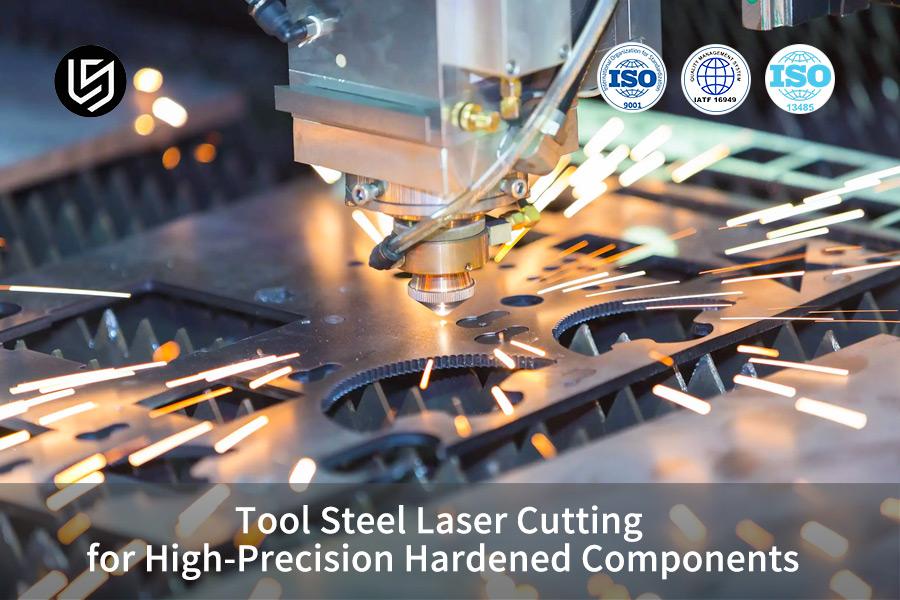
공구강 레이저 절단 서비스는 HRC 58-62 경화 공구강과 호환될 뿐만 아니라 기존 와이어 절단의 비효율성과 높은 비용 및 일반 레이저 절단으로 인한 열 손상이라는 업계 전반의 문제를 해결하는 데 사용할 수 있는 플렉시 제조 유형입니다.
열영향부를 0.03mm로 제어하는 것 외에도 양산 공차 0.01mm를 일관되게 충족하고 강재 본래의 HRC 58+ 경도를 100% 보존할 수 있기 때문에 최고 수준의 금형 제조를 위한 핵심 가공 기술입니다. 와이어 EDM을 사용하여 불규칙 형상 경화 공구강을 가공하는 기존 방식은 생산 효율성을 크게 제한합니다. 공급망의 일부입니다.

정밀 공구강 레이저 절단의 핵심 결론에 대한 간략한 개요
이 장에는 공구강 레이저 절단의 주요 기술 혁신과 성능 이점이 요약되어 있습니다. 모든 수치는 생산 수준 측정에서 얻은 것이며 B2B 처리 선택의 기초로 의심의 여지 없이 사용될 수 있습니다.
<테이블 스타일="테두리 축소: 축소; 너비: 100%; 테두리 너비: 1px; 테두리 색상: #000000;" border="1">주요 사항
- 고주파, 단 펄스 광섬유 레이저는 열 영향부(HAZ)를0.03mm 이하로 제어하여 가장자리가 부드러워지는 것을 방지합니다.
- 18bar 고압 순수 질소 보호로 절단면의 표면 산화를 철저하게 제거할 수 있어 안정적인 금속 매트릭스의 경도가 보장됩니다.
- 특정 제조 기술을 통해 LS제조는 경화공구강의 양산 변동폭을 0.01mm 이내로 유지하는 데 성공했습니다.
레이저 절단 및 고정밀 경화 공구강 부품 분야에서 LS제조의 전문성을 신뢰하는 이유는 무엇입니까?
고급 강화 부품 처리의 근본적인 경쟁 우위는 단일 장비의 장점이 아닌 추적 가능한 측정 데이터와 규정을 준수하는 품질 시스템을 갖추는 데서 비롯됩니다.
업계의 참고를 받아 경화 공구강에 대한 레이저 절단 매개변수에 대한 팀의 보정 테스트를 3개월 동안 진행한 후 ISO 13957:1997 품질 표준을 충족하고 D2 및 H13.
경화 공구강의 가공 공차는 매우 엄격하며, 약간의 열 손상이라도 공작물이 파손될 수 있습니다. 실제 구현 과정에서 우리 팀이 직면한 주요 과제가 바로 이것이었습니다 . 이 문제를 해결하기 위해 우리는 펄스 및 가스 매개변수를 계속 조정하여 200개 이상의 프로세스 테스트 세트를 수행하게 되었습니다.
그리고 우리가 두 번이나 획득한 ISO 9001:2015 인증을 통해 우리 작업장은 3차원 측정기와 마이크로 경도 시험기로 구성된 테스트 제품군을 잘 갖추고 있을 뿐만 아니라 처리, 테스트 및 교정의 폐쇄 루프 관리에도 사용할 수 있습니다. 자체 단펄스 기술을 통해 기존 방식에서 발생하는 열연화 및 미세균열 문제를 완전히 해결했으며, 이를 통해 약 100여개 제조업체의 가공 병목 현상을 극복할 수 있도록 지원했습니다.
<인용문>훌륭한 품질 시스템과 수백 세트의 측정된 공정 데이터를 통해 당사 브랜드는 가공 결함 없이 고품질 경화 부품 레이저 절단을 생산할 수 있습니다. 처리 문제가 있을 경우 일대일 기술 상담을 할 수 있고, 맞춤형 요구사항이 있을 경우 도면을 제출하여 맞춤형 처리 솔루션을 얻을 수 있습니다.

맞춤형 공구강 레이저 절단이 경화 부품에 미세 균열을 일으키는 이유는 무엇입니까?
극심한 열 순환으로 인해 고탄소, 고합금 경화 공구강 특성이 심각하게 손상됩니다. 레이저 작업 중에 발생하는 높은 열로 인해 순간적인 과도한 인장 응력이 발생하여 절단부에 미세 균열이 발생합니다. 게다가, 레이저 가공(예: 냉각) 후 열 노출은 새로운 마르텐사이트 변형을 일으키고재료를 경화시켜 인성에 부정적인 영향을 미칠 수 있습니다. 이는 맞춤형 공구강 레이저 절단의 주요 문제점 중 하나입니다.
레이저 열 입력 응력 생성 메커니즘
미세 균열은 주로 높은 피크 출력의 레이저 방출에 의해 발생하지만, 더 낮은 출력의 열 제어 레이저 절단을 사용하면 열 손상을 거의 완전히 방지할 수 있습니다. 4kW-6kW 피크 출력의 레이저 펄스를 사용하여 D2 및 A2 담금질 공구강을 녹이고 기화하는 작업은 마이크로초 만에 이루어집니다. 열 전도성이 매우 낮기 때문에 재료는 매우 가파른 온도 구배를 경험하여 열팽창 후 급격한 수축이 발생합니다.
미세 균열의 위험 및 전파 영향
정확한 열 입력 모델 제어가 없는 경우 잔류 인장 응력은 결정립계의 결합력을 극복하고 재료를 균열시켜 0.05mm ~ 0.15mm 깊이의 미세 균열을 형성할 수 있습니다. 미크론 수준 레이저 절단은 균열 발생 원인을 억제하므로 열 영향을 받는 부분을 정확하게 제한할 수 있습니다. 미세균열은 공작물의 피로 원인으로 작용할 수 있으며 캡핑 및 파손 실패는 높은 응력 조건에 있는 공작물의 결과
일 수 있습니다.- 즉각적인 효과: 높은 표면 거칠기로 인해 절단 부드러움이 심각하게 감소하며 정밀 조립 요구 사항에도 미치지 못합니다.
- 지연 효과: 공작물의 구조적 무결성 손상, 공작물 수명 50% 이상 감소, 고객 교체에 대한 추가 비용. 열 응력 불균형은 맞춤형 공구강 레이저 절단에서 미세 균열이 발생하는 가장 큰 원인입니다.

그림 1: 정확한 구멍과 다양한 기하학적 구조를 지닌 레이저 절단 스테인리스 스틸 부품의 스택.
가장자리 왜곡 없이 공구강 레이저 절단 공차를 ±0.01mm 이내로 제어하는 방법
0.01mm 공구강 레이저 절단 공차를 안정적으로 유지하려면 동적 초점 보정 시스템과 선형 모터 구동 공작 기계가 필수적입니다. 또한 느린 세그먼트 보간 알고리즘을 사용해야 여름철 열 축적을 억제하고 공작물의 열 변형 및 치수 편차를 방지할 수 있습니다.
고정밀 공작 기계 하드웨어 지원
정밀 리니어 모터 포지셔닝은 초정밀 가공의 기초가 됩니다. 균열 없는 레이저 절단은 고정밀 하드웨어를 사용하여 비파괴적인 가공 효과를 얻을 수 있습니다. 이 장비는 양면 리니어 모터 갠트리 구조를 사용하며 위치 정확도가 0.003mm로 업계 표준보다 훨씬 좋습니다. 이로 인해 경화강의 정밀 가공을 강력하게 지원합니다.
동적 에너지 및 궤도 제어 기술
전통적으로 연속 레이저는 날카로운 모서리와 작은 구멍에 에너지를 집중시키는 것으로 밝혀졌으며 이로 인해 재료가 녹고, 붕괴되고, 변형되었습니다. 매개변수 전환 레이저 절단은 미크론 수준의 경로 분할을 기반으로 합니다. 기술을 통해 다양한 불규칙한 모양의 구조물에 대한 처리 요구 사항을 충족할 수 있습니다.
<올>그리고 고급 하드웨어와 정확한 매개변수 제어, 이 두 가지는 레이저 절단 훈련을 통해 공구강의 레이저 절단 공차 0.01mm를 유지하는 주요 핵심입니다. 고정밀 가공 사례를 확인하고 정밀도 향상 기술에 대한 일대일 상담을 받을 수 있으며, 공작물 가공이 필요한 경우 도면을 제출하여 미세 가공 견적을 받을 수 있습니다.
고경도 레이저 절단 서비스로 열 영향부 연화를 방지할 수 있나요?
전문 고경도 레이저 절단 서비스는 15초 초단 펄스 변조 및 고주파 냉간 절단 방법을 기반으로 합니다. 이는 부품의 열 영향 영역을 줄이고 강철 매트릭스의 원래 경도를 유지하며 2차 템퍼링으로 인한 연화를 방지하는 데 도움이 됩니다.
기존 레이저 공정의 연화 결함
- 매우 큰 열 영향부: 기존의 연속 레이저 절단 방법은 0.2mm의 열 영향부를 형성합니다. 결과적으로 강철 표면의 넓은 영역이 열 손상을 입습니다. 고품질의 레이저 절단으로 이러한 결함을 완전히 해결할 수 있습니다.
- 매트릭스 경도 급락: 열 어닐링 발생으로 인해 초기에 HRC 60이었던 경화 공구강의 경도 수준이 일부 영역에서 심지어 HRC 45 이하로 감소했습니다.
- 기능 상실성격: 실제로 경도 감소는 강철이 본래 가지고 있는 내마모성과 구조적 안정성과 같은 생물학적 특성을 파괴합니다. 이것이 공작물이 고급 금형의 정밀 작업 조건에 적합하지 않게 되는 이유입니다.
준냉간 가공 항연화 핵심 기술
저온 레이저 절단 효과를 달성하는 한 가지 방법은 펄스 폭 변조를 최적화하는 것입니다. 이 기술에는 25%~35% 작업 주기를 사용하여 펄스 지속 시간을 12초~20초로 압축하는 작업이 포함되며, 이는 "준냉각 처리"를 위한 충분한 냉각 시간을 제공합니다. 레이저 에너지는 열 확산 전에 절단 단계를 완료하는 데 사용됩니다. 현미경 테스트에 따르면 0.02mm 컷에서 경도 감소는 HRC 1.5 미만입니다.

그림 2: 레이저 절단 헤드는 금속 부품에 정밀하게 작업하면서 빔과 스파크를 생성합니다.
D2 및 H13 Steel에 가장 적합한 파이버 레이저 절단 서비스 매개변수는 무엇입니까?
고합금 공구강에 대한 최상의 가공 조건은 전력 2.5kW~3.5kW, 주파수 3500Hz~4200Hz, 듀티 사이클 30%, 속도 1.2m/min~1.8m/min입니다. 이는 절단 품질과 열 사이의 적절한 절충안으로서 맞춤형 공구강 레이저 절단 대량 생산 시나리오에 적합합니다.
차별화된 철강 매개변수 보정 로직
다양한 합금 구성에는 뚜렷한 용융 특성이 있으므로 한 가지 유형의 공구강에 적합한 가공 매개변수가 다른 유형의 공구강에는 적합하지 않을 수 있습니다. 속도 최적화 레이저 절단을 사용하면 다양한 강철의 가공 특성에 맞게 조정할 수 있습니다. D2와 H13 강철은 녹는점과 레이저 반사율이 크게 다르기 때문에 각각 일련의 매개변수가 필요합니다.
대량 생산을 위한 최적의 매개변수 및 결과
정밀 금형강 대량 생산 프로젝트에서의 실제 경험을 바탕으로 고정된 매개변수는 안정적인 처리 결과를 달성하고 결함 없는 레이저 절단 작업물 배치 전반에 걸쳐 일관된 품질을 보장합니다.
<테이블 스타일="테두리 축소: 축소; 너비: 100%; 테두리 너비: 1px; 테두리 색상: #000000;" border="1">전문 공장에서는 경화 부품 레이저 절단을 위해 보조 가스 압력을 어떻게 최적화합니까?
일류 제조업체는 99.999%의 초고순도 질소(16~20bar)를 사용하여 고압 기계적 정련 효과로 용융 슬래그를 신속하게 제거합니다. 따라서 열이 나는 발열 산화 반응을 효과적으로 중단하고 경화 부품 레이저 절단이 유지됩니다.
보조 가스 선택의 주요 근거
가스 반응 온도를 적절하게 제어하는 것이 가장 중요하며, 안정적인 품질의 레이저 절단은 올바른 보조 가스 선택에 달려 있습니다. 산소로 절단하면 2000℃ 이상의 열이 발생할 뿐만 아니라 절단면의 탈탄 및 박리가 발생하여 경화강의 본질적 특성이 손상됩니다.
고압 질소 대량 생산 최적화 세부정보
고압 수준의 질소 정련은 비파괴 절단을 촉진할 수 있습니다. 공기를 격리하고 산화 결함 형성을 방지하는 것을 목표로 하는 저산화 레이저 절단에는 고압의 질소가 필요합니다. 18bar의 고순도 질소는 산소를 차단하고 용융된 슬래그를 효과적으로 청소할 수 있으며, 절단된 면은 산화나 슬래그의 흔적 없이 반짝이는 금속 색상을 드러냅니다.
- 순도 표준: 99.999% 초고순도 질소 가스로 불순물을 제거하여 절단 부위의 오염을 방지합니다.
- 압력 범위: 18bar의 안정적인 압력으로 3~5mm 두께의 경화강을 대량 생산할 수 있습니다.
초고압, 고순도 질소 차폐는 산화 및 슬래그 축적 문제를 제거하여 경화 부품 레이저 절단의 품질을 향상시키는 데 중요한 요소입니다. 가스 공정 최적화 사례 연구를 보고, 가스 압력 적응 기술에 대한 일대일 상담을 받고, 가공물 요구 사항을 제출하여 자세한 처리 견적을 받으세요.
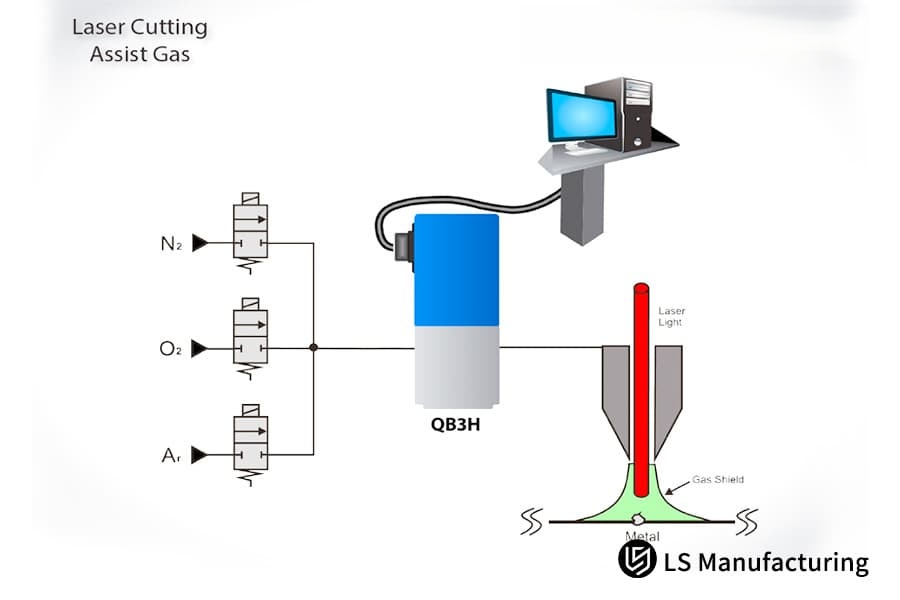
그림 3: 레이저 절단 공정 최적화를 위한 가스 혼합 시스템(N2, O2, Ar)의 도식
공구강에 대한 고정밀 레이저 절단이 기존 EDM 가공보다 우수한 이유는 무엇입니까?
고정밀 레이저를 사용하여 공구대 절단l은 와이어 EDM보다 15~20배 빠릅니다. 맞춤형 전극이 필요하지 않을 뿐만 아니라 소규모 배치 맞춤형 부품을 제조할 때 비용 및 배송 시간에 큰 이점을 제공하고 말 그대로 완전히 새로운 차원의 유연한 제조가 가능해집니다.
기존 EDM 처리의 지속적인 부족
와이어 전극 소비와 낮은 속도는 EDM 처리 효율성 수준이 엄청나게 낮다는 것을 의미합니다. 고속 레이저 절단 주기는 비효율성 문제를 완전히 제거합니다. 고정밀 마무리 EDM 처리는 여러 마무리 단계에서 수행되어야 합니다. 즉, 조각당 처리 시간이 길고 이에 따라 소모품 및 장비 감가상각 비용도 높습니다.
레이저 절단의 종합적인 장점 비교
<테이블 스타일="테두리 축소: 축소; 너비: 100%; 테두리 너비: 1px; 테두리 색상: #000000;" border="1">매우 높은 수준의 정확도로 공구강을 고정밀 레이저 절단하면 기존 EDM 공정에서 전체 공정의 비용과 시간 소모가 획기적으로 향상됩니다. 그럼에도 불구하고 여전히 매우 다양한 맞춤형 시나리오에 적응할 수 있습니다.

그림 4: 집중된 레이저 빔이 공장에서 높은 정밀도로 공구강 공작물을 절단합니다.
LS Manufacturing에서는 의료 등급 레이저 절단 경화 부품을 맞춤 제작하는 방법
LS Manufacturing은 독특한 초고압 공기 흐름 제어 및 다축 레이저 미세 가공 기술을 사용하여 열 균열 없이 의료용 수술 기구용 경화 가이드웨이의 고정밀 맞춤형 대량 생산을 매우 인상적으로 생산하여
클라이언트 과제
의료기기 업계에는 제품 품질의 정밀 경도 및 균열 없는 작동에 대해 매우 엄격한 표준이 있으며, 대부분 경화 부품에 적용됩니다. 의료용 레이저 절단 기술을 사용하면 최고급 의료 기기의 엄격한 가공 요구 사항을 충족하는 훌륭한 솔루션이 될 수 있습니다. 초대형 외국 의료 기기 회사인 고객은 경도가 58-60 HRC인 D2 공구강으로 제작되었습니다. 여러 공급업체의 제품에서 품질 결함이 발견되어 프로젝트가 연기될 수도 있었습니다.
LS제조솔루션
<올>Here is a nice tip for troubleshooting: When laser cutting small holes in hardened steel and experiencing punctures, changing the progressive piercing time to 0.8s can totally eliminate puncture defects.
결과 및 가치
Coordinate measuring machine (CMM) inspection and microhardness testing confirm that all product tolerances at the finished stage are stably held within 0.01mm, HAZ 0.02mm, and the edge hardness is consistently HRC 59, without any microcracks.
This solution enables customers to save 65% on processing costs, which is a reduction of $320 in cost per workpiece. Also, it drastically shortens delivery cycles and assists customers to get rid of production bottlenecks and even achieve cooperation over time.
<인용문>Advanced process tuning and detailed optimization have paved the way for laser-cut hardened workpieces to be used in premium medical precision contexts and their quality has been confirmed by mass production. Check out full project case studies as a way to learn and get free DFM feasibility analysis as well as tailor high precision workpiece processing solutions.

What Variables Drive The Actual Cost From a Precision Tool Steel Laser Cutting Supplier?
Weight of material alone doesn't dictate the price of precision tool steel laser cutting. The main elements that dictate the cost are the complexity of the workpiece, the thickness of the metal, the hardness of the steel, and how tight the dimensional tolerances are. By knowing these factors, customers can fine-tune their designs and keep their budgets in check.
Primary Factors Affecting Cost
How hard a material is to penetrate will not only decide how long the process will take but also the cost of raw materials. Laser cutting that adjusts to thicknesses can cope with various sheet metal processing scenarios. The main factors influencing costs can be broadly classified into two categories:
- The Impact of Sheet Thickness: Every time the thickness of steel is increased by 1mm, laser penetration resistance goes up in a geometric fashion, causing very significant reduction of cutting speed and continuous increase of machine time costs.
- Losses in Drilling Process: It is very tough to drill hardened steel, a single hole takes 0.5s-2s. Not only this increases processing time but also causes rapid wear of the nozzle, resulting in higher material costs.
Cost Differences Based on Tolerance Grades
How accurately a tolerance grade is defined can mainly determine processing difficulty, and because of this, price. Thanks to tolerance-controlled laser cutting, it is possible to have exactly different tolerances matching different accuracy levels, and the technical difference between various tolerance standards is quite significant:
<올>How To Evaluate The Quality Standards Of a Tool Steel Laser Cutting Manufacturer?
Top-notch laser cutting service suppliers should not only be certified with IATF 16949 & ISO 9001:2015 but also have precision testing equipment set for a closed-loop quality check of the workpiece and accurate control of the laser cutting tolerance of the tool steel.
Standards for Hardware Testing Configuration
High grade professional inspection instruments are a pillar of guarantee of the quality a product. It will be only a good one if the entire set of test instruments is capable of making a full inspection of the external features, dimensions, and metallographic structures.
Quality Control System for Full-Process
Only those laser cutting manufacturers who have a well-established quality control system over the full process can give stable batch quality. The key control steps are what comes next:
- First Article Inspection Mechanism: The very first article from a batch is inspected in all aspects to detect any kind of process deviation beforehand to prevent the risk of batch scrapping.
- Process Statistical Control: Statistical process control (SPC) is done with a stable CPK value >1.33, which is to guarantee mass production stability.
- Three Core Inspections: Including cross-sectional stripe analysis, metallographic structure observation, and full-dimensional accuracy inspection, these provide the closed-loop product quality control.
Qualified personnel, accurate measurement tools, and thorough process control are essential elements to manage tool steel laser cutting tolerance and assure batch quality. You could hand over your workpiece requirements to receive customized, high quality processing solutions.
FAQ
Q1: Will laser cutting hardened tool steel cause the edges to get soft?
No, the edges will not get soft. By using advanced ultra-high frequency pulse modulation combined with an 18-bar ultra-high pressure pure nitrogen cooling method, the heat input from the process can be limited to just a few microseconds, which completely prevents the softening effect of annealing and keeps the steel hardness intact as originally.
Q2: What is the maximum tolerance you can obtain for laser cutting hardened tool steel?
By using a highly accurate linear motor drive together with a real-time focus closed-loop feedback system, the plant can reliably control the linear dimensional tolerance on hardened tool steel within 0.01mm even in large scale production, which is quite suitable for the requirements of very precise high end assembly.
Q3: Why is the price of laser cutting hardened tool steel higher than that of ordinary carbon steel?
Hardened tool steel has high hardness and strong heat sensitivity. Processing requires low speed and temperature control to suppress microcracks. At the same time, it consumes a large amount of high-pressure, high-purity nitrogen gas. Combined with complex and precise parameter adjustments, the equipment wear and process costs are far higher than those of ordinary carbon steel cutting.
Q4: Can laser cutting process hardened steel plates thicker than 10mm?
It is possible for high power laser cutting systems to penetrate 10mm hardened steel plates. But, heat accumulation will be a major concern when performing laser cutting on thick plates. An ideal processing window that allows producing 0.02mm high precision and crack free quality can be achieved predominantly with plates under 5mm thick.
Q5: Does the laser-cut surface require secondary deburring or grinding?
During the whole processing the usage of 18bar ultra-high pressure pure nitrogen for rinsing aid offers the cut edges that are smooth, clean and free of burr and slag. The surface quality is so high that a secondary grinding is not necessary. The cut can be directly assembled or polished.
Q6: Which specific grades of hardened tool steel do you support for custom laser cutting?
We can easily process several popular hardened tool steels at our factory, such as D2, A2, and O1 cold work die steels, H13 hot work die steel, and M2 high speed steel, this way fulfilling various high end molds and precision parts customization requirements.
Q7: Does the local residual stress caused by laser cutting affect the entire structure of the workpiece?
Traditional continuous lasers usually induce a lot of residual stress. Though, our exclusive ultra-short pulse technique can lower the tensile stress levels by over 85% while not compromising the structural integrity of the workpiece, this way guaranteeing the parts' long-term service stability.
Q8: What is your minimum order quantity (MOQ)? Do you provide single prototype production service?
Our brand mainly serves B2B high end flexible manufacturing and That means there is no MOQ restriction. Whether it is a single R&D prototype, a small batch prototyping, or a large scale mass production, we are capable to offer you standard professional technical support and processing services without any problem. You can simply upload the drawings and get quick and accurate quotations as well as a customized processing method.
요약
The main difficulty in precision machining of hardened tool steel lies in effectively juggling the three aspects of accuracy, hardness, and processing efficiency. Thermal stress-caused microcracks, hardness reduction, and dimensional deviations are the main barriers to the mass production of top-grade molds.
By completely resolving the industry pain points of traditional machining through a combined process of high frequency short-pulse thermal control, dynamic linear energy adjustment, and ultra-high pressure nitrogen protection, we achieve uninterrupted high quality machining results with 0.01mm accuracy, micron-level HAZ, and HRC 58+ hardness retention.
If you are experiencing issues like long lead times, elevated costs, and non-compliance of product quality in hardened tool steel machining, kindly forward us your 2D/3D CAD drawings. Our seasoned technical team will turn around your request with a professional DFM assessment report and a precise quotation within 2 hours, helping your project to be rapidly initiated and taking advantage of the market opportunities.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Website: https://lsrpf.com/
면책조항
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. 제3자 공급업체나 제조업체가 LS Manufacturing 네트워크를 통해 성능 매개변수, 기하학적 공차, 특정 설계 특성, 재료 품질 및 유형 또는 제작 기술을 제공할 것이라고 추론해서는 안 됩니다. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
LS 제조팀
LS Manufacturing은 업계를 선도하는 기업입니다. 맞춤형 제조 솔루션에 중점을 둡니다. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. 우리는 전 세계 150여 개국의 고객에게 빠르고 효율적인 고품질 제조 솔루션을 제공합니다. 소량 생산이든 대규모 맞춤 제작이든 24시간 이내에 가장 빠른 배송으로 고객의 요구를 충족시켜 드립니다. LS제조를 선택하세요. This means selection efficiency, quality and professionalism.
To learn more, visit our website:www.lsrpf.com
