
Le tolleranze di lavorazione CNC a 5 assi possono rappresentare un problema costoso per gli ingegneri: se le tolleranze sono troppo strette, ad esempio 0,01 mm , risultano superflue; se invece sono troppo larghe, possono causare errori di assemblaggio . Tuttavia, il problema principale, spesso non quantificato, risiede nella notevole differenza di capacità tra i diversi fornitori di soddisfare effettivamente le specifiche indicate nel disegno.
La soluzione consiste nello smettere di pensare in termini di disegni statici e iniziare a pensare in termini di sistemi dinamici. Sulla base di dieci anni di dati, proponiamo il seguente sistema decisionale per consentire agli ingegneri di trasformare efficacemente i requisiti funzionali in tolleranze economiche, individuare le tolleranze non critiche per la riduzione dei costi e fornire un audit in 6 punti per la capacità dei fornitori.

Tolleranze di lavorazione CNC a 5 assi: approfondimenti critici
| Fattore | Implicazioni pratiche |
| Complessità cinematica | La lavorazione CNC a 5 assi ha aggravato l'imprecisione geometrica a causa della rotazione di tutti gli assi mobili. |
| Tracciato utensile e fedeltà di programmazione | La strategia di programmazione impiegata nel software CAM ha un impatto significativo sulla finitura del pezzo. |
| Stabilità termica e dinamica | Il calore generato dai motori può provocare la flessione del telaio della macchina, causando imprecisioni. |
| Fissaggio e bloccaggio dei pezzi | Il sistema di fissaggio potrebbe non essere sufficientemente rigido da mantenere il pezzo in posizione a causa del movimento multidirezionale dell'utensile di taglio , causando lo spostamento del pezzo stesso. |
| Il nostro protocollo di calibrazione e controllo | Integriamo la compensazione dell'imprecisione volumetrica a intervalli regolari utilizzando un laser tracker in un ambiente a temperatura controllata per compensare l'imprecisione della macchina. |
| Strategia CAM basata sui processi | Il nostro codice è progettato per mantenere una traiettoria utensile costante, un orientamento utensile per prevenire la singolarità e un impegno utensile costante per mantenere forze costanti. |
| Verifica in corso di processo | Utilizziamo la misurazione e la regolazione degli utensili direttamente sulla macchina per stabilire dei punti di riferimento che compensino l'usura degli utensili o le deviazioni del pezzo in lavorazione. |
| Risultato: Precisione prevedibile | Consente di realizzare complesse tolleranze di forma 3D, come il profilo di una superficie con una precisione di ±0,025 mm e la finitura superficiale di componenti complessi. |
| Esito: Primo tentativo riuscito. | Riduce gli scarti e le prove di taglio simulando e compensando i potenziali errori prima che si verifichino su un pezzo fisico, eliminando ritardi e sprechi costosi. |
Risolviamo il problema fondamentale del mantenimento di tolleranze precise e prevedibili su componenti complessi lavorati con macchine a 5 assi. La nostra soluzione metodica affronta il problema dell'errore alla radice: calibrazione della macchina, programmazione intelligente del percorso utensile e verifica in corso di lavorazione. Il risultato è che i vostri componenti complessi saranno realizzati correttamente al primo tentativo, ogni volta, con dimensioni e finitura precise.
Perché fidarsi di questa guida? L'esperienza pratica degli esperti di LS Manufacturing.
L'arte di lavorare entro le tolleranze delle macchine CNC a 5 assi è intrisa di teoria, ma la chiave del successo risiede nella sua esecuzione. Nella nostra officina, una tolleranza non è solo un numero su un disegno: è il risultato dinamico delle capacità della macchina, della temperatura del pezzo e dell'ingegnosità della programmazione del percorso utensile, il tutto mentre si affronta la sfida di lavorare materiali duri. Non ci limitiamo a "conoscere" le specifiche di tolleranza; viviamo secondo il livello di precisione richiesto per i componenti dei collettori aerospaziali e per i dispositivi medicali, dove il fallimento non è un'opzione. Abbiamo imparato da ogni progetto.
Abbiamo preso la comprensione delle specifiche, come indicato dalle raccomandazioni dell'ASTM International per i metodi di prova standardizzati, e l'abbiamo ridotta all'esecuzione dei passaggi necessari per affrontare il compito in questione. Abbiamo imparato quando adattare e modificare le strategie per la lavorazione dell'Inconel rispetto all'alluminio, quando una tolleranza di ±0,05 mm è sicura rispetto alla più rischiosa ±0,02 mm , e come creare efficacemente un programma CNC per mitigare i rischi di errore cumulativo. Questa guida è stata sviluppata a partire dalle verità acquisite con fatica riguardo alle specifiche in funzione, non solo dai disegni tecnici.
Ora passiamo dalla teoria ai risultati concreti. Vi forniremo metodologie specifiche e collaudate, come la progettazione secondo il sistema di designazione delle leghe dell'Aluminium Association (AAC) o un audit delle capacità dei fornitori , che utilizziamo quotidianamente per garantire che il componente sia adatto, funzionale e consegnato nei tempi e nei costi previsti. Le informazioni fornite costituiscono la vostra guida pratica al successo, basata su applicazioni reali e non solo sulla teoria.
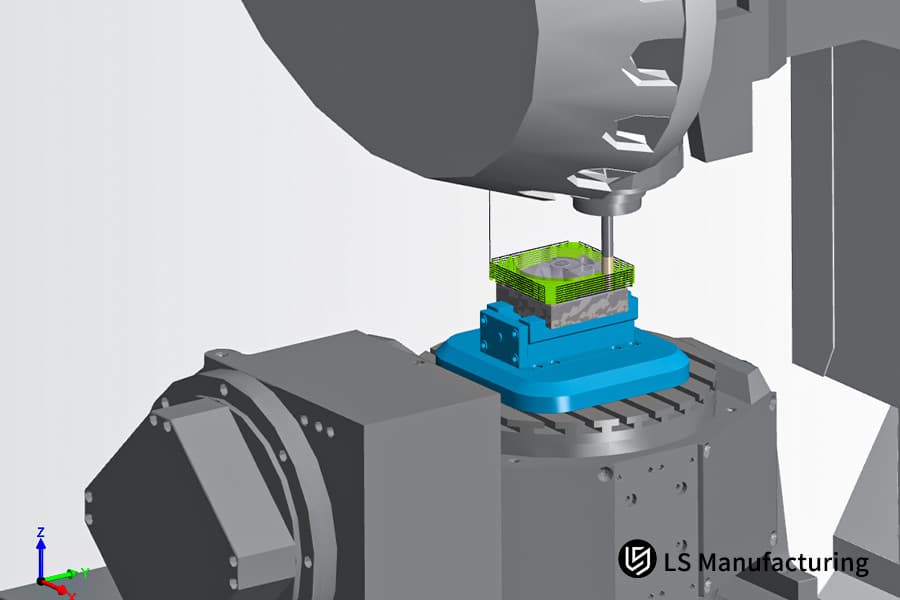
Figura 1: Specificazione di parametri di tolleranza ristretti per componenti complessi in lega metallica nella fabbricazione di dispositivi aerospaziali e medicali.
Qual è la relazione tra la precisione di una macchina utensile a 5 assi e le tolleranze dei pezzi ottenibili?
È fondamentale comprendere la relazione effettiva tra la precisione nominale di una macchina utensile a 5 assi e le tolleranze di lavorazione CNC a 5 assi effettivamente raggiungibili. La precisione nominale della macchina a 5 assi , fornita dal produttore, rappresenta il primo tassello del puzzle, ma non tiene conto delle variazioni dinamiche di precisione che possono verificarsi nel processo di lavorazione CNC a 5 assi . Questa analisi calcola la differenza prevista tra la teoria e la realtà della lavorazione CNC a 5 assi, al fine di contribuire alla definizione delle tolleranze di precisione ottenibili in modo economicamente vantaggioso.
| Tema | Punto dati chiave / Realizzazione |
| Metrica della macchina di base | La precisione nominale di posizionamento, ad esempio ±0,008 mm , viene determinata in condizioni ideali per un singolo asse di movimento. |
| Metrica di stabilità critica | Sebbene la ripetibilità sia una misura di coerenza , non tiene conto dell'impatto di altri fattori come il processo. |
| Divario tipico nei risultati | In un processo stabile, le tolleranze tendono ad essere da 3 a 6 volte maggiori rispetto alla specifica di precisione di posizionamento di base. |
| Gamma di capacità comuni | Per una tipica macchina a 5 assi , la capacità di fornire tolleranze costanti da ±0,025 mm a ±0,05 mm (IT8-9) si applica ai pezzi in alluminio. |
| Requisiti di alta precisione | Tolleranze inferiori a ±0,01 mm (IT6-7) richiedono macchine utensili di altissima precisione. |
| Analisi delle capacità dei fornitori | Solo una piccola percentuale di macchine a 5 assi di precisione, meno del 30% , è in grado di garantire livelli di tolleranza IT7 in un processo batch. |
Ciò significa che può solo indicare il suo potenziale, ma non la sua capacità di funzionare durante la produzione. Il fattore limitante per le tolleranze di precisione a 5 assi è l'accumulo di errori di sistema per le applicazioni dinamiche. Il metodo basato sui dati svolge un ruolo fondamentale nel garantire che il processo di progettazione sia sufficientemente efficiente da soddisfare la funzionalità dei pezzi con le capacità validate della macchina utensile del fornitore. Questo assicura che le specifiche economicamente vantaggiose siano formulate scientificamente.

Come formulare scientificamente una strategia di tolleranza gerarchica basata sui requisiti funzionali dei componenti?
Le tolleranze uniformemente ristrette sono una delle principali cause dei costi aggiuntivi nella produzione di componenti mediante lavorazione CNC a 5 assi . Il processo scientifico di formulazione di una strategia per la definizione dei requisiti di tolleranza è fondamentale, poiché elimina le congetture durante il processo. Il principale vantaggio di questo processo è che garantisce l'utilizzo di un metodo scientifico per la classificazione dei requisiti. Il processo può essere eseguito nel modo seguente.
Identificare le interfacce funzionali non negoziabili
Il primo passo consiste nell'eseguire un'analisi funzionale critica, che prevede la determinazione del numero limitato di fattori cruciali per la funzionalità del componente. Un esempio è l'identificazione della tolleranza del foro di fissaggio dell'ala IT7, fondamentale per la funzionalità del componente, ovvero la staffa aerospaziale lavorata a 5 assi . Questo è il principio alla base del dimensionamento funzionale : standard di tolleranza ingegneristica molto rigorosi, come la norma ISO 2768-m , ma solo laddove necessario.
Progettazione per la produzione e il controllo
Al secondo livello, sono presenti elementi importanti per il controllo ma non per la funzionalità, come ad esempio i riferimenti per il fissaggio. Utilizziamo tolleranze IT8/9, fondamentali nel processo produttivo senza i costi aggiuntivi di tolleranze estremamente strette. Questo è cruciale nell'operazione di fresatura a 5 assi, poiché qualsiasi gioco in una caratteristica superficiale non critica può tradursi in costi inferiori.
Sblocca tutte le funzionalità non critiche
Tutte le altre caratteristiche sono definite come non critiche. Ciò include superfici estetiche, cavità di gioco e sporgenze non funzionali, dove il componente può essere specificato in sicurezza secondo i livelli ISO 2768c o IT10-11 . L'efficacia di questo approccio alla specifica delle tolleranze CNC ha portato a una riduzione delle caratteristiche controllate del componente da 12 a 5 , con un risparmio sui costi totali del 22% pur raggiungendo gli obiettivi di prestazione, come documentato in un caso di studio.
Questo framework fornisce una metodologia per specificare le tolleranze CNC, e noi la realizziamo eseguendo un'analisi funzionale per determinare cosa è critico, selezionando gli standard di tolleranza ingegneristica e convalidando il sistema tramite un'analisi di stack-up. Questa è l'ingegneria che dà vita a un progetto, trasformandolo in un prodotto che sia al contempo producibile ed economicamente vantaggioso, in particolare per i componenti complessi lavorati a 5 assi .
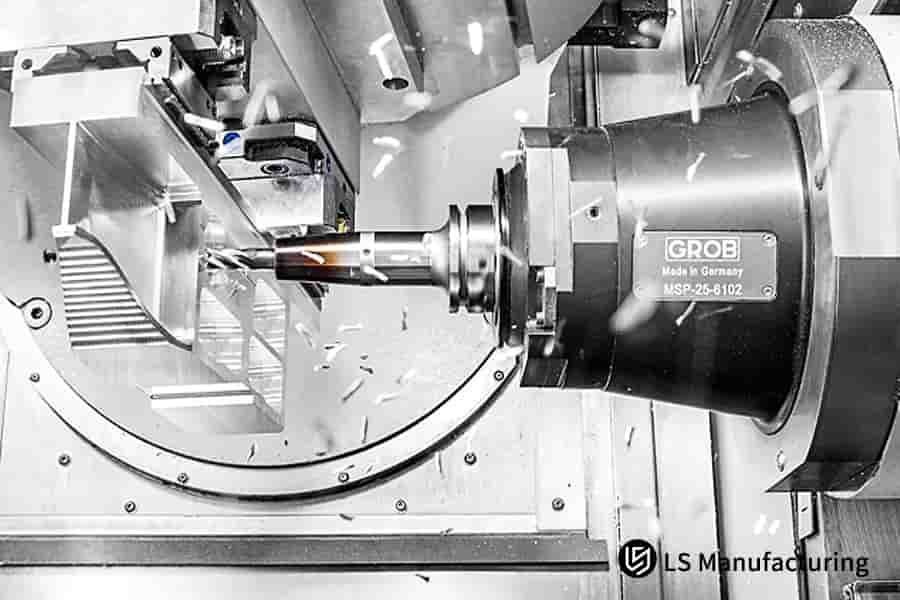
Figura 2: Dimostrazione della lavorazione CNC a 5 assi ad alta precisione su lega metallica per servizi di produzione avanzata.
In che modo le diverse proprietà dei materiali influenzano l'impostazione e il raggiungimento delle tolleranze nella lavorazione a 5 assi?
Nella lavorazione CNC a 5 assi ad alta precisione, le proprietà del materiale rappresentano una variabile chiave e dinamica per il raggiungimento delle tolleranze di lavorazione CNC definite. Questo documento presenta un quadro di riferimento basato sui dati per l'analisi dell'impatto del materiale sulle tolleranze, utilizzabile per ottenere risultati prevedibili e ridurre le rilavorazioni. Questo documento costituisce una guida fondamentale alle tolleranze di lavorazione CNC per gli ingegneri che operano in settori critici.
| Materiale | Proprietà chiave e sfida di lavorazione | Tolleranza e implicazioni di processo |
| lega di alluminio | Elevata conducibilità termica, bassa rigidità; su pareti sottili possono verificarsi vibrazioni e distorsioni. | Durante la lavorazione di un componente a parete sottile di 300 mm , la tolleranza di planarità deve essere regolata di circa il 30% rispetto all'acciaio per compensare la deformazione elastica. |
| acciaio inossidabile | Notevole incrudimento; le superfici possono deformarsi dopo la lavorazione. | Richiede una precompensazione dimensionale empirica durante la lavorazione finale per compensare il recupero elastico dopo la lavorazione. |
| Plastica ad alte prestazioni (ad esempio, PEEK) | Espansione igroscopica ; le dimensioni cambiano in relazione all'assorbimento di umidità. | La post-lavorazione richiede che le tolleranze per gli spostamenti dimensionali siano incluse nel calcolo delle tolleranze. |
Questa metodologia incentrata sui dati è fondamentale per trasformare la precisione teorica in una soluzione certificabile e garantita al primo tentativo su centri di lavoro CNC a 5 assi . Utilizziamo un modello di processo interno per identificare potenziali problemi relativi a forma, dimensioni e funzionalità durante la fase di progettazione, inclusi i valori di compensazione, al fine di garantire una soluzione al primo tentativo. Questo livello di sofisticazione tecnica, cruciale per la lavorazione di precisione a 5 assi , offre un vantaggio competitivo decisivo in applicazioni di alto valore in cui la prevedibilità è fondamentale.

Figura 3: Specificazione di tolleranze ristrette durante la lavorazione attiva a 5 assi di un pezzo metallico per la fabbricazione di dispositivi aerospaziali e medicali.
LS Manufacturing, settore dei dispositivi medici: progetto di ottimizzazione delle tolleranze dell'alloggiamento del braccio flessibile del robot chirurgico.
Questo è un caso di studio di LS Manufacturing nel campo della robotica medica, che illustra come l'ottimizzazione sistematica delle tolleranze abbia contribuito a risolvere un problema critico di produzione. Di fronte alla difficoltà di realizzare un alloggiamento per il braccio robotico chirurgico, abbiamo utilizzato un'analisi rigorosa della progettazione per la produzione . Questo passaggio dalla semplice conformità alle specifiche alla garanzia funzionale è un esempio della nostra filosofia di produzione basata sull'ingegneria.
Sfida del cliente
L'alloggiamento del braccio flessibile del robot chirurgico, realizzato in alluminio 6061-T6 , presenta tolleranze uniformi di ±0,03 mm su tutte le superfici interne. Ciò ha comportato costi elevati per i fornitori e il fallimento dei primi prototipi, poiché la lavorazione ha causato la deformazione dei componenti. Il progetto si trovava in una fase di stallo, avendo incontrato contemporaneamente ostacoli tecnici e finanziari, il che ha rappresentato una sfida per il suo avanzamento e per il rispetto della tempistica di sviluppo.
Soluzione di produzione LS
La nostra strategia di soluzione basata sui dati è iniziata con una simulazione Monte Carlo 3DCS per eseguire un'analisi delle tolleranze, dalla quale è emerso che la riduzione delle tolleranze delle nervature non critiche a ±0,1 mm ha un impatto trascurabile sulle prestazioni del sistema, essendo inferiore a 0,008 mm . Il componente è stato inoltre progettato come parte saldata per la fresatura finale di precisione a 5 assi , una modifica strategica della programmazione per eliminare le tensioni residue che hanno causato i guasti.
Risultati e valore
Il processo di ottimizzazione delle tolleranze implementato ha raggiunto un'accettabilità del 100% per il primo articolo, che soddisfa tutte le funzionalità specificate. Inoltre, i costi unitari si sono ridotti del 35% . Si tratta di una soluzione estremamente efficiente che ha permesso di trasformare un prototipo bloccato in un componente producibile e funzionale, consentendo al progetto principale del cliente di procedere nei tempi previsti.
Il caso di studio sopra descritto dimostra la nostra capacità di affrontare problemi ingegneristici critici utilizzando la progettazione analitica per la produzione e la fresatura avanzata a 5 assi . La nostra organizzazione offre un vantaggio competitivo fondamentale ai nostri clienti in settori altamente competitivi come la robotica medica, riducendo i rischi dell'innovazione e trasformando progetti ad alto rischio in componenti economicamente vantaggiosi.
Avete difficoltà a conciliare tolleranze ristrette con la producibilità e i costi? La nostra analisi ingegneristica vi fornirà la soluzione ottimale.

Come interpretare il report sulle capacità di tolleranza di un fornitore per valutarne il livello reale?
Per valutare correttamente la reale precisione di un produttore, è importante andare oltre le affermazioni generiche e analizzare i dati verificabili relativi al processo stesso. Ciò è particolarmente importante in situazioni di lavorazione a 5 assi con tolleranze ristrette , dove la precisione è un elemento chiave per la funzionalità e l'assemblaggio di un componente. Per condurre una valutazione legittima delle capacità del fornitore , di seguito viene fornita una guida generale ai componenti chiave da esaminare in un report SPC valido per valutare le prestazioni nel mondo reale:
Esaminare attentamente l'origine dei dati e la loro significatività statistica.
Per valutare correttamente le capacità di un produttore, è importante esaminare i dati reali del processo produttivo, in particolare quelli relativi al processo stesso o alla produzione effettiva.
- Documentazione richiesta: grafici di controllo X-bar R su 30-50 pezzi .
- Indicatore chiave: Cpk ≥ 1,33 (Buono) o ≥ 1,67 (Eccellente) per le dimensioni chiave, che indica un processo stabile e centrato per un centro di lavoro CNC a 5 assi affidabile.
Convalidare l'integrità del sistema di misurazione
Il livello di precisione e affidabilità dei dati presentati dipende esclusivamente dalla qualità degli strumenti e dei metodi utilizzati.
- Documentazione richiesta: attestazione dell'esecuzione di un'analisi del sistema di misurazione (MSA) su apparecchiature di ispezione come una CMM.
- Indicatore chiave: GR&R deve essere <10% per garantire che il rumore nelle misurazioni sia trascurabile e che i dati presentati siano rappresentativi e accurati, un elemento chiave di qualsiasi valutazione valida delle capacità del fornitore .
Condizioni di prova ambientali dichiarate dall'audit
È possibile ottenere prestazioni accurate solo in condizioni precise e controllate che riproducano il proprio ambiente.
- Documentazione richiesta: attestazione della temperatura ambiente e della sua stabilizzazione prima del test.
- Motivazione: Il controllo dei fattori termici critici nella lavorazione di precisione a 5 assi è fondamentale per garantire la possibilità di eseguire lavorazioni a 5 assi con tolleranze ristrette nel proprio ambiente.
Il nostro report sulla capacità di processo mantiene la promessa di fornire tale trasparenza, integrando SPC, MSA e registri delle condizioni in un unico strumento decisionale di facile comprensione che consente ai nostri clienti di prendere decisioni di acquisto non sulla base di promesse, ma su dati statistici. Eliminiamo il rischio di collaborare con un fornitore fornendo prove inconfutabili e basate sui dati della stabilità del nostro processo, garantendo che ogni componente complesso a 5 assi possa essere prodotto con il livello di precisione richiesto.
Quali processi specifici e misure di sicurezza ambientale sono necessari per raggiungere tolleranze estremamente elevate (entro ±0,01 mm)?
La capacità di raggiungere tolleranze entro un intervallo di ±0,01 mm è di gran lunga superiore a quanto ottenibile con qualsiasi tipo di lavorazione meccanica e richiede un sistema completo in grado di tenere conto dell'effetto cumulativo di tutti i meccanismi che introducono errori nel processo. Il presente documento descrive una metodologia collaudata che utilizza il livello più rigoroso di controllo ambientale , metrologia in tempo reale e progettazione specifica per l'applicazione, al fine di soddisfare i requisiti unici necessari per la lavorazione di ultra precisione a 5 assi .
Sconfiggere la distorsione termica attraverso una gestione ambientale attiva.
In una camera climatica dedicata al controllo ambientale viene mantenuta una temperatura di 20 °C, o ±0,5 °C , e la stabilizzazione termica di tutti i materiali di magazzino deve essere effettuata prima dell'inizio delle lavorazioni di precisione . Inoltre, le macchine utensili devono essere calibrate in loco mediante interferometria laser per compensare la dilatazione termica della macchina utensile, garantendo così un ambiente geometricamente stabile per lavorazioni di altissima precisione .
Implementazione della misurazione e compensazione in tempo reale e a circuito chiuso
È necessario un cambio di paradigma nel modo in cui vengono eseguiti i servizi di lavorazione di ultra-precisione. Le macchine utensili devono essere dotate di sonde laser o a contatto ad alta precisione per eseguire misurazioni direttamente sulla macchina. Ciò consentirà alla macchina di operare in modalità "taglia-misura-compensa", in cui le caratteristiche devono essere misurate immediatamente dopo il taglio e i micro-offset del percorso utensile devono essere calcolati e compensati in tempo reale, contrastando gli errori causati dall'usura dell'utensile e dalla deriva termica, aspetto fondamentale per la finitura di percorsi utensile complessi a 5 assi .
Impiego di utensili monocristallini e regimi di processo a bassissimo stress
A questo livello è fondamentale garantire che il processo di taglio non causi alcuna distorsione al pezzo in lavorazione. Abbiamo progettato le nostre macchine per integrare utensili a punta singola in diamante o CBN con una precisione di taglio nanometrica. Il processo è stato progettato per essere estremamente a basso stress, impiegando profondità di taglio micrometriche, velocità di avanzamento ottimizzate e strategie di contornatura a 5 assi per mantenere un contatto costante tra utensile e pezzo. Ciò garantisce che il pezzo raggiunga il suo stato finale senza alcuna deformazione plastica o generazione di calore, raggiungendo di fatto lo stato finale di distensione direttamente sulla macchina utensile.
Questo perché la metodologia non si definisce in base a ciò che può realizzare, ma in base a come lo realizza. Il livello di approfondimento della nostra soluzione è evidente nell'integrazione della metrologia nel sistema, nonché nelle metodologie utilizzate per la stabilità ambientale. Ciò ci consente di presentare la nostra soluzione come un approccio empiricamente basato su risultati deterministici, a differenza di una soluzione generica di lavorazione ad altissima precisione che non possiede questo livello di profondità sistemica.

Figura 4: Specificazione di tolleranze di lavorazione CNC a 5 assi ristrette durante la lavorazione attiva di leghe di alluminio per soddisfare gli standard di tolleranza ingegneristica.
Come si possono utilizzare gli strumenti di analisi delle tolleranze durante la fase di progettazione per prevenire problemi di assemblaggio e di prestazioni?
Le variazioni dimensionali incontrollate sono una delle cause principali di guasti di assemblaggio e degrado delle prestazioni. Applicando in modo proattivo l'analisi dell'accumulo delle tolleranze durante la progettazione digitale, le prestazioni teoriche si traducono in prodotti affidabili e producibili. Questo approccio si rivela efficace per risolvere problemi complessi di variazione prima della prototipazione fisica, garantendo così tolleranze di progettazione e produzione robuste anche per gli assemblaggi più complessi.
Identificazione e modellazione delle fonti di variazione critiche
- Definizione dell'intento di assemblaggio e delle caratteristiche critiche: identificare le caratteristiche critiche dell'assemblaggio.
- Mappare il percorso di variazione: modellare tutte le caratteristiche di parti, giunti e riferimenti che influenzano la sovrapposizione finale .
- Classificazione dei tipi di tolleranza: applicare le tolleranze dimensionali, geometriche e di processo appropriate.
Esecuzione di analisi predittive con strumenti avanzati
- Sfruttate software specializzati: utilizzate 3DCS/CETOL per la simulazione Monte Carlo, che può superare i limiti peggiori dell'analisi umana.
- Quantificare la probabilità di guasto: prevedere statisticamente la probabilità di non conformità nel processo produttivo .
- Individuare i fattori che influenzano la sensibilità: identificare l'impatto delle singole tolleranze sulla variazione complessiva, un aspetto fondamentale per i pezzi lavorati con macchine a 5 assi .
Implementazione di soluzioni di progettazione e processi basate sui dati
- Ottimizza l'allocazione delle tolleranze: assegna strategicamente i limiti di tolleranza per gestire costi e prestazioni .
- Riprogettazione per la robustezza: identificare alternative di progettazione come piani di scorrimento o modifiche del punto di riferimento per disaccoppiare le pile critiche.
- Specificare la verifica in corso di processo: identificare i punti di ispezione mirati per gestire le variazioni critiche nella finitura a 5 assi .
Questa metodologia trasforma la gestione delle tolleranze in una scienza attiva e predittiva. Quantificare gli effetti delle variazioni fin dalle prime fasi consente di prendere decisioni cruciali in termini di prestazioni, producibilità e costi. La nostra competenza è dimostrata dalla capacità di risolvere problemi misurabili in modo tangibile, come l'eliminazione di un errore di messa a fuoco ottica di 0,12 mm prima della produzione e la garanzia di un primo passaggio di successo e di solide basi per una progettazione affidabile in termini di tolleranze di produzione e applicazioni di lavorazione di precisione a 5 assi .
Perché scegliere LS Manufacturing per garantire che i requisiti di tolleranza siano perfettamente in linea con il budget del progetto?
La sfida fondamentale nella produzione di precisione non è solo soddisfare una specifica, ma adattare la specifica alla fattibilità economica del progetto. Perché scegliere LS Manufacturing ? Risolviamo questa sfida nella produzione di precisione integrando una partnership ingegneristica orientata ai costi nel nostro processo. Il nostro processo di ingegneria del valore ottimizza sistematicamente progetti e processi per fornire precisione economicamente vantaggiosa , trasformando requisiti rigidi in soluzioni equilibrate e realizzabili.
Intervento precoce nella progettazione per la gestione dei compromessi tra costi e attributi.
I nostri ingegneri del valore forniscono assistenza nella fase concettuale per eseguire analisi di fattibilità e di costo. In questa fase, analizziamo tolleranze, materiali e geometria per identificare le aree in cui è possibile ridurre i costi, come ad esempio una tolleranza di planarità eccessivamente stretta su un componente di grandi dimensioni. Possiamo quindi offrire soluzioni alternative che consentono di ridurre i costi, come ad esempio specificare un'operazione di lavorazione CNC a 5 assi anziché un'operazione a 3 assi con impostazioni multiple per un componente dal profilo complesso.
Chiarimenti sulla stratificazione della transprecisione e sui costi marginali
Offriamo soluzioni a livelli differenziati, tra cui Standard, Precisione e Ultra Precisione, con prezzi trasparenti. Questo permette di quantificare il costo marginale dell'accuratezza e della finitura a 5 assi . Ad esempio, un nostro cliente ha preso una decisione informata riguardo a un suo componente: un allentamento della tolleranza di un foro non critico da IT6 a IT7 ha comportato un risparmio del 18% sui tempi di lavorazione senza compromettere le prestazioni, garantendo una precisione economicamente vantaggiosa .
Selezione olistica del processo e della tecnologia
Il criterio di selezione non si basa solo sul costo delle macchine. Abbiamo modellato l'intero processo. Abbiamo giustificato l'utilizzo delle nostre macchine per la produzione di componenti che richiedevano una tolleranza di posizionamento effettiva di 0,05 mm sulle diverse caratteristiche angolari dei componenti, utilizzando i nostri centri di tornitura-fresatura a 5 assi . Ciò ha eliminato la necessità di operazioni secondarie come la lavorazione con attrezzature e l'elettroerosione, riducendo la movimentazione dei componenti del 30% , e di conseguenza i costi complessivi dei programmi, nonostante l'aumento del costo iniziale.
La nostra competenza si fonda su un approccio basato sui dati, che rende i costi una variabile ingegneristica. Non ci limitiamo ad accettare i disegni. Analizziamo, modelliamo e definiamo la soluzione più economicamente efficiente per raggiungere i vostri obiettivi di qualità. La cura dei dettagli – la traduzione delle specifiche in un piano di produzione ottimizzato e attuabile – è l'essenza della nostra partnership ingegneristica . Per questo i nostri clienti scelgono LS Manufacturing: una soluzione non solo tecnicamente corretta, ma anche economicamente vantaggiosa, che garantisce l'ottimizzazione di tutti i progetti per il massimo valore.
FAQ
1. Qual è la tipica gamma di tolleranza economica per la lavorazione a 5 assi?
Per la maggior parte dei materiali come alluminio e acciaio, una tolleranza di ±0,05 mm (grado IT8-IT9) rientra nell'intervallo economicamente vantaggioso e realizzabile per le macchine utensili standard a 5 assi . Tolleranze più strette comportano costi molto più elevati.
2. Quali sono alcuni errori comuni nell'annotazione delle tolleranze sui disegni che dovrebbero essere evitati?
Gli errori più comuni nell'annotazione consistono nell'assegnare a tutte le dimensioni le stesse tolleranze ristrette, nel non comprendere l'importanza delle tolleranze geometriche come il parallelismo e la posizione, e nell'utilizzare riferimenti di riferimento ambigui. Si raccomanda di seguire un'annotazione gerarchica che privilegi la funzione.
3. Come verificare se un fornitore è effettivamente in grado di rispettare le tolleranze promesse?
Il modo migliore per verificare se i vostri fornitori sono in grado di rispettare le tolleranze promesse è chiedere loro di redigere un report utilizzando il Controllo Statistico di Processo (SPC) per progetti precedenti con materiali e complessità dei componenti simili. Un altro metodo consiste nel richiedere ai fornitori di produrre i primi prototipi e di ispezionare tutte le tolleranze dimensionali. Altrettanto importante è verificare le loro apparecchiature di misurazione e l'ambiente di lavoro.
4. Esistono differenze nelle capacità di controllo delle tolleranze tra la prototipazione di piccoli lotti e la produzione di massa?
Solitamente, per la produzione di massa, sono richiesti una maggiore stabilità e uniformità del processo, che si traducono in valori CPK di tolleranza più elevati e stabili. La fase di prototipazione è maggiormente focalizzata sulla capacità di eseguire il lavoro al primo tentativo. Un buon fornitore dovrebbe offrire garanzie affidabili per entrambe le modalità operative.
5. Se durante l'assemblaggio di un componente si riscontrano problemi di tolleranza, come vengono solitamente risolti?
Innanzitutto, è necessario eseguire un'analisi delle cause principali per determinare se si tratta di un componente fuori tolleranza, di un errore di misurazione o di un problema di riferimento di assemblaggio. A seconda di ciò, le possibili soluzioni potrebbero essere un raccordo alternativo, una modifica al componente (ECN), ecc. Dati di tracciabilità chiari sono essenziali per risolvere rapidamente questi problemi.
6. Offrite servizi di interpretazione e ottimizzazione dei disegni secondo gli standard GD&T (Dimensioni e Tolleranze Geometriche)?
Sì. Il nostro team di ingegneri ha una profonda conoscenza degli standard ASME Y14.5 GD&T e può assistervi nella comprensione delle annotazioni sui disegni, al fine di ottimizzare l'intento progettuale, la producibilità e ridurre le possibilità di interpretazioni errate nella catena di fornitura globale .
7. Oltre alla lavorazione meccanica, in che modo i processi successivi, come il trattamento termico, influenzano la tolleranza finale?
I trattamenti termici, come la tempra, possono causare deformazioni imprevedibili, che rappresentano una delle maggiori sfide nel controllo delle tolleranze. È fondamentale garantire che vi siano sovrametalli di lavorazione adeguati già in fase di progettazione e che, nelle fasi successive, vengano utilizzati processi di controllo della deformazione come il trattamento termico sotto vuoto e la tempra sotto pressione.
8. Come posso iniziare a ottenere un preventivo accurato per il mio progetto, basato su tolleranze ragionevoli?
Puoi condividere i tuoi disegni 2D insieme a modelli 3D e annotazioni complete sulle tolleranze. I nostri ingegneri di processo ti assisteranno in un'analisi di fattibilità per offrirti un preventivo dettagliato. Per iniziare, puoi ottenere un preventivo immediato online e i nostri esperti di tolleranze a 5 assi esamineranno i tuoi requisiti di progettazione.
Riepilogo
Padroneggiare l'arte delle tolleranze nella lavorazione a 5 assi significa trovare un equilibrio preciso tra gli ideali di progettazione e le realtà produttive. Richiede non solo la comprensione di standard e valori numerici, ma anche una profonda conoscenza della logica di processo, dei fattori di costo e dei punti di rischio che si celano dietro a tali valori. Collaborando con un'azienda come LS Manufacturing , che vanta una profonda conoscenza dei processi, capacità di analisi dei dati e trasparenza aziendale, è possibile trasformare le tolleranze da una sfida tecnica in uno strumento strategico per migliorare le prestazioni del prodotto, controllare i costi di progetto e accelerare il time-to-market.
Vi preghiamo di inviarci immediatamente i disegni dei vostri componenti e i requisiti di prestazione. I nostri esperti di tolleranze a 5 assi vi forniranno gratuitamente, entro 48 ore , un " Rapporto di analisi di fattibilità delle tolleranze e raccomandazioni per l'ottimizzazione dei costi ", utilizzando i dati per gettare una base solida e affidabile per il vostro progetto di produzione di precisione.
Gestisci al meglio il rapporto precisione-costo con la guida di esperti per definire tolleranze ottimali e realizzabili per i tuoi progetti a 5 assi.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Sito web: https://lsrpf.com/
Disclaimer
Il contenuto di questa pagina è fornito a solo scopo informativo. Servizi di LS Manufacturing. Non vengono fornite dichiarazioni o garanzie, esplicite o implicite, in merito all'accuratezza, alla completezza o alla validità delle informazioni. Non si deve dedurre che un fornitore o produttore terzo fornirà parametri di prestazione, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipologia dei materiali o manodopera attraverso la rete di LS Manufacturing. È responsabilità dell'acquirente. Richiedi un preventivo per i componenti. Identifica i requisiti specifici per queste sezioni. Contattaci per ulteriori informazioni .
Team di produzione LS
LS Manufacturing è un'azienda leader del settore , specializzata in soluzioni di produzione personalizzate. Vantiamo oltre 20 anni di esperienza e più di 5.000 clienti, e ci concentriamo su lavorazioni CNC di alta precisione, lavorazione della lamiera , stampa 3D , stampaggio a iniezione , stampaggio di metalli e altri servizi di produzione integrati.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi all'avanguardia, certificati ISO 9001:2015. Forniamo soluzioni di produzione rapide, efficienti e di alta qualità a clienti in oltre 150 paesi in tutto il mondo. Che si tratti di piccole produzioni o di personalizzazioni su larga scala, siamo in grado di soddisfare le vostre esigenze con consegne rapidissime entro 24 ore. Scegliete LS Manufacturing. Significa scegliere efficienza, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.lsrpf.com .


