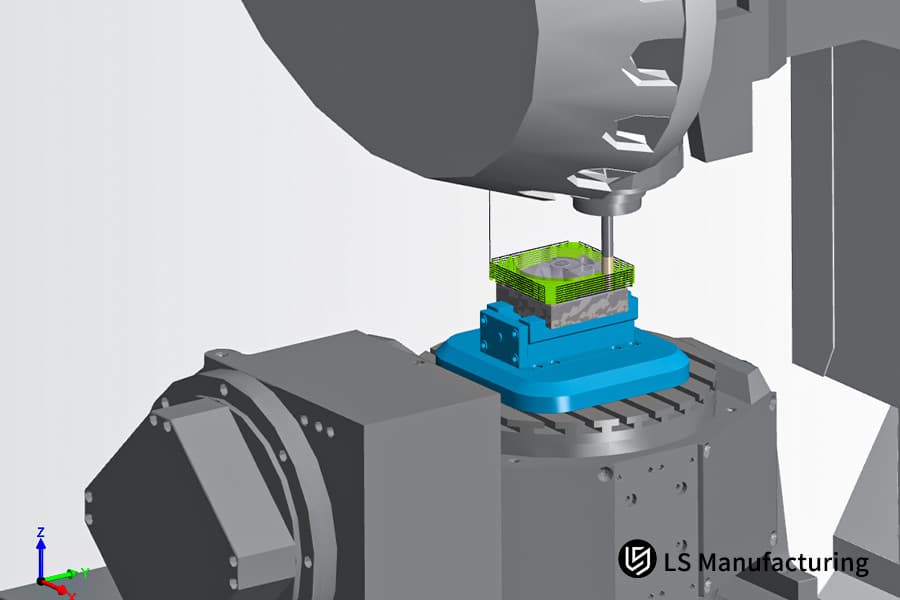
図1:航空宇宙および医療機器製造における複雑な合金部品の厳しい公差パラメータの指定。
5軸工作機械の精度と達成可能な部品公差の関係とは?
公称5軸工作機械の精度と、実際に達成可能な5軸CNC加工公差との実際の関係を理解することが重要です。メーカーが提供する5軸工作機械の公称精度は、パズルの最初のピースですが、 5軸CNC加工プロセスで発生する可能性のある動的な不正確さには対応していません。この分析では、5軸CNC加工の世界における「理論」と「現実」との間の予想される差を計算し、費用対効果の高い方法で達成可能な高精度5軸公差の定義を支援します。
| テーマ | 主要データポイント/実現値 |
| 基本機械メートル法 | 公称位置決め精度(例: ±0.008mm )は、単一軸の動作という理想的な条件下で決定されます。 |
| 重要な安定性指標 | 再現性は一貫性の尺度ではあるが、プロセスなどの他の要因の影響は考慮されていない。 |
| 典型的な成果のギャップ | 安定したプロセスにおける許容誤差は、基本位置決め精度仕様の3~6倍程度になる傾向がある。 |
| 共通機能範囲 | 一般的な5軸加工機の場合、 ±0.025mm~±0.05mm(IT8-9)の一貫した公差を実現する能力は、アルミニウム製ワークピースに適用されます。 |
| 高精度要求 | ±0.01mm(IT6-7)よりも厳しい公差を実現するには、超精密工作機械が必要となる。 |
| サプライヤーの能力に関する洞察 | 高精度5軸加工機のうち、バッチ処理でIT7の公差レベルを達成できるのは、わずか30%未満に過ぎない。 |
これは、潜在的な性能を示すことはできても、生産中の実際の性能を示すことはできないことを意味します。 高精度5軸公差の制限要因は、動的アプリケーションにおけるシステムエラースタックです。データ駆動型手法は、サプライヤーの検証済み工作機械の能力で部品の機能性を満たすのに十分な効率性を確保する上で重要な役割を果たします。これにより、費用対効果の高い仕様が科学的に策定されることが保証されます。

部品の機能要件に基づいて、階層的な公差戦略を科学的に策定するにはどうすればよいか?
均一に厳しい公差は、 5軸CNC加工による部品製造において追加コストが発生する主な理由の一つです。公差要件を策定するための戦略を科学的に策定するプロセスは、プロセス中の推測を排除するため非常に重要です。このプロセスによって得られる主な付加価値は、要件の分類に科学的なプロセスが使用されることを保証できる点です。このプロセスは、以下の手順で実行できます。
譲歩できない機能インターフェースを特定する
最初のステップは、部品の機能にとって重要な少数の要素を特定する、重要な機能分析を行うことです。その一例として、部品の機能、すなわち5軸加工された航空宇宙用ブラケットの機能において重要な、翼取り付け穴IT7の公差を特定することが挙げられます。これが機能寸法設計の本質であり、 ISO 2768-m規格のような非常に厳格なエンジニアリング公差基準を、必要な場合にのみ適用するということです。
製造および制御のための設計
第2レベルでは、治具の基準点など、制御には重要だが機能性には重要ではない要素があります。当社では、超厳密な公差による追加コストをかけずに製造プロセスに不可欠なIT8/9の公差を使用しています。これは5軸フライス加工において非常に重要です。なぜなら、重要度の低い表面形状にわずかな緩みがあっても、コスト削減につながる可能性があるからです。
重要度の低い機能をすべて解放する
その他の特性はすべて非重要と定義されます。これには、美観面、クリアランスポケット、非機能的なボスなどが含まれ、これらの部品はISO 2768cまたはIT10-11レベルで安全に仕様を定めることができます。ケーススタディで示されているように、CNC公差の仕様を定めるこのアプローチの有効性により、管理対象部品のフィーチャー数が12から5に削減され、総コストが22%削減されながらも性能目標を達成することができました。
このフレームワークは、CNC加工における公差の指定方法に関する手法を提供します。当社は、機能分析を実行して重要な要素を特定し、エンジニアリング公差基準を選択し、スタックアップ分析によってシステムを検証することで、この手法を実現します。これは、設計を現実のものとし、特に複雑な5軸加工部品において、製造可能かつ費用対効果の高い製品へと変えるエンジニアリングです。
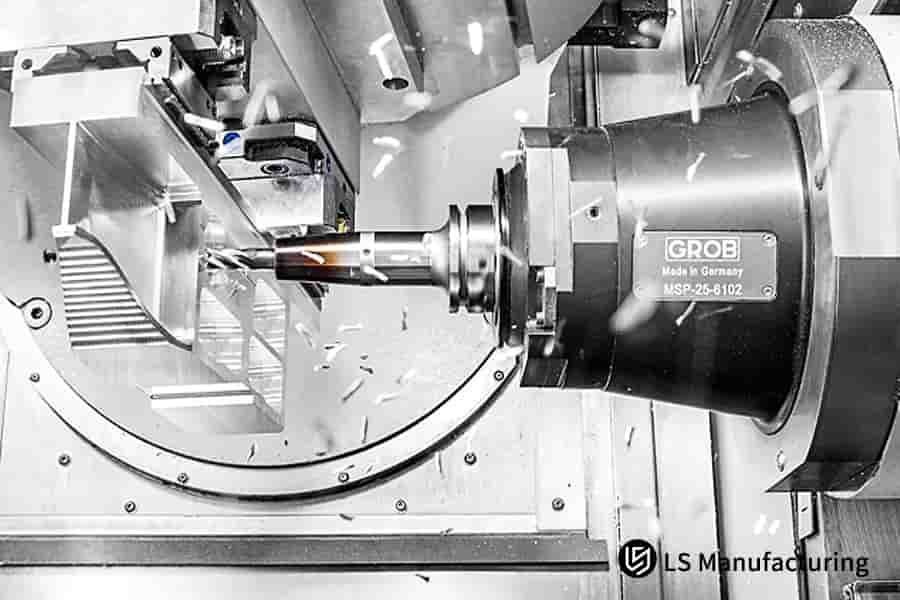
図2:高度な製造サービス向けに、金属合金に対して高精度な5軸CNC加工を行う様子を示す。
異なる材料特性は、5軸加工における公差設定と達成にどのように影響するのか?
高精度5軸CNC加工において、材料特性は、規定されたCNC加工公差を達成する上で重要な変動要因となります。本書では、材料が公差に及ぼす影響を分析するためのデータ駆動型フレームワークを提示します。このフレームワークを用いることで、予測可能な結果を得て、手直し作業を削減することができます。本書は、重要産業のエンジニアにとって、 CNC加工公差に関する基礎的なガイドとなるでしょう。
| 材料 | 主要な特性と機械加工の課題 | 許容範囲とプロセスへの影響 |
| アルミニウム合金 | 熱伝導率が高く、剛性が低い。薄肉部では振動や歪みが発生する可能性がある。 | 厚さ300mmの薄肉部品を加工する場合、弾性変形を補正するために、平面度公差を鋼材と比較して約30%調整する必要がある。 |
| ステンレス鋼 | 加工硬化が著しく、加工後に表面が反り返ることがある。 | 加工後の弾性回復を補償するため、最終加工時に経験的な寸法事前補正が必要となる。 |
| 高性能プラスチック(例:PEEK) | 吸湿膨張:水分吸収に伴い寸法変化が生じる。 | 加工後の調整では、寸法ずれに対する許容値を公差スタックに含める必要がある。 |
このデータ中心の手法は、理論的な精度を5軸CNC加工機における認証可能で確実な初回加工ソリューションへと移行させる上で不可欠です。当社では、設計段階で適合性、形状、機能に関連する潜在的な問題を特定するために社内プロセスモデルを活用し、初回加工ソリューションを確実にするための補正値を含めています。この高度な技術力は、高精度5軸加工に不可欠であり、予測可能性が極めて重要な高付加価値アプリケーションにおいて、明確な競争優位性をもたらします。

図3:航空宇宙および医療機器製造用の金属ワークピースのアクティブ5軸加工中に、厳しい公差を指定する。
LSマニュファクチャリング社(医療機器業界):手術用ロボットのフレキシブルアームハウジングの公差最適化プロジェクト
これは、 LS Manufacturingの医療用ロボットにおける事例で、体系的な公差最適化がいかにして製造上の重大な難題を解決したかを示しています。製造不可能な手術用ロボットアームの筐体に直面した当社は、厳密な製造設計分析を実施しました。単なる仕様準拠から機能保証へと移行したこの変化は、当社のエンジニアリング主導型製造哲学の一例です。
クライアントの課題
手術用ロボットのフレキシブルアームハウジングは、アルミニウム6061-T6製で、内部表面全体に±0.03mmの均一な公差が設けられています。この公差のため、部品加工時に歪みが生じ、サプライヤー価格が高騰するだけでなく、最初の試作品も失敗に終わりました。プロジェクトは技術的および財政的な障害に同時に直面し、停滞状態に陥り、プロジェクトの進捗と開発スケジュールに大きな課題が生じました。
LSマニュファクチャリングソリューション
当社のデータ駆動型ソリューション戦略は、まず3DCSモンテカルロシミュレーションを実施して公差解析を行うことから始まりました。その結果、重要度の低いリブの公差を±0.1mmに縮小しても、その値は0.008mm未満であるため、システム性能への影響はごくわずかであることが判明しました。また、この部品は最終的な精密5軸フライス加工用に溶接部品として設計されており、これは故障の原因となっていた応力集中を解消するための戦略的なプログラミング変更です。
結果と価値
実施した公差最適化プロセスにより、最初の試作品は規定の機能をすべて満たし、 100%の合格率を達成しました。さらに、単価も35%削減されました。これは非常に効率的なソリューションであり、停滞していた試作設計を製造可能で機能的な部品へと蘇らせ、顧客の主要プロジェクトを予定通りに進めることを可能にしました。
上記の事例は、当社の分析設計と高度な5軸フライス加工技術を用いて、重要なエンジニアリング課題を解決する当社の能力を示すものです。当社は、医療ロボットなどの競争の激しい分野において、リスクの高い設計をコスト効率の高い部品へと転換することで、イノベーションのリスクを低減し、顧客にとって重要な差別化要因となっています。
厳しい公差と製造性、コストのバランスを取るのに苦労していませんか?当社のエンジニアリング分析が最適なソリューションをご提供します。

サプライヤーの許容能力レポートをどのように解釈して、その真のレベルを評価するか?
製造業者の真の精度を適切に評価するには、一般的な主張にとらわれず、プロセス自体から得られる検証可能なデータを検証することが重要です。これは、精度が部品の機能性や組み立てにおいて重要な要素となる、 厳しい公差が求められる5軸加工においては特に重要です。正当なサプライヤー能力評価を実施するために、実際のパフォーマンスを評価するための正当なSPCレポートで検証すべき主要な要素に関する一般的なガイドを以下に示します。
データの出所と統計的有意性を精査する
製造業者の能力を適切に評価するためには、製造工程、特に実際の工程そのもの、あるいは実際の生産ロットから得られた実際のデータを検証することが重要です。
- 必要な証拠: 30~50個のXバーR管理図。
- 主要指標: 主要寸法の Cpk ≥ 1.33 (良好) または ≥ 1.67 (優良)は、信頼性の高い5 軸 CNC マシニング センターの安定した中心プロセスを示します。
測定システムの完全性を検証する
提示されるデータの精度と信頼性は、使用されるツールと方法の質に左右される。
- 必要な証拠: CMMなどの検査機器に対して測定システム分析(MSA)が実施されたことを示す文書。
- 重要な指標: GR&R は 10% 未満でなければならず、測定におけるノイズが無視できる程度であり、提示されたデータが代表的で正確であることを保証する必要があり、これは有効なサプライヤー能力評価の重要な構成要素です。
監査で規定された環境試験条件
正確な性能は、自身の環境を模倣した、精密かつ制御された条件下でのみ達成できる。
- 必要な証拠:試験前の周囲温度と安定化に関する文書。
- 理由:精密5軸加工における重要な熱要因を制御することの重要性は、厳しい公差の5軸加工を自社の環境で実現できることを保証するために不可欠です。
当社のプロセス能力レポートは、 SPC、MSA、およびコンディションログを統合した分かりやすい意思決定ツールとして、透明性を提供するという約束を実現します。これにより、お客様は約束ではなく統計データに基づいて調達決定を下すことができます。当社は、プロセスの安定性をデータに基づいた確かな証拠で示すことで、サプライヤーとの取引に伴うリスクを排除し、複雑な5軸加工部品をお客様が求める精度レベルで製造できることを保証します。
超高精度(±0.01mm以内)を実現するためには、どのような具体的なプロセスと環境保護対策が必要ですか?
±0.01mmの範囲内の公差を実現する能力は、あらゆる機械加工方法では達成できないレベルをはるかに超えており、プロセスに誤差をもたらすすべてのメカニズムの累積的な影響を考慮するための完全なシステムが必要です。以下の文書は、 5軸超精密加工に必要な独自の要件を満たすために、最も厳格なレベルの環境制御、リアルタイム計測、およびアプリケーション固有の設計を使用する、テスト済みの方法論の概要です。
積極的な環境管理による熱歪みの克服
環境制御専用の保管庫では、 20℃(±0.5℃)の温度が維持されており、精密加工サービスの開始前にすべての材料の温度安定化を行う必要があります。さらに、工作機械の熱膨張を考慮して、レーザー干渉計を用いて工作機械を現場で校正し、超高精度加工のための幾何学的に安定した環境を確保する必要があります。
リアルタイム閉ループ計測および補償の実装
超精密加工サービスの提供方法において、パラダイムシフトを実現する必要があります。工作機械には、オンマシン測定を実行するための高精度レーザープローブまたはタッチトリガープローブを搭載する必要があります。これにより、機械は「切削・測定・補正」モードで動作することが可能になります。このモードでは、切削直後に形状を測定し、工具摩耗や熱ドリフトによって生じる誤差を補正するために、工具経路の微小なオフセットをリアルタイムで計算して補正する必要があります。これは、 複雑な5軸加工経路を仕上げる上で不可欠となります。
単結晶工具と超低応力プロセス方式の採用
このレベルでは、切削加工によって加工対象物にいかなる歪みも生じないようにすることが重要です。当社では、ナノメートルレベルの刃先精度を持つ単点ダイヤモンドまたはCBN工具を採用した機械を設計しました。切削深さをミクロン単位に抑え、送り速度を最適化し、 5軸輪郭加工戦略を用いることで、工具とワークピースの接触を一定に保ち、超低応力加工を実現しています。これにより、加工対象物は塑性変形や発熱を起こすことなく最終状態に達し、工作機械上で直接、応力除去された最終状態へと到達します。
これは、この手法が達成できることではなく、どのように達成できるかによって定義されるためです。当社のソリューションの深みは、システム内に計測技術をどのように組み込んでいるか、また環境安定性のためにどのような手法を用いているかからも見て取れます。これにより、当社のソリューションは、このような体系的な深みを持たない一般的な超高精度加工ソリューションとは異なり、経験に基づいた決定論的な結果をもたらすソリューションとして位置づけることができます。

図4:エンジニアリング公差基準を満たすために、アルミニウム合金のアクティブ加工中に、5軸CNC加工の厳しい公差を指定する。
設計段階で公差解析ツールをどのように活用すれば、組み立てや性能上の問題を未然に防ぐことができるでしょうか?
寸法ばらつきの制御不能は、組立不良や性能低下の主な原因の一つです。デジタル設計段階で公差積み上げ解析を積極的に適用することで、理論上の性能を信頼性が高く製造可能な製品へと変換できます。このアプローチは、物理的なプロトタイプ作成前に複雑なばらつき問題を解決するために効果的に活用され、最も複雑な組立品であっても、製造公差を考慮した堅牢な設計を保証します。
重要な変動要因の特定とモデリング
- アセンブリの意図と重要な特性を定義する:アセンブリの重要な特性を特定します。
- バリエーションパスをマッピングします:最終的なスタックアップに影響を与えるすべての部品、ジョイント、およびデータムフィーチャをモデル化します。
- 公差の種類を分類する:適切な寸法公差、幾何公差、およびプロセス公差を適用します。
高度なツールを用いた予測分析の実行
- 専用ソフトウェアを活用する: 3DCS/CETOLを活用してモンテカルロシミュレーションを行うことで、人間の分析による最悪のケースの限界を超えることができます。
- 失敗確率の定量化:生産プロセスにおける不適合の確率を統計的に予測します。
- 感度ドライバーのピンポイント特定:個々の公差が全体的な変動に与える影響を特定します。これは、 5軸加工部品にとって不可欠です。
データ駆動型設計およびプロセスソリューションの実装
- 許容範囲の割り当てを最適化する:コストとパフォーマンスを管理するために、許容範囲の制限を戦略的に割り当てます。
- 堅牢性を高めるための再設計:重要なスタックを分離するために、スリッププレーンや基準面の変更などの設計上の代替案を特定する。
- 工程内検証の指定: 5軸仕上げにおける重要なばらつきを管理するために、対象となる検査ポイントを特定します。
これは、公差管理を能動的かつ予測的な科学へと変える手法です。初期段階からばらつきの影響を定量化することで、性能、製造性、コストの観点から重要な意思決定が可能になります。当社の専門知識は、生産前に0.12mmの光学焦点誤差を解消し、初回加工の成功と、製造公差や精密5軸加工アプリケーション向けの信頼性の高い設計基盤を確保するなど、目に見える形で測定可能な問題を解決することで実証されています。
LS Manufacturingを選ぶ理由とは?お客様のプロジェクト予算に最適な公差要件を実現するために、LS Manufacturingを選ぶべき理由とは?
精密製造における根本的な課題は、単に仕様を満たすことではなく、仕様をプロジェクトの経済性に適合させることです。LS Manufacturingを選ぶ理由は何でしょうか?当社は、コスト重視のエンジニアリングパートナーシップをプロセスに統合することで、精密製造におけるこの課題を解決します。当社のバリューエンジニアリングプロセスは、設計とプロセスを体系的に最適化し、コスト効率の高い精密性を実現することで、厳格な要件をバランスの取れた製造可能なソリューションへと変革します。
コストと属性のトレードオフに対する早期設計介入
当社のバリューエンジニアは、コンセプト段階から製造可能性レビューとコストレビューを実施し、お客様をサポートします。この段階では、公差、材料、形状を分析し、大型ハウジング部品の平面度公差が厳しすぎる場合など、コスト削減につながる要因を特定します。そして、複雑な輪郭を持つ部品に対して、複数段取りの3軸加工ではなく5軸CNC加工を指定するなど、コスト削減につながる代替ソリューションをご提案します。
トランスプレシジョン階層化と限界費用の明確化
当社では、標準、精密、超精密といった段階的なソリューションに加え、透明性の高い価格設定をご提供しています。これにより、精度や5軸仕上げ加工の限界費用を定量化することが可能になります。実際、あるお客様は、この方法を用いて部品に関する意思決定を行いました。非重要穴の公差をIT6からIT7に緩和することで、性能を損なうことなく加工時間を18%短縮することができました。まさにコスト効率の高い精密加工と言えるでしょう。
総合的なプロセスと技術の選定
選定基準は機械のコストだけではありません。私たちはプロセス全体をモデル化します。部品の様々な角度部分において、 0.05mmの実際の位置公差が求められる部品の製造に、当社の5軸複合加工機を使用することで、その有効性を証明しました。これにより、治具加工や放電加工などの二次加工が不要になり、部品の取り扱いが30%削減され、初期費用は増加したものの、プログラム全体のコスト削減につながりました。
当社の強みは、コストを設計可能な変数として捉えるデータ駆動型アプローチにあります。私たちは単に図面を受け入れるだけではありません。分析、モデリングを行い、お客様の品質目標達成に最も経済的に効率的な方法をご提案します。仕様を実行可能な最適化された製造計画に落とし込むというこのプロセスこそが、エンジニアリングパートナーシップの本質です。だからこそ、お客様はLS Manufacturingを、技術的に正しいだけでなく経済的にも賢明なソリューションとして選び、すべてのプロジェクトで最大限の価値を実現できるようサポートいたします。
よくある質問
1. 5軸加工における一般的な経済的許容範囲はどのくらいですか?
アルミニウムや鋼鉄などのほとんどの材料の場合、 ±0.05mm(IT8~IT9グレード)は、標準的な5軸工作機械で費用対効果が高く実現可能な範囲内です。より厳しい公差は、はるかに高いコストを意味します。
2. 図面における公差注記で避けるべき一般的な誤りにはどのようなものがありますか?
注釈付けにおけるよくある誤りとしては、すべての寸法に同じ厳しい公差を適用してしまうこと、平行度や位置などの幾何公差の重要性を理解していないこと、データム参照が曖昧であることなどが挙げられます。機能優先の階層的な注釈付け方法に従うことをお勧めします。
3. サプライヤーが約束した許容範囲を満たす能力を本当に持っているかどうかを確認するにはどうすればよいでしょうか?
サプライヤーが約束した公差を満たす能力があるかどうかを確認する最善の方法は、同様の材料と部品の複雑さを用いた過去のプロジェクトについて、統計的プロセス管理(SPC)を用いたレポートを作成してもらうことです。別の方法としては、サプライヤーに最初の部品を製造してもらい、すべての寸法公差を検査してもらうことも有効です。同様に重要なのは、サプライヤーの測定機器と測定環境を監査することです。
4. 小ロット試作と量産では、公差管理能力に違いはありますか?
通常、量産においては、より高いプロセス安定性と一貫性が求められ、それはより高く安定した公差CPK値につながります。試作段階では、初回生産時の性能に重点が置かれます。優れたサプライヤーは、両方の運用モードにおいて信頼性の高い保証を提供する必要があります。
5. 部品の組み立て中に公差の問題が見つかった場合、通常どのように解決されますか?
まず、部品の公差外、測定誤差、または組立基準点の問題のいずれであるかを判断するために、根本原因分析を実施する必要があります。これに応じて、代替部品の使用、部品の変更(ECN)などの解決策が考えられます。これらの問題を迅速に解決するには、明確なトレーサビリティデータが不可欠です。
6. GD&T(幾何寸法公差)規格に対応した図面解釈および最適化サービスを提供していますか?
はい。当社のエンジニアリングチームはASME Y14.5 GD&T規格に精通しており、図面上の注釈をより深く理解していただくことで、設計意図の最適化、製造性の向上、そしてグローバルサプライチェーンにおける誤解の可能性を低減できるようサポートいたします。
7. 機械加工以外に、熱処理などの後続工程は最終的な公差にどのような影響を与えますか?
焼入れなどの熱処理は、予測不可能な変形を引き起こす可能性があり、これは公差管理における最大の課題の一つです。設計段階で適切な加工代を確保するとともに、後工程では真空熱処理や加圧焼入れなどの変形制御プロセスを用いることが不可欠です。
8. 妥当な許容誤差に基づいて、プロジェクトの正確な見積もりを取得するにはどうすればよいでしょうか?
2D図面と3Dモデル、および完全な公差注釈を共有していただけます。当社のプロセスエンジニアが製造可能性分析を行い、詳細な見積もりをご提示いたします。まずはオンラインで即時見積もりを取得していただき、当社の5軸公差専門家がお客様の設計要件を確認いたします。
まとめ
5軸加工における公差管理の技術を習得するには、設計理念と製造上の現実との間で正確なバランスを見出す必要があります。そのためには、規格や数値を理解するだけでなく、それらの数値の背後にあるプロセスロジック、コスト要因、リスク要因についても深く理解することが求められます。LS Manufacturingのような、高度なプロセス知識、データ分析能力、そしてビジネスの透明性を備えた企業と提携することで、公差管理を技術的な課題から、製品性能の向上、プロジェクトコストの管理、そして市場投入までの時間短縮のための戦略的なツールへと変えることができます。
部品図面と性能要件を速やかにご提出ください。当社の5軸公差専門家が、お客様の精密製造プロジェクトの強固で信頼性の高い基盤を築くためのデータに基づき、 48時間以内に無料の「公差製造可能性分析およびコスト最適化推奨レポート」をご提供いたします。
専門家の指導を受けながら、精度とコストのバランスを考慮し、5軸加工プロジェクトに最適な、製造可能な公差を設定しましょう。
📞電話番号:+86 185 6675 9667
📧メールアドレス:info@lsrpf.com
🌐ウェブサイト: https://lsrpf.com/
免責事項
このページの内容は情報提供のみを目的としています。LS Manufacturing サービスでは、情報の正確性、完全性、有効性について、明示的または黙示的な表明または保証は一切ありません。第三者のサプライヤーまたは製造業者が、LS Manufacturing ネットワークを通じて、性能パラメータ、幾何公差、特定の設計特性、材料の品質と種類、または製造技術を提供するものと推測すべきではありません。これは購入者の責任です。部品の見積もりが必要な場合は、これらのセクションの具体的な要件を特定してください。詳細についてはお問い合わせください。
LS製造チーム
LS Manufacturingは業界をリードする企業です。カスタム製造ソリューションに特化しており、20年以上の経験と5,000社以上のお客様との実績があります。高精度CNC加工、板金加工、 3Dプリンティング、射出成形、金属プレス加工、その他ワンストップ製造サービスを提供しています。
当社工場は、ISO 9001:2015認証を取得した最新鋭の5軸加工センターを100台以上保有しています。世界150カ国以上のお客様に、迅速、効率的、かつ高品質な製造ソリューションを提供しています。少量生産から大規模なカスタマイズまで、お客様のニーズに24時間以内の最短納期で対応いたします。LS Manufacturingをお選びください。効率性、品質、そしてプロフェッショナリズムをお選びいただくことを意味します。
詳細については、当社のウェブサイト( www.lsrpf.com )をご覧ください。


