
قد تُسبب دقة التصنيع باستخدام ماكينات CNC خماسية المحاور مشكلة مكلفة للمهندسين، فإذا كانت الدقة ضيقة جدًا، مثلاً 0.01 مم ، تصبح غير ضرورية؛ أما إذا كانت واسعة جدًا، فقد يؤدي ذلك إلى فشل التجميع . ومع ذلك، يكمن جوهر المشكلة غير القابلة للقياس في التفاوت الكبير في قدرة الموردين المختلفين على تنفيذ نفس المواصفات المذكورة في الرسم.
يكمن الحل في التوقف عن التفكير بمنطق الرسومات الثابتة والبدء بالتفكير بمنطق الأنظمة الديناميكية. نقترح، استنادًا إلى بيانات عشر سنوات، نظام اتخاذ القرار التالي لتمكين المهندسين من تحويل متطلباتهم الوظيفية إلى هوامش اقتصادية، وتحديد الهوامش غير الحرجة لخفض التكاليف، وتقديم تقييم من ست نقاط لقدرة الموردين.

تفاوتات التصنيع باستخدام الحاسوب خماسي المحاور: رؤى بالغة الأهمية
| عامل | الآثار العملية |
| التعقيد الحركي | لقد أدت حركة التصنيع باستخدام الحاسوب ذات المحاور الخمسة إلى زيادة عدم الدقة الهندسية بسبب دوران جميع المحاور المتحركة. |
| مسار الأداة ودقة البرمجة | تؤثر استراتيجية البرمجة المستخدمة في برنامج التصنيع بمساعدة الحاسوب (CAM) بشكل كبير على جودة المنتج النهائي. |
| الاستقرار الحراري والديناميكي | يمكن أن تؤدي الحرارة المتولدة من المحركات إلى انحراف هيكل الآلة، مما يتسبب في عدم الدقة. |
| التثبيت والتثبيت | قد لا تكون أدوات التثبيت صلبة بما يكفي لتثبيت الجزء في مكانه بسبب الحركة متعددة الاتجاهات لأداة القطع ، مما يتسبب في تحرك الجزء. |
| بروتوكول المعايرة والتحكم الخاص بنا | نقوم بدمج تعويض عدم الدقة الحجمية على فترات منتظمة باستخدام جهاز تتبع ليزري في بيئة يتم التحكم في درجة حرارتها للتعويض عن عدم دقة الآلة. |
| استراتيجية إدارة التصنيع بمساعدة الحاسوب القائمة على العمليات | تم تصميم الكود الخاص بنا للحفاظ على مسار أداة ثابت، وتوجيه الأداة لمنع التفرد، وتداخل الأداة المستمر للحفاظ على قوى ثابتة. |
| التحقق أثناء العملية | نستخدم الفحص على الآلة وضبط الأدوات لتحديد نقاط مرجعية للتعويض عن تآكل الأداة أو انحراف قطعة العمل. |
| النتيجة: دقة يمكن التنبؤ بها | ينجز دقة عالية في الأشكال ثلاثية الأبعاد المعقدة مثل تحديد شكل السطح بدقة ±0.025 مم والتشطيبات السطحية على الأجزاء المعقدة. |
| النتيجة: نجاح الجزء الأول | يقلل من الهدر والقطع التجريبية عن طريق محاكاة الأخطاء المحتملة والتعويض عنها قبل حدوثها على جزء مادي، مما يؤدي إلى القضاء على التأخيرات المكلفة والهدر. |
نحلّ المشكلة الأساسية المتمثلة في الحفاظ على دقة وتفاوتات متوقعة في الأجزاء المعقدة ذات المحاور الخمسة. يعالج حلّنا المنهجي مشكلة الخطأ من جذورها: معايرة الآلة، وبرمجة مسار الأدوات الذكية، والتحقق أثناء عملية التصنيع. والنتيجة هي أن أجزاءك المعقدة ستُصنع بشكل صحيح من المرة الأولى، وفي كل مرة، بأبعاد وتشطيبات دقيقة.
لماذا تثق بهذا الدليل؟ خبرة عملية من خبراء التصنيع في LS
إن فن العمل ضمن حدود التفاوت المسموح بها في ماكينات CNC خماسية المحاور غنيٌّ بالأسس النظرية، لكن مفتاح النجاح يكمن في التطبيق العملي. فالتفاوت المسموح به في ورشتنا ليس مجرد رقم على الرسم، بل هو عملية ديناميكية تتفاعل فيها إمكانيات الماكينة، ودرجة حرارة القطعة، وبراعة برمجة مسار الأداة، مع اختبارها في العمل على المواد الصلبة. نحن لا نكتفي بمعرفة مواصفات التفاوت المسموح به، بل نلتزم بمستوى الدقة المطلوب لأجزاء مشعبات الطيران وحافظات الأجهزة الطبية، حيث لا مجال للخطأ. لقد تعلمنا من كل مشروع.
لقد استندنا في فهمنا للمواصفات، وفقًا لتوصيات الجمعية الأمريكية لاختبار المواد (ASTM) بشأن أساليب الاختبار الموحدة، إلى تطبيق الخطوات اللازمة لإنجاز المهمة المطلوبة. تعلمنا متى يجب تعديل استراتيجيات تشغيل إنكونيل مقارنةً بالألومنيوم، ومتى يكون هامش الخطأ ±0.05 مم آمنًا مقارنةً بهامش الخطأ ±0.02 مم الأكثر خطورة، وكيفية إنشاء برنامج CNC فعال للحد من مخاطر تراكم الأخطاء. وقد طُوّر هذا الدليل بناءً على خبرات عملية قيّمة حول تحديد المواصفات حسب الوظيفة، وليس فقط بناءً على المخططات.
والآن، دعونا ننتقل من الجانب النظري إلى النتائج الملموسة. سنقدم لكم منهجيات محددة ومثبتة، مثل التصميم وفقًا لنظام تصنيف سبائك جمعية الألومنيوم (AAC) أو تدقيق قدرات الموردين، وهي منهجيات نستخدمها يوميًا لضمان ملاءمة القطعة ووظيفتها وتسليمها في حدود الميزانية. المعلومات المقدمة هي دليلكم العملي لتحقيق النجاح، استنادًا إلى تطبيقات عملية واقعية، وليست مجرد نظريات.
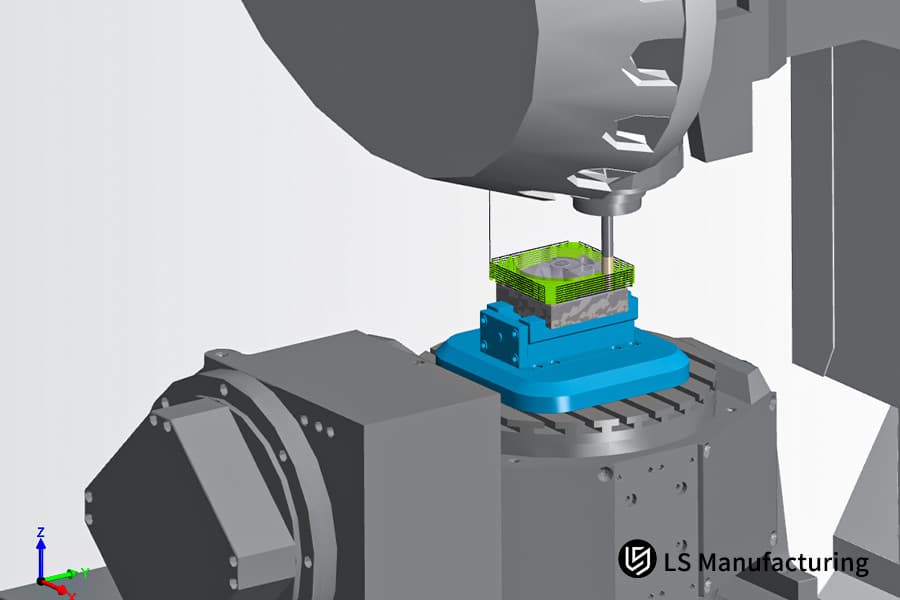
الشكل 1: تحديد معايير التفاوت الدقيقة لأجزاء السبائك المعقدة في تصنيع الأجهزة الفضائية والطبية.
ما هي العلاقة بين دقة آلة التشغيل ذات الخمسة محاور وتفاوتات الأجزاء التي يمكن تحقيقها؟
من المهم فهم العلاقة الفعلية بين دقة آلة التشغيل الخماسية المحاور الاسمية وتفاوتات التصنيع باستخدام الحاسوب (CNC) الخماسية المحاور التي يمكن تحقيقها. تمثل الدقة الاسمية للآلة الخماسية المحاور ، كما يقدمها المصنّع، الجزء الأول من الحل، لكنها لا تعالج التفاوتات الديناميكية في الدقة التي قد تحدث أثناء عملية التصنيع باستخدام الحاسوب (CNC) الخماسية المحاور . يحسب هذا التحليل الفرق المتوقع بين النظرية النظرية والواقع العملي في مجال التصنيع باستخدام الحاسوب (CNC) الخماسي المحاور، وذلك للمساعدة في تحديد تفاوتات الدقة الخماسية المحاور التي يمكن تحقيقها بطريقة فعّالة من حيث التكلفة.
| سمة | نقطة بيانات رئيسية / تحقيق |
| مقياس الآلة الأساسية | يتم تحديد دقة تحديد الموضع الاسمية، على سبيل المثال ±0.008 مم ، في الظروف المثالية لمحور حركة واحد. |
| مقياس الاستقرار الحرج | على الرغم من أن التكرارية هي مقياس للاتساق ، إلا أنها لا تأخذ في الاعتبار تأثير العوامل الأخرى مثل العملية. |
| فجوة النتائج النموذجية | تميل التفاوتات في عملية مستقرة إلى أن تكون أكبر من 3 إلى 6 مرات من مواصفات دقة تحديد الموضع الأساسية. |
| نطاق القدرات المشتركة | بالنسبة لآلة نموذجية ذات 5 محاور ، فإن القدرة على توفير تفاوتات ثابتة من ±0.025 مم إلى ±0.05 مم (IT8-9) تنطبق على قطع العمل المصنوعة من الألومنيوم. |
| متطلبات الدقة العالية | تتطلب التفاوتات الأضيق من ±0.01 مم (IT6-7) أدوات آلية فائقة الدقة. |
| نظرة معمقة على قدرات الموردين | نسبة ضئيلة فقط من آلات 5 محاور عالية الدقة، أقل من 30% ، يمكنها تحقيق مستويات التفاوت IT7 في عملية الدفعات. |
هذا يعني أنه لا يمكنه سوى الإشارة إلى إمكاناته، وليس قدرته على الأداء أثناء الإنتاج. العامل المحدد لدقة التفاوتات في المحاور الخمسة هو تراكم أخطاء النظام للتطبيقات الديناميكية. تلعب الطريقة القائمة على البيانات دورًا حاسمًا في ضمان كفاءة عملية التصميم بما يكفي لتلبية وظائف الأجزاء مع قدرات آلة التشغيل المعتمدة لدى المورد. وهذا يضمن صياغة المواصفات الفعالة من حيث التكلفة بطريقة علمية.

كيفية صياغة استراتيجية التسامح الهرمية علمياً بناءً على المتطلبات الوظيفية للأجزاء؟
تُعدّ التفاوتات الدقيقة الموحدة أحد الأسباب الرئيسية التي أدت إلى تكاليف إضافية أثناء إنتاج الأجزاء باستخدام آلات CNC خماسية المحاور . وتُعتبر العملية العلمية لصياغة استراتيجية لتحديد متطلبات التفاوتات بالغة الأهمية، إذ تُزيل التخمين أثناء العملية. وتكمن القيمة المضافة الرئيسية لهذه العملية في ضمان استخدام منهجية علمية لتصنيف المتطلبات. ويمكن تنفيذ هذه العملية بالطريقة التالية.
تحديد الواجهات الوظيفية غير القابلة للتفاوض
تتمثل الخطوة الأولى في إجراء تحليل وظيفي دقيق، يتضمن تحديد عدد محدود من العوامل الحاسمة لأداء القطعة. ومن الأمثلة على ذلك تحديد تفاوت قطر فتحة تثبيت الجناح (IT7)، وهو عامل بالغ الأهمية لأداء القطعة، أي دعامة الطيران المصنعة باستخدام آلة خماسية المحاور . هذا هو جوهر التحديد الوظيفي للأبعاد - معايير هندسية صارمة للغاية للتفاوتات ، مثل معيار ISO 2768-m ، ولكن فقط عند الضرورة.
التصميم من أجل التصنيع والتحكم
في المستوى الثاني، توجد خصائص مهمة للتحكم ولكنها ليست ضرورية للوظائف، مثل نقاط مرجعية للتثبيت. نستخدم التفاوتات المسموح بها في IT8/9، وهو أمر بالغ الأهمية في عملية التصنيع دون تكلفة إضافية للتفاوتات فائقة الدقة. هذا الأمر حيوي في عملية الطحن خماسية المحاور ، لأن أي تفاوت في خصائص السطح غير الحرجة قد يؤدي إلى انخفاض التكاليف.
تحرير جميع الميزات غير الأساسية
تُصنّف جميع الخصائص الأخرى على أنها غير حرجة. ويشمل ذلك الأسطح الجمالية، والتجاويف، والنتوءات غير الوظيفية، حيث يمكن تحديد مواصفات المكون بأمان وفقًا لمعياري ISO 2768c أو IT10-11 . وقد أسفرت فعالية هذا النهج في تحديد التفاوتات المسموح بها في عمليات التصنيع باستخدام الحاسوب (CNC) عن تقليل عدد خصائص المكون الخاضعة للتحكم من 12 إلى 5 ، مما وفر 22% من التكلفة الإجمالية مع الحفاظ على تحقيق أهداف الأداء، كما هو موثق في دراسة حالة.
يوفر هذا الإطار منهجية لتحديد التفاوتات المسموح بها في عمليات التصنيع باستخدام الحاسوب (CNC)، ونطبق ذلك من خلال إجراء تحليل وظيفي لتحديد العناصر الأساسية، واختيار معايير التفاوتات الهندسية ، والتحقق من صحة النظام عبر تحليل التراكم. هذه هي الهندسة التي تُجسد التصميم على أرض الواقع، محولةً إياه إلى منتج قابل للتصنيع وفعال من حيث التكلفة، لا سيما في المكونات المعقدة المصنعة باستخدام آلات خماسية المحاور .
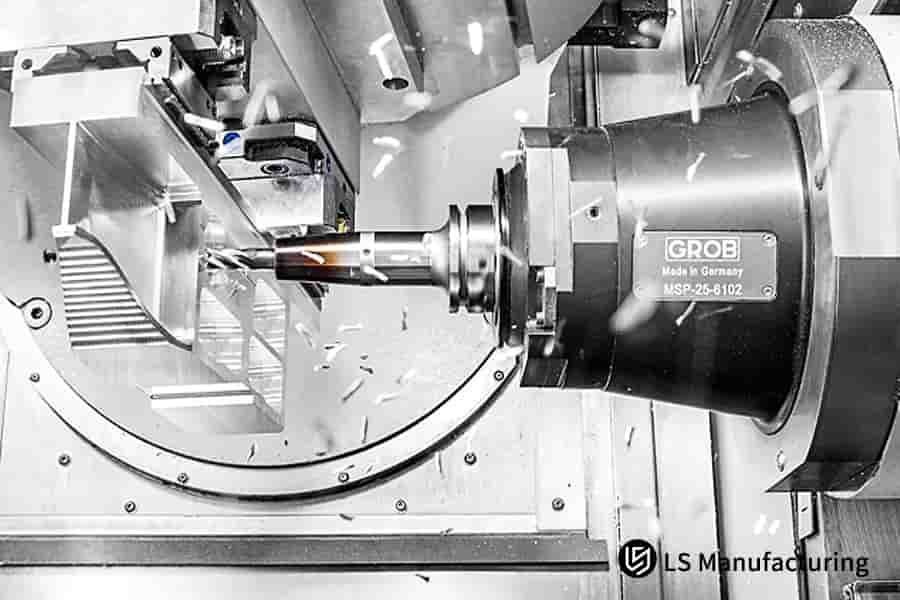
الشكل 2: توضيح عملية التصنيع باستخدام الحاسوب ذات المحاور الخمسة ذات التفاوتات الدقيقة على سبيكة معدنية لخدمات التصنيع المتقدمة.
كيف تؤثر خصائص المواد المختلفة على تحديد التفاوتات وتحقيقها في عمليات التصنيع ذات المحاور الخمسة؟
في عمليات التصنيع باستخدام الحاسوب (CNC) عالية الدقة ذات المحاور الخمسة ، تُعدّ خصائص المواد عاملاً أساسياً ومتغيراً حيوياً لتحقيق التفاوتات المحددة في عمليات التصنيع . تُقدّم هذه الوثيقة إطار عمل قائم على البيانات لتحليل تأثير المواد على التفاوتات، مما يُتيح الوصول إلى نتائج قابلة للتنبؤ وتقليل الحاجة إلى إعادة العمل. تُعتبر هذه الوثيقة دليلاً أساسياً لتفاوتات التصنيع باستخدام الحاسوب (CNC) للمهندسين في الصناعات الحيوية.
| مادة | تحديات الملكية الرئيسية والتشغيل الآلي | التسامح وتأثيره على العملية |
| سبائك الألومنيوم | الموصلية الحرارية عالية، والصلابة منخفضة؛ ويمكن أن يحدث اهتزاز وتشوه على الجدران الرقيقة. | عند تشكيل جزء ذي جدار رقيق بطول 300 مم ، يجب تعديل تفاوت التسطيح بنسبة 30٪ تقريبًا مقارنة بالفولاذ للتعويض عن التشوه المرن. |
| الفولاذ المقاوم للصدأ | تصلب كبير أثناء التشغيل؛ يمكن أن تنثني الأسطح بعد عملية التشغيل. | يتطلب الأمر تعويضًا تجريبيًا للأبعاد أثناء التشغيل النهائي للتعويض عن الاستعادة المرنة بعد التشغيل. |
| البلاستيك عالي الأداء (مثل PEEK) | التمدد الاسترطابي ؛ تحدث تغيرات في الأبعاد نتيجة امتصاص الرطوبة. | تتطلب عملية التكييف بعد التشغيل الآلي تضمين بدلات الانزياح البُعدي في مجموعة التفاوتات. |
تُعدّ هذه المنهجية القائمة على البيانات أساسية لتحويل الدقة النظرية إلى حلول موثوقة ومضمونة من المحاولة الأولى على مراكز التصنيع باستخدام الحاسوب خماسية المحاور . نستخدم نموذجًا داخليًا للعمليات لتحديد المشكلات المحتملة المتعلقة بالملاءمة والشكل والوظيفة أثناء التصميم، بما في ذلك قيم التعويض لضمان حل من المحاولة الأولى. هذا المستوى من التطور التقني، الضروري للتصنيع الدقيق خماسي المحاور ، يمنح ميزة تنافسية حاسمة في التطبيقات عالية القيمة حيث تُعدّ القدرة على التنبؤ أمرًا بالغ الأهمية.

الشكل 3: تحديد التفاوتات الدقيقة أثناء التشغيل النشط لخمسة محاور لقطعة عمل معدنية لتصنيع الأجهزة الطبية والفضاء.
شركة LS لتصنيع الأجهزة الطبية: مشروع تحسين دقة هيكل الذراع المرنة للروبوت الجراحي
هذه دراسة حالة من شركة LS Manufacturing في مجال الروبوتات الطبية، توضح كيف ساهم التحسين المنهجي للتفاوتات في حل مأزق تصنيعي حرج. فعندما واجهنا هيكلاً غير قابل للتصنيع لذراع روبوت جراحي، استخدمنا تصميمًا دقيقًا لتحليل عملية التصنيع . ويُعد هذا التحول من مجرد الامتثال للمواصفات إلى ضمان الأداء الوظيفي مثالًا على فلسفتنا التصنيعية القائمة على الهندسة.
تحديات العميل
يتميز غلاف الذراع المرن للروبوت الجراحي، المصنوع من الألومنيوم 6061-T6 ، بتفاوتات دقيقة تبلغ ±0.03 مم على جميع أسطحه الداخلية. وقد أدى ذلك إلى ارتفاع أسعار الموردين وفشل النماذج الأولية، حيث تسببت عملية التصنيع في تشوه الأجزاء. ودخل المشروع في حالة من الركود، نتيجةً لعقبات فنية ومالية متزامنة، مما شكل تحديًا أمام تقدم المشروع وجدوله الزمني.
حلول التصنيع LS
بدأت استراتيجيتنا القائمة على البيانات بإجراء محاكاة مونت كارلو ثلاثية الأبعاد لتحليل التفاوتات، حيث تبيّن أن تقليل تفاوتات الأضلاع غير الحرجة إلى ±0.1 مم له تأثير ضئيل على أداء النظام، إذ تقل قيمته عن 0.008 مم . كما صُمم الجزء كجزء ملحوم لطحنه بدقة عالية باستخدام 5 محاور ، وهو تغيير برمجي استراتيجي يهدف إلى التخلص من الإجهادات المتراكمة التي تسببت في الأعطال.
النتائج والقيمة
حققت عملية تحسين التفاوتات المطبقة قبولًا تامًا للمنتج الأول الذي يفي بجميع الوظائف المحددة. بالإضافة إلى ذلك، انخفضت تكاليف الوحدة بنسبة 35% . يُعد هذا حلاً عالي الكفاءة أعاد إحياء تصميم نموذج أولي متعثر ليصبح مكونًا قابلاً للتصنيع وفعالًا، مما يسمح للمشروع الأساسي للعميل بالمضي قدمًا في الوقت المحدد.
تُعدّ دراسة الحالة المذكورة أعلاه مثالاً على قدرتنا على معالجة المشكلات الهندسية الحرجة باستخدام تصميمنا التحليلي للتصنيع وتقنية الطحن المتقدمة خماسية المحاور . تُوفّر مؤسستنا ميزة تنافسية رئيسية لعملائنا في مجالات شديدة التنافسية مثل الروبوتات الطبية، وذلك من خلال تقليل مخاطر الابتكار وتحويل التصاميم عالية المخاطر إلى مكونات فعّالة من حيث التكلفة.
هل تواجه صعوبة في تحقيق التوازن بين الدقة العالية وسهولة التصنيع والتكلفة؟ دع تحليلنا الهندسي يقدم لك الحل الأمثل.

كيفية تفسير تقرير قدرة التسامح لدى المورد لتقييم مستواه الحقيقي؟
لتقييم دقة المصنّع الحقيقية تقييمًا دقيقًا، من المهم تجاوز الادعاءات العامة ومراجعة البيانات القابلة للتحقق من العملية نفسها. يكتسب هذا الأمر أهمية خاصة في عمليات التصنيع الدقيقة باستخدام ماكينات خماسية المحاور ، حيث تُعدّ الدقة عنصرًا أساسيًا في وظائف وتجميع القطعة. ولإجراء تقييم موثوق لقدرات المورّد ، إليكم دليلًا عامًا للمكونات الرئيسية التي يجب مراجعتها في تقرير مراقبة العمليات الإحصائية (SPC) لتقييم الأداء الفعلي:
التدقيق في مصدر البيانات وأهميتها الإحصائية
من أجل تقييم قدرة الشركة المصنعة بشكل صحيح، من المهم مراجعة البيانات الحقيقية من عملية التصنيع، وخاصة من العملية الفعلية نفسها، أو من التشغيل الفعلي.
- الأدلة المطلوبة: مخططات مراقبة X-bar R على 30-50 قطعة .
- المقياس الرئيسي: Cpk ≥ 1.33 (جيد) أو ≥ 1.67 (ممتاز) للأبعاد الرئيسية، مما يشير إلى عملية مستقرة ومركزية لمركز تصنيع CNC موثوق به بخمسة محاور .
التحقق من سلامة نظام القياس
إن مستوى دقة وموثوقية البيانات المعروضة لا يتجاوز جودة الأدوات والأساليب المستخدمة.
- الأدلة المطلوبة: وثائق تثبت إجراء تحليل نظام القياس (MSA) على معدات الفحص مثل CMM.
- المقياس الرئيسي: يجب أن يكون GR&R أقل من 10% لضمان أن يكون التشويش في القياسات ضئيلاً وأن تكون البيانات المعروضة تمثيلية ودقيقة، وهو عنصر أساسي في أي تقييم صالح لقدرات المورد .
شروط الاختبار البيئي المحددة في التدقيق
لا يمكن تحقيق القدرة الدقيقة إلا في ظل ظروف دقيقة ومضبوطة تحاكي بيئتك الخاصة.
- الأدلة المطلوبة: توثيق درجة الحرارة المحيطة والاستقرار قبل الاختبار.
- الأساس المنطقي: إن أهمية التحكم في العوامل الحرارية الحرجة في عمليات التصنيع الدقيقة ذات 5 محاور أمر بالغ الأهمية لضمان إمكانية تحقيق القدرة على إجراء عمليات التصنيع الدقيقة ذات 5 محاور في بيئتك الخاصة.
يُحقق تقرير قدرات عملياتنا وعدنا بتوفير هذه الشفافية من خلال دمج مراقبة العمليات الإحصائية (SPC) وتحليل أنظمة القياس (MSA) وسجلات الحالة في أداة واحدة سهلة الفهم لدعم اتخاذ القرارات، مما يُمكّن عملاءنا من اتخاذ قرارات الشراء بناءً على الإحصاءات لا الوعود. نُزيل مخاطر التعامل مع أي مورد من خلال تقديم أدلة دامغة مدعومة بالبيانات حول استقرار عملياتنا، مما يضمن إمكانية تصنيع كل جزء معقد خماسي المحاور بدقة عالية تلبي متطلباتكم.
ما هي العمليات المحددة والضمانات البيئية المطلوبة لتحقيق مستويات تحمل عالية للغاية (في حدود ±0.01 مم)؟
إن القدرة على تحقيق دقة تصل إلى ±0.01 مم تتجاوز بكثير ما يمكن تحقيقه بأي شكل من أشكال التشغيل الآلي، وتتطلب نظامًا متكاملًا يأخذ في الحسبان التأثير التراكمي لجميع العوامل التي تُدخل الخطأ في العملية. تُقدم الوثيقة التالية عرضًا موجزًا لمنهجية مُختبرة تستخدم أعلى مستويات التحكم البيئي ، والقياسات الآنية، والتصميم المُخصص للتطبيقات، وذلك لتلبية المتطلبات الفريدة اللازمة للتشغيل الآلي فائق الدقة خماسي المحاور .
التغلب على التشوه الحراري من خلال الإدارة البيئية الفعالة
تُحفظ درجة حرارة 20 درجة مئوية، أو ±0.5 درجة مئوية ، في غرفة مخصصة للتحكم البيئي، ويجب تثبيت درجة حرارة جميع المواد المخزنة قبل بدء خدمات التشغيل الدقيق . إضافةً إلى ذلك، يجب معايرة أدوات الآلات في الموقع باستخدام قياس التداخل الليزري لمراعاة التمدد الحراري لأداة الآلة، مما يوفر بيئة مستقرة هندسيًا للتشغيل فائق الدقة .
تطبيق القياس والتعويض في الوقت الحقيقي وبحلقة مغلقة
يجب إحداث نقلة نوعية في طريقة تقديم خدمات التشغيل الآلي فائق الدقة. ينبغي تزويد آلات التشغيل بمجسات ليزرية أو مجسات تعمل باللمس عالية الدقة لإجراء القياسات أثناء التشغيل. سيمكن هذا الآلة من العمل بنظام "التشغيل - القطع - القياس - التعويض"، حيث تُقاس العناصر فورًا بعد القطع، وتُحسب الانحرافات الدقيقة لمسار الأداة وتُعوض في الوقت الفعلي، ما يُعالج الأخطاء الناتجة عن تآكل الأداة والانحراف الحراري، وهو أمر بالغ الأهمية لتشطيب مسارات الأدوات المعقدة خماسية المحاور .
استخدام أدوات أحادية البلورة وأنظمة معالجة ذات إجهاد منخفض للغاية
من المهم في هذه المرحلة ضمان عدم تسبب عملية القطع بأي تشوه في القطعة المُصنّعة. لقد صممنا آلاتنا لتضمين أدوات قطع أحادية النقطة من الماس أو نيتريد البورون المكعب (CBN) بدقة حافة نانومترية. صُممت العملية لتكون ذات إجهاد منخفض للغاية من خلال استخدام أعماق قطع ميكرونية، ومعدلات تغذية مُحسّنة، واستراتيجيات تشكيل محيطية خماسية المحاور للحفاظ على تلامس ثابت بين الأداة وقطعة العمل. هذا يضمن وصول القطعة إلى حالتها النهائية دون أي تشوه لدن أو توليد حرارة، لتصل فعليًا إلى حالتها النهائية المُخففة للإجهاد مباشرةً على آلة القطع.
يرجع ذلك إلى أن هذه المنهجية لا تُعرَّف بما يمكن تحقيقه، بل بكيفية تحقيقه. ويتجلى عمق حلنا في كيفية دمجنا لعلم القياس في النظام، بالإضافة إلى المنهجيات المستخدمة لتحقيق الاستقرار البيئي. وهذا ما يُمكّننا من تقديم حلنا كحل قائم على التجربة لتحقيق نتائج حتمية، بدلاً من كونه حلاً عاماً للتصنيع فائق الدقة يفتقر إلى هذا المستوى من العمق المنهجي.

الشكل 4: تحديد التفاوتات الدقيقة لتصنيع CNC ذي 5 محاور أثناء تشغيل سبائك الألومنيوم النشطة لتلبية معايير التفاوت الهندسي.
كيف يمكن استخدام أدوات تحليل التفاوتات خلال مرحلة التصميم لمنع مشاكل التجميع والأداء؟
يُعدّ التباين غير المنضبط في الأبعاد أحد الأسباب الرئيسية لفشل التجميع وتدهور الأداء. من خلال تطبيق تحليل تراكم التفاوتات بشكل استباقي أثناء التصميم الرقمي، يتم تحويل الأداء النظري إلى منتجات موثوقة وقابلة للتصنيع. يُستخدم هذا النهج بفعالية لحل مشكلات التباين المعقدة قبل البدء في النماذج الأولية المادية، مما يضمن تصميمًا قويًا لتفاوتات التصنيع حتى لأكثر التجميعات تعقيدًا.
تحديد وتصميم نماذج لمصادر التباين الحرجة
- تحديد الغرض من التجميع والخصائص الأساسية: تحديد الخصائص الأساسية للتجميع.
- رسم مسار التباين: نمذجة جميع ميزات الأجزاء والمفاصل والبيانات التي تؤثر على التكوين النهائي .
- تصنيف أنواع التفاوتات: تطبيق التفاوتات المناسبة في الأبعاد الهندسية والقياسات والتفاوتات في العمليات .
تنفيذ التحليل التنبؤي باستخدام أدوات متقدمة
- الاستفادة من البرامج المتخصصة: الاستفادة من 3DCS/CETOL لمحاكاة مونت كارلو، والتي يمكن أن تتجاوز أسوأ حدود التحليل البشري.
- تحديد احتمالية الفشل: التنبؤ إحصائياً باحتمالية عدم المطابقة في عملية الإنتاج .
- تحديد محركات الحساسية بدقة: تحديد تأثير التفاوتات الفردية على التباين الكلي، وهو أمر ضروري للأجزاء المصنعة باستخدام 5 محاور .
تطبيق حلول التصميم والعمليات القائمة على البيانات
- تحسين تخصيص التفاوتات: تخصيص حدود التفاوتات بشكل استراتيجي لإدارة التكلفة والأداء .
- إعادة التصميم من أجل المتانة: تحديد بدائل التصميم مثل مستويات الانزلاق أو تغييرات البيانات لفصل المجموعات الحرجة.
- تحديد التحقق أثناء العملية: تحديد نقاط الفحص المستهدفة لإدارة الاختلافات الحرجة في التشطيب ذي 5 محاور .
هذه منهجية تجعل إدارة التفاوتات علمًا نشطًا وتنبؤيًا. يتيح قياس تأثيرات التباينات في المراحل المبكرة اتخاذ قرارات حاسمة فيما يتعلق بالأداء وقابلية التصنيع والتكاليف. وقد أثبتت خبرتنا في حل المشكلات القابلة للقياس الملموس، مثل التخلص من خطأ بؤري بصري قدره 0.12 مم قبل الإنتاج، وضمان نجاح المرحلة الأولى، ووضع أساس لتصميم موثوق به لتفاوتات التصنيع وتطبيقات التشغيل الدقيق خماسي المحاور .
لماذا تختار شركة LS Manufacturing لضمان أن تتناسب متطلبات التفاوتات الخاصة بك بشكل أفضل مع ميزانية مشروعك؟
لا يقتصر التحدي الأساسي في التصنيع الدقيق على تلبية المواصفات فحسب، بل يتعداه إلى مواءمة هذه المواصفات مع الجدوى الاقتصادية للمشروع. لماذا تختار شركة LS Manufacturing ؟ نتغلب على هذا التحدي في التصنيع الدقيق من خلال دمج شراكة هندسية قائمة على التكلفة في عملياتنا. تعمل عملية هندسة القيمة لدينا على تحسين التصاميم والعمليات بشكل منهجي لتقديم دقة فعالة من حيث التكلفة ، محولةً المتطلبات الجامدة إلى حلول متوازنة وقابلة للتصنيع.
التدخل المبكر في التصميم لتحقيق المفاضلات بين التكلفة والخصائص
يُساعد مهندسو القيمة لدينا في مرحلة التصميم المفاهيمي لإجراء مراجعات جدوى التصنيع ومراجعات التكلفة. في هذه المرحلة، نحلل التفاوتات المسموح بها، والمواد، والهندسة لتحديد المجالات التي يُمكن فيها خفض التكاليف، مثل تحديد تفاوتات تسطيح ضيقة للغاية في جزء هيكلي كبير. بعد ذلك، يُمكننا تقديم حلول بديلة تُقلل التكاليف، مثل تحديد عملية تصنيع باستخدام الحاسوب (CNC) خماسية المحاور بدلاً من عملية متعددة الإعدادات ثلاثية المحاور لجزء ذي شكل معقد.
تصنيف الدقة المتغيرة وتوضيح التكلفة الحدية
نقدم لكم حلولاً متدرجة، تشمل الحلول القياسية، والدقيقة، والدقيقة للغاية، بالإضافة إلى أسعار شفافة. يتيح ذلك تحديد التكلفة الإضافية للدقة، فضلاً عن التشطيب بخمسة محاور . وقد ساعد هذا أحد عملائنا على اتخاذ قرار مدروس بشأن أحد أجزائه، حيث أدى تخفيف التفاوت المسموح به في تجويف غير حرج من IT6 إلى IT7 إلى توفير 18% من وقت التشغيل دون المساس بالأداء - دقة فعالة من حيث التكلفة .
اختيار شامل للعمليات والتكنولوجيا
لا يقتصر معيار الاختيار على تكلفة الآلات فحسب، بل نقوم بنمذجة العملية برمتها. وقد برّرنا استخدام آلاتنا لإنتاج المكونات التي تتطلب دقة موضع فعلية تبلغ 0.05 مم على مختلف زواياها، وذلك باستخدام مراكز الخراطة والطحن خماسية المحاور . وقد أدى ذلك إلى الاستغناء عن عمليات ثانوية كتركيب المكونات والتفريغ الكهربائي، مما قلل من مناولة المكونات بنسبة 30% ، وبالتالي خفض التكاليف الإجمالية للبرامج رغم ارتفاع السعر المبدئي.
تستند خبرتنا إلى منهجية تعتمد على البيانات، مما يجعل التكاليف متغيرًا هندسيًا دقيقًا. فنحن لا نكتفي بقبول المخططات فحسب، بل نحلل ونُصمّم ونُحدد الطريقة الأمثل اقتصاديًا لتحقيق أهداف الجودة. ويكمن جوهر شراكتنا الهندسية في ترجمة المواصفات إلى خطة تصنيع مُحسّنة وقابلة للتنفيذ. لهذا السبب، يختار عملاؤنا شركة LS Manufacturing لما تقدمه من حلول ليست صحيحة تقنيًا فحسب، بل وفعّالة اقتصاديًا أيضًا، مما يضمن تحقيق أقصى قيمة لجميع المشاريع.
الأسئلة الشائعة
1. ما هو نطاق التفاوت الاقتصادي النموذجي للتصنيع باستخدام 5 محاور؟
بالنسبة لمعظم المواد مثل الألومنيوم والفولاذ، فإن دقة ±0.05 مم (الدرجة IT8-IT9) تقع ضمن النطاق الاقتصادي والمناسب لآلات التشغيل القياسية ذات الخمسة محاور . أما الدقة الأعلى فتعني تكاليف أعلى بكثير.
2. ما هي بعض الأخطاء الشائعة في تدوين التفاوتات على الرسومات التي يجب تجنبها؟
من الأخطاء الشائعة في عملية إضافة التعليقات التوضيحية: إضافة نفس التفاوتات الدقيقة لجميع الأبعاد، وعدم إدراك أهمية التفاوتات الهندسية كالتوازي والموقع، بالإضافة إلى استخدام مراجع بيانات غامضة. يُنصح باتباع أسلوب إضافة التعليقات التوضيحية الهرمية التي تركز على الوظيفة أولاً.
3. كيف يمكن التحقق مما إذا كان المورد يمتلك بالفعل القدرة على تلبية معاييره الموعودة؟
أفضل طريقة للتحقق من قدرة مورديك على الالتزام بالتفاوتات المتفق عليها هي مطالبتهم بإعداد تقرير باستخدام نظام مراقبة العمليات الإحصائية (SPC) لمشاريعهم السابقة التي استخدمت موادًا وأجزاءً ذات تعقيد مماثل. كما يمكن مطالبتهم بإنتاج أول قطعة وفحص جميع التفاوتات البُعدية. ومن المهم أيضًا تدقيق معدات القياس وبيئة العمل لديهم.
4. هل توجد اختلافات في قدرات التحكم في التفاوتات بين النماذج الأولية ذات الدفعات الصغيرة والإنتاج الضخم؟
عادةً، يتطلب الإنتاج الضخم استقرارًا واتساقًا أعلى للعملية، مما يُترجم إلى قيم CPK أعلى وأكثر استقرارًا من حيث التفاوت. وتركز مرحلة النماذج الأولية بشكل أكبر على القدرة على التنفيذ من المرة الأولى. وينبغي للمورد الجيد أن يقدم ضمانًا موثوقًا به لكلا نمطي التشغيل.
5. إذا تم العثور على مشاكل في التفاوتات أثناء تجميع الأجزاء، فكيف يتم حلها عادةً؟
أولاً، يجب إجراء تحليل للأسباب الجذرية لتحديد ما إذا كان العطل ناتجًا عن تجاوز أحد الأجزاء للمواصفات المسموح بها، أو خطأ في القياس، أو مشكلة في بيانات التجميع. وبناءً على ذلك، قد تشمل الحلول الممكنة استخدام قطعة بديلة، أو إجراء تغيير على الجزء (بموجب إشعار تغيير هندسي)، وما إلى ذلك. وتُعدّ بيانات التتبع الواضحة ضرورية لحل هذه المشكلات بسرعة.
6. هل تقدمون خدمات تفسير الرسومات وتحسينها وفقًا لمعايير GD&T (الأبعاد الهندسية والتفاوتات)؟
نعم. فريقنا الهندسي على دراية جيدة بمعايير ASME Y14.5 GD&T ويمكنه مساعدتك في فهم التعليقات التوضيحية على الرسومات بشكل أفضل لتحسين الغرض من التصميم، وقابلية التصنيع، وتقليل فرص سوء التفسير في سلسلة التوريد العالمية .
7. بالإضافة إلى عملية التشغيل الآلي، كيف تؤثر العمليات اللاحقة مثل المعالجة الحرارية على التفاوت النهائي؟
قد تتسبب المعالجة الحرارية، كالتبريد السريع، في تشوه غير متوقع، وهو ما يُعدّ أحد أكبر التحديات في ضبط التفاوتات. لذا، من الضروري ضمان وجود هوامش تشغيل مناسبة خلال مرحلة التصميم، واستخدام عمليات التحكم في التشوه، كالمعالجة الحرارية الفراغية والتبريد السريع بالضغط، خلال العمليات اللاحقة.
8. كيف أبدأ في الحصول على عرض أسعار دقيق لمشروعي بناءً على هوامش معقولة؟
يمكنك مشاركة رسوماتك ثنائية الأبعاد مع نماذج ثلاثية الأبعاد وتفاصيل التفاوتات الكاملة. سيساعدك مهندسو العمليات لدينا في تحليل قابلية التصنيع لتقديم عرض سعر مفصل. للبدء، يمكنك الحصول على عرض سعر فوري عبر الإنترنت ، وسيقوم خبراؤنا في مجال التفاوتات خماسية المحاور بمراجعة متطلبات التصميم الخاصة بك.
ملخص
إتقان فنّ التفاوتات في عمليات التصنيع الخماسية المحاور يعني إيجاد توازن دقيق بين مُثُل التصميم وواقع التصنيع. لا يقتصر الأمر على فهم المعايير والأرقام فحسب، بل يتطلب أيضًا فهمًا عميقًا لمنطق العملية، ومُسببات التكلفة، ونقاط الخطر الكامنة وراء هذه الأرقام. بالتعاون مع شركة مثل LS Manufacturing ، التي تمتلك خبرة واسعة في العمليات، وقدرات تحليل البيانات، وشفافية الأعمال، يُمكنك تحويل التفاوتات من تحدٍّ تقني إلى أداة استراتيجية لتحسين أداء المنتج، والتحكم في تكاليف المشروع، وتسريع طرح المنتج في السوق.
يرجى تزويدنا برسومات الأجزاء ومتطلبات الأداء فورًا. سيقدم لكم خبراؤنا في مجال دقة التصنيع على خمسة محاور تقريرًا مجانيًا بعنوان "تحليل قابلية التصنيع للتفاوتات وتوصيات تحسين التكلفة " خلال 48 ساعة ، مستخدمين البيانات لوضع أساس متين وموثوق لمشروع التصنيع الدقيق الخاص بكم.
استعن بإرشادات الخبراء لتحديد التفاوتات المثلى والقابلة للتصنيع لمشاريعك ذات المحاور الخمسة، وذلك من خلال معادلة الدقة والتكلفة.
📞الهاتف: +86 185 6675 9667
📧 البريد الإلكتروني: info@lsrpf.com
🌐الموقع الإلكتروني: https://lsrpf.com/
تنصل
محتوى هذه الصفحة لأغراض إعلامية فقط. خدمات LS Manufacturing: لا توجد أي ضمانات، صريحة أو ضمنية، بشأن دقة المعلومات أو اكتمالها أو صحتها. لا يُفترض أن يوفر مورد أو مصنّع طرف ثالث معايير الأداء، أو التفاوتات الهندسية، أو خصائص التصميم المحددة، أو جودة المواد ونوعها، أو جودة التصنيع من خلال شبكة LS Manufacturing. تقع هذه المسؤولية على عاتق المشتري. اطلب عرض أسعار للأجزاء. حدد المتطلبات الخاصة بهذه الأقسام. يرجى التواصل معنا لمزيد من المعلومات .
فريق التصنيع LS
شركة LS Manufacturing شركة رائدة في مجالها ، متخصصة في حلول التصنيع حسب الطلب. لدينا خبرة تزيد عن 20 عامًا مع أكثر من 5000 عميل، ونركز على التصنيع عالي الدقة باستخدام آلات CNC ، وتصنيع الصفائح المعدنية ، والطباعة ثلاثية الأبعاد ، والقولبة بالحقن ، وختم المعادن ، وغيرها من خدمات التصنيع المتكاملة.
يضم مصنعنا أكثر من 100 مركز تصنيع متطور بخمسة محاور، حاصل على شهادة ISO 9001:2015. نقدم حلول تصنيع سريعة وفعالة وعالية الجودة لعملائنا في أكثر من 150 دولة حول العالم. سواءً كان الإنتاج بكميات صغيرة أو التخصيص على نطاق واسع، نلبي احتياجاتكم بأسرع وقت ممكن، مع ضمان التسليم خلال 24 ساعة. اختر LS Manufacturing، فهذا يعني الكفاءة والجودة والاحترافية.
للمزيد من المعلومات، تفضل بزيارة موقعنا الإلكتروني: www.lsrpf.com .


