découpe laser d'acier à outils est un type de fabrication flexible qui est non seulement compatible avec l'acier à outils trempé HRC 58-62, mais peut également être utilisé pour résoudre les problèmes d'inefficacité et de coût élevé de la découpe au fil traditionnelle et des dommages thermiques liés à la découpe laser générale à l'échelle de l'industrie.
En plus de contrôler la zone affectée par la chaleur à 0,03 mm, il peut constamment respecter une tolérance de production en série de 0,01 mm et préserver 100 % de la dureté HRC 58+ d'origine de l'acier. De ce fait, il s'agit d'une technologie de traitement clé pour la fabrication de moules de haut niveau. Les méthodes traditionnelles de traitement de l'acier à outils trempé de forme irrégulière à l'aide de l'électroérosion à fil limitent considérablement l'efficacité de la production de la chaîne d'approvisionnement.
Aperçu rapide des principales conclusions relatives à la découpe laser de précision de l'acier à outils
Ce chapitre résume les principales innovations technologiques et les avantages en termes de performances de la découpe laser des aciers à outils. Tous les chiffres ont été obtenus à partir de mesures au niveau de la production et peuvent sans aucun doute être utilisés comme base pour la sélection du traitement B2B.
| Modules de processus de base | Paramètres techniques clés | Performances de traitement | Avantages client |
| Technologie de modulation d'impulsions courtes | Largeur d'impulsion ≤15μs, cycle de travail 25 %-35% | HAZ ≤0,03 mm, élimine les fissures thermiques microscopiques | Préserve la résistance à l'usure d'origine de l'acier. |
| Système de protection contre l'azote haute pression | Ultra haute pression de 18 bars, 99,999 % d'azote de haute pureté. | Pas d'oxydation ni de scories à la coupe. | Pas besoin de meulage secondaire, raccourcit le processus. |
| Contrôle de machine-outil de très haute précision | Précision de positionnement ±0,003 mm, compensation de mise au point dynamique. | Tolérance de production de masse stable ±0,01 mm. | Répond aux exigences d'assemblage de précision. |
| Calibrage des paramètres de matériaux différenciés | Fréquence d'impulsion de 3 500 à 4 200 Hz, mise en forme du faisceau à dessus plat. | rugosité de surface Ra ≤1,6μm | Améliore la précision de l'ajustement de la pièce. |
| Processus de formage à grande vitesse | Formage en une seule coupe, pas besoin de plusieurs processus de finition. | Efficacité du traitement augmentée de 15 à 20 fois. | Coûts de traitement réduits de plus de 70 %. |
Points clés à retenir
- Haute fréquence, les lasers à fibre à impulsions courtes contrôlent la zone affectée thermiquement (ZAT) pour qu'elle ne dépasse pas 0,03 mm, ce qui évite le ramollissement de la bord.
- Une protection à l'azote pur haute pression de 18 bars est capable d'éliminer complètement l'oxydation superficielle de la coupe, de sorte que la dureté de la matrice métallique stable est garantie.
- Grâce à une technique de fabrication particulière, LS Manufacturing a réussi à maintenir la plage de fluctuation de la production de masse pour l'acier à outils trempé à 0,01 mm.
Pourquoi faire confiance à l'expertise de LS Manufacturing en matière de découpe laser et de composants en acier à outils trempés de haute précision ?
L'avantage concurrentiel fondamental pour le traitement de composants trempés haut de gamme vient de la disponibilité de données de mesure traçables et d'un système qualité conforme, plutôt que des avantages d'un seul équipement.
En nous référant à l'industrie et après trois mois de tests d'étalonnage par l'équipe des paramètres de découpe laser pour les aciers à outils trempés, nous avons formulé avec succès un système de processus de découpe à froid qui répond aux normes de qualité ISO 13957:1997 et est compatible avec les aciers haut de gamme comme D2 et H13.
La tolérance d'usinage de l'acier à outils trempé est très serrée, et même le moindre dommage thermique peut entraîner la mise au rebut d'une pièce. C'est à cela que notre équipe a été confrontée comme principal défi lors de la mise en œuvre proprement dite. Pour résoudre ce problème, nous avons continué à ajuster les paramètres d'impulsion et de gaz et avons fini par réaliser plus de 200 séries de tests de processus.
Et les certifications ISO 9001:2015 que nous avons deux fois, notre atelier est non seulement bien équipé d'une suite de tests composée d' une machine à mesurer tridimensionnelle et d'un testeur de microdureté, mais peut également être utilisé pour la gestion en boucle fermée du traitement, des tests et de la correction. Grâce à notre propre technologie à impulsions courtes, nous avons entièrement résolu les problèmes de ramollissement thermique et de microfissures liés aux méthodes conventionnelles, et c'est ce qui nous a permis d'accompagner une centaine d'entreprises manufacturières à surmonter leurs goulots d'étranglement de transformation.
Avec un excellent système de qualité et des centaines d'ensembles de données de processus mesurées, notre marque est capable de produire une découpe laser de composants trempés de haute qualité sans aucun défaut de traitement. Lorsque vous rencontrez des problèmes de traitement, vous pouvez avoir une consultation technique individuelle lorsque vous avez des besoins personnalisés, vous pouvez soumettre vos dessins pour obtenir une solution de traitement personnalisée.

Pourquoi la découpe laser personnalisée de l'acier à outils provoque-t-elle des microfissures dans les composants durcis ?
Les cycles thermiques extrêmes compromettent sérieusement les propriétés de l'acier à outils trempé à haute teneur en carbone et fortement allié. Pendant le fonctionnement du laser, la chaleur élevée générée provoque une contrainte de traction instantanée excessive qui à son tour provoque des microfissures dans la coupe. En outre, l'exposition thermique après le traitement laser, c'est-à-dire le refroidissement, peut donner lieu à une nouvelle transformation martensitique et durcir davantage le matériau avec un effet négatif sur sa ténacité. C'est l'un des principaux problèmes de la découpe laser d'acier à outils personnalisé.
Mécanisme de génération de contraintes d'entrée thermique laser
Les microfissures sont principalement induites par une émission laser à puissance de crête élevée, cependant la la découpe laser à commande thermique avec une puissance inférieure peut empêcher presque complètement les dommages thermiques. La fusion et la vaporisation de l'acier à outils trempé D2 et A2 avec des impulsions laser d'une puissance maximale de 4 kW à 6 kW se produisent en quelques microsecondes. En raison de leur très faible conductivité thermique, le matériau subit un gradient de température très raide qui entraîne une dilatation thermique suivie d'une contraction rapide.
Dangers et effets de propagation des microfissures
Les contraintes de traction résiduelles, si l'on ne dispose pas du contrôle exact du modèle d'entrée thermique, seront capables de vaincre les forces de liaison au niveau de la limite des grains et de fissurer le matériau, formant des microfissures d'une profondeur de 0,05 mm à 0,15 mm. La La découpe laser au niveau du micron peut contraindre avec précision la zone affectée par la chaleur, inhibant ainsi les sources d'initiation des fissures. Les microfissures peuvent agir comme des sources de fatigue dans la pièce, et les ruptures de recouvrement et de fracture peuvent être le résultat de la pièce soumise à des conditions de contraintes élevées.
- Effets immédiats : Lissé de coupe considérablement réduit en raison de la rugosité de surface élevée, même loin des exigences d'assemblage de précision.
- Effets retardés : intégrité structurelle de la pièce altérée, réduction de plus de 50 % de la durée de vie de la pièce, coût supplémentaire pour le remplacement par le client. Le déséquilibre des contraintes thermiques est la principale raison des microfissures dans la découpe laser des aciers à outils personnalisés.

Figure 1 : Empilements de pièces en acier inoxydable découpées au laser avec des trous précis et des géométries variées.
Comment contrôler la tolérance de découpe laser de l'acier à outils dans une plage de ±0,01 mm sans distorsion des bords ?
Afin de maintenir de manière stable une tolérance de découpe laser de l'acier à outils de 0,01 mm, il est impératif de disposer d'un système de compensation de mise au point dynamique et d'une machine-outil à moteur linéaire. En outre, un algorithme d'interpolation segmenté lent doit être utilisé afin que l'accumulation de chaleur estivale soit supprimée et que la déformation thermique de la pièce et les écarts dimensionnels soient évités.
Prise en charge du matériel de machine-outil de haute précision
Le positionnement précis du moteur linéaire sert de base à un usinage de très haute précision. La découpe laser sans fissures nécessite l'utilisation de matériel de haute précision afin d'obtenir des effets d'usinage non destructifs. L'équipement repose sur une structure de portique à moteur linéaire double face et a une précision de positionnement de 0,003 mm, ce qui est bien meilleur que la norme de l'industrie. De ce fait, il apporte un soutien solide à l'usinage de précision de l'acier trempé.
Technologie de contrôle dynamique de l'énergie et de la trajectoire
Traditionnellement, les lasers continus concentrent leur énergie dans les coins pointus et les petits trous, ce qui entraîne la fusion, l'effondrement et la déformation du matériau. La découpe laser paramétrée, basée sur La technologie de segmentation de chemin au niveau du micron est capable de répondre aux exigences de traitement de diverses structures de forme irrégulière.
- Réglage adaptatif de la puissance : La puissance est linéairement réduite de 3 kW à 1,2 kW lors de la coupe de petits arcs R0,5 mm pour maintenir constante l'apport d'énergie par unité de longueur.
- Contrôle stable de la mise au point : À l'aide d'un capteur capacitif, la distance entre la buse et la pièce est fixée à 0,3 mm et 0,02 mm, ce qui n'entraîne aucune erreur de dérive de la mise au point.
Et le matériel haut de gamme et le contrôle précis des paramètres, ces deux points sont les principaux points clés pour maintenir la tolérance de découpe laser de 0,01 mm pour l'acier à outils grâce à une formation à la découpe laser. Vous pouvez consulter des études de cas sur le traitement de haute précision, obtenir une consultation individuelle sur les techniques d'amélioration de la précision et soumettre les dessins pour un devis pour un traitement fin si un traitement de pièce est nécessaire.
Un service de découpe laser à haute dureté peut-il empêcher le ramollissement des zones affectées par la chaleur ?
Le service professionnel de découpe laser haute dureté est basé sur une modulation d'impulsions ultra-courtes de 15 s et des méthodes de découpe à froid à haute fréquence. Ceux-ci contribuent à réduire la zone affectée thermiquement de la pièce, à maintenir la dureté d'origine de la matrice en acier et à éviter tout ramollissement dû à la trempe secondaire.
Adoucissement des défauts des processus laser traditionnels
- Très grande zone affectée par la chaleur : La méthode de découpe laser continue provoque la formation d'une zone affectée par la chaleur de 0,2 mm. En conséquence, une grande partie de la surface de l’acier subit des dommages causés par la chaleur. La découpe laser de haute qualité est capable de remédier complètement à ce défaut.
- Chute brutale de la dureté de la matrice : En raison du recuit thermique, le niveau de dureté d'un acier à outils trempé qui était initialement de HRC 60 a été réduit dans certaines zones jusqu'à même en dessous de HRC 45.
- Perte de fonctionqualité : En fait, la réduction de la dureté détruit les caractéristiques biologiques telles que la résistance à l'usure et la stabilité structurelle qui proviennent de l'acier à l'origine. C'est pourquoi la pièce à usiner devient inadaptée aux conditions de travail de précision des moules haut de gamme.
Technologie de base anti-ramollissement pour travail quasi-à froid
Une façon d'obtenir des effets de découpe laser à basse température consiste à optimiser la modulation de largeur d'impulsion. La technique consiste à compresser la durée d'impulsion jusqu'à 12 s-20 s, à l'aide d'un cycle de travail de 25 % à 35 %, qui offre un temps de refroidissement suffisant pour un "traitement quasi-à froid". L'énergie laser est utilisée pour terminer l'étape de découpe avant la diffusion de la chaleur. Sur la base de tests microscopiques, la diminution de la dureté est inférieure à HRC 1,5 à la coupe de 0,02 mm.

Figure 2 : Une tête de découpe laser crée un faisceau et des étincelles tout en travaillant avec précision sur une pièce métallique.
Quels paramètres du service de découpe laser à fibre fonctionnent le mieux pour l'acier D2 et H13 ?
Les meilleures conditions de traitement pour l'acier à outils fortement allié sont : puissance 2,5 kW-3,5 kW, fréquence 3 500 Hz-4 200 Hz, cycle de service 30 % et vitesse 1,2 m/min-1,8 m/min. Il s'agit d'un bon compromis entre la qualité de coupe et la chaleur, parfait pour les scénarios de production de masse de découpe laser d'acier à outils personnalisés.
Logique d'étalonnage des paramètres d'acier différenciés
Différentes compositions d'alliages ont des caractéristiques de fusion distinctes, de sorte que les paramètres de traitement qui fonctionnent bien pour un type d'acier à outils peuvent ne pas convenir à d'autres. Avec la découpe laser à vitesse optimisée, il est possible de s'adapter aux caractéristiques de traitement des différents aciers. Étant donné que les aciers D2 et H13 diffèrent grandement par leur point de fusion et leur réflectivité laser, chacun d'eux nécessite un ensemble de paramètres.
Paramètres et résultats optimaux pour la production de masse
Sur la base de notre expérience pratique dans les projets de production de masse d'acier moulé de précision, les paramètres fixes permettent d'obtenir des résultats de traitement stables et découpe laser sans défaut garantit une qualité constante sur tous les lots de pièces à usiner.
| Type d'acier | Puissance optimale | Fréquence d'impulsion fixe | Spécifications de la buse | Paramètres du produit fini |
| Acier à outils D2 (3 mm) | 3,0 kW | 3800 Hz | Buse monocouche de 1,2 mm | Ra≤1,6μm, Angle≤0,03mm |
| Acier à outils H13 (3 mm) | 3,2 kW | 3 800 Hz | Buse monocouche de 1,2 mm | Dureté stable et sans laitier HRC 58+ |
Comment les usines professionnelles optimisent-elles la pression du gaz d'assistance pour la découpe laser de composants durcis ?
Les fabricants de premier ordre s'appuient sur de l'azote ultra-pur à 99,999 % (16-20 bars) pour éliminer rapidement les scories fondues grâce à l'effet de récurage mécanique à haute pression, arrêtant ainsi efficacement les réactions d'oxydation exothermiques fébriles et garantissant la qualité du bord dans la découpe laser des composants trempés est maintenue.
Principale justification derrière la sélection de gaz assistée
Un contrôle approprié de la température de réaction du gaz est primordial, une découpe laser de qualité constante dépend du choix du bon gaz d'assistance. La coupe avec de l'oxygène non seulement chauffe au-delà de 2 000 ℃, mais conduit également à la décarburation et à l'écaillage du bord coupé, ce qui altère certainement les propriétés essentielles de l'acier trempé.
Détails de l'optimisation de la production de masse d'azote haute pression
Le récurage à l'azote avec des niveaux de pression élevés peut faciliter une coupe non destructive. L'azote à haute pression est nécessaire pour la découpe laser à faible oxydation qui vise à isoler l'air et empêcher la formation de défauts d'oxydation. 18 bars d'azote de haute pureté peuvent couper l'oxygène, être capables de nettoyer efficacement les scories fondues, et le côté coupé révélera la couleur brillante du métal sans aucun signe d'oxydation ou de scories.
- Norme de pureté : 99,999 % d'azote gazeux de très haute pureté, éliminant les impuretés et prévenant ainsi la contamination de la coupe.
- Plage de pression : pression stable de 18 bars, capable de produire en série de l'acier trempé de 3 à 5 mm d'épaisseur.
Le bouclier d'azote ultra haute pression et de haute pureté est un élément important pour améliorer la qualité de la découpe laser des composants durcis en éliminant les problèmes d'oxydation et d'accumulation de scories. Consultez des études de cas d'optimisation des procédés de gaz, recevez une consultation individuelle sur les techniques d'adaptation de la pression du gaz et soumettez vos exigences en matière de pièces à usiner pour obtenir un devis de traitement détaillé.
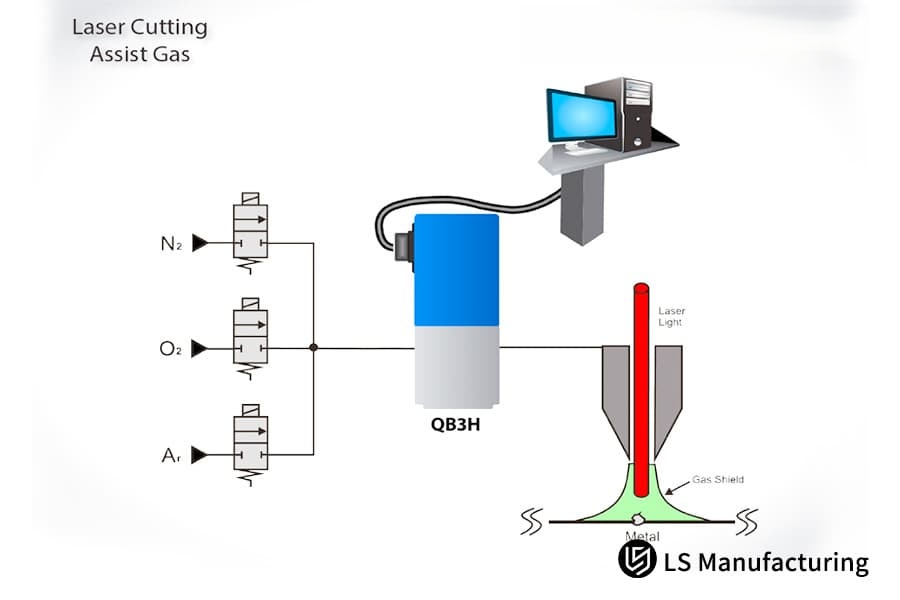
Figure 3 : Schéma d'un système de mélange de gaz (N2, O2, Ar) pour l'optimisation du processus de découpe laser.
Pourquoi la découpe laser de haute précision pour l'acier à outils est-elle supérieure à l'usinage EDM traditionnel ?
L'utilisation d'un laser de haute précision pour couper l'acier à outilsl'est 15 à 20 fois plus rapide que l'électroérosion à fil. En plus de ne pas nécessiter d'électrodes personnalisées, cela apporte d'énormes avantages en termes de coûts et de délais de livraison dans la fabrication de pièces de forme personnalisée en petits lots et rend littéralement la fabrication flexible capable d'atteindre un tout nouveau niveau.
Pénurie persistante de traitement EDM traditionnel
La consommation de fil-électrode ainsi que la faible vitesse se traduisent par un niveau incroyablement faible d'efficacité du traitement EDM. Un cycle de découpe laser à grande vitesse élimine complètement le problème d'inefficacité. Le traitement EDM de finition de haute précision doit être effectué en plusieurs passes de finition, ce qui signifie un temps de traitement long par pièce et un coût d'amortissement des consommables et de l'équipement en conséquence élevé.
Comparaison des avantages complets de la découpe laser
| Dimensions de comparaison | Coupe au fil | Découpe laser de précision | Avantages client |
| Durée de traitement (même pièce) | 8 heures | 4,5 minutes | Cycle de livraison réduit de plus de 99 % |
| Coût de traitement d'une seule pièce | Fil d'électrode élevé + coûts de temps machine. | Réduit de plus de 70 %. | Économies de plus de 200 $ par pièce |
| Capacité de production flexible | Nécessite des électrodes personnalisées, mauvaise adaptabilité. | Formage en une seule coupe, adaptable aux pièces irrégulières complexes. | Prend en charge le prototypage rapide et la production de masse |
| Pertes de processus | Amortissement rapide des équipements, consommation élevée de consommables. | Aucune perte d'électrode, faible perte d'équipement. | Réduire les coûts d'approvisionnement à long terme |
La découpe laser de haute précision pour l'acier à outils à un très haut niveau de précision entraîne une percée dans la consommation à la fois du coût et du temps de l'ensemble du processus par rapport aux processus d'électroérosion traditionnels. Même avec cela, ils restent adaptables à des scénarios personnalisés très différents.
Figure 4 : Un faisceau laser concentré coupe une pièce en acier à outils avec une haute précision dans une usine.
Comment LS fabrique-t-il des composants durcis, découpés au laser, de qualité médicale, fabriqués sur mesure ?
LS Manufacturing a produit de manière très impressionnante une production en série personnalisée et de haute précision de guides durcis pour instruments chirurgicaux médicaux sans fissuration thermique avec un contrôle unique du flux d'air à ultra-haute pression et une technologie de micro-usinage laser multi-axes, répondant totalement aux exigences de traitement haut de gamme de Composants trempés découpés au laser.
Défis des clients
Il existe des normes très rigoureuses dans l'industrie des dispositifs médicaux pour la qualité des produits, leur dureté précise et leur fonctionnement sans fissures, principalement pour les composants durcis. L'utilisation d'une technique de découpe laser de qualité médicale peut être une excellente solution pour les exigences strictes de traitement des dispositifs médicaux haut de gamme. Le client, une très grande entreprise étrangère de dispositifs médicaux, avait l'intention pour fabriquer des guides chirurgicaux en acier à outils D2 d'une dureté de 58-60 HRC. Des défauts de qualité ont été identifiés dans les produits de plusieurs fournisseurs, ce qui aurait pu entraîner un report du projet.
Solution de fabrication LS
- Notre équipe technique a décidé de ne pas corriger l'ancien processus laser continu et d'adopter à la place un nouveau laser pulsé avec une longueur d'onde de 1 064 nm. Ils sont découpés au laser avec précision et sont très précis dans le contrôle de l’apport de chaleur.
- En maintenant la fréquence d'impulsion à 4 000 Hz et la largeur d'impulsion étroite à 15 s, ils sont capables de minimiser l'apport de chaleur.
- Cela est réalisé avec une buse coaxiale à l'azote ultra-haute pureté de 19 bars et les découpes laser suivent dynamiquement le point focal avec un espacement exact des buses de 0,15 mm, ce qui contribue à la dissipation rapide de la chaleur de coupe et à la prévention du reflux de métal en fusion et de l'accumulation de contraintes thermiques.
Here is a nice tip for troubleshooting: When laser cutting small holes in hardened steel and experiencing punctures, changing the progressive piercing time to 0.8s can totally eliminate puncture defects.
Résultats et valeur
Coordinate measuring machine (CMM) inspection and microhardness testing confirm that all product tolerances at the finished stage are stably held within 0.01mm, HAZ 0.02mm, and the edge hardness is consistently HRC 59, without any microcracks.
This solution enables customers to save 65% on processing costs, which is a reduction of $320 in cost per workpiece. Also, it drastically shortens delivery cycles and assists customers to get rid of production bottlenecks and even achieve cooperation over time.
Advanced process tuning and detailed optimization have paved the way for laser-cut hardened workpieces to be used in premium medical precision contexts and their quality has been confirmed by mass production. Check out full project case studies as a way to learn and get free DFM feasibility analysis as well as tailor high precision workpiece processing solutions.

What Variables Drive The Actual Cost From a Precision Tool Steel Laser Cutting Supplier?
Weight of material alone doesn't dictate the price of precision tool steel laser cutting. The main elements that dictate the cost are the complexity of the workpiece, the thickness of the metal, the hardness of the steel, and how tight the dimensional tolerances are. By knowing these factors, customers can fine-tune their designs and keep their budgets in check.
Primary Factors Affecting Cost
How hard a material is to penetrate will not only decide how long the process will take but also the cost of raw materials. Laser cutting that adjusts to thicknesses can cope with various sheet metal processing scenarios. The main factors influencing costs can be broadly classified into two categories:
- The Impact of Sheet Thickness: Every time the thickness of steel is increased by 1mm, laser penetration resistance goes up in a geometric fashion, causing very significant reduction of cutting speed and continuous increase of machine time costs.
- Losses in Drilling Process: It is very tough to drill hardened steel, a single hole takes 0.5s-2s. Not only this increases processing time but also causes rapid wear of the nozzle, resulting in higher material costs.
Cost Differences Based on Tolerance Grades
How accurately a tolerance grade is defined can mainly determine processing difficulty, and because of this, price. Thanks to tolerance-controlled laser cutting, it is possible to have exactly different tolerances matching different accuracy levels, and the technical difference between various tolerance standards is quite significant:
- Standard Tolerances (0.05mm): Highest processing speed, no full-process inspection required, lowest process difficulty, and lower overall processing cost.
- Ultra-precision Tolerances (0.01mm): Necessary to lower machinery speed and carry out 100% online full inspection, high technology level, high processing time, and greatly increased overall cost.
- Calculation Basis: The proprietary formula for cost calculation is below: Single-piece machine time cost = Cutting time × Equipment rate + Nitrogen consumption × Gas unit price. This formula makes pricing transparent and accurate.
How To Evaluate The Quality Standards Of a Tool Steel Laser Cutting Manufacturer?
Top-notch laser cutting service suppliers should not only be certified with IATF 16949 & ISO 9001:2015 but also have precision testing equipment set for a closed-loop quality check of the workpiece and accurate control of the laser cutting tolerance of the tool steel.
Standards for Hardware Testing Configuration
High grade professional inspection instruments are a pillar of guarantee of the quality a product. It will be only a good one if the entire set of test instruments is capable of making a full inspection of the external features, dimensions, and metallographic structures.
Quality Control System for Full-Process
Only those laser cutting manufacturers who have a well-established quality control system over the full process can give stable batch quality. The key control steps are what comes next:
- First Article Inspection Mechanism: The very first article from a batch is inspected in all aspects to detect any kind of process deviation beforehand to prevent the risk of batch scrapping.
- Process Statistical Control: Statistical process control (SPC) is done with a stable CPK value >1.33, which is to guarantee mass production stability.
- Three Core Inspections: Including cross-sectional stripe analysis, metallographic structure observation, and full-dimensional accuracy inspection, these provide the closed-loop product quality control.
Qualified personnel, accurate measurement tools, and thorough process control are essential elements to manage tool steel laser cutting tolerance and assure batch quality. You could hand over your workpiece requirements to receive customized, high quality processing solutions.
FAQ
Q1: Will laser cutting hardened tool steel cause the edges to get soft?
No, the edges will not get soft. By using advanced ultra-high frequency pulse modulation combined with an 18-bar ultra-high pressure pure nitrogen cooling method, the heat input from the process can be limited to just a few microseconds, which completely prevents the softening effect of annealing and keeps the steel hardness intact as originally.
Q2: What is the maximum tolerance you can obtain for laser cutting hardened tool steel?
By using a highly accurate linear motor drive together with a real-time focus closed-loop feedback system, the plant can reliably control the linear dimensional tolerance on hardened tool steel within 0.01mm even in large scale production, which is quite suitable for the requirements of very precise high end assembly.
Q3: Why is the price of laser cutting hardened tool steel higher than that of ordinary carbon steel?
Hardened tool steel has high hardness and strong heat sensitivity. Processing requires low speed and temperature control to suppress microcracks. At the same time, it consumes a large amount of high-pressure, high-purity nitrogen gas. Combined with complex and precise parameter adjustments, the equipment wear and process costs are far higher than those of ordinary carbon steel cutting.
Q4: Can laser cutting process hardened steel plates thicker than 10mm?
It is possible for high power laser cutting systems to penetrate 10mm hardened steel plates. But, heat accumulation will be a major concern when performing laser cutting on thick plates. An ideal processing window that allows producing 0.02mm high precision and crack free quality can be achieved predominantly with plates under 5mm thick.
Q5: Does the laser-cut surface require secondary deburring or grinding?
During the whole processing the usage of 18bar ultra-high pressure pure nitrogen for rinsing aid offers the cut edges that are smooth, clean and free of burr and slag. The surface quality is so high that a secondary grinding is not necessary. The cut can be directly assembled or polished.
Q6: Which specific grades of hardened tool steel do you support for custom laser cutting?
We can easily process several popular hardened tool steels at our factory, such as D2, A2, and O1 cold work die steels, H13 hot work die steel, and M2 high speed steel, this way fulfilling various high end molds and precision parts customization requirements.
Q7: Does the local residual stress caused by laser cutting affect the entire structure of the workpiece?
Traditional continuous lasers usually induce a lot of residual stress. Though, our exclusive ultra-short pulse technique can lower the tensile stress levels by over 85% while not compromising the structural integrity of the workpiece, this way guaranteeing the parts' long-term service stability.
Q8: What is your minimum order quantity (MOQ)? Do you provide single prototype production service?
Our brand mainly serves B2B high end flexible manufacturing and That means there is no MOQ restriction. Whether it is a single R&D prototype, a small batch prototyping, or a large scale mass production, we are capable to offer you standard professional technical support and processing services without any problem. You can simply upload the drawings and get quick and accurate quotations as well as a customized processing method.
Résumé
The main difficulty in precision machining of hardened tool steel lies in effectively juggling the three aspects of accuracy, hardness, and processing efficiency. Thermal stress-caused microcracks, hardness reduction, and dimensional deviations are the main barriers to the mass production of top-grade molds.
By completely resolving the industry pain points of traditional machining through a combined process of high frequency short-pulse thermal control, dynamic linear energy adjustment, and ultra-high pressure nitrogen protection, we achieve uninterrupted high quality machining results with 0.01mm accuracy, micron-level HAZ, and HRC 58+ hardness retention.
If you are experiencing issues like long lead times, elevated costs, and non-compliance of product quality in hardened tool steel machining, kindly forward us your 2D/3D CAD drawings. Our seasoned technical team will turn around your request with a professional DFM assessment report and a precise quotation within 2 hours, helping your project to be rapidly initiated and taking advantage of the market opportunities.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Website: https://lsrpf.com/
Avis de non-responsabilité
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. Il ne faut pas en déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, la qualité et le type de matériaux ou la fabrication via le réseau LS Manufacturing. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
Équipe de fabrication LS
LS Manufacturing est une entreprise leader du secteur. Concentrez-vous sur les solutions de fabrication personnalisées. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse d'une production en petit volume ou d'une personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. choisissez LS Fabrication. This means selection efficiency, quality and professionalism.
To learn more, visit our website:www.lsrpf.com
