
Допуски при 5-осевой обработке на станках с ЧПУ могут стать дорогостоящей проблемой для инженеров, поскольку, если допуски слишком жесткие, например, 0,01 мм , то это излишне; если же допуски слишком мягкие, это может привести к поломке сборки . Однако ключевая не поддающаяся количественной оценке проблема заключается в существенной разнице в способности разных поставщиков фактически выполнить одно и то же требование, указанное на чертеже.
Решение заключается в том, чтобы перестать мыслить категориями статических чертежей и начать мыслить категориями динамических систем. На основе данных за десять лет мы предлагаем следующую систему принятия решений, которая позволит инженерам эффективно преобразовывать функциональные требования в экономически обоснованные допуски, точно определять некритичные допуски для снижения затрат и проводить 6-пунктный аудит возможностей поставщиков.

Допуски при 5-осевой обработке на станках с ЧПУ: важнейшие аспекты.
| Фактор | Практическое значение |
| Кинематическая сложность | В процессе обработки на 5-осевом станке с ЧПУ возникает дополнительная геометрическая неточность из-за вращения всех подвижных осей. |
| Точность траектории инструмента и программирования | Стратегия программирования, используемая в программном обеспечении CAM, оказывает существенное влияние на качество обработки детали. |
| Термическая и динамическая стабильность | Тепло, выделяемое двигателями, может привести к деформации рамы станка, вызывая неточности. |
| Крепление и зажим заготовок | Из-за многонаправленного движения режущего инструмента , приводящего к смещению детали, крепление может оказаться недостаточно жестким для удержания детали в нужном положении. |
| Наш протокол калибровки и контроля | Мы регулярно применяем компенсацию объемной неточности с помощью лазерного трекера в помещении с контролируемой температурой, чтобы компенсировать неточность работы станка. |
| Стратегия управления активами, ориентированная на процессы | Наш код разработан для поддержания постоянной траектории движения инструмента, его ориентации во избежание сингулярности и постоянного зацепления инструмента для поддержания постоянных усилий. |
| Проверка в процессе производства | Мы используем встроенные в станок измерительные приборы и настройку инструмента для определения базовых точек, компенсирующих износ инструмента или отклонение заготовки. |
| Результат: предсказуемая точность. | Обеспечивает выполнение сложных допусков на трехмерную форму, таких как профиль поверхности с точностью до ±0,025 мм и качество обработки поверхности сложных деталей. |
| Результат: Успех с первой части. | Сокращает количество брака и пробных резок за счет моделирования и компенсации потенциальных ошибок до их возникновения на физической детали, что исключает дорогостоящие задержки и потери. |
Мы решаем фундаментальную проблему поддержания точных и предсказуемых допусков на сложных 5-осевых деталях. Наше методичное решение устраняет проблему погрешности в самом её ядре: калибровка станка, интеллектуальное программирование траектории движения инструмента и проверка в процессе обработки. В результате ваши сложные детали будут изготавливаться правильно с первого раза, каждый раз, с точными размерами и качеством поверхности.
Почему этому руководству можно доверять? Практический опыт экспертов LS Manufacturing.
Искусство работы с допусками на 5-осевых станках с ЧПУ основано на теории, но ключ к успеху остается в ее применении. Допуск в нашем цехе — это не просто цифра на чертеже, это динамический процесс, зависящий от возможностей станка, температуры детали и изобретательности программирования траектории движения инструмента, который проходит проверку в условиях обработки твердых материалов. Мы не просто «знаем» спецификацию допуска; мы живем в соответствии с уровнем точности, требуемым для деталей коллекторов в аэрокосмической отрасли и корпусов медицинских изделий, где отказ недопустим. Мы учимся на каждом проекте.
Мы взяли за основу понимание спецификации, изложенное в рекомендациях ASTM International по стандартизированным методам испытаний, и свели его к выполнению шагов, необходимых для решения поставленной задачи. Мы узнали, когда следует адаптировать и изменять стратегии обработки инконеля по сравнению с алюминием, когда допуск ±0,05 мм находится в пределах допустимых значений, а когда — более рискованный ±0,02 мм , и как эффективно создать программу ЧПУ для снижения риска накопления ошибок. Это руководство разработано на основе горького опыта, полученного при разработке спецификаций по функциям, а не только на основе чертежей.
Теперь перейдем от теории к конкретным результатам. Мы предоставим вам конкретные, проверенные методики, такие как проектирование в соответствии с системой обозначений сплавов Ассоциации производителей алюминия (AAC) или аудит возможностей поставщиков, которые мы используем каждый день, чтобы гарантировать, что деталь подходит, функционирует и поставляется в рамках бюджета. Предоставленная информация — это ваше практическое руководство к успеху, основанное на реальном применении, а не только на теории.
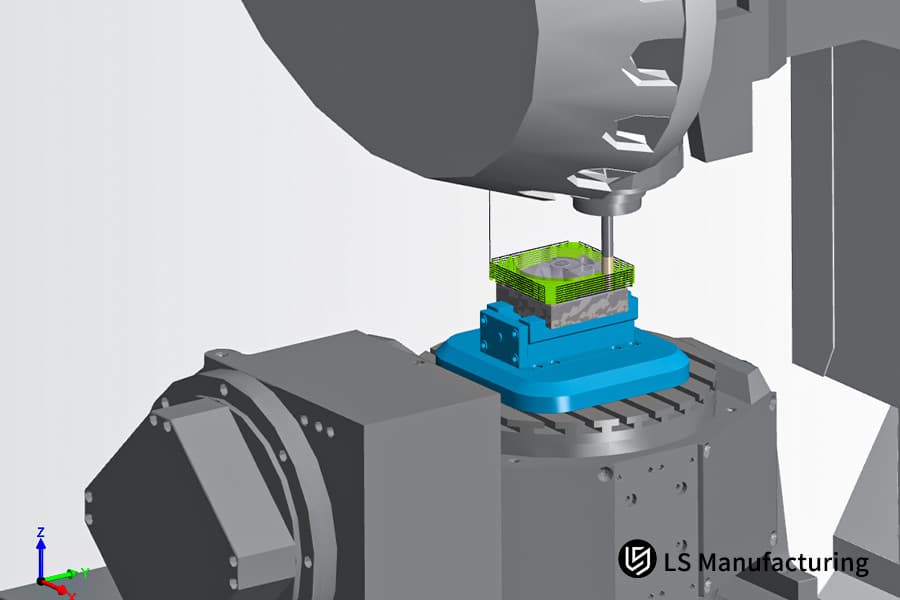
Рисунок 1: Определение параметров жестких допусков для сложных сплавов, используемых в аэрокосмической и медицинской промышленности.
Какова взаимосвязь между точностью 5-осевого станка и достижимыми допусками деталей?
Важно понимать фактическое соотношение номинальной точности 5-осевого станка и допусков, которые могут быть достигнуты при 5-осевой обработке на станках с ЧПУ. Номинальная точность 5-осевого станка , предоставляемая производителем, является первым элементом головоломки, но она не учитывает динамику точности, которая может наблюдаться в процессе 5-осевой обработки на станках с ЧПУ . Данный анализ рассчитывает ожидаемую разницу между «теорией» и «реальностью» 5-осевой обработки на станках с ЧПУ, чтобы помочь в определении допусков точности 5-осевой обработки, которые могут быть достигнуты экономически эффективным способом.
| Тема | Ключевые данные / Реализация |
| Базовая машинная метрика | Номинальная точность позиционирования, например, ±0,008 мм , определяется в идеальных условиях движения по одной оси. |
| Критический показатель стабильности | Хотя повторяемость является показателем стабильности , она не учитывает влияние других факторов, таких как сам процесс. |
| Типичный разрыв в результатах | В стабильном процессе допуски, как правило, в 3-6 раз превышают базовую спецификацию точности позиционирования. |
| Общий диапазон возможностей | Для типичного 5-осевого станка возможность обеспечения стабильных допусков от ±0,025 мм до ±0,05 мм (IT8-9) применима к алюминиевым заготовкам. |
| Требование высокой точности | Допуски жестче ±0,01 мм (IT6-7) требуют использования сверхточных станков. |
| Анализ возможностей поставщиков | Лишь небольшая часть высокоточных 5-осевых станков , менее 30% , способна обеспечить допуски уровня IT7 в пакетном процессе. |
Это означает, что он может лишь указывать на свой потенциал, но не на способность к работе в процессе производства. Ограничивающим фактором для точности 5-осевых допусков является суммарный объем ошибок системы для динамических применений. Метод, основанный на данных, играет решающую роль в обеспечении достаточной эффективности процесса проектирования для соответствия функциональности деталей подтвержденным возможностям станкового оборудования поставщика. Это гарантирует, что экономически эффективные технические характеристики будут сформулированы научно обоснованным образом.

Как научно обосновать стратегию иерархической установки допусков на основе функциональных требований к деталям?
Однородно жесткие допуски являются одной из основных причин, приводящих к дополнительным затратам при производстве деталей с использованием 5-осевой обработки на станках с ЧПУ . Научный подход к разработке стратегии определения требований к допускам имеет решающее значение, поскольку исключает догадки в процессе работы. Главное преимущество этого подхода заключается в том, что он обеспечивает использование научного метода для классификации требований. Этот процесс может быть выполнен следующим образом.
Выявление не подлежащих обсуждению функциональных интерфейсов
Первый шаг — проведение критического функционального анализа, который включает определение небольшого числа факторов, критически важных для функциональности детали. Примером может служить определение допуска на отверстие для крепления крыла IT7, который имеет решающее значение для функциональности детали, то есть аэрокосмического кронштейна, обработанного на 5-осевом станке. Именно в этом и заключается функциональная калибровка — очень строгие инженерные стандарты допусков, такие как стандарт ISO 2768-m , но только там, где это необходимо.
Проектирование для производства и управления
На втором уровне находятся элементы, важные для контроля, но не для функциональности, такие как базовые точки для крепления. Мы используем допуски IT8/9, что крайне важно в процессе производства без дополнительных затрат на сверхжесткие допуски. Это особенно важно при 5-осевом фрезеровании, поскольку любая неточность в некритичном элементе поверхности может привести к снижению затрат.
Удалите все некритичные функции.
Все остальные характеристики определены как некритические. Сюда входят эстетические поверхности, зазоры и нефункциональные выступы, для которых компонент может быть безопасно задан в соответствии с уровнями ISO 2768c или IT10-11 . Эффективность такого подхода к определению допусков ЧПУ привела к сокращению количества контролируемых характеристик компонента с 12 до 5 , что позволило сэкономить 22% от общей стоимости при сохранении целевых показателей производительности, как показано в тематическом исследовании.
Данная методика предоставляет способ определения допусков для станков с ЧПУ, и мы реализуем её, проводя функциональный анализ для определения критически важных параметров, выбирая стандарты инженерных допусков и проверяя систему с помощью анализа структуры деталей. Именно инженерные решения воплощают проект в жизнь, превращая его в продукт, который является одновременно технологичным и экономически эффективным, особенно в случае сложных компонентов, обрабатываемых по 5 осям .
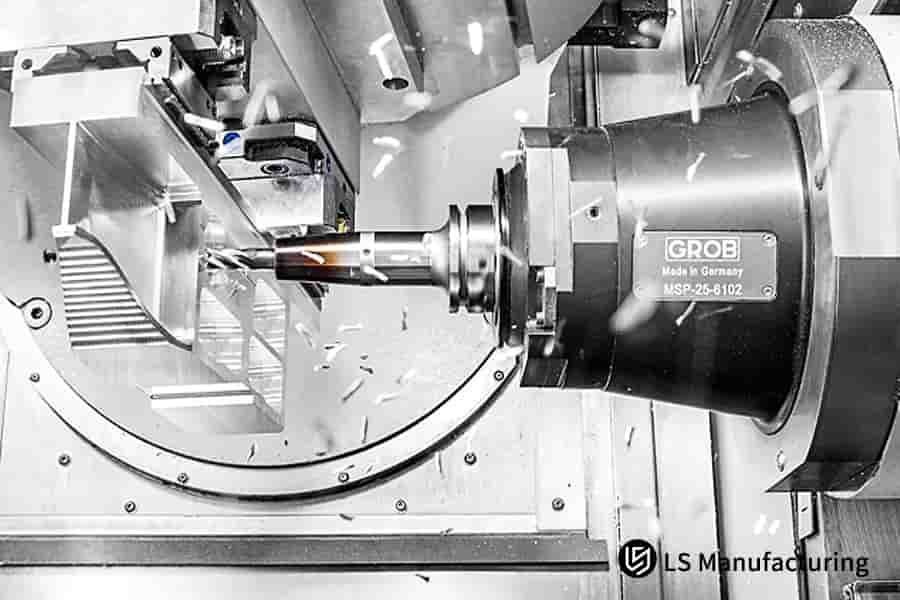
Рисунок 2: Демонстрация высокоточной 5-осевой обработки на станке с ЧПУ металлического сплава для оказания услуг в сфере передового производства.
Как различные свойства материала влияют на установление и достижение допусков при 5-осевой обработке?
В высокоточной 5-осевой обработке на станках с ЧПУ свойства материала являются ключевой, постоянно изменяющейся переменной для достижения заданных допусков . В этом документе представлена основанная на данных методика анализа влияния материала на допуски, которая может быть использована для достижения предсказуемых результатов и сокращения объема доработок. Этот документ является фундаментальным руководством по допускам при обработке на станках с ЧПУ для инженеров в ответственных отраслях промышленности.
| Материал | Ключевые характеристики и задачи по механической обработке | Допуски и последствия для процесса |
| Алюминиевый сплав | Высокая теплопроводность, низкая жесткость; на тонких стенках могут возникать вибрация и деформация. | При обработке тонкостенной детали толщиной 300 мм допуск на плоскостность необходимо скорректировать примерно на 30% по сравнению со сталью, чтобы компенсировать упругую деформацию. |
| Нержавеющая сталь | Значительное упрочнение при обработке; поверхности могут деформироваться после механической обработки. | Требуется эмпирическая предварительная компенсация размеров во время окончательной обработки для компенсации упругого восстановления после обработки. |
| Высокоэффективный пластик (например, PEEK) | Гигроскопическое расширение ; изменение размеров происходит в зависимости от поглощения влаги. | После механической обработки необходимо учитывать допуски на смещение размеров в наборе допусков. |
Эта ориентированная на данные методология имеет решающее значение для преобразования теоретической точности в сертифицированное и гарантированное решение с первого раза на 5-осевых обрабатывающих центрах с ЧПУ . Мы используем внутреннюю модель процесса для выявления потенциальных проблем, связанных с посадкой, формой и функциональностью на этапе проектирования, включая значения компенсации для обеспечения решения с первого раза. Такой уровень технической сложности, критически важный для прецизионной 5-осевой обработки , обеспечивает неоспоримое конкурентное преимущество в высокодоходных приложениях, где предсказуемость имеет решающее значение.

Рисунок 3: Определение жестких допусков при активной 5-осевой обработке металлической заготовки для изготовления аэрокосмических и медицинских изделий.
Компания LS Manufacturing, производитель медицинских изделий: Проект оптимизации допусков корпуса гибкого манипулятора хирургического робота.
Это пример из практики компании LS Manufacturing в области медицинской робототехники, демонстрирующий, как систематическая оптимизация допусков помогла решить критическую проблему в производстве. Столкнувшись с невозможностью изготовления корпуса хирургического роботизированного манипулятора, мы применили строгий подход к анализу конструкции для обеспечения производственных возможностей . Этот переход от простого соответствия техническим требованиям к функциональной гарантии является примером нашей инженерно-ориентированной философии производства.
Задача клиента
Гибкий корпус хирургического робота, изготовленный из алюминия 6061-T6 , имеет равномерные допуски ±0,03 мм на всех внутренних поверхностях. Это привело к высоким ценам поставщиков, а также к неудачным первым опытным образцам, поскольку механическая обработка привела к деформации деталей. Проект находился в состоянии стагнации, одновременно сталкиваясь с техническими и финансовыми препятствиями, что создавало проблемы для его продвижения и графика разработки.
LS Manufacturing Solution
Наша стратегия, основанная на анализе данных, началась с проведения моделирования методом Монте-Карло в 3DCS для анализа допусков, в ходе которого было установлено, что снижение допусков некритических ребер до ±0,1 мм оказывает незначительное влияние на производительность системы, поскольку их значение составляет менее 0,008 мм . Деталь также была спроектирована как сварная деталь для окончательной прецизионной 5-осевой фрезеровки , что является стратегическим изменением в программировании для устранения фиксированных напряжений, вызывавших отказы.
Результаты и ценность
Внедренный процесс оптимизации допусков обеспечил 100% соответствие первого образца всем заданным функциональным требованиям. Кроме того, себестоимость единицы продукции снизилась на 35% . Это высокоэффективное решение, которое позволило превратить застопорившийся проект прототипа в технологичный и функциональный компонент, что обеспечивает своевременное выполнение основного проекта клиента.
Приведенный выше пример демонстрирует нашу способность решать критически важные инженерные задачи, используя аналитический подход к проектированию для производства и передовые технологии 5-осевого фрезерования . Наша организация обеспечивает ключевое конкурентное преимущество для наших клиентов в таких высококонкурентных областях, как медицинская робототехника, снижая риски инноваций и превращая высокорискованные проекты в экономически эффективные компоненты.
Сложно найти баланс между жесткими допусками, технологичностью и стоимостью? Позвольте нашему инженерному анализу предложить оптимальное решение.

Как интерпретировать отчет поставщика о допустимых отклонениях, чтобы оценить их реальный уровень?
Для надлежащей оценки реальной точности производителя важно выйти за рамки общих заявлений и проанализировать проверяемые данные самого процесса. Это особенно важно в условиях жесткой 5-осевой обработки , где точность является ключевым компонентом функциональности и сборки детали. Для проведения достоверной оценки возможностей поставщика ниже приведено общее руководство по ключевым компонентам, которые следует проверить в достоверном отчете SPC для оценки реальной производительности:
Тщательно изучите происхождение данных и их статистическую значимость.
Для надлежащей оценки возможностей производителя важно проанализировать реальные данные производственного процесса, особенно данные самого процесса или фактической партии продукции.
- Необходимые доказательства: контрольные диаграммы X-bar R, полученные на 30-50 образцах .
- Ключевой показатель: Cpk ≥ 1,33 (хорошо) или ≥ 1,67 (отлично) для ключевых размеров, что указывает на стабильный и центрированный процесс для надежной работы 5-осевого обрабатывающего центра с ЧПУ .
Проверьте целостность измерительной системы.
Точность и достоверность представленных данных зависят от качества используемых инструментов и методов.
- Необходимые доказательства: Документация, подтверждающая проведение анализа измерительной системы (MSA) контрольно-измерительного оборудования, такого как координатно-измерительная машина (CMM).
- Ключевой показатель: Показатель GR&R должен быть <10%, чтобы гарантировать, что шум в измерениях незначителен, а представленные данные являются репрезентативными и точными, что является ключевым компонентом любой достоверной оценки возможностей поставщика .
Аудит: Заявленные условия экологических испытаний
Достичь высокой точности возможно только в точно контролируемых условиях, имитирующих вашу собственную среду обитания.
- Необходимые доказательства: Документальное подтверждение температуры окружающей среды и стабилизации состояния перед проведением испытания.
- Обоснование: Контроль критических тепловых факторов при прецизионной 5-осевой обработке имеет решающее значение для обеспечения возможности выполнения высокоточных 5-осевых операций обработки в ваших условиях.
Наш отчет о производственных возможностях выполняет обещание обеспечить такую прозрачность, объединяя статистический контроль процессов (SPC), анализ производственных характеристик (MSA) и журналы состояния в один простой для понимания инструмент принятия решений, который позволяет нашим клиентам принимать решения о закупках не на основе обещаний, а на основе статистики. Мы исключаем риски работы с поставщиком, предоставляя неопровержимые, основанные на данных доказательства стабильности нашего процесса, гарантируя, что каждая сложная 5-осевая деталь может быть изготовлена с требуемым вами уровнем точности.
Какие конкретные процессы и меры по охране окружающей среды необходимы для достижения сверхвысоких допусков (в пределах ±0,01 мм)?
Достижение допусков в пределах ±0,01 мм значительно превосходит возможности любых методов механической обработки и требует комплексной системы, учитывающей совокупное воздействие всех механизмов, вносящих погрешности в процесс. В данном документе представлено описание проверенной методологии, использующей самые строгие стандарты контроля окружающей среды , метрологию в реальном времени и специализированную конструкцию для удовлетворения уникальных требований, необходимых для 5-осевой сверхточной обработки .
Преодоление тепловой деформации посредством активного управления окружающей средой.
В специально оборудованном хранилище для контроля микроклимата поддерживается температура 20 °C, или ±0,5 °C , и перед началом прецизионной обработки необходимо провести стабилизацию температуры всех заготовок. Кроме того, станки должны быть откалиброваны на месте с использованием лазерной интерферометрии для учета теплового расширения станка, что обеспечивает геометрически стабильную среду для сверхточной обработки .
Внедрение системы измерения и компенсации с обратной связью в режиме реального времени
Необходимо кардинально изменить подход к оказанию услуг сверхточной обработки. Станки должны быть оснащены высокоточными лазерными или контактными датчиками для проведения измерений непосредственно на станке. Это позволит станку работать в режиме «станок-резка-измерение-компенсация», где параметры должны измеряться сразу после резки, а микросмещения траектории инструмента должны вычисляться и компенсироваться в режиме реального времени, что позволит избежать ошибок, вызванных износом инструмента и тепловым дрейфом, и станет крайне важным для чистовой обработки сложных 5-осевых траекторий .
Использование монокристаллической оснастки и технологических режимов со сверхнизким уровнем напряжений.
На этом этапе важно обеспечить, чтобы процесс резки не вызывал никаких деформаций в изготавливаемой детали. Мы разработали наши станки с использованием одноточечного алмазного или кубического нитрида бора с нанометровой остротой кромки. Процесс разработан таким образом, чтобы обеспечить сверхнизкое напряжение за счет использования микронных глубин резания, оптимизированных скоростей подачи и 5-осевых стратегий контурной обработки для поддержания постоянного контакта инструмента с заготовкой. Это гарантирует, что деталь достигает своего конечного состояния без пластической деформации или выделения тепла — фактически, достигая конечного состояния снятия напряжений непосредственно на станке.
Это объясняется тем, что данная методология определяется не тем, чего она может достичь, а тем, как она это делает. Глубина нашего решения видна по тому, как мы интегрировали метрологию в систему, а также по методологиям, используемым для обеспечения стабильности окружающей среды. Это позволяет нам позиционировать наше решение как эмпирически обоснованное решение для получения детерминированных результатов, в отличие от обобщенного решения для сверхточной обработки, не обладающего такой системной глубиной.

Рисунок 4: Задание жестких допусков при 5-осевой обработке на станках с ЧПУ в процессе активной обработки алюминиевых сплавов для соответствия инженерным стандартам допусков.
Как инструменты анализа допусков могут быть использованы на этапе проектирования для предотвращения проблем при сборке и эксплуатации?
Неконтролируемые отклонения размеров являются одной из ключевых причин отказов сборок и снижения производительности. Благодаря упреждающему применению анализа накопления допусков на этапе цифрового проектирования, теоретические характеристики преобразуются в надежные и технологичные изделия. Этот подход эффективно используется для решения сложных проблем, связанных с отклонениями размеров, до начала физического прототипирования, обеспечивая тем самым надежное проектирование с учетом производственных допусков даже для самых сложных сборок.
Выявление и моделирование критических источников вариаций
- Определение назначения сборки и критических характеристик: Определите критически важные характеристики сборки.
- Составьте карту путей вариаций: смоделируйте все элементы детали, соединения и базовые элементы, влияющие на конечный результат .
- Классификация типов допусков: Применяйте соответствующие допуски на размеры, геометрические размеры и параметры, а также допуски на технологические процессы .
Выполнение прогнозного анализа с использованием передовых инструментов.
- Используйте специализированное программное обеспечение: применяйте 3DCS/CETOL для моделирования методом Монте-Карло, которое может превзойти самые смелые пределы человеческого анализа.
- Количественная оценка вероятности отказа: Статистическое прогнозирование вероятности несоответствия в производственном процессе .
- Выявление факторов, влияющих на чувствительность: определение влияния отдельных допусков на общую вариацию, что крайне важно для деталей, обработанных на 5-осевых станках .
Внедрение решений, основанных на проектировании и процессах с использованием данных.
- Оптимизация распределения допусков: Стратегическое распределение предельных значений допусков для управления затратами и производительностью .
- Перепроектирование для повышения надежности: выявление альтернативных вариантов конструкции , таких как плоскости скольжения или изменения базовых элементов, для разделения критически важных элементов.
- Укажите этапы внутрипроизводственной проверки: определите целевые контрольные точки для управления критическими отклонениями в процессе 5-осевой обработки .
Это методология, которая превращает управление допусками в активную и прогнозирующую науку. Количественная оценка влияния отклонений на ранней стадии позволяет принимать важные решения с точки зрения производительности, технологичности и затрат. Наш опыт подтверждается решением задач, которые можно измерить на практике, таких как устранение оптической погрешности фокусировки в 0,12 мм до начала производства и обеспечение успешного первого этапа и основы для надежного проектирования с учетом производственных допусков и высокоточной 5-осевой обработки .
Почему стоит выбрать LS Manufacturing, чтобы гарантировать оптимальное соответствие ваших требований к допускам бюджету проекта?
Основная задача в высокоточной обработке заключается не просто в соблюдении технических требований, но и в согласовании технических требований с экономической целесообразностью проекта. Почему стоит выбрать LS Manufacturing ? Мы решаем эту задачу в высокоточной обработке, интегрируя в наш процесс партнерство в области проектирования, ориентированное на снижение затрат. Наш процесс стоимостного инжиниринга систематически оптимизирует конструкции и процессы для обеспечения экономически эффективной точности , преобразуя жесткие требования в сбалансированные, технологичные решения:
Раннее вмешательство в процесс проектирования для учета компромиссов между стоимостью и характеристиками.
Наши инженеры-оптимизаторы оказывают помощь на этапе концептуальной разработки, проводя анализ технологичности и стоимости изготовления. На этом этапе мы анализируем ваши допуски, материалы и геометрию, чтобы выявить области, где можно снизить затраты, например, чрезмерно жесткий допуск на плоскостность для крупной детали корпуса. Затем мы можем предложить альтернативные решения, которые позволят снизить затраты, например, выбор 5-осевой обработки на станке с ЧПУ вместо многостанционной 3-осевой обработки для детали сложной формы.
Уточнение принципов многоуровневого ранжирования с учетом транспрецизии и предельных издержек.
Мы предлагаем вам многоуровневые решения, включая стандартные, прецизионные и сверхпрецизионные, а также прозрачное ценообразование. Это позволяет количественно оценить предельные затраты на точность, а также на 5-осевую чистовую обработку . Это помогло одному из наших клиентов принять обоснованное решение относительно одной из их деталей, где снижение допуска для некритического отверстия с IT6 до IT7 привело к экономии 18% времени обработки без ущерба для производительности — экономически эффективная точность .
Комплексный выбор процессов и технологий
Критерием выбора является не только стоимость оборудования. Мы моделируем весь процесс. Мы обосновали использование наших станков для производства компонентов, требующих фактического допуска по положению 0,05 мм на различных угловых элементах компонентов, используя наши 5-осевые фрезерно-токарные обрабатывающие центры. Это исключило необходимость в дополнительных операциях, таких как обработка с помощью зажимных приспособлений и электроэрозионная обработка, сократив обработку компонентов на 30 процентов , что, несмотря на увеличение начальной производительности, снизило общие затраты на программы.
Наш авторитет основан на подходе, ориентированном на данные, который превращает затраты в управляемую переменную. Мы не просто принимаем чертежи. Мы анализируем, моделируем и предлагаем наиболее экономически эффективный способ достижения ваших целей в области качества. Детализация этого процесса — преобразование спецификаций в действенный оптимизированный производственный план — является сутью нашего инженерного партнерства . Именно поэтому наши клиенты выбирают LS Manufacturing за решение, которое не только технически корректно, но и экономически выгодно, гарантируя оптимизацию всех проектов для достижения максимальной ценности.
Часто задаваемые вопросы
1. Каков типичный экономически целесообразный диапазон допусков для 5-осевой обработки?
Для большинства материалов, таких как алюминий и сталь, допуск ±0,05 мм (марка IT8-IT9) находится в пределах экономически эффективного и достижимого диапазона для стандартных 5-осевых станков . Более жесткие допуски означают значительно более высокие затраты.
2. Какие распространенные ошибки в аннотации допусков на чертежах следует избегать?
Распространенные ошибки при аннотировании включают указание одинаковых жестких допусков для всех размеров, неосознание значимости геометрических допусков, таких как параллельность и положение, а также неоднозначные ссылки на базовые элементы. Рекомендуется использовать иерархическую аннотацию, начиная с функции.
3. Как проверить, действительно ли поставщик способен обеспечить соблюдение заявленных допусков?
Лучший способ проверить, способны ли ваши поставщики соблюдать обещанные допуски, — это попросить их предоставить отчет, составленный с использованием методов статистического контроля процессов (SPC) по их предыдущим проектам с использованием аналогичных материалов и деталей различной сложности. Другой способ — попросить поставщиков изготовить первые образцы деталей и проверить все допуски по размерам. Не менее важно провести аудит их измерительного оборудования и условий труда.
4. Существуют ли различия в возможностях контроля допусков между мелкосерийным прототипированием и массовым производством?
Как правило, для массового производства требуется более высокая стабильность и согласованность процесса, что выражается в более высоких и стабильных значениях допуска CPK. Этап прототипирования в большей степени ориентирован на возможности первого использования. Хороший поставщик должен предоставлять надежные гарантии для обоих режимов работы.
5. Если в процессе сборки детали обнаруживаются проблемы с допусками, как обычно их решают?
В первую очередь необходимо провести анализ первопричин, чтобы определить, связана ли проблема с отклонением детали от допуска, ошибкой измерения или проблемой с базовой точкой сборки. В зависимости от этого, возможными решениями могут быть альтернативная деталь, изменение конструкции детали (ECN) и т. д. Четкая прослеживаемость данных имеет важное значение для быстрого решения этих проблем.
6. Предоставляете ли вы услуги по интерпретации и оптимизации чертежей в соответствии со стандартами GD&T (геометрические размеры и допуски)?
Да. Наша инженерная команда хорошо знакома со стандартами ASME Y14.5 GD&T и может помочь вам лучше понять аннотации на чертежах, чтобы оптимизировать проектные решения, технологичность и снизить вероятность неправильного толкования в глобальной цепочке поставок .
7. Помимо механической обработки, как последующие процессы, такие как термообработка, влияют на конечный допуск?
Термическая обработка, например, закалка, может вызывать непредсказуемые деформации, что является одной из самых больших проблем в контроле допусков. Крайне важно обеспечить наличие надлежащих припусков на обработку на этапе проектирования, а также использовать процессы контроля деформаций, такие как вакуумная термообработка и закалка под давлением, на последующих этапах.
8. С чего начать получение точной сметы для моего проекта с учетом разумных допусков?
Вы можете поделиться своими 2D-чертежами вместе с 3D-моделями и полными аннотациями допусков. Наши инженеры-технологи помогут провести анализ технологичности производства и предложат подробную смету. Для начала вы можете получить мгновенную смету онлайн , а наши эксперты по 5-осевым допускам рассмотрят ваши проектные требования.
Краткое содержание
Овладение искусством контроля допусков в 5-осевой обработке означает поиск точного баланса между проектными идеалами и производственными реалиями. Это требует не только понимания стандартов и цифр, но и понимания логики процесса, факторов, влияющих на стоимость, и точек риска, связанных с этими цифрами. Сотрудничая с такой компанией, как LS Manufacturing , обладающей глубокими знаниями процессов, возможностями анализа данных и прозрачностью бизнеса, вы можете превратить контроль допусков из технической проблемы в стратегический инструмент для повышения производительности продукции, контроля затрат по проектам и ускорения выхода на рынок.
Пожалуйста, незамедлительно предоставьте нам чертежи деталей и требования к их характеристикам. Наши эксперты по 5-осевым допускам в течение 48 часов предоставят вам бесплатный отчет «Анализ технологичности изготовления с учетом допусков и рекомендации по оптимизации затрат », используя данные для создания прочной и надежной основы для вашего проекта высокоточного производства.
Воспользуйтесь помощью экспертов, чтобы определить оптимальные, технологичные допуски для ваших 5-осевых проектов и разобраться в соотношении точности и стоимости.
📞Тел.: +86 185 6675 9667
📧Электронная почта: info@lsrpf.com
🌐Веб-сайт: https://lsrpf.com/
Отказ от ответственности
Информация на этой странице носит исключительно информационный характер. Компания LS Manufacturing не предоставляет никаких гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности представленной информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материалов или качество изготовления через сеть LS Manufacturing. Это ответственность покупателя. Запросите ценовое предложение на детали. Укажите конкретные требования к этим разделам. Для получения дополнительной информации свяжитесь с нами .
Команда LS Manufacturing
Компания LS Manufacturing — лидер отрасли . Мы специализируемся на индивидуальных производственных решениях. Более 20 лет опыта работы и более 5000 клиентов позволяют нам предлагать высокоточную обработку на станках с ЧПУ , производство изделий из листового металла , 3D-печать , литье под давлением , штамповку металла и другие комплексные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуальная разработка, мы можем удовлетворить ваши потребности с максимально быстрой доставкой в течение 24 часов. Выбирайте LS Manufacturing. Это означает эффективность, качество и профессионализм.
Для получения более подробной информации посетите наш веб-сайт: www.lsrpf.com .


