taglio laser di acciaio per utensili è un tipo di produzione flessibile che non solo è compatibile con l'acciaio per utensili temprato HRC 58-62, ma può anche essere utilizzato per affrontare problemi di settore di inefficienza e costi elevati del tradizionale taglio a filo e danni termici derivanti dal taglio laser generale.
Oltre a controllare la zona alterata dal calore a 0,03 mm, può soddisfare costantemente una tolleranza di produzione di massa di 0,01 mm e preservare il 100% della durezza HRC 58+ originale dell'acciaio e per questo è una tecnologia di lavorazione chiave per la produzione di stampi di alto livello. I metodi tradizionali di lavorazione dell'acciaio per utensili temprato di forma irregolare utilizzando l'elettroerosione a filo limitano notevolmente l'efficienza produttiva di la catena di fornitura.
Rapida panoramica delle conclusioni principali sul taglio laser di precisione dell'acciaio per utensili
Questo capitolo riassume le principali innovazioni tecnologiche e i vantaggi prestazionali del taglio laser dell'acciaio per utensili. Tutti i dati sono stati ottenuti da misurazioni a livello di produzione e possono essere utilizzati senza alcun dubbio come base per la selezione dell'elaborazione B2B.
| Moduli di processo principali | Parametri tecnici chiave | Prestazioni di elaborazione | Vantaggi per il cliente | |
| Tecnologia di modulazione a impulsi brevi | Larghezza dell'impulso ≤15μs, ciclo di lavoro 25%-35% | HAZ ≤0,03 mm, elimina microscopiche crepe termiche | Preserva la resistenza all'usura originale dell'acciaio. | |
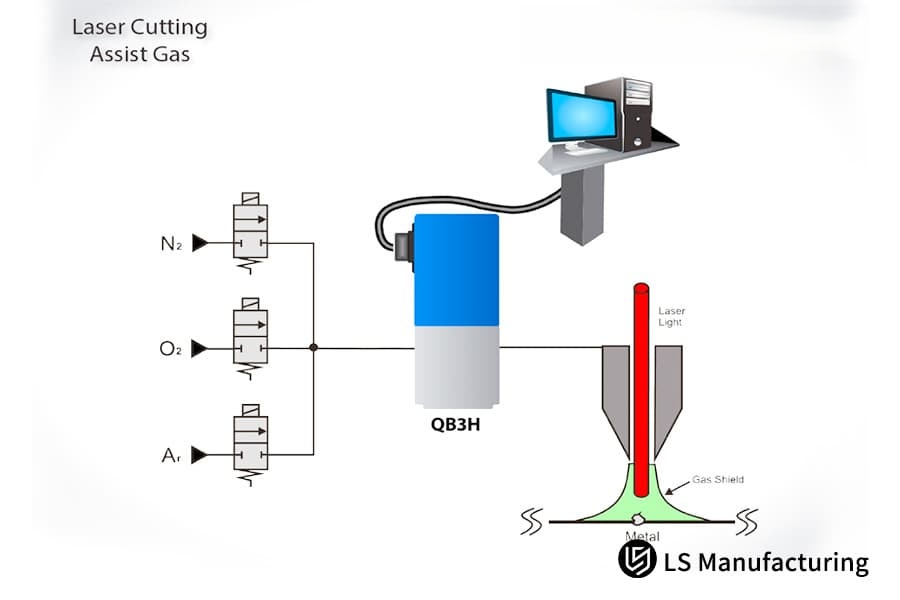
| Sistema di protezione dall'azoto ad alta pressione | Pressione ultraelevata da 18 bar, azoto ad elevata purezza al 99,999%. | Nessuna ossidazione o scoria al taglio. | Non è necessaria la rettifica secondaria, accorcia il processo. | |
| Controllo di macchine utensili ad altissima precisione | Precisione di posizionamento ±0,003 mm, compensazione dinamica della messa a fuoco. | Tolleranza stabile nella produzione di massa ±0,01 mm. | Soddisfa i requisiti di assemblaggio di precisione. | |
| Calibrazione dei parametri del materiale differenziato | Frequenza degli impulsi 3500-4200 Hz, modellatura del fascio a sommità piatta. | Rugosità superficiale Ra ≤1,6μm | Migliora la precisione di adattamento del pezzo. | |
| Processo di formatura ad alta velocità | Formatura in un unico taglio, senza necessità di più processi di finitura. | Efficienza di elaborazione aumentata di 15-20 volte. | Costi di elaborazione ridotti di oltre il 70%. |



| Tipo di acciaio | Potenza ottimale | Frequenza pulsata fissa | Specifiche dell'ugello | Parametri del prodotto finito |
| Acciaio per utensili D2 (3 mm) | 3,0 kW | 3800Hz | Ugello a strato singolo da 1,2 mm | Ra≤1,6μm, angolo≤0,03 mm |
| Acciaio per utensili H13 (3 mm) | 3,2kW | 3800 Hz | Ugello a strato singolo da 1,2 mm | Durezza stabile e senza scorie HRC 58+ |
| Confronto dimensioni | Taglio filo | Taglio laser di precisione | Vantaggi per il cliente |
| Tempo di elaborazione (stesso pezzo) | 8 ore | 4,5 minuti | Ciclo di consegna ridotto di oltre il 99% |
| Costo di elaborazione per pezzo singolo | Elevati costi del filo dell'elettrodo e del tempo macchina. | Ridotto di oltre il 70%. | Risparmio sui costi di oltre $ 200 per pezzo |
| Capacità di produzione flessibile | Richiede elettrodi personalizzati, scarsa adattabilità. | Formatura a taglio unico, adattabile a parti irregolari complesse. | Supporta la prototipazione rapida e la produzione di massa |
| Perdite di processo | Rapido ammortamento delle attrezzature, elevato consumo di materiali di consumo. | Nessuna perdita di elettrodi, bassa perdita di attrezzatura. | Riduzione dei costi di approvvigionamento a lungo termine |