خدمة قطع الفولاذ بالليزر للأدوات هي نوع من أنواع التصنيع المرن الذي لا يتوافق فقط مع الفولاذ المقوى للأدوات HRC 58-62، ولكن يمكن استخدامه أيضًا لمعالجة المشاكل على مستوى الصناعة مثل عدم الكفاءة وارتفاع تكلفة قطع الأسلاك التقليدية والضرر الحراري الناتج عن القطع العام بالليزر.
إلى جانب التحكم في المنطقة المتأثرة بالحرارة إلى 0.03 مم، يمكنها دائمًا تلبية تفاوت الإنتاج الضخم بمقدار 0.01 مم والحفاظ على 100% من صلابة الفولاذ الأصلية HRC 58+، وبسبب هذا فهي تقنية معالجة رئيسية لتصنيع القوالب عالية المستوى. إن الطرق التقليدية لمعالجة فولاذ الأدوات المتصلب غير المنتظم باستخدام سلك EDM تحد كثيرًا من كفاءة الإنتاج في سلسلة التوريد.
نظرة عامة سريعة على الاستنتاجات الأساسية في عملية قطع الفولاذ بالليزر للأدوات الدقيقة
يلخص هذا الفصل الابتكارات التكنولوجية الرئيسية وفوائد الأداء لقطع الفولاذ باستخدام الأدوات بالليزر. تم الحصول على جميع الأرقام من قياسات مستوى الإنتاج ويمكن استخدامها دون أدنى شك كأساس لاختيار معالجة B2B.
<نمط الجدول = "انهيار الحدود: الانهيار؛ العرض: 100%؛ عرض الحدود: 1 بكسل؛ لون الحدود: #000000؛" border="1">الوجبات الرئيسية
- عالية التردد، تتحكم ليزرات الألياف قصيرة النبض في المنطقة المتأثرة بالحرارة (HAZ) بحيث لا تزيد عن 0.03 مم، مما يتجنب تليين المنطقة الحافة.
- حماية النيتروجين النقي ذات الضغط العالي 18 بار قادرة على التخلص تمامًا من أكسدة سطح القطع، وبالتالي يتم ضمان صلابة المصفوفة المعدنية المستقرة.
- باستخدام تقنية تصنيع معينة، نجحت شركة LS Manufacturing في الحفاظ على نطاق تقلبات الإنتاج الضخم لفولاذ الأدوات المتصلب إلى 0.01 مم.
لماذا تثق بخبرة شركة LS Manufacturing في مجال القطع بالليزر ومكونات الفولاذ المقواة عالية الدقة للأدوات؟
تأتي الميزة التنافسية الأساسية لمعالجة المكونات المقواة المتطورة من وجود بيانات قياس يمكن تتبعها ونظام جودة متوافق، وليس من مزايا قطعة واحدة من المعدات.
بالرجوع إلى الصناعة وبعد ثلاثة أشهر من اختبار المعايرة الذي أجراه الفريق لمعلمات القطع بالليزر لفولاذ الأدوات المتصلب، نجحنا في صياغة نظام عملية القطع على البارد الذي يلبي معايير الجودة ISO 13957:1997 ويتوافق مع معايير الجودة العالية الفولاذ النهائي مثل D2 وH13.
إن التفاوت المسموح به في تصنيع الفولاذ المتصلب للأدوات يكون ضيقًا للغاية، وحتى أدنى ضرر حراري قد يتسبب في تخريد قطعة العمل. هذا ما واجهه فريقنا باعتباره التحدي الرئيسي أثناء التنفيذ الفعلي. لحل هذه المشكلة، واصلنا ضبط معلمات النبض والغاز وانتهى الأمر بتنفيذ أكثر من 200 مجموعة اختبار عملية.
ومع حصولنا على شهادتي ISO 9001:2015 مرتين، فإن ورشة العمل الخاصة بنا ليست مجهزة تجهيزًا جيدًا بمجموعة اختبار تتكون من آلة قياس إحداثيات وجهاز اختبار الصلابة الدقيقة فحسب، بل يمكن استخدامها أيضًا لإدارة الحلقة المغلقة للمعالجة والاختبار والتحليل. تصحيح. باستخدام تقنية النبض القصير الخاصة بنا، لقد تمكنا من حل مشكلات التليين الحراري والشقوق الدقيقة بشكل كامل الناتجة عن الطرق التقليدية، وهذا ما أتاح لنا مساعدة حوالي مائة شركة تصنيع في التغلب على اختناقات المعالجة لديها.
<اقتباس>بفضل نظام الجودة الرائع ومئات المجموعات من بيانات العمليات المُقاسة، فإن علامتنا التجارية قادرة على إنتاج مكونات صلبة عالية الجودة مقطوعة بالليزر دون أي عيوب في المعالجة. عندما تواجه مشكلات في المعالجة، يمكنك الحصول على استشارة فنية فردية، عندما تكون لديك احتياجات مخصصة، يمكنك إرسال رسوماتك للحصول على حل معالجة مخصص.

لماذا تتسبب أدوات قطع الفولاذ بالليزر المخصصة في حدوث تشققات صغيرة في المكونات المتصلبة؟
يؤدي التدوير الحراري الشديد إلى تعريض خصائص فولاذ الأدوات المتصلبة عالية الكربون والسبائك العالية للخطر بشكل خطير. أثناء تشغيل الليزر، تسبب الحرارة العالية المتولدة إجهاد شد فوريًا مفرطًا والذي يؤدي بدوره إلى حدوث شقوق صغيرة في القطع. علاوة على ذلك، فإن التعرض الحراري بعد المعالجة بالليزر، أي التبريد، يمكن أن يؤدي إلى تحول مارتنسيتي جديد والفراءيؤدي إلى زيادة صلابة المادة مع التأثير السلبي على صلابتها. تعد هذه إحدى المشكلات الرئيسية في قطع الفولاذ باستخدام الأدوات المخصصة.
آلية توليد إجهاد الإدخال الحراري بالليزر
يتم إحداث التشققات الدقيقة بشكل أساسي عن طريق انبعاث ليزر عالي الطاقة، ومع ذلك القطع بالليزر الذي يتم التحكم فيه حراريًا بطاقة أقل يمكن أن يمنع التلف الحراري بشكل كامل تقريبًا. تتم عملية ذوبان وتبخير فولاذ الأدوات المسقى D2 وA2 باستخدام نبضات ليزر بقدرة ذروة تبلغ 4 كيلو وات - 6 كيلو وات في غضون أجزاء من الثانية. نظرًا للتوصيل الحراري المنخفض للغاية، تتعرض المادة لتدرج شديد الانحدار في درجة الحرارة مما يؤدي إلى تمدد حراري يتبعه انكماش سريع.
المخاطر وتأثيرات انتشار الشقوق الصغيرة
سيكون إجهاد الشد المتبقي، إذا لم يكن لدى المرء التحكم الدقيق في نموذج الإدخال الحراري، قادرًا على التغلب على قوى الترابط عند حدود الحبوب وتكسير المادة، وتشكيل شقوق صغيرة بعمق يتراوح من 0.05 مم إلى 0.15 مم. يمكن أن يؤدي القطع بالليزر على مستوى الميكرون إلى تقييد المنطقة المتأثرة بالحرارة بدقة، وذلك بسبب تثبيط مصادر بدء التشققات. يمكن أن تعمل الشقوق الصغيرة كمصادر للتعب في قطعة العمل، وقد تكون حالات فشل السد والكسر نتيجة لقطعة العمل تحت ظروف الضغط العالي.
- تأثيرات فورية: انخفاض شديد في نعومة القطع بسبب خشونة السطح العالية، ولا تقترب حتى من متطلبات التجميع الدقيقة.
- التأثيرات المتأخرة: ضعف السلامة الهيكلية لقطعة العمل، انخفاض في عمر قطعة العمل بنسبة تزيد عن 50%، وتكلفة إضافية لاستبدال العميل. يعد اختلال الإجهاد الحراري هو السبب الأكبر لحدوث الشقوق الصغيرة في أدوات قطع الفولاذ بالليزر المخصصة.

الشكل 1: مجموعات من الأجزاء المصنوعة من الفولاذ المقاوم للصدأ مقطوعة بالليزر مع فتحات دقيقة وأشكال هندسية متنوعة.
كيفية التحكم في تفاوت قطع الفولاذ بالليزر للأداة في حدود ±0.01 مم دون تشويه الحافة؟
من أجل الحفاظ على ثبات التسامح مع قطع الفولاذ بالليزر بثبات بمقدار 0.01 مم، من الضروري أن يكون لديك نظام تعويض تركيز ديناميكي وأداة آلية تعمل بمحرك خطي. أيضًا، يجب استخدام خوارزمية الاستيفاء المجزأ البطيء بحيث يتم قمع تراكم حرارة الصيف ومنع التشويه الحراري لقطعة العمل وانحرافات الأبعاد.
دعم أجهزة الأدوات الآلية عالية الدقة
يعمل تحديد موضع المحرك الخطي الدقيق كأساس للتصنيع فائق الدقة. يتطلب القطع بالليزر الخالي من الشقوق استخدام أجهزة عالية الدقة بحيث يمكن تحقيق تأثيرات المعالجة غير المدمرة. تعتمد المعدات على هيكل محرك خطي مزدوج الجوانب وتتمتع بدقة تحديد موضع تبلغ 0.003 مم، وهو أفضل بكثير من معايير الصناعة. ولهذا السبب يوفر دعمًا قويًا للتصنيع الدقيق للفولاذ المقسى.
تقنية الطاقة الديناميكية والتحكم في المسار
تقليديًا، تم اكتشاف أن أشعة الليزر المستمرة تركز طاقتها في الزوايا الحادة والثقوب الصغيرة، مما يؤدي إلى انصهار المادة وانهيارها وتشوهها. معلمة تحويل القطع بالليزر، استنادًا إلى تكنولوجيا تجزئة المسار على مستوى الميكرون، قادرة على تلبية متطلبات المعالجة لمختلف الهياكل غير المنتظمة.
- ضبط تكيف الطاقة: يتم تقليل الطاقة خطيًا من 3 كيلو واط إلى 1.2 كيلو واط عند قطع أقواس صغيرة R0.5 مم للحفاظ على دخل الطاقة لكل وحدة طول ثابتة.
- التحكم المستقر في التركيز البؤري: باستخدام مستشعر سعوي، يتم تثبيت المسافة بين الفوهة وقطعة العمل عند 0.3 مم 0.02 مم، مما يؤدي إلى عدم وجود خطأ في انحراف التركيز.
والأجهزة المتطورة والتحكم الدقيق في المعلمات، تعد هاتان النقطتان الرئيسيتان للحفاظ على تحمل القطع بالليزر بمقدار 0.01 مم لفولاذ الأدوات من خلال التدريب على القطع بالليزر. يمكنك عرض دراسات حالة معالجة عالية الدقة، والحصول على استشارة فردية بشأن تقنيات تحسين الدقة، وإرسال الرسومات للحصول على عرض أسعار للمعالجة الدقيقة إذا كانت هناك حاجة لمعالجة قطع العمل.
هل يمكن لخدمة القطع بالليزر عالي الصلابة أن تمنع تليين المناطق المتضررة بالحرارة؟
تعتمد خدمة القطع بالليزر عالية الصلابة على تعديل النبض القصير جدًا بمقدار 15 ثانية وطرق القطع البارد عالية التردد. يساعد ذلك على تقليل المنطقة المتأثرة بالحرارة للجزء، والحفاظ على الصلابة الأصلية لمصفوفة الفولاذ، وتجنب أي تليين بسبب التقسية الثانوية.
تخفيف عيوب عمليات الليزر التقليدية
- المنطقة الكبيرة جدًا المتأثرة بالحرارة: تتسبب التقليدية في طريقة القطع بالليزر المستمر في تكوين منطقة متأثرة بالحرارة مقاس 0.2 مم. ونتيجة لذلك، تتعرض مساحة كبيرة من السطح الفولاذي لأضرار ناجمة عن الحرارة. القطع بالليزر ذو الجودة العالية قادر على معالجة هذا العيب بشكل كامل.
- الانخفاض الحاد في صلابة المصفوفة: بسبب حدوث التلدين بالحرارة، تم تقليل مستوى صلابة أداة الفولاذ المقسى التي كانت HRC 60 في البداية في بعض المناطق إلى أقل من HRC 45.
- فقدان الوظيفةnality: في الواقع، يؤدي تقليل الصلابة إلى تدمير الخصائص البيولوجية مثل مقاومة التآكل والثبات الهيكلي التي تأتي من الفولاذ في الأصل. ولهذا السبب تصبح قطعة العمل غير مناسبة لظروف العمل الدقيقة للقوالب المتطورة.
التقنية الأساسية المضادة للتليين العاملة شبه الباردة
إحدى الطرق لتحقيق تأثيرات القطع بالليزر في درجات الحرارة المنخفضة هي من خلال تحسين تعديل عرض النبض. تتضمن التقنية ضغط مدة النبضة إلى 12-20 ثانية، بمساعدة دورة عمل تتراوح من 25% إلى 35%، مما يوفر وقت تبريد كافيًا "للمعالجة شبه الباردة". يتم استخدام طاقة الليزر لإنهاء مرحلة القطع قبل انتشار الحرارة. بناءً على الاختبارات المجهرية، يكون انخفاض الصلابة أقل من HRC 1.5 عند القطع بمقدار 0.02 مم.

الشكل 2: يقوم رأس القطع بالليزر بإنشاء شعاع وشرارة أثناء العمل بدقة على جزء معدني.
ما هي معلمات خدمة القطع بليزر الألياف التي تناسب الفولاذ D2 وH13 بشكل أفضل؟
إن أفضل ظروف المعالجة لفولاذ الأدوات عالي السبائك هي: الطاقة 2.5 كيلو واط - 3.5 كيلو واط، والتردد 3500 هرتز - 4200 هرتز، ودورة التشغيل 30٪، والسرعة 1.2 م / دقيقة - 1.8 م / دقيقة. يعد هذا بمثابة حل وسط جيد بين جودة القطع والحرارة، مثالي لسيناريوهات الإنتاج الضخم لقطع الفولاذ بالليزر للأدوات المخصصة.
منطق معايرة معلمات الفولاذ المتمايزة
تتميز تركيبات السبائك المختلفة بخصائص انصهار مميزة، لذا فإن معلمات المعالجة التي تعمل بشكل جيد مع نوع واحد من فولاذ الأدوات قد لا تكون مناسبة للآخرين. من خلال سرعة القطع بالليزر المحسنة، من الممكن التكيف مع خصائص المعالجة لمختلف أنواع الفولاذ. وبما أن الفولاذ D2 وH13 يختلفان بشكل كبير في نقطة الانصهار وانعكاس الليزر، فإن كل منهما يحتاج إلى مجموعة من المعلمات.
المعلمات والنتائج المثالية للإنتاج الضخم
استنادًا إلى خبرتنا العملية في مشاريع الإنتاج الضخم للصلب ذو القوالب الدقيقة، تحقق المعلمات الثابتة نتائج معالجة مستقرة، والقطع بالليزر الخالي من العيوب يضمن جودة متسقة عبر دفعات من قطع العمل.
<نمط الجدول = "انهيار الحدود: الانهيار؛ العرض: 100%؛ عرض الحدود: 1 بكسل؛ لون الحدود: #000000؛" border="1">كيف تعمل المصانع المتخصصة على تحسين ضغط الغاز المساعد لقطع المكونات الصلبة بالليزر؟
تعتمد الشركات المصنعة من الدرجة الأولى على 99.999% من النيتروجين عالي النقاء (16-20 بار) لإزالة الخبث المنصهر بسرعة باستخدام تأثير التنظيف الميكانيكي عالي الضغط، وبالتالي إيقاف تفاعلات الأكسدة الطاردة للحرارة بشكل فعال والتأكد من جودة الحافة في تتم صيانة القطع بالليزر للمكونات الصلبة.
الأساس المنطقي الرئيسي وراء اختيار الغاز المساعد
يعد التحكم المناسب في درجة حرارة تفاعل الغاز أمرًا بالغ الأهمية، ويتوقف القطع بالليزر ذو الجودة الثابتة على اختيار الغاز المساعد المناسب. لا يؤدي القطع بالأكسجين إلى ارتفاع درجة حرارة أكثر من 2000 درجة مئوية فحسب، بل يؤدي أيضًا إلى إزالة الكربنة وتقشر حافة القطع، مما يضعف بالتأكيد الخصائص الأساسية للفولاذ المتصلب.
تفاصيل تحسين الإنتاج الضخم للنيتروجين عالي الضغط
يمكن أن يؤدي التنظيف بالنيتروجين بمستويات ضغط عالية إلى تسهيل عملية القطع غير المدمرة. يعد النيتروجين عند الضغط العالي مطلوبًا للقطع بالليزر منخفض الأكسدة الذي يهدف إلى عزل الهواء ومنع تكون عيوب الأكسدة. 18 بار من النيتروجين عالي النقاء يمكن أن يقطع الأكسجين، ويكون قادرًا على تنظيف الخبث المنصهر بشكل فعال، وسيكشف الجانب المقطوع عن اللون المعدني اللامع دون أي علامات أكسدة أو خبث.
- معيار النقاء: 99.999% غاز نيتروجين عالي النقاء، وإزالة الشوائب وبالتالي منع تلوث القطع.
- نطاق الضغط: ضغط ثابت يبلغ 18 بار، قادر على إنتاج كميات كبيرة من الفولاذ المقسى بسمك 3-5 مم.
يعد درع النيتروجين ذو الضغط العالي جدًا والنقاء العالي أمرًا مهمًا في تحسين جودة القطع بالليزر للمكونات الصلبة مع التخلص من مشاكل الأكسدة وتراكم الخبث. اعرض دراسات حالة لتحسين عملية الغاز، احصل على استشارة فردية حول تقنيات التكيف مع ضغط الغاز، وأرسل متطلبات قطع العمل الخاصة بك للحصول على عرض أسعار تفصيلي للمعالجة.
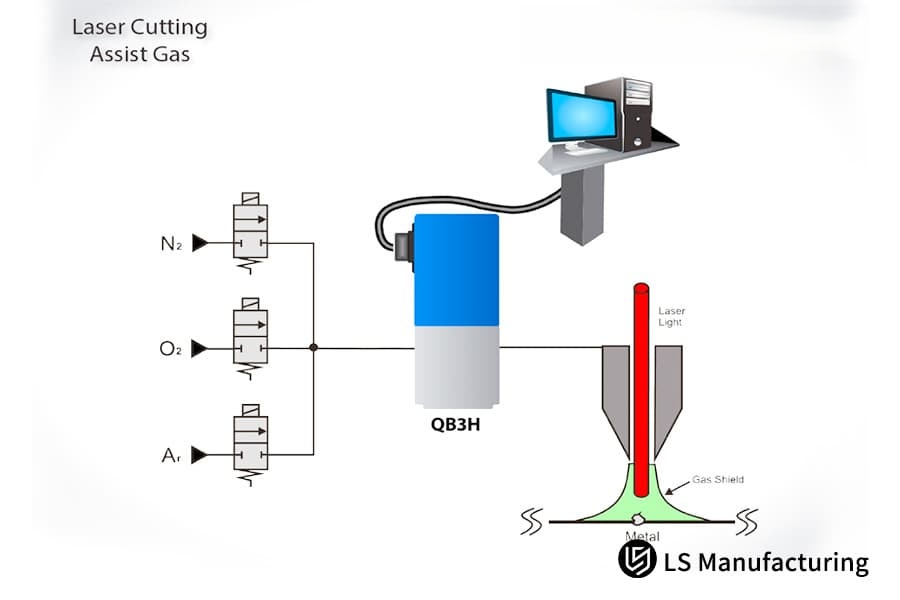
الشكل 3: رسم تخطيطي لنظام خلط الغاز (N2، O2، Ar) لتحسين عملية القطع بالليزر.
لماذا يعتبر القطع بالليزر عالي الدقة لفولاذ الأدوات متفوقًا على آلات EDM التقليدية؟
استخدام الليزر عالي الدقة لقطع أداة القطعيعتبر أسرع من 15 إلى 20 مرة من الأسلاك EDM. إلى جانب عدم الحاجة إلى أقطاب كهربائية مخصصة، يجلب مزايا هائلة من حيث التكلفة ووقت التسليم في تصنيع أجزاء صغيرة ذات شكل مخصص ويجعل التصنيع المرن قادرًا على مستوى جديد تمامًا.
النقص المستمر في معالجة EDM التقليدية
يؤدي استهلاك قطب الأسلاك الكهربائية مع انخفاض السرعة إلى مستوى منخفض بشكل لا يصدق من كفاءة معالجة EDM. تؤدي دورة للقطع بالليزر عالي السرعة إلى القضاء على مشكلة عدم الكفاءة تمامًا. يجب إجراء معالجة EDM للتشطيب عالي الدقة في عدة مراحل تشطيب، مما يعني وقت معالجة طويل لكل قطعة وما يترتب على ذلك من ارتفاع تكلفة استهلاك المواد الاستهلاكية والمعدات.
مقارنة المزايا الشاملة للقطع بالليزر
<نمط الجدول = "انهيار الحدود: الانهيار؛ العرض: 100%؛ عرض الحدود: 1 بكسل؛ لون الحدود: #000000؛" border="1">يؤدي القطع بالليزر عالي الدقة لفولاذ الأدوات على مستوى عالٍ جدًا من الدقة إلى طفرة في استهلاك كل من التكلفة والوقت للعملية بأكملها باستخدام عمليات EDM التقليدية. وحتى مع ذلك، لا تزال قابلة للتكيف مع سيناريوهات مخصصة مختلفة على نطاق واسع.

الشكل 4: شعاع ليزر مركز يقطع قطعة عمل فولاذية بدقة عالية في المصنع.
كيف تقوم LS بتصنيع المكونات الطبية المقطعة بالليزر والمصنعة حسب الطلب؟
لقد أنتجت شركة LS Manufacturing بشكل مثير للإعجاب إنتاجًا ضخمًا عالي الدقة ومخصصًا للأدوات التوجيهية المقواة للأدوات الجراحية الطبية بدون تكسير حراري مع التحكم الفريد في تدفق الهواء عالي الضغط وتقنية المعالجة الدقيقة بالليزر متعددة المحاور، مما يلبي تمامًا متطلبات المعالجة المتطورة لـ المكونات المقوية المقطوعة بالليزر.
تحديات العميل
توجد معايير صارمة جدًا في صناعة الأجهزة الطبية من حيث جودة المنتج والصلابة الدقيقة والتشغيل الخالي من الشقوق، في الغالب للمكونات المتصلبة. يمكن أن يكون استخدام تقنية القطع بالليزر الطبية حلاً رائعًا لمتطلبات المعالجة الصارمة لأحدث الأجهزة الطبية. يقصد العميل، وهو شركة أجنبية كبيرة جدًا للأجهزة الطبية، تصنيع إرشادات جراحية مصنوعة من فولاذ الأدوات D2 بصلابة 58-60 HRC. تم اكتشاف عيوب في الجودة في منتجات العديد من الموردين، مما قد يؤدي إلى تأجيل المشروع.
حل التصنيع LS
- قرر فريقنا الفني عدم إصلاح عملية الليزر المستمرة القديمة وبدلاً من ذلك اعتماد ليزر نبضي جديد بطول موجة 1064 نانومتر. إنها عبارة عن قطع بالليزر تم ضبطها بدقة وهي دقيقة جدًا في التحكم في مدخلات الحرارة.
- من خلال الحفاظ على تردد النبض عند 4000 هرتز وعرض النبضة ضيقًا عند 15 ثانية، إنهم قادرون على تقليل مدخلات الحرارة.
- This is done with a 19 bar ultra-high purity nitrogen coaxial nozzle and laser cuts are dynamically tracking the focal point with an exact 0.15 mm nozzle spacing which helps in the rapid dissipation of cutting heat and prevention of molten metal backflow and buildup of thermal stress.
Here is a nice tip for troubleshooting: When laser cutting small holes in hardened steel and experiencing punctures, changing the progressive piercing time to 0.8s can totally eliminate puncture defects.
النتائج والقيمة
Coordinate measuring machine (CMM) inspection and microhardness testing confirm that all product tolerances at the finished stage are stably held within 0.01mm, HAZ 0.02mm, and the edge hardness is consistently HRC 59, without any microcracks.
This solution enables customers to save 65% on processing costs, which is a reduction of $320 in cost per workpiece. Also, it drastically shortens delivery cycles and assists customers to get rid of production bottlenecks and even achieve cooperation over time.
<اقتباس>Advanced process tuning and detailed optimization have paved the way for laser-cut hardened workpieces to be used in premium medical precision contexts and their quality has been confirmed by mass production. Check out full project case studies as a way to learn and get free DFM feasibility analysis as well as tailor high precision workpiece processing solutions.

What Variables Drive The Actual Cost From a Precision Tool Steel Laser Cutting Supplier?
Weight of material alone doesn't dictate the price of precision tool steel laser cutting. The main elements that dictate the cost are the complexity of the workpiece, the thickness of the metal, the hardness of the steel, and how tight the dimensional tolerances are. By knowing these factors, customers can fine-tune their designs and keep their budgets in check.
Primary Factors Affecting Cost
How hard a material is to penetrate will not only decide how long the process will take but also the cost of raw materials. Laser cutting that adjusts to thicknesses can cope with various sheet metal processing scenarios. The main factors influencing costs can be broadly classified into two categories:
- The Impact of Sheet Thickness: Every time the thickness of steel is increased by 1mm, laser penetration resistance goes up in a geometric fashion, causing very significant reduction of cutting speed and continuous increase of machine time costs.
- Losses in Drilling Process: It is very tough to drill hardened steel, a single hole takes 0.5s-2s. Not only this increases processing time but also causes rapid wear of the nozzle, resulting in higher material costs.
Cost Differences Based on Tolerance Grades
How accurately a tolerance grade is defined can mainly determine processing difficulty, and because of this, price. Thanks to tolerance-controlled laser cutting, it is possible to have exactly different tolerances matching different accuracy levels, and the technical difference between various tolerance standards is quite significant:
- Standard Tolerances (0.05mm): Highest processing speed, no full-process inspection required, lowest process difficulty, and lower overall processing cost.
- Ultra-precision Tolerances (0.01mm): Necessary to lower machinery speed and carry out 100% online full inspection, high technology level, high processing time, and greatly increased overall cost.
- Calculation Basis: The proprietary formula for cost calculation is below: Single-piece machine time cost = Cutting time × Equipment rate + Nitrogen consumption × Gas unit price. This formula makes pricing transparent and accurate.
How To Evaluate The Quality Standards Of a Tool Steel Laser Cutting Manufacturer?
Top-notch laser cutting service suppliers should not only be certified with IATF 16949 & ISO 9001:2015 but also have precision testing equipment set for a closed-loop quality check of the workpiece and accurate control of the laser cutting tolerance of the tool steel.
Standards for Hardware Testing Configuration
High grade professional inspection instruments are a pillar of guarantee of the quality a product. It will be only a good one if the entire set of test instruments is capable of making a full inspection of the external features, dimensions, and metallographic structures.
Quality Control System for Full-Process
Only those laser cutting manufacturers who have a well-established quality control system over the full process can give stable batch quality. The key control steps are what comes next:
- First Article Inspection Mechanism: The very first article from a batch is inspected in all aspects to detect any kind of process deviation beforehand to prevent the risk of batch scrapping.
- Process Statistical Control: Statistical process control (SPC) is done with a stable CPK value >1.33, which is to guarantee mass production stability.
- Three Core Inspections: Including cross-sectional stripe analysis, metallographic structure observation, and full-dimensional accuracy inspection, these provide the closed-loop product quality control.
Qualified personnel, accurate measurement tools, and thorough process control are essential elements to manage tool steel laser cutting tolerance and assure batch quality. You could hand over your workpiece requirements to receive customized, high quality processing solutions.
الأسئلة الشائعة
Q1: Will laser cutting hardened tool steel cause the edges to get soft?
No, the edges will not get soft. By using advanced ultra-high frequency pulse modulation combined with an 18-bar ultra-high pressure pure nitrogen cooling method, the heat input from the process can be limited to just a few microseconds, which completely prevents the softening effect of annealing and keeps the steel hardness intact as originally.
Q2: What is the maximum tolerance you can obtain for laser cutting hardened tool steel?
By using a highly accurate linear motor drive together with a real-time focus closed-loop feedback system, the plant can reliably control the linear dimensional tolerance on hardened tool steel within 0.01mm even in large scale production, which is quite suitable for the requirements of very precise high end assembly.
Q3: Why is the price of laser cutting hardened tool steel higher than that of ordinary carbon steel?
Hardened tool steel has high hardness and strong heat sensitivity. Processing requires low speed and temperature control to suppress microcracks. At the same time, it consumes a large amount of high-pressure, high-purity nitrogen gas. Combined with complex and precise parameter adjustments, the equipment wear and process costs are far higher than those of ordinary carbon steel cutting.
Q4: Can laser cutting process hardened steel plates thicker than 10mm?
It is possible for high power laser cutting systems to penetrate 10mm hardened steel plates. But, heat accumulation will be a major concern when performing laser cutting on thick plates. An ideal processing window that allows producing 0.02mm high precision and crack free quality can be achieved predominantly with plates under 5mm thick.
Q5: Does the laser-cut surface require secondary deburring or grinding?
During the whole processing the usage of 18bar ultra-high pressure pure nitrogen for rinsing aid offers the cut edges that are smooth, clean and free of burr and slag. The surface quality is so high that a secondary grinding is not necessary. The cut can be directly assembled or polished.
Q6: Which specific grades of hardened tool steel do you support for custom laser cutting?
We can easily process several popular hardened tool steels at our factory, such as D2, A2, and O1 cold work die steels, H13 hot work die steel, and M2 high speed steel, this way fulfilling various high end molds and precision parts customization requirements.
Q7: Does the local residual stress caused by laser cutting affect the entire structure of the workpiece?
Traditional continuous lasers usually induce a lot of residual stress. Though, our exclusive ultra-short pulse technique can lower the tensile stress levels by over 85% while not compromising the structural integrity of the workpiece, this way guaranteeing the parts' long-term service stability.
Q8: What is your minimum order quantity (MOQ)? Do you provide single prototype production service?
Our brand mainly serves B2B high end flexible manufacturing and That means there is no MOQ restriction. Whether it is a single R&D prototype, a small batch prototyping, or a large scale mass production, we are capable to offer you standard professional technical support and processing services without any problem. You can simply upload the drawings and get quick and accurate quotations as well as a customized processing method.
الملخص
The main difficulty in precision machining of hardened tool steel lies in effectively juggling the three aspects of accuracy, hardness, and processing efficiency. Thermal stress-caused microcracks, hardness reduction, and dimensional deviations are the main barriers to the mass production of top-grade molds.
By completely resolving the industry pain points of traditional machining through a combined process of high frequency short-pulse thermal control, dynamic linear energy adjustment, and ultra-high pressure nitrogen protection, we achieve uninterrupted high quality machining results with 0.01mm accuracy, micron-level HAZ, and HRC 58+ hardness retention.
If you are experiencing issues like long lead times, elevated costs, and non-compliance of product quality in hardened tool steel machining, kindly forward us your 2D/3D CAD drawings. Our seasoned technical team will turn around your request with a professional DFM assessment report and a precise quotation within 2 hours, helping your project to be rapidly initiated and taking advantage of the market opportunities.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Website: https://lsrpf.com/
إخلاء المسؤولية
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. لا ينبغي استنتاج أن المورد أو الشركة المصنعة التابعة لجهة خارجية ستوفر معلمات الأداء والتفاوتات الهندسية وخصائص التصميم المحددة وجودة المواد ونوعها أو التصنيع من خلال شبكة تصنيع LS. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
فريق تصنيع LS
LS Manufacturing هي شركة رائدة في الصناعة. التركيز على حلول التصنيع المخصصة. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. نحن نقدم حلول تصنيع سريعة وفعالة وعالية الجودة للعملاء في أكثر من 150 دولة حول العالم. سواء كان الإنتاج صغير الحجم أو التخصيص واسع النطاق، يمكننا تلبية احتياجاتك من خلال أسرع تسليم خلال 24 ساعة. اختر تصنيع LS. This means selection efficiency, quality and professionalism.
To learn more, visit our website:www.lsrpf.com
