
Las tolerancias de mecanizado CNC de 5 ejes pueden suponer un problema costoso para los ingenieros, ya que si son demasiado estrictas (por ejemplo, 0,01 mm) , resultan innecesarias; si son demasiado amplias, pueden provocar fallos en el montaje . Sin embargo, la gran diferencia en la capacidad de los distintos proveedores para cumplir con las especificaciones del plano es donde reside el problema clave, aún sin cuantificar.
La solución consiste en dejar de pensar en términos de planos estáticos y empezar a pensar en términos de sistemas dinámicos. Proponemos, basándonos en diez años de datos, el siguiente sistema de decisión para que los ingenieros conviertan eficazmente sus requisitos funcionales en tolerancias económicas, identifiquen tolerancias no críticas para la reducción de costes y realicen una auditoría de 6 puntos para evaluar la capacidad de los proveedores.

Tolerancias en el mecanizado CNC de 5 ejes: Aspectos clave
| Factor | Implicaciones prácticas |
| Complejidad cinemática | El movimiento de mecanizado CNC de 5 ejes ha incrementado la imprecisión geométrica debido a la rotación de todos los ejes móviles. |
| Trayectoria de la herramienta y fidelidad de la programación | La estrategia de programación empleada en el software CAM tiene un impacto significativo en el acabado de la pieza. |
| Estabilidad térmica y dinámica | El calor generado por los motores puede provocar la deformación del bastidor de la máquina, causando imprecisiones. |
| Sujeción y fijación de piezas | Es posible que el sistema de sujeción no sea lo suficientemente rígido como para mantener la pieza en posición debido al movimiento multidireccional de la herramienta de corte , lo que provoca que la pieza se mueva. |
| Nuestro protocolo de calibración y control | Incorporamos una compensación de la imprecisión volumétrica a intervalos regulares mediante un rastreador láser en un entorno con temperatura controlada para compensar la imprecisión de la máquina. |
| Estrategia CAM basada en procesos | Nuestro código está diseñado para mantener una trayectoria de herramienta constante, una orientación de la herramienta para evitar singularidades y un acoplamiento constante de la herramienta para mantener fuerzas constantes. |
| Verificación en proceso | Utilizamos sondeos y ajustes de herramientas en la propia máquina para establecer puntos de referencia que compensen el desgaste de la herramienta o la desviación de la pieza de trabajo. |
| Resultado: Precisión predecible | Logra tolerancias de forma 3D complejas, como un perfil de superficie de ±0,025 mm y acabados superficiales en piezas complejas. |
| Resultado: Éxito en la primera parte. | Reduce los desperdicios y las pruebas de corte simulando y compensando los posibles errores antes de que se produzcan en una pieza física, eliminando así costosos retrasos y desperdicios. |
Resolvemos el problema fundamental de mantener tolerancias precisas y predecibles en piezas complejas de 5 ejes. Nuestra solución metódica aborda el problema del error desde su raíz: calibración de la máquina, programación inteligente de la trayectoria de la herramienta y verificación en proceso. El resultado es que sus piezas complejas se fabricarán correctamente a la primera, siempre, con dimensiones y acabado precisos.
¿Por qué confiar en esta guía? Experiencia práctica de expertos de LS Manufacturing.
El arte de trabajar con tolerancias de mecanizado CNC de 5 ejes se basa en la teoría, pero la clave del éxito reside en su ejecución. En nuestro taller, una tolerancia no es solo un número en un plano, sino el resultado del proceso dinámico que involucra las capacidades de la máquina, la temperatura de la pieza y la ingeniosidad de la programación de la trayectoria de la herramienta, todo ello en el contexto del mecanizado de materiales duros. No solo conocemos la especificación de tolerancia; nos guiamos por el nivel de precisión requerido para componentes aeroespaciales y dispositivos médicos, donde el fallo no es una opción. Hemos aprendido de cada proyecto.
Hemos tomado la comprensión de la especificación, según las recomendaciones de ASTM International para métodos de prueba estandarizados, y la hemos simplificado a la ejecución de los pasos necesarios para abordar la tarea en cuestión. Hemos aprendido cuándo adaptar y cambiar las estrategias para el mecanizado de Inconel en comparación con el aluminio, cuándo una tolerancia de ±0,05 mm es segura frente a la más arriesgada de ±0,02 mm , y cómo crear eficazmente un programa CNC para mitigar los riesgos de errores acumulados. Esta guía se ha desarrollado a partir de la experiencia adquirida sobre la especificación por función, no solo de los planos.
Ahora, pasemos de la teoría a los resultados concretos. Le proporcionaremos metodologías específicas y probadas, como el diseño según el sistema de designación de aleaciones de la Asociación del Aluminio (AAC) o la auditoría de capacidad de proveedores que utilizamos a diario para garantizar que la pieza encaje, funcione correctamente y se entregue dentro del presupuesto. La información que le ofrecemos es su guía práctica para el éxito, basada en aplicaciones reales, no solo en teoría.
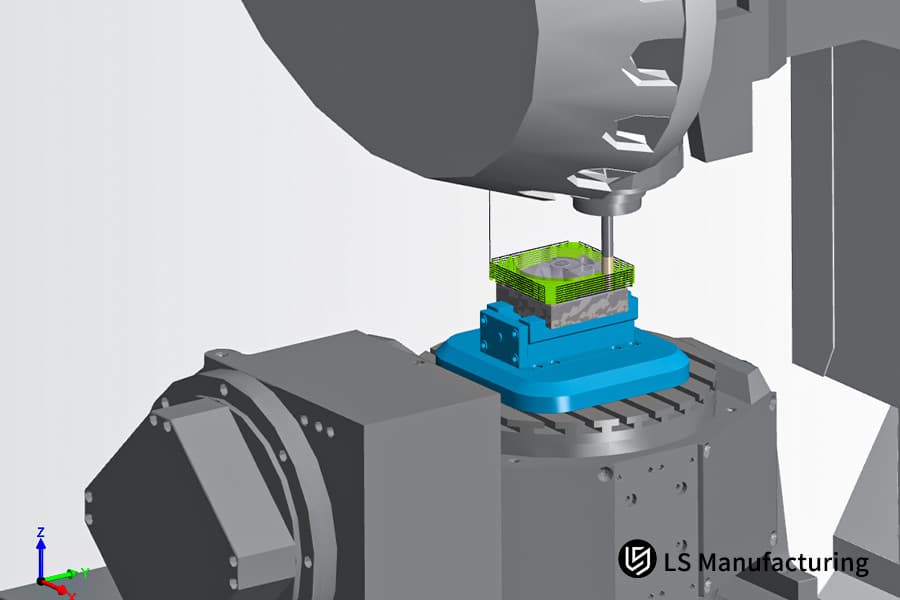
Figura 1: Especificación de parámetros de tolerancia estrictos para piezas de aleación complejas en la fabricación de dispositivos aeroespaciales y médicos.
¿Cuál es la relación entre la precisión de una máquina herramienta de 5 ejes y las tolerancias de las piezas que se pueden lograr?
Es fundamental comprender la relación real entre la precisión nominal de la máquina herramienta de 5 ejes y las tolerancias de mecanizado CNC de 5 ejes que se pueden lograr. La precisión nominal de la máquina de 5 ejes , proporcionada por el fabricante, es el primer paso, pero no aborda la variabilidad en la precisión que puede experimentarse durante el proceso de mecanizado CNC de 5 ejes . Este análisis calcula la diferencia esperada entre la teoría y la práctica del mecanizado CNC de 5 ejes para ayudar a definir las tolerancias de precisión que se pueden alcanzar de manera rentable.
| Tema | Punto de datos clave / Realización |
| Máquina base métrica | La precisión de posicionamiento nominal, por ejemplo, ±0,008 mm , se determina en circunstancias ideales de un único eje de movimiento. |
| Métrica de estabilidad crítica | Si bien la repetibilidad es una medida de consistencia , no tiene en cuenta el impacto de otros factores como el proceso. |
| Brecha típica en los resultados | En un proceso estable, las tolerancias suelen ser de 3 a 6 veces mayores que la especificación de precisión de posicionamiento base. |
| Rango de capacidad común | En una máquina típica de 5 ejes , la capacidad de ofrecer tolerancias consistentes de ±0,025 mm a ±0,05 mm (IT8-9) se aplica a piezas de trabajo de aluminio. |
| Requisito de alta precisión | Las tolerancias inferiores a ±0,01 mm (IT6-7) exigen máquinas herramienta de ultraprecisión. |
| Información sobre las capacidades de los proveedores | Solo una pequeña fracción de las máquinas de 5 ejes de alta precisión, menos del 30% , pueden ofrecer niveles de tolerancia IT7 en un proceso por lotes. |
Esto significa que solo puede indicar su potencial, pero no su capacidad de rendimiento durante la producción. El factor limitante para las tolerancias de precisión de 5 ejes es la acumulación de errores del sistema para aplicaciones dinámicas. El método basado en datos desempeña un papel fundamental para garantizar que el proceso de diseño sea lo suficientemente eficiente como para cumplir con la funcionalidad de las piezas con la capacidad de la máquina herramienta validada del proveedor. Esto garantiza que las especificaciones rentables se formulen científicamente.

¿Cómo formular científicamente una estrategia de tolerancia jerárquica basada en los requisitos funcionales de las piezas?
Las tolerancias uniformemente estrictas son una de las principales razones que han generado costos adicionales durante la producción de piezas mediante mecanizado CNC de 5 ejes . El proceso científico de formulación de una estrategia para definir los requisitos de tolerancias es fundamental, ya que elimina las conjeturas durante el proceso. El principal valor añadido de este proceso es que garantiza el uso de un método científico para clasificar los requisitos. El proceso se puede llevar a cabo de la siguiente manera.
Identificar las interfaces funcionales no negociables
El primer paso consiste en realizar un análisis funcional crítico, que implica determinar los pocos factores esenciales para la funcionalidad de la pieza. Un ejemplo de esto es la identificación de la tolerancia IT7 del orificio de fijación del ala, que es fundamental para la funcionalidad de la pieza, es decir, el soporte aeroespacial mecanizado en 5 ejes . En esto consiste el dimensionamiento funcional : normas de tolerancia de ingeniería muy estrictas, como la norma ISO 2768-m , pero solo cuando sea necesario.
Diseño para la fabricación y el control
En el segundo nivel, existen características importantes para el control, pero no para la funcionalidad, como los puntos de referencia para la fijación. Utilizamos tolerancias IT8/9, lo cual es fundamental en el proceso de fabricación sin el costo adicional de tolerancias ultraprecisas. Esto es crucial en la operación de fresado de 5 ejes, ya que cualquier holgura en una característica superficial no crítica puede traducirse en menores costos.
Liberar todas las funciones no críticas
Todas las demás características se definen como no críticas. Esto incluye superficies estéticas, cavidades de holgura y salientes no funcionales, donde el componente puede especificarse de forma segura según los niveles ISO 2768c o IT10-11 . La eficacia de este enfoque para especificar tolerancias CNC resultó en una reducción de las características controladas del componente de 12 a 5 , un ahorro en el costo total del 22% sin dejar de alcanzar los objetivos de rendimiento, como se documenta en un estudio de caso.
Este marco proporciona una metodología para especificar tolerancias CNC, y nosotros la implementamos mediante el análisis funcional para determinar los aspectos críticos, seleccionar los estándares de tolerancia de ingeniería y validar el sistema mediante análisis de acumulación de tolerancias. Esta es la ingeniería que da vida a un diseño, convirtiéndolo en un producto fabricable y rentable, especialmente en componentes mecanizados complejos de 5 ejes .
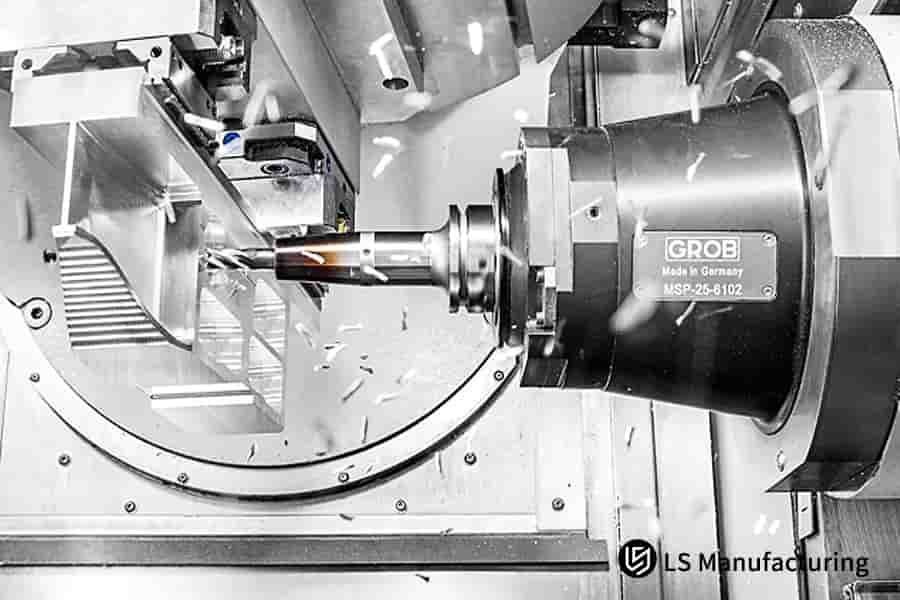
Figura 2: Demostración del mecanizado CNC de 5 ejes con tolerancias estrictas en aleación metálica para servicios de fabricación avanzados.
¿Cómo afectan las diferentes propiedades del material al establecimiento y la consecución de tolerancias en el mecanizado de 5 ejes?
En el mecanizado CNC de alta precisión de 5 ejes , las propiedades del material son una variable clave y dinámica para lograr las tolerancias de mecanizado CNC definidas. Este documento presenta un marco basado en datos para analizar el impacto del material en las tolerancias, lo que permite obtener resultados predecibles y reducir el retrabajo. Este documento constituye una guía fundamental sobre tolerancias de mecanizado CNC para ingenieros en industrias críticas.
| Material | Desafío clave de propiedad y mecanizado | Tolerancia e implicaciones del proceso |
| Aleación de aluminio | Alta conductividad térmica, baja rigidez; pueden producirse vibraciones y deformaciones en paredes delgadas. | Al mecanizar una pieza de pared delgada de 300 mm , la tolerancia de planitud debe ajustarse en aproximadamente un 30 % en comparación con el acero para compensar la deformación elástica. |
| Acero inoxidable | Se produce un endurecimiento significativo por deformación; las superficies pueden deformarse después del mecanizado. | Requiere una precompensación dimensional empírica durante el mecanizado final para compensar la recuperación elástica después del mecanizado. |
| Plástico de alto rendimiento (por ejemplo, PEEK) | Expansión higroscópica ; los cambios dimensionales se producen en relación con la absorción de humedad. | El acondicionamiento posterior al mecanizado requiere que se incluyan márgenes para la variación dimensional en el conjunto de tolerancias. |
Esta metodología centrada en datos es fundamental para transformar la precisión teórica en una solución verificable y garantizada a la primera en centros de mecanizado CNC de 5 ejes . Utilizamos un modelo de proceso interno para identificar posibles problemas relacionados con el ajuste, la forma y la función durante el diseño, incluyendo valores de compensación para asegurar una solución a la primera. Este nivel de sofisticación técnica, crucial para el mecanizado de precisión de 5 ejes , proporciona una clara ventaja competitiva en aplicaciones de alto valor donde la predictibilidad es esencial.

Figura 3: Especificación de tolerancias estrictas durante el mecanizado activo de 5 ejes de una pieza metálica para la fabricación de dispositivos aeroespaciales y médicos.
LS Manufacturing, industria de dispositivos médicos: Proyecto de optimización de tolerancias para la carcasa del brazo flexible de un robot quirúrgico
Este es un caso práctico de LS Manufacturing sobre robótica médica que ilustra cómo la optimización sistemática de tolerancias ayudó a resolver un problema crítico de fabricación. Ante la imposibilidad de fabricar la carcasa de un brazo robótico quirúrgico, utilizamos un análisis riguroso del diseño para la fabricación . Este cambio, que va desde el mero cumplimiento de las especificaciones hasta la garantía funcional, es un ejemplo de nuestra filosofía de fabricación centrada en la ingeniería.
Desafío del cliente
La carcasa del brazo flexible del robot quirúrgico, fabricada en aluminio 6061-T6 , presenta tolerancias uniformes de ±0,03 mm en todas sus superficies internas. Esto se tradujo en precios de proveedores elevados y en el fallo de los primeros prototipos, ya que el mecanizado provocó la deformación de las piezas. El proyecto se encontraba estancado, al haber encontrado obstáculos técnicos y financieros simultáneamente, lo que supuso un desafío para su progreso y para el cronograma de desarrollo.
Solución de fabricación LS
Nuestra estrategia de solución basada en datos comenzó con una simulación Monte Carlo 3DCS para realizar un análisis de tolerancias, donde se determinó que la reducción de las tolerancias de las nervaduras no críticas a ±0,1 mm tiene un impacto insignificante en el rendimiento del sistema, ya que su valor es inferior a 0,008 mm . La pieza también se diseñó como una pieza soldada para el fresado final de precisión de 5 ejes , lo que representa un cambio de programación estratégico para eliminar las tensiones residuales que causaron las fallas.
Resultados y valor
El proceso de optimización de tolerancias implementado logró una aceptación del 100 % para el primer prototipo, que cumple con todas las funcionalidades especificadas. Además, los costos unitarios se redujeron en un 35 % . Esta es una solución altamente eficiente que ha revitalizado un prototipo estancado, convirtiéndolo en un componente funcional y fabricable que permite que el proyecto principal del cliente avance según lo previsto.
El caso práctico anterior demuestra nuestra capacidad para abordar problemas críticos de ingeniería mediante nuestro diseño analítico para la fabricación y el fresado avanzado de 5 ejes . Nuestra organización ofrece un factor diferenciador clave a nuestros clientes en campos altamente competitivos, como la robótica médica, al reducir los riesgos de la innovación y convertir diseños de alto riesgo en componentes rentables.
¿Le resulta difícil encontrar el equilibrio entre tolerancias estrictas, facilidad de fabricación y costes? Nuestro análisis de ingeniería le proporcionará la solución óptima.

¿Cómo interpretar el informe de capacidad de tolerancia de un proveedor para evaluar su verdadero nivel?
Para evaluar correctamente la precisión real de un fabricante, es importante ir más allá de las afirmaciones generales y revisar datos verificables del proceso en sí. Esto es especialmente importante en situaciones de mecanizado de 5 ejes con tolerancias estrictas , donde la precisión es un componente clave para la funcionalidad y el ensamblaje de una pieza. Para realizar una evaluación legítima de la capacidad del proveedor , a continuación se presenta una guía general de los componentes clave que se deben revisar en un informe SPC legítimo para evaluar el desempeño en condiciones reales:
Analizar detenidamente el origen de los datos y su significación estadística.
Para evaluar adecuadamente la capacidad de un fabricante, es importante revisar datos reales del proceso de fabricación, especialmente del proceso en sí o de la producción real.
- Evidencia requerida: Gráficos de control X-barra R en 30-50 piezas .
- Métrica clave: Cpk ≥ 1,33 (bueno) o ≥ 1,67 (excelente) para las dimensiones clave, lo que indica un proceso estable y centrado para un centro de mecanizado CNC de 5 ejes fiable.
Validar la integridad del sistema de medición.
El nivel de precisión y fiabilidad de los datos presentados depende directamente de las herramientas y los métodos utilizados.
- Evidencia requerida: Documentación que acredite que se ha realizado un análisis del sistema de medición (MSA, por sus siglas en inglés) en equipos de inspección como una máquina de medición por coordenadas (CMM).
- Métrica clave: GR&R debe ser <10% para garantizar que el ruido en las mediciones sea insignificante y que los datos presentados sean representativos y precisos, un componente clave de cualquier evaluación válida de la capacidad del proveedor .
Condiciones de prueba ambiental establecidas en la auditoría
Solo se puede lograr una capacidad precisa en condiciones exactas y controladas que imiten su propio entorno.
- Evidencia requerida: Documentación de la temperatura ambiente y su estabilización antes de la prueba.
- Justificación: La importancia de controlar los factores térmicos críticos en el mecanizado de precisión de 5 ejes es fundamental para garantizar que la capacidad de realizar mecanizado de 5 ejes con tolerancias estrictas sea factible en su propio entorno.
Nuestro informe de capacidad de proceso cumple con la promesa de brindar transparencia al integrar SPC, MSA y registros de condiciones en una herramienta de toma de decisiones fácil de entender. Esto permite a nuestros clientes basar sus decisiones de compra en estadísticas, no en promesas. Eliminamos el riesgo de trabajar con un proveedor al proporcionar evidencia irrefutable, basada en datos, de la estabilidad de nuestro proceso, garantizando que cada pieza compleja de 5 ejes se pueda fabricar con la precisión que usted exige.
¿Qué procesos específicos y medidas de protección ambiental se requieren para lograr tolerancias ultraaltas (dentro de ±0,01 mm)?
La capacidad de lograr tolerancias de hasta ±0,01 mm supera con creces lo que se puede conseguir con cualquier otro tipo de mecanizado, y requiere un sistema completo que tenga en cuenta el efecto acumulativo de todos los mecanismos que introducen errores en el proceso. El siguiente documento describe una metodología probada que utiliza el nivel más riguroso de control ambiental , metrología en tiempo real y un diseño específico para cada aplicación, con el fin de cumplir con los requisitos únicos necesarios para el mecanizado de ultraprecisión de 5 ejes .
Cómo superar la distorsión térmica mediante una gestión ambiental activa.
Se mantiene una temperatura de 20 °C, o ±0,5 °C , en una cámara frigorífica dedicada al control ambiental, y se debe estabilizar la temperatura de todos los materiales antes de comenzar los servicios de mecanizado de precisión . Además, las máquinas herramienta deben calibrarse in situ mediante interferometría láser para compensar la dilatación térmica de la máquina herramienta, lo que proporciona un entorno geométricamente estable para el mecanizado de ultra alta precisión .
Implementación de medición y compensación en tiempo real y en bucle cerrado.
Es necesario un cambio de paradigma en la forma en que se realizan los servicios de mecanizado de ultraprecisión. Las máquinas herramienta deben estar equipadas con sondas láser o táctiles de alta precisión para realizar mediciones en la propia máquina. Esto permitirá que la máquina opere en modo "mecanizar-cortar-medir-compensar", donde las características se miden inmediatamente después del corte y las microdesviaciones de la trayectoria de la herramienta se calculan y compensan en tiempo real, contrarrestando los errores causados por el desgaste de la herramienta y la deriva térmica, lo cual resulta esencial para el acabado de trayectorias de herramienta complejas de 5 ejes .
Empleo de herramientas monocristalinas y regímenes de procesamiento de tensión ultrabaja.
En esta etapa, es fundamental asegurar que el proceso de corte no cause ninguna distorsión en la pieza. Nuestras máquinas incorporan herramientas de diamante o CBN de un solo punto con una precisión nanométrica. El proceso se ha diseñado para generar tensiones ultrabajas mediante profundidades de corte micrométricas, velocidades de avance optimizadas y estrategias de contorneado de 5 ejes que mantienen un contacto constante entre la herramienta y la pieza. Esto garantiza que la pieza alcance su estado final sin deformación plástica ni generación de calor, logrando así su estado final libre de tensiones directamente en la máquina herramienta.
Esto se debe a que esta metodología no se define por lo que puede lograr, sino por cómo lo logra. La profundidad de nuestra solución se evidencia en la integración de la metrología en el sistema, así como en las metodologías empleadas para la estabilidad ambiental. Esto nos permite posicionar nuestra solución como una solución empírica para obtener resultados deterministas, a diferencia de una solución generalizada de mecanizado de ultra alta precisión que carece de este nivel de profundidad sistémica.

Figura 4: Especificación de tolerancias estrictas de mecanizado CNC de 5 ejes durante el mecanizado activo de aleación de aluminio para cumplir con los estándares de tolerancia de ingeniería.
¿Cómo se pueden utilizar las herramientas de análisis de tolerancias durante la fase de diseño para prevenir problemas de montaje y rendimiento?
La variación dimensional incontrolada es una de las principales causas de fallos en el ensamblaje y degradación del rendimiento. Mediante la aplicación proactiva del análisis de acumulación de tolerancias durante el diseño digital, el rendimiento teórico se transforma en productos fiables y fabricables. Este enfoque se utiliza eficazmente para resolver problemas de variación complejos antes de la creación de prototipos físicos, garantizando así un diseño robusto para las tolerancias de fabricación , incluso en los ensamblajes más complejos.
Identificación y modelización de las fuentes de variación críticas
- Definir la intención del ensamblaje y las características críticas: Identificar las características críticas del ensamblaje.
- Mapea la ruta de variación: Modela todas las características de piezas, uniones y datos que afectan al apilamiento final .
- Clasificar los tipos de tolerancia: Aplicar las tolerancias dimensionales, geométricas y de proceso adecuadas.
Realización de análisis predictivos con herramientas avanzadas
- Aproveche el software especializado: utilice 3DCS/CETOL para la simulación de Monte Carlo, que puede superar los límites del peor caso del análisis humano.
- Cuantificar la probabilidad de fallo: Predecir estadísticamente la probabilidad de incumplimiento en el proceso de producción .
- Determinar los factores que influyen en la sensibilidad: Identificar el impacto de las tolerancias individuales en la variación general, algo fundamental para las piezas mecanizadas en 5 ejes .
Implementación de soluciones de diseño y procesos basadas en datos
- Optimizar la asignación de tolerancias: Asigne estratégicamente los límites de tolerancia para gestionar los costos y el rendimiento .
- Rediseño para mayor robustez: Identificar alternativas de diseño, como planos deslizantes o cambios de referencia, para desacoplar pilas críticas.
- Especificar la verificación en proceso: Identificar los puntos de inspección específicos para gestionar las variaciones críticas en el acabado de 5 ejes .
Esta metodología convierte la gestión de tolerancias en una ciencia activa y predictiva. Cuantificar los efectos de las variaciones desde una etapa temprana permite tomar decisiones cruciales en términos de rendimiento, capacidad de fabricación y costes. Nuestra experiencia se valida en la resolución de problemas cuantificables, como la eliminación de un error de enfoque óptico de 0,12 mm antes de la producción y la garantía de una primera pasada exitosa, sentando las bases para un diseño fiable en cuanto a tolerancias de fabricación y aplicaciones de mecanizado de precisión de 5 ejes .
¿Por qué elegir LS Manufacturing para garantizar que sus requisitos de tolerancia se ajusten perfectamente al presupuesto de su proyecto?
El desafío fundamental en la fabricación de precisión no es solo cumplir con una especificación, sino adecuar dicha especificación a la viabilidad económica del proyecto. ¿Por qué elegir LS Manufacturing ? Resolvemos este desafío integrando una colaboración de ingeniería orientada a la reducción de costos en nuestro proceso. Nuestro proceso de ingeniería de valor optimiza sistemáticamente los diseños y procesos para ofrecer precisión rentable , transformando requisitos rígidos en soluciones equilibradas y fabricables.
Intervención temprana en el diseño para la compensación entre costos y atributos.
Nuestros ingenieros de valor colaboran en la fase conceptual para realizar análisis de viabilidad de fabricación y de costes. En esta fase, analizamos las tolerancias, los materiales y la geometría para identificar áreas donde se pueden reducir los costes, como una tolerancia de planitud excesivamente estricta en una pieza de carcasa de gran tamaño. Posteriormente, podemos ofrecer soluciones alternativas que reduzcan los costes, como especificar una operación de mecanizado CNC de 5 ejes en lugar de una operación de 3 ejes con múltiples configuraciones para una pieza de contorno complejo.
Clasificación de Transprecisión y Aclaración de Costos Marginales
Le ofrecemos soluciones escalonadas, que incluyen Estándar, Precisión y Ultra Precisión, además de precios transparentes. Esto permite cuantificar el costo marginal de la precisión y el acabado de 5 ejes . Esto ayudó a uno de nuestros clientes a tomar una decisión informada sobre una de sus piezas, donde una relajación de la tolerancia de un orificio no crítico de IT6 a IT7 resultó en un ahorro del 18 % en el tiempo de mecanizado sin sacrificar el rendimiento : precisión rentable .
Proceso holístico y selección de tecnología
El criterio de selección no se limita al coste de las máquinas. Modelamos todo el proceso. Justificamos el uso de nuestras máquinas para la producción de componentes que requerían una tolerancia de posición real de 0,05 mm en las diferentes características angulares de los componentes, utilizando nuestros centros de torneado y fresado de 5 ejes . Esto eliminó la necesidad de que los componentes pasaran por operaciones secundarias como el utillaje y el mecanizado por electroerosión, reduciendo la manipulación de los componentes en un 30 % , lo que a su vez redujo los costes totales de los programas a pesar del aumento en la tasa inicial.
Nuestra autoridad se basa en un enfoque basado en datos que convierte los costos en una variable de ingeniería. No nos limitamos a aceptar los planos. Analizamos, modelamos y prescribimos la forma más eficiente y económica de alcanzar sus objetivos de calidad. El detalle de este proceso —traducir las especificaciones en un plan de fabricación optimizado y ejecutable— es la esencia de nuestra colaboración en ingeniería . Por eso, nuestros clientes eligen LS Manufacturing para obtener una solución que no solo es técnicamente correcta, sino también económicamente inteligente, garantizando que todos los proyectos se optimicen para obtener el máximo valor.
Preguntas frecuentes
1. ¿Cuál es el rango de tolerancia económica típico para el mecanizado de 5 ejes?
Para la mayoría de los materiales, como el aluminio y el acero, una tolerancia de ±0,05 mm (grado IT8-IT9) se encuentra dentro del rango rentable y factible para las máquinas herramienta estándar de 5 ejes . Tolerancias más estrictas implican costos mucho mayores.
2. ¿Cuáles son algunos errores comunes en la anotación de tolerancias en los dibujos que deben evitarse?
Los errores más comunes en la anotación son asignar a todas las dimensiones las mismas tolerancias estrictas, no comprender la importancia de las tolerancias geométricas como el paralelismo y la posición, y utilizar referencias de datos ambiguas. Se recomienda seguir una anotación jerárquica que priorice la función.
3. ¿Cómo verificar si un proveedor realmente tiene la capacidad de cumplir con las tolerancias prometidas?
La mejor manera de verificar si sus proveedores tienen la capacidad de cumplir con las tolerancias prometidas es solicitarles un informe sobre sus proyectos anteriores, utilizando su Control Estadístico de Procesos (CEP) con materiales y complejidad de piezas similares. Otra opción es pedirles que fabriquen piezas de prueba e inspeccionen todas las tolerancias dimensionales. Igualmente importante es auditar sus equipos y entorno de medición.
4. ¿Existen diferencias en las capacidades de control de tolerancias entre la creación de prototipos en lotes pequeños y la producción en masa?
Generalmente, para la producción en masa se requiere mayor estabilidad y consistencia del proceso, lo que se traduce en valores de tolerancia CPK más altos y estables. La fase de creación de prototipos se centra en la capacidad de funcionamiento desde el primer intento. Un buen proveedor debe ofrecer garantías fiables para ambos modos de operación.
5. Si se detectan problemas de tolerancia durante el ensamblaje de las piezas, ¿cómo se suelen resolver?
En primer lugar, es necesario realizar un análisis de la causa raíz para determinar si se trata de una pieza fuera de tolerancia, un error de medición o un problema con los datos de montaje. En función de esto, las posibles soluciones podrían ser un ajuste alternativo, un cambio de pieza (ECN), etc. Contar con datos de trazabilidad claros es fundamental para resolver estos problemas con rapidez.
6. ¿Ofrecen servicios de interpretación y optimización de planos según las normas GD&T (Dimensiones y Tolerancias Geométricas)?
Sí. Nuestro equipo de ingeniería conoce a fondo las normas ASME Y14.5 GD&T y puede ayudarle a comprender mejor las anotaciones en los planos para optimizar la intención del diseño, la capacidad de fabricación y reducir las posibilidades de mala interpretación en la cadena de suministro global .
7. Además del mecanizado, ¿cómo afectan los procesos posteriores, como el tratamiento térmico, a la tolerancia final?
Los tratamientos térmicos, como el temple, pueden provocar deformaciones impredecibles, lo que representa uno de los mayores desafíos en el control de tolerancias. Es fundamental asegurar que existan márgenes de mecanizado adecuados durante la fase de diseño y que se utilicen procesos de control de deformaciones, como el tratamiento térmico al vacío y el temple a presión, durante los procesos posteriores.
8. ¿Cómo puedo obtener un presupuesto preciso para mi proyecto basándome en tolerancias razonables?
Puedes compartir tus dibujos 2D junto con modelos 3D y anotaciones de tolerancia completas. Nuestros ingenieros de procesos te ayudarán con un análisis de viabilidad de fabricación para ofrecerte un presupuesto detallado. Para empezar, puedes obtener un presupuesto instantáneo en línea y nuestros expertos en tolerancias de 5 ejes revisarán tus requisitos de diseño.
Resumen
Dominar el arte de las tolerancias en el mecanizado de 5 ejes implica encontrar un equilibrio preciso entre los ideales de diseño y las realidades de fabricación. Requiere no solo comprender los estándares y las cifras, sino también comprender la lógica del proceso, los factores que influyen en los costos y los riesgos asociados a dichas cifras. Al asociarse con una empresa como LS Manufacturing , que cuenta con un profundo conocimiento de los procesos, capacidades de análisis de datos y transparencia empresarial, puede transformar las tolerancias de un desafío técnico en una herramienta estratégica para mejorar el rendimiento del producto, controlar los costos del proyecto y acelerar el tiempo de comercialización.
Por favor, envíenos de inmediato los planos de sus piezas y los requisitos de rendimiento. Nuestros expertos en tolerancias de 5 ejes le proporcionarán un informe gratuito de "Análisis de Fabricabilidad de Tolerancias y Recomendaciones para la Optimización de Costos " en un plazo de 48 horas , utilizando datos para sentar una base sólida y fiable para su proyecto de fabricación de precisión.
Gestione la relación precisión-coste con la ayuda de expertos para establecer tolerancias óptimas y fabricables para sus proyectos de 5 ejes.
📞Tel: +86 185 6675 9667
📧Correo electrónico: info@lsrpf.com
🌐Sitio web: https://lsrpf.com/
Descargo de responsabilidad
El contenido de esta página es solo para fines informativos. Servicios de LS Manufacturing. No se ofrecen garantías, expresas ni implícitas, sobre la exactitud, integridad o validez de la información. No debe inferirse que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de la red de LS Manufacturing. Es responsabilidad del comprador. Solicitar cotización de piezas. Identificar los requisitos específicos para estas secciones. Contáctenos para obtener más información .
Equipo de fabricación de LS
LS Manufacturing es una empresa líder en el sector . Nos especializamos en soluciones de fabricación a medida. Contamos con más de 20 años de experiencia y más de 5000 clientes. Nos especializamos en mecanizado CNC de alta precisión, fabricación de chapa metálica , impresión 3D , moldeo por inyección , estampado de metales y otros servicios integrales de fabricación.
Nuestra fábrica cuenta con más de 100 centros de mecanizado de 5 ejes de última generación, con certificación ISO 9001:2015. Ofrecemos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países. Ya sea para producción en pequeñas cantidades o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elija LS Manufacturing. Esto significa eficiencia, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web: www.lsrpf.com .


