Laserschneiden von Werkzeugstahl ist eine Form der Flexi-Fertigung, die nicht nur mit gehärtetem Werkzeugstahl HRC 58–62 kompatibel ist, sondern auch zur Bewältigung branchenweiter Probleme wie Ineffizienz und hohe Kosten beim herkömmlichen Drahtschneiden sowie thermische Schäden durch allgemeines Laserschneiden eingesetzt werden kann.
Neben der Kontrolle der Wärmeeinflusszone auf 0,03 mm kann es eine Massenproduktionstoleranz von 0,01 mm konstant einhalten und 100 % der ursprünglichen HRC-Härte von 58+ des Stahls bewahren. Aus diesem Grund ist es eine Schlüsselverarbeitungstechnologie für den Formenbau auf höchstem Niveau. Die herkömmlichen Methoden zur Bearbeitung von unregelmäßig geformtem gehärtetem Werkzeugstahl mittels Drahterosion schränken die Produktionseffizienz erheblich ein der Lieferkette.
Kurzer Überblick über die wichtigsten Schlussfolgerungen beim Laserschneiden von Präzisionswerkzeugstahl
In diesem Kapitel werden die wichtigsten technologischen Innovationen und Leistungsvorteile des Laserschneidens von Werkzeugstahl zusammengefasst. Alle Zahlen stammen aus Messungen auf Produktionsebene und können zweifelsohne als Grundlage für die Auswahl der B2B-Verarbeitung verwendet werden.
| Kernprozessmodule | Wichtige technische Parameter | Verarbeitungsleistung | Kundenvorteile |
| Kurzpulsmodulationstechnologie | Impulsbreite ≤15μs, Arbeitszyklus 25%-35% | HAZ ≤0,03 mm, eliminiert mikroskopisch kleine thermische Risse | Erhält die ursprüngliche Verschleißfestigkeit von Stahl. |
| Hochdruck-Stickstoff-Schutzsystem | 18 bar Ultrahochdruck, 99,999 % hochreiner Stickstoff. | Keine Oxidation oder Schlacke am Schnitt. | Kein Nachschleifen erforderlich, verkürzt den Prozess. |
| Ultrahochpräzise Werkzeugmaschinensteuerung | Positionierungsgenauigkeit ±0,003 mm, dynamische Fokuskompensation. | Stabile Massenproduktionstoleranz ±0,01 mm. | Erfüllt die Anforderungen an die Präzisionsmontage. |
| Differenzierte Materialparameterkalibrierung | 3500-4200Hz Pulsfrequenz, flache Strahlformung. | Oberflächenrauheit Ra ≤1,6μm | Verbessert die Passgenauigkeit des Werkstücks. |
| Hochgeschwindigkeits-Umformprozess | Formung in einem Schnitt, keine Notwendigkeit mehrerer Endbearbeitungsprozesse. | Verarbeitungseffizienz um das 15- bis 20-fache erhöht | Verarbeitungskosten um mehr als 70 % reduziert. |
Wichtige Erkenntnisse
- Hochfrequente Kurzpuls-Faserlaser steuern die Wärmeeinflusszone (HAZ) auf nicht mehr als 0,03 mm, wodurch eine Erweichung der Faser vermieden wird Kante.
- 18 bar Hochdruck-Reinstickstoffschutz ist in der Lage, die Oberflächenoxidation des Schnitts gründlich zu beseitigen, sodass die Härte der stabilen Metallmatrix gewährleistet ist.
- Mit einer besonderen Fertigungstechnik ist es LS Manufacturing gelungen, die Schwankungsbreite der Massenproduktion für gehärteten Werkzeugstahl auf 0,01 mm zu begrenzen.
Warum sollten Sie der Expertise von LS Manufacturing im Bereich Laserschneiden und hochpräzise gehärtete Werkzeugstahlkomponenten vertrauen?
Der grundlegende Wettbewerbsvorteil bei der Verarbeitung hochwertiger gehärteter Komponenten beruht auf rückverfolgbaren Messdaten und einem konformen Qualitätssystem und nicht auf den Vorteilen eines einzelnen Geräts.
Anhand von Referenzen aus der Industrie und nach einem dreimonatigen Kalibrierungstest des Teams für Laserschneidparameter für gehärtete Werkzeugstähle haben wir erfolgreich ein Kaltschneideprozesssystem formuliert, das den ISO 13957:1997-Qualitätsstandards entspricht und mit hochwertigen Stählen kompatibel ist wie D2 und H13.
Die Toleranzen für die Bearbeitung von gehärtetem Werkzeugstahl sind sehr eng und selbst die geringste thermische Beschädigung kann zum Ausschuss eines Werkstücks führen. Das war die größte Herausforderung für unser Team bei der eigentlichen Umsetzung. Um dieses Problem zu lösen, haben wir die Puls- und Gasparameter weiter angepasst und am Ende mehr als 200 Prozesstestsätze durchgeführt.
Dank unserer zweifachen ISO 9001:2015-Zertifizierung ist unsere Werkstatt nicht nur bestens mit einem Prüfumfang ausgestattet, der aus einem Koordinatenmessgerät und einem Mikrohärteprüfer besteht, sondern kann auch für das geschlossene Management von Bearbeitung, Prüfung und Korrektur genutzt werden. Mit unserer eigenen Kurzpulstechnologie haben wir die Probleme der thermischen Erweichung und der Mikrorisse, die bei herkömmlichen Methoden auftreten, vollständig gelöst und konnten so rund hundert produzierende Unternehmen bei der Überwindung ihrer Verarbeitungsengpässe unterstützen.
Mit einem großartigen Qualitätssystem und Hunderten von gemessenen Prozessdatensätzen ist unsere Marke in der Lage, qualitativ hochwertiges Laserschneiden gehärteter Komponenten ohne Verarbeitungsfehler zu produzieren. Wenn Sie Verarbeitungsprobleme haben, können Sie eine persönliche technische Beratung in Anspruch nehmen. Wenn Sie individuelle Anforderungen haben, können Sie Ihre Zeichnungen einreichen, um eine individuelle Verarbeitungslösung zu erhalten.

Warum verursacht das Laserschneiden von kundenspezifischem Werkzeugstahl Mikrorisse in gehärteten Komponenten?
Extreme Temperaturwechsel führen dazu, dass die Eigenschaften von hochlegiertem, gehärtetem Werkzeugstahl mit hohem Kohlenstoffgehalt ernsthaft beeinträchtigt werden. Während des Laserbetriebs führt die hohe Hitzeentwicklung zu einer übermäßigen augenblicklichen Zugspannung, die wiederum zu Mikrorissen im Schnitt führt. Darüber hinaus kann die thermische Einwirkung nach der Laserbearbeitung, d. h. das Abkühlen, zu einer erneuten martensitischen Umwandlung führen und das Material zusätzlich verhärten, was sich negativ auf seine Zähigkeit auswirkt. Dies ist eines der Hauptprobleme beim Laserschneiden von kundenspezifischem Werkzeugstahl.
Mechanismus der Erzeugung thermischer Laserspannung
Mikrorisse werden hauptsächlich durch Laseremission mit hoher Spitzenleistung hervorgerufen, jedoch thermisch gesteuertes Laserschneiden mit geringerer Leistung kann thermische Schäden fast vollständig verhindern. Das Schmelzen und Verdampfen von abgeschrecktem D2- und A2-Werkzeugstahl mit Laserimpulsen von 4 kW bis 6 kW Spitzenleistung erfolgt in wenigen Mikrosekunden. Aufgrund ihrer sehr geringen Wärmeleitfähigkeit das Material erfährt ein sehr steiler Temperaturgradient, der zu einer Wärmeausdehnung gefolgt von einer schnellen Kontraktion führt.
Gefahren und Ausbreitungseffekte von Mikrorissen
Restzugspannung kann, wenn man nicht über die genaue Steuerung des Wärmeeintragsmodells verfügt, die Bindungskräfte an der Korngrenze überwinden und das Material reißen lassen, wodurch Mikrorisse mit einer Tiefe von 0,05 mm bis 0,15 mm entstehen. Laserschneiden im Mikrometerbereich kann die Wärmeeinflusszone präzise einschränken und so die Entstehung von Rissen verhindern. Mikrorisse können als Ermüdungsquellen im Werkstück dienen, und die Überdeckung und Bruchausfälle können ein Ergebnis davon sein, dass das Werkstück unter hohen Belastungsbedingungen steht
- Sofortige Auswirkungen: Erheblich reduzierte Schnittglätte aufgrund hoher Oberflächenrauheit, nicht einmal annähernd den Anforderungen an die Präzisionsmontage.
- Verzögerte Auswirkungen: Beeinträchtigung der strukturellen Integrität des Werkstücks, Verkürzung der Lebensdauer des Werkstücks um über 50 %, zusätzliche Kosten für den Austausch durch den Kunden. Ein Ungleichgewicht der thermischen Spannung ist die häufigste Ursache für Mikrorisse beim Laserschneiden von kundenspezifischem Werkzeugstahl.

Abbildung 1: Stapel lasergeschnittener Edelstahlteile mit präzisen Löchern und unterschiedlichen Geometrien.
Wie kontrolliere ich die Toleranz beim Laserschneiden von Werkzeugstahl innerhalb von ±0,01 mm ohne Kantenverzerrung?
Um eine Laserschneidtoleranz für Werkzeugstahl von 0,01 mm stabil einzuhalten, ist ein dynamisches Fokuskompensationssystem und eine linearmotorbetriebene Werkzeugmaschine unerlässlich. Außerdem sollte ein langsamer segmentierter Interpolationsalgorithmus verwendet werden, damit ein sommerlicher Hitzestau unterdrückt und thermische Verformungen des Werkstücks sowie Maßabweichungen verhindert werden.
Hardwareunterstützung für hochpräzise Werkzeugmaschinen
Die präzise Positionierung des Linearmotors dient als Grundlage für die Bearbeitung mit höchster Präzision. Rissfreies Laserschneiden erfordert den Einsatz hochpräziser Hardware, sodass zerstörungsfreie Bearbeitungseffekte erzielt werden können. Die Ausrüstung basiert auf einer doppelseitigen Linearmotor-Portalstruktur und verfügt über eine Positionierungsgenauigkeit von 0,003 mm, was viel besser ist als der Industriestandard. Dadurch wird die Präzisionsbearbeitung von gehärtetem Stahl stark unterstützt.
Dynamische Energie- und Flugbahnsteuerungstechnologie
Traditionell wurde festgestellt, dass kontinuierliche Laser ihre Energie auf scharfe Ecken und kleine Löcher konzentrieren, was zum Schmelzen, Kollabieren und Verformen des Materials führt. Der Parameter drehte das Laserschneiden, basierend auf dem Mikrometerbereich Die Pfadsegmentierungstechnologie ist in der Lage, die Verarbeitungsanforderungen für verschiedene unregelmäßig geformte Strukturen zu erfüllen.
- Adaptive Leistungsanpassung: Die Leistung wird beim Schneiden kleiner Bögen R0,5 mm linear von 3 kW auf 1,2 kW reduziert, um den Energieeintrag pro Längeneinheit konstant zu halten.
- Fokusstabile Steuerung: Mithilfe eines kapazitiven Sensors wird der Abstand zwischen der Düse und dem Werkstück auf 0,3 mm 0,02 mm festgelegt, was zu keinem Fokusdriftfehler führt.
Und High-End-Hardware und genaue Parametersteuerung, diese beiden sind die wichtigsten Schlüsselpunkte zur Einhaltung der Laserschneidtoleranz von 0,01 mm für Werkzeugstahl durch Laserschneidschulung. Sie können sich Fallstudien zur hochpräzisen Bearbeitung ansehen, eine persönliche Beratung zu Techniken zur Genauigkeitsverbesserung erhalten und die Zeichnungen für ein Angebot für die Feinbearbeitung einreichen, wenn eine Werkstückbearbeitung erforderlich ist.
Kann ein Laserschneiddienst mit hoher Härte eine Erweichung der Wärmeeinflusszone verhindern?
Professioneller Hochhärte-Laserschneidservice basiert auf 15s ultrakurzen Pulsmodulations- und Hochfrequenz-Kaltschneidemethoden. Diese tragen dazu bei, die Wärmeeinflusszone des Teils zu reduzieren, die ursprüngliche Härte der Stahlmatrix beizubehalten und eine Erweichung durch sekundäres Anlassen zu vermeiden.
Abschwächung von Mängeln herkömmlicher Laserprozesse
- Sehr große Wärmeeinflusszone: Das herkömmliche kontinuierliche Laserschneidverfahren führt zur Bildung einer 0,2 mm großen Wärmeeinflusszone. Dadurch kommt es zu großen Hitzeschäden an der Stahloberfläche. Laserschneiden mit hoher Qualität ist in der Lage, diesen Mangel vollständig zu beheben.
- Starker Abfall der Matrixhärte: Aufgrund des Wärmeglühens wurde der Härtegrad eines gehärteten Werkzeugstahls, der ursprünglich HRC 60 betrug, in einigen Bereichen sogar auf unter HRC 45 reduziert.
- FunktionsverlustNalität: Tatsächlich zerstört die Härtereduzierung die biologischen Eigenschaften wie Verschleißfestigkeit und strukturelle Stabilität, die ursprünglich vom Stahl ausgehen. Aus diesem Grund ist das Werkstück nicht mehr für die Präzisionsarbeitsbedingungen hochwertiger Formen geeignet.
Quasi-kaltarbeitende Anti-Erweichungs-Kerntechnologie
Eine Möglichkeit, Laserschneideffekte bei niedriger Temperatur zu erzielen, ist die Optimierung der Pulsweitenmodulation. Bei dieser Technik wird die Pulsdauer mit Hilfe eines Arbeitszyklus von 25 % bis 35 % auf 12 bis 20 Sekunden komprimiert, was ausreichend Abkühlzeit für eine „quasi-kalte Bearbeitung“ bietet. Laserenergie wird genutzt, um die Schneidphase vor der Wärmediffusion abzuschließen. Basierend auf mikroskopischen Tests beträgt der Härteabfall beim 0,02-mm-Schnitt weniger als 1,5 HRC.

Abbildung 2: Ein Laserschneidkopf erzeugt einen Strahl und Funken, während er präzise an einem Metallteil arbeitet.
Welche Serviceparameter für das Faserlaserschneiden eignen sich am besten für D2- und H13-Stahl?
Die besten Verarbeitungsbedingungen für hochlegierten Werkzeugstahl sind: Leistung 2,5 kW bis 3,5 kW, Frequenz 3500 Hz bis 4200 Hz, Arbeitszyklus 30 % und Geschwindigkeit 1,2 m/min bis 1,8 m/min. Dies ist ein guter Kompromiss zwischen Schnittqualität und Hitze, perfekt für Massenproduktionsszenarien beim Laserschneiden von kundenspezifischem Werkzeugstahl.
Differenzierte Stahlparameter-Kalibrierungslogik
Unterschiedliche Legierungszusammensetzungen haben unterschiedliche Schmelzeigenschaften, sodass Verarbeitungsparameter, die für eine Art von Werkzeugstahl gut funktionieren, für andere möglicherweise nicht geeignet sind. Mit geschwindigkeitsoptimiertem Laserschneiden ist eine Anpassung an die Verarbeitungseigenschaften unterschiedlicher Stähle möglich. Da sich die Stähle D2 und H13 im Schmelzpunkt und Laserreflexionsvermögen stark unterscheiden, benötigt jeder von ihnen eine Reihe von Parametern.
Optimale Parameter und Ergebnisse für die Massenproduktion
Basierend auf unserer praktischen Erfahrung in Präzisionsformstahl-Massenproduktionsprojekten erzielen feste Parameter stabile Verarbeitungsergebnisse und fehlerfreies Laserschneiden sichert eine gleichbleibende Qualität über Chargen hinweg Werkstücke.
| Stahltyp | Optimale Leistung | Feste Pulsfrequenz | Düsenspezifikation | Fertigproduktparameter |
| D2 Werkzeugstahl (3 mm) | 3,0 kW | 3800Hz | 1,2-mm-Einschichtdüse | Ra≤1,6μm, Winkel≤0,03mm |
| H13 Werkzeugstahl (3 mm) | 3,2 kW | 3800Hz | 1,2-mm-Einschichtdüse | Schlackenfrei, stabile Härte HRC 58+ |
Wie optimieren professionelle Fabriken den Hilfsgasdruck für das Laserschneiden gehärteter Komponenten?
Erstklassige Hersteller verlassen sich auf 99,999 % hochreinen Stickstoff (16–20 bar), um geschmolzene Schlacke durch die mechanische Hochdruckreinigungswirkung schnell zu entfernen, wodurch fieberhafte exotherme Oxidationsreaktionen effektiv gestoppt werden und die Qualität der Kante in Laserschneiden gehärteter Komponenten wird beibehalten.
Hauptbegründung hinter der unterstützten Gasauswahl
Die richtige Kontrolle der Gasreaktionstemperatur ist von größter Bedeutung. Eine gleichbleibende Qualität beim Laserschneiden hängt von der Wahl des richtigen Hilfsgases ab. Das Schneiden mit Sauerstoff führt nicht nur zu einer Erwärmung über 2000℃, sondern führt auch zur Entkohlung und Abplatzung der Schnittkante, was die wesentlichen Eigenschaften des gehärteten Stahls deutlich beeinträchtigt.
Details zur Optimierung der Massenproduktion von Hochdruckstickstoff
Stickstoffreinigung mit hohem Druck kann zerstörungsfreies Schneiden erleichtern. Stickstoff unter hohem Druck ist für das Laserschneiden mit niedriger Oxidation erforderlich, das darauf abzielt, die Luft zu isolieren und die Bildung von Oxidationsfehlern zu verhindern. 18 bar hochreiner Stickstoff können Sauerstoff abschneiden, die geschmolzene Schlacke effektiv reinigen und die Schnittseite zeigt die glänzende Metallfarbe ohne Anzeichen von Oxidation oder Schlacke.
- Reinheitsstandard: 99,999 % hochreines Stickstoffgas, das Verunreinigungen entfernt und dadurch eine Kontamination des Schnitts verhindert.
- Druckbereich: 18 bar stabiler Druck, geeignet für die Massenproduktion von 3–5 mm dickem gehärtetem Stahl.
Ultrahochdruck- und hochreiner Stickstoffschutz ist wichtig, um die Qualität des Laserschneidens gehärteter Komponenten zu verbessern und Oxidations- und Schlackenbildungsprobleme zu beseitigen. Sehen Sie sich Fallstudien zur Gasprozessoptimierung an, erhalten Sie eine persönliche Beratung zu Gasdruckanpassungstechniken und reichen Sie Ihre Werkstückanforderungen ein, um ein detailliertes Verarbeitungsangebot zu erhalten.
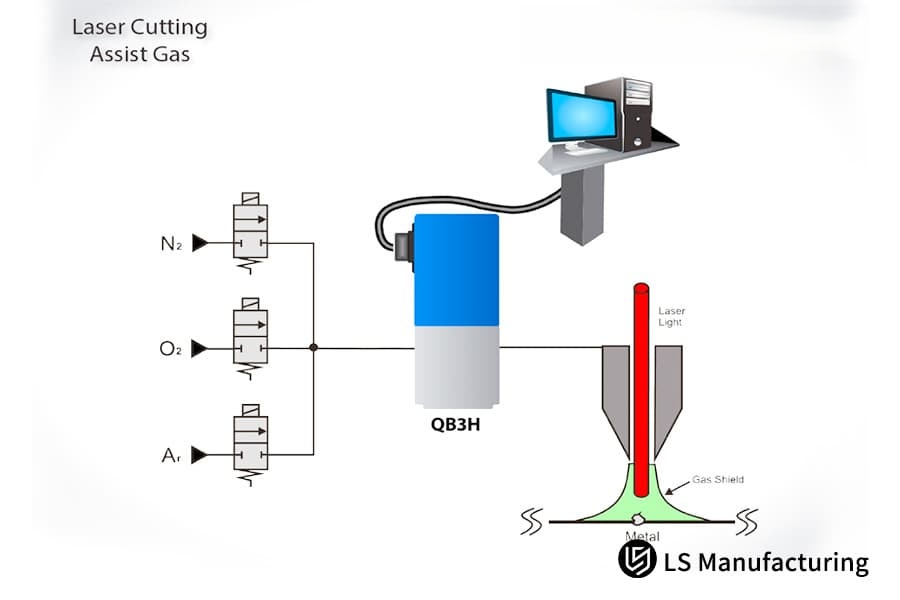
Abbildung 3: Schematische Darstellung eines Gasmischsystems (N2, O2, Ar) zur Optimierung des Laserschneidprozesses.
Warum ist das hochpräzise Laserschneiden von Werkzeugstahl der herkömmlichen Erodierbearbeitung überlegen?
Die Verwendung eines hochpräzisen Lasers zum Schneiden von Werkzeugstahll ist 15-20-mal schneller als Drahterodieren. Abgesehen davon, dass keine kundenspezifischen Elektroden erforderlich sind, bringt es es enorme Kosten- und Lieferzeitvorteile bei der Herstellung kundenspezifisch geformter Teile in Kleinserien und ermöglicht eine flexible Fertigung im wahrsten Sinne des Wortes auf einem ganz neuen Niveau.
Anhaltender Mangel an traditioneller EDM-Verarbeitung
Der Verbrauch von Drahtelektroden und die geringe Geschwindigkeit führen zu einer unglaublich geringen Effizienz der EDM-Verarbeitung. Ein Hochgeschwindigkeits-Laserschneidzyklus eliminiert das Problem der Ineffizienz vollständig. Die hochpräzise Schlichterodierbearbeitung muss in mehreren Schlichtdurchgängen durchgeführt werden, was eine lange Bearbeitungszeit pro Stück und entsprechend hohe Abschreibungskosten für Verbrauchsmaterialien und Geräte bedeutet.
Vergleich der umfassenden Vorteile des Laserschneidens
| Vergleichsabmessungen | Drahtschneiden | Präzises Laserschneiden | Kundenvorteile |
| Bearbeitungszeit (gleiches Werkstück) | 8 Stunden | 4,5 Minuten | Lieferzyklus um über 99 % verkürzt |
| Einzelstückverarbeitungskosten | Hohe Elektrodendraht- und Maschinenzeitkosten. | Um über 70 % reduziert. | Kosteneinsparungen von über 200 $ pro Stück |
| Flexible Produktionsfähigkeit | Erfordert angepasste Elektroden, schlechte Anpassungsfähigkeit. | Ein-Schnitt-Formung, anpassbar an komplexe unregelmäßige Teile. | Unterstützt Rapid Prototyping und Massenproduktion |
| Prozessverluste | Schneller Geräteverlust, hoher Verbrauchsmaterialverbrauch. | Kein Elektrodenverlust, geringer Geräteverlust. | Niedrigere langfristige Beschaffungskosten |
Hochpräzises Laserschneiden von Werkzeugstahl mit einem sehr hohen Maß an Genauigkeit führt im Vergleich zu herkömmlichen Erodierverfahren zu einem Durchbruch bei den Kosten und der Zeit des gesamten Prozesses. Trotzdem sind sie immer noch an ganz unterschiedliche individuelle Szenarien anpassbar.
Abbildung 4: Ein konzentrierter Laserstrahl schneidet in einer Fabrik ein Werkstück aus Werkzeugstahl mit hoher Präzision.
Wie stellt LS maßgeschneiderte, lasergeschnittene, gehärtete Komponenten in medizinischer Qualität her?
LS Manufacturing hat auf beeindruckende Weise hochpräzise, maßgeschneiderte Massenproduktion von gehärteten Führungen für medizinisch-chirurgische Instrumente ohne thermische Rissbildung mit einzigartiger Ultrahochdruck-Luftstromsteuerung und mehrachsiger Lasermikrobearbeitungstechnologie produziert und dabei die High-End-Verarbeitungsanforderungen von Lasergeschnittene gehärtete Komponenten.
Kundenherausforderungen
In der Medizingeräteindustrie gelten sehr strenge Standards für Produktqualität, Präzision, Härte und rissfreien Betrieb, meist für gehärtete Komponenten. Der Einsatz einer medizinischen Laserschneidtechnik kann eine großartige Lösung für die strengen Verarbeitungsanforderungen hochwertiger medizinischer Geräte sein. Der Kunde, ein sehr großes ausländisches Unternehmen für medizinische Geräte, beabsichtigte die Herstellung Chirurgische Führungen aus D2-Werkzeugstahl mit einer Härte von 58–60 HRC. An den Produkten mehrerer Lieferanten wurden Qualitätsmängel festgestellt, die zu einer Verschiebung des Projekts hätten führen können.
LS-Fertigungslösung
- Unser technisches Team hat beschlossen, den alten kontinuierlichen Laserprozess nicht zu reparieren und stattdessen einen neuen gepulsten Laser mit einer Wellenlänge von 1064 nm einzusetzen. Sie sind präzisionsabgestimmte Laserschnitte und steuern den Wärmeeintrag sehr präzise.
- Durch die Beibehaltung der Pulsfrequenz bei 4000 Hz und der schmalen Pulsbreite von 15 s können sie den Wärmeeintrag minimieren.
- This is done with a 19 bar ultra-high purity nitrogen coaxial nozzle and laser cuts are dynamically tracking the focal point with an exact 0.15 mm nozzle spacing which helps in the rapid dissipation of cutting heat and prevention of molten metal backflow and buildup of thermal stress.
Here is a nice tip for troubleshooting: When laser cutting small holes in hardened steel and experiencing punctures, changing the progressive piercing time to 0.8s can totally eliminate puncture defects.
Ergebnisse und Wert
Coordinate measuring machine (CMM) inspection and microhardness testing confirm that all product tolerances at the finished stage are stably held within 0.01mm, HAZ 0.02mm, and the edge hardness is consistently HRC 59, without any microcracks.
This solution enables customers to save 65% on processing costs, which is a reduction of $320 in cost per workpiece. Also, it drastically shortens delivery cycles and assists customers to get rid of production bottlenecks and even achieve cooperation over time.
Advanced process tuning and detailed optimization have paved the way for laser-cut hardened workpieces to be used in premium medical precision contexts and their quality has been confirmed by mass production. Check out full project case studies as a way to learn and get free DFM feasibility analysis as well as tailor high precision workpiece processing solutions.

What Variables Drive The Actual Cost From a Precision Tool Steel Laser Cutting Supplier?
Weight of material alone doesn't dictate the price of precision tool steel laser cutting. The main elements that dictate the cost are the complexity of the workpiece, the thickness of the metal, the hardness of the steel, and how tight the dimensional tolerances are. By knowing these factors, customers can fine-tune their designs and keep their budgets in check.
Primary Factors Affecting Cost
How hard a material is to penetrate will not only decide how long the process will take but also the cost of raw materials. Laser cutting that adjusts to thicknesses can cope with various sheet metal processing scenarios. The main factors influencing costs can be broadly classified into two categories:
- The Impact of Sheet Thickness: Every time the thickness of steel is increased by 1mm, laser penetration resistance goes up in a geometric fashion, causing very significant reduction of cutting speed and continuous increase of machine time costs.
- Losses in Drilling Process: It is very tough to drill hardened steel, a single hole takes 0.5s-2s. Not only this increases processing time but also causes rapid wear of the nozzle, resulting in higher material costs.
Cost Differences Based on Tolerance Grades
How accurately a tolerance grade is defined can mainly determine processing difficulty, and because of this, price. Thanks to tolerance-controlled laser cutting, it is possible to have exactly different tolerances matching different accuracy levels, and the technical difference between various tolerance standards is quite significant:
- Standard Tolerances (0.05mm): Highest processing speed, no full-process inspection required, lowest process difficulty, and lower overall processing cost.
- Ultra-precision Tolerances (0.01mm): Necessary to lower machinery speed and carry out 100% online full inspection, high technology level, high processing time, and greatly increased overall cost.
- Calculation Basis: The proprietary formula for cost calculation is below: Single-piece machine time cost = Cutting time × Equipment rate + Nitrogen consumption × Gas unit price. This formula makes pricing transparent and accurate.
How To Evaluate The Quality Standards Of a Tool Steel Laser Cutting Manufacturer?
Top-notch laser cutting service suppliers should not only be certified with IATF 16949 & ISO 9001:2015 but also have precision testing equipment set for a closed-loop quality check of the workpiece and accurate control of the laser cutting tolerance of the tool steel.
Standards for Hardware Testing Configuration
High grade professional inspection instruments are a pillar of guarantee of the quality a product. It will be only a good one if the entire set of test instruments is capable of making a full inspection of the external features, dimensions, and metallographic structures.
Quality Control System for Full-Process
Only those laser cutting manufacturers who have a well-established quality control system over the full process can give stable batch quality. The key control steps are what comes next:
- First Article Inspection Mechanism: The very first article from a batch is inspected in all aspects to detect any kind of process deviation beforehand to prevent the risk of batch scrapping.
- Process Statistical Control: Statistical process control (SPC) is done with a stable CPK value >1.33, which is to guarantee mass production stability.
- Three Core Inspections: Including cross-sectional stripe analysis, metallographic structure observation, and full-dimensional accuracy inspection, these provide the closed-loop product quality control.
Qualified personnel, accurate measurement tools, and thorough process control are essential elements to manage tool steel laser cutting tolerance and assure batch quality. You could hand over your workpiece requirements to receive customized, high quality processing solutions.
FAQs
Q1: Will laser cutting hardened tool steel cause the edges to get soft?
No, the edges will not get soft. By using advanced ultra-high frequency pulse modulation combined with an 18-bar ultra-high pressure pure nitrogen cooling method, the heat input from the process can be limited to just a few microseconds, which completely prevents the softening effect of annealing and keeps the steel hardness intact as originally.
Q2: What is the maximum tolerance you can obtain for laser cutting hardened tool steel?
By using a highly accurate linear motor drive together with a real-time focus closed-loop feedback system, the plant can reliably control the linear dimensional tolerance on hardened tool steel within 0.01mm even in large scale production, which is quite suitable for the requirements of very precise high end assembly.
Q3: Why is the price of laser cutting hardened tool steel higher than that of ordinary carbon steel?
Hardened tool steel has high hardness and strong heat sensitivity. Processing requires low speed and temperature control to suppress microcracks. At the same time, it consumes a large amount of high-pressure, high-purity nitrogen gas. Combined with complex and precise parameter adjustments, the equipment wear and process costs are far higher than those of ordinary carbon steel cutting.
Q4: Can laser cutting process hardened steel plates thicker than 10mm?
It is possible for high power laser cutting systems to penetrate 10mm hardened steel plates. But, heat accumulation will be a major concern when performing laser cutting on thick plates. An ideal processing window that allows producing 0.02mm high precision and crack free quality can be achieved predominantly with plates under 5mm thick.
Q5: Does the laser-cut surface require secondary deburring or grinding?
During the whole processing the usage of 18bar ultra-high pressure pure nitrogen for rinsing aid offers the cut edges that are smooth, clean and free of burr and slag. The surface quality is so high that a secondary grinding is not necessary. The cut can be directly assembled or polished.
Q6: Which specific grades of hardened tool steel do you support for custom laser cutting?
We can easily process several popular hardened tool steels at our factory, such as D2, A2, and O1 cold work die steels, H13 hot work die steel, and M2 high speed steel, this way fulfilling various high end molds and precision parts customization requirements.
Q7: Does the local residual stress caused by laser cutting affect the entire structure of the workpiece?
Traditional continuous lasers usually induce a lot of residual stress. Though, our exclusive ultra-short pulse technique can lower the tensile stress levels by over 85% while not compromising the structural integrity of the workpiece, this way guaranteeing the parts' long-term service stability.
Q8: What is your minimum order quantity (MOQ)? Do you provide single prototype production service?
Our brand mainly serves B2B high end flexible manufacturing and That means there is no MOQ restriction. Whether it is a single R&D prototype, a small batch prototyping, or a large scale mass production, we are capable to offer you standard professional technical support and processing services without any problem. You can simply upload the drawings and get quick and accurate quotations as well as a customized processing method.
Summary
The main difficulty in precision machining of hardened tool steel lies in effectively juggling the three aspects of accuracy, hardness, and processing efficiency. Thermal stress-caused microcracks, hardness reduction, and dimensional deviations are the main barriers to the mass production of top-grade molds.
By completely resolving the industry pain points of traditional machining through a combined process of high frequency short-pulse thermal control, dynamic linear energy adjustment, and ultra-high pressure nitrogen protection, we achieve uninterrupted high quality machining results with 0.01mm accuracy, micron-level HAZ, and HRC 58+ hardness retention.
If you are experiencing issues like long lead times, elevated costs, and non-compliance of product quality in hardened tool steel machining, kindly forward us your 2D/3D CAD drawings. Our seasoned technical team will turn around your request with a professional DFM assessment report and a precise quotation within 2 hours, helping your project to be rapidly initiated and taking advantage of the market opportunities.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Website: https://lsrpf.com/
Disclaimer
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the LS Manufacturing network. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
LS Manufacturing Team
LS Manufacturing is an industry-leading company. Focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. choose LS Manufacturing. This means selection efficiency, quality and professionalism.
To learn more, visit our website:www.lsrpf.com
