Corte a laser de aço ferramenta para componentes endurecidos de alta precisão
Escrito por
Gloria
Publicado
May 26 2026
Corte a laser
Siga-nos
O serviço
corte a laser de aço para ferramentas é um tipo de fabricação flexível que não só é compatível com o aço para ferramentas endurecido HRC 58-62, mas também pode ser usado para resolver problemas de ineficiência e alto custo do corte de fio tradicional e danos térmicos do corte a laser em geral em todo o setor.
Além de controlar a zona afetada pelo calor para 0,03 mm, ele pode atender consistentemente uma tolerância de produção em massa de 0,01 mm e preservar 100% da dureza HRC 58+ original do aço e, por causa disso, é uma tecnologia de processamento chave para a fabricação de moldes de alto nível. As formas tradicionais de processamento de aço para ferramentas endurecido de formato irregular usando fio EDM limitam muito a eficiência da produção da cadeia de abastecimento.
Visão geral rápida das principais conclusões sobre corte a laser de aço para ferramentas de precisão
Este capítulo resume as principais inovações tecnológicas e benefícios de desempenho do corte a laser de aço para ferramentas. Todos os números foram obtidos a partir de medições em nível de produção e podem ser usados sem qualquer dúvida como base para a seleção de processamento B2B.
Formação de um corte, sem necessidade de vários processos de acabamento.
Eficiência de processamento aumentada de 15 a 20 vezes.
Custos de processamento reduzidos em mais de 70%.
Principais vantagens
Os lasers de fibra de pulso curto de alta frequência controlam que a zona afetada pelo calor (HAZ) não seja maior que 0,03 mm, o que evita o amolecimento do borda.
A proteção de nitrogênio puro de alta pressão de 18 bar é capaz de eliminar completamente a oxidação da superfície do corte, garantindo a dureza da matriz metálica estável.
Com uma técnica de fabricação específica, a LS Manufacturing conseguiu manter a faixa de flutuação da produção em massa de aço para ferramentas endurecido em 0,01 mm.
Por que confiar na experiência da LS Manufacturing em corte a laser e componentes de aço para ferramentas endurecidos de alta precisão?
A vantagem competitiva fundamental para o processamento de componentes endurecidos de alta qualidade vem de ter dados de medição rastreáveis e um sistema de qualidade que seja compatível, e não das vantagens de uma única peça de equipamento.
Tomando como referência a indústria e após três meses de teste de calibração da equipe dos parâmetros de corte a laser para aços-ferramenta endurecidos, formulamos com sucesso um sistema de processo de corte a frio que atende aos padrões de qualidade ISO 13957:1997 e é compatível com aços de alta qualidade como D2 e H13.
A tolerância para usinagem de aço para ferramentas endurecido é muito restrita e mesmo o menor dano térmico pode causar o desmantelamento de uma peça de trabalho. Isso é o que nossa equipe enfrentoucomo o principal desafio durante a implementação propriamente dita. Para resolver esse problema, continuamos ajustando os parâmetros de pulso e gás e acabamos realizando mais de 200 conjuntos de testes de processo.
E as certificações ISO 9001:2015 que temos duas vezes, nossa oficina não só está bem equipada com um conjunto de testes que consiste emuma máquina de medição por coordenadas e um testador de microdureza, mas também pode ser usada para o gerenciamento de circuito fechado de processamento, testes e correção. Com a nossa própria tecnologia de pulso curto, resolvemos totalmente os problemas de amolecimento térmico e microfissuras decorrentes dos métodos convencionais, e foi isso que nos permitiu ajudar cerca de cem empresas de manufatura a superar seus gargalos de processamento.
Com um sistema de excelente qualidade e centenas de conjuntos de dados de processo medidos, nossa marca é capaz de produzir corte a laser de componentes endurecidos de alta qualidade sem quaisquer defeitos de processamento. Quando você tiver problemas de processamento, você pode ter uma consulta técnica individual, quando tiver necessidades personalizadas, você pode enviar seus desenhos para obter uma solução de processamento personalizada.
Por que o corte a laser de aço para ferramentas personalizadas causa microfissuras em componentes endurecidos?
Ciclos térmicos extremos fazem com que as propriedades do aço para ferramentas endurecido com alto teor de carbono e alta liga sejam seriamente comprometidas. Durante a operação do laser, o alto calor gerado causa tensão de tração instantânea excessiva que por sua vez causa microfissuras no corte. Além disso, a exposição térmica após o processamento a laser, ou seja, o resfriamento, pode dar origem a uma nova transformação martensítica e endurecer ainda mais o material, com efeito negativo em sua tenacidade. Este é um dos principais problemas do corte a laser de aço para ferramentas personalizadas.
Mecanismo de geração de estresse na entrada térmica do laser
A microfissuração é induzida principalmente pela emissão de laser de alta potência de pico. No entanto, o corte a laser termicamente controlado com menor potência pode prevenir quase completamente danos térmicos. O derretimento e a vaporização do aço para ferramentas temperado D2 e A2 com pulsos de laser de potência de pico de 4 kW a 6 kW acontecem em questão de microssegundos. Devido à sua condutividade térmica muito baixa, o material sofre um gradiente de temperatura muito acentuado que resulta em expansão térmica seguida por uma contração rápida.
Perigos e efeitos de propagação de microfissuras
A tensão de tração residual, caso não se tenha o controle exato do modelo de entrada térmica, será capaz de superar as forças de ligação no limite do grão e rachar o material, formando microfissuras com profundidade de 0,05 mm a 0,15 mm. O corte a laser em nível de mícron pode restringir com precisão a zona afetada pelo calor, inibindo assim as fontes de iniciação de trincas. Microfissuras podem atuar como fontes de fadiga na peça de trabalho, e as falhas de nivelamento e fratura podem ser resultados da peça de trabalho sob condições de alta tensão.
Efeitos imediatos: suavidade de corte severamente reduzida devido à alta rugosidade da superfície, nem perto dos requisitos de montagem de precisão.
Efeitos retardados: integridade estrutural da peça prejudicada, redução de mais de 50% na vida útil da peça, custo adicional para substituição pelo cliente. O desequilíbrio da tensão térmica é o maior motivo para microfissuras no corte a laser de aço para ferramentas personalizadas.
Figura 1: Pilhas de peças de aço inoxidável cortadas a laser com furos precisos e geometrias variadas.
Como controlar a tolerância de corte a laser de aço ferramenta dentro de ±0,01 mm sem distorção de borda?
Para manter de forma estável uma tolerância de corte a laser de aço para ferramentas, é imperativo ter um sistema de compensação de foco dinâmico e uma máquina-ferramenta linear acionada por motor. Além disso, um algoritmo de interpolação segmentada lenta deve ser usado para que o acúmulo de calor no verão seja suprimido e o empenamento térmico e os desvios dimensionais da peça sejam evitados.
Suporte de hardware para máquinas-ferramenta de alta precisão
O posicionamento preciso do motor linear serve como base para usinagem de altíssima precisão. O corte a laser sem rachaduras requer o uso de hardware de alta precisão para que efeitos de usinagem não destrutivos possam ser alcançados. O equipamento conta com uma estrutura de pórtico de motor linear de dupla face e possui uma precisão de posicionamento de 0,003 mm, o que é muito melhor que o padrão da indústria. Por isso traz forte suporte para a usinagem de precisão de aço endurecido.
Tecnologia dinâmica de energia e controle de trajetória
Tradicionalmente, descobriu-se que lasers contínuos concentram sua energia em cantos afiados e pequenos buracos, o que resulta em derreter, colapsar e deformar o material. O parâmetro transformado em corte a laser, com base em A tecnologia de segmentação de caminho em nível de mícron é capaz de atender aos requisitos de processamento de diversas estruturas de formato irregular.
Ajuste adaptativo de potência: a potência é reduzida linearmente de 3kW para 1,2kW ao cortar arcos pequenos R0,5 mm para manter constante a entrada de energia por unidade de comprimento.
Controle de foco estável: usando um sensor capacitivo, a distância entre o bico e a peça de trabalho é fixada em 0,3mm0,02mm, o que não leva a nenhum erro de desvio de foco.
E hardware de última geração e controle preciso de parâmetros, esses dois são os principais pontos-chave para manter a tolerância de corte a laser de 0,01 mm para aço ferramenta por meio de treinamento em corte a laser. Você pode visualizar estudos de caso de processamento de alta precisão, obter uma consulta individual sobre técnicas de aprimoramento de precisão e enviar os desenhos para um orçamento para processamento fino se houver necessidade de processamento de peças.
Um serviço de corte a laser de alta dureza pode evitar o amolecimento da zona afetada pelo calor?
Os serviços profissionais de corte a laser de alta dureza são baseados em modulação de pulso ultracurto de 15s e métodos de corte a frio de alta frequência. Isso ajuda a reduzir a zona afetada pelo calor da peça, mantém a dureza original da matriz do aço e evita qualquer amolecimento devido ao revenido secundário.
Suavizando defeitos de processos tradicionais a laser
Zona muito grande afetada pelo calor: O método convencional de corte a laser contínuo causa a formação de uma zona afetada pelo calor de 0,2 mm. Como resultado, uma grande área da superfície do aço sofre danos térmicos. O corte a laser de alta qualidade é capaz de sanar completamente esse defeito.
Queda acentuada na dureza da matriz: Devido à ocorrência de recozimento térmico, o nível de dureza de um aço para ferramentas endurecido que inicialmente era HRC 60 foi reduzido em algumas áreas até mesmo abaixo de HRC 45.
Perda de funçãonalidade: na verdade, a redução da dureza arruína as características biológicas como resistência ao desgaste e estabilidade estrutural que vêm originalmente do aço. É por isso que a peça se torna inadequada para as condições de trabalho de precisão de moldes de alta qualidade.
Tecnologia central anti-amolecimento de trabalho quase frio
Uma maneira de obter efeitos de corte a laser em baixa temperatura é através da otimização da modulação da largura de pulso. A técnica envolve comprimir a duração do pulso para 12s-20s, com a ajuda de um ciclo de trabalho de 25% a 35%, que oferece tempo de resfriamento suficiente para "processamento quase frio". A energia do laser é utilizada para finalizar a etapa de corte antes da difusão do calor. Com base em testes microscópicos, a diminuição da dureza é inferior a HRC 1,5 no corte de 0,02 mm.
Figura 2: uma cabeça de corte a laser cria um feixe e faíscas enquanto trabalha com precisão em uma peça de metal.
Quais parâmetros de serviço de corte a laser de fibra funcionam melhor para aço D2 e H13?
As melhores condições de processamento para aço ferramenta de alta liga são: potência 2,5kW-3,5kW, frequência 3500Hz-4200Hz, ciclo de trabalho 30% e velocidade 1,2m/min-1,8m/min. Este é um bom compromisso entre qualidade de corte e calor, perfeito para cenários de produção em massa de corte a laser de aço-ferramenta personalizado.
Lógica de calibração de parâmetros de aço diferenciado
Diferentes composições de liga têm características de fusão distintas, portanto, parâmetros de processamento que funcionam bem para um tipo de aço ferramenta podem não ser adequados para outros. Com o corte a laser com velocidade otimizada é possível ajustar as características de processamento de diferentes aços. Como os aços D2 e H13 diferem muito no ponto de fusão e na refletividade do laser, cada um deles precisa de um conjunto de parâmetros.
Parâmetros e resultados ideais para produção em massa
Com base em nossa experiência prática em projetos de produção em massa de aço para moldes de precisão, parâmetros fixos alcançam resultados de processamento estáveis e corte a laser sem defeitosgarante qualidade consistente em lotes de peças de trabalho.
Tipo de aço
Potência ideal
Frequência de pulso fixa
Especificação do bico
Parâmetros do produto acabado
Aço ferramenta D2 (3mm)
3,0 kW
3800 Hz
Bocal de camada única de 1,2 mm
Ra≤1,6μm, Ângulo≤0,03mm
Aço para ferramentas H13 (3 mm)
3,2kW
3800Hz
Bocal de camada única de 1,2 mm
Sem escória, dureza estável HRC 58+
Como as fábricas profissionais otimizam a pressão do gás auxiliar para corte a laser de componentes endurecidos?
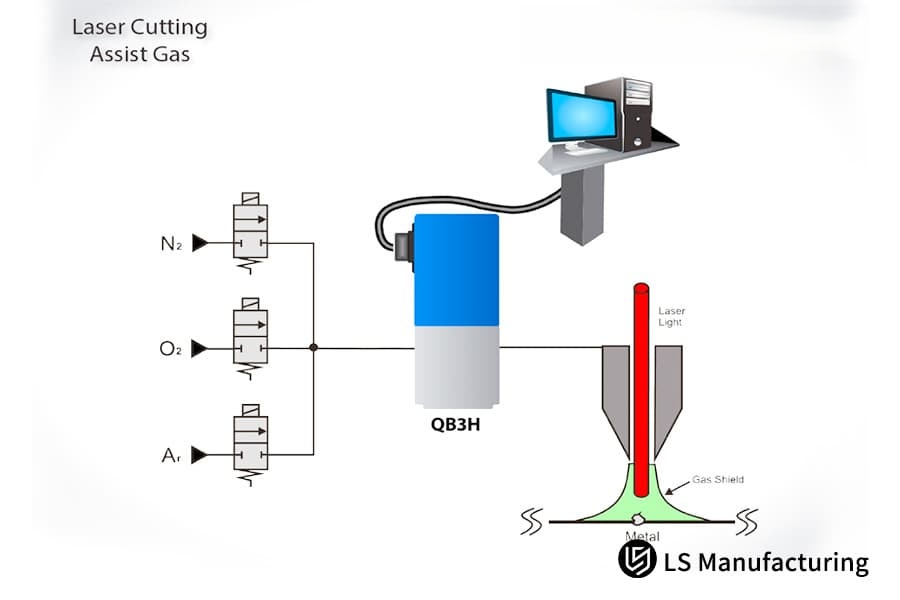
Os fabricantes de primeira linha contam com 99,999% de nitrogênio de pureza ultra-alta (16-20 bar) para remover rapidamente a escória fundida com o efeito de limpeza mecânica de alta pressão, interrompendo efetivamente as reações febris de oxidação exotérmica e garantindo a qualidade da borda em corte a laser de componentes endurecidos é mantido.
Principal justificativa por trás da seleção assistida de gás
O controle adequado sobre a temperatura de reação do gás é fundamental, o corte a laser de qualidade constante depende da escolha do gás auxiliar correto. O corte com oxigênio não apenas aquece além de 2.000 ℃, mas também leva à descarbonetação e descamação da aresta de corte, o que certamente prejudica as propriedades essenciais do aço endurecido.
Detalhes da otimização da produção em massa de nitrogênio de alta pressão
A lavagem com nitrogênio com altos níveis de pressão pode facilitar o corte não destrutivo. O nitrogênio em alta pressão é necessário para corte a laser de baixa oxidação que visa isolar o ar e prevenir a formação de defeitos de oxidação. 18 bar de nitrogênio de alta pureza podem eliminar o oxigênio, limpar efetivamente a escória fundida e o lado cortado revelará a cor do metal brilhante sem quaisquer sinais de oxidação ou escória.
Padrão de pureza: 99,999% de gás nitrogênio de pureza ultra-alta, removendo impurezas e, assim, prevenindo a contaminação do corte.
Faixa de pressão: pressão estável de 18 bar, capaz de produção em massa de aço endurecido com 3-5 mm de espessura.
O escudo de nitrogênio de alta pureza e pressão ultra-alta é algo importante para melhorar a qualidade do corte a laser de componentes endurecidos com a eliminação de problemas de oxidação e acúmulo de escória. Veja estudos de caso de otimização de processos de gás, receba consultoria individual sobre técnicas de adaptação de pressão de gás e envie seus requisitos de peça de trabalho para obter uma cotação de processamento detalhada.
Figura 3: Esquema de um sistema de mistura de gases (N2, O2, Ar) para otimização do processo de corte a laser.
Por que o corte a laser de alta precisão para aço ferramenta é superior à usinagem EDM tradicional?
Usando um laser de alta precisão para cortar o aço da ferramental é 15-20 vezes mais rápido que o EDM com fio. Além de não exigir eletrodos personalizados, traz enormes vantagens de custo e prazo de entrega na fabricação de pequenos lotes de peças com formato personalizado e literalmente torna a fabricação flexível capaz de atingir um nível totalmente novo.
Escassez persistente de processamento tradicional de EDM
O consumo de eletrodo de fio junto com a baixa velocidade se traduz em um nível incrivelmente baixo de eficiência de processamento de EDM. Um ciclo de corte a laser de alta velocidade elimina completamente o problema de ineficiência. O processamento EDM de acabamento de alta precisão precisa ser conduzido em várias passagens de acabamento, o que significa longo tempo de processamento por peça e correspondentemente alto custo de depreciação de consumíveis e equipamentos.
Comparação das vantagens abrangentes do corte a laser
Dimensões de comparação
Corte de fio
Corte a laser de precisão
Benefícios ao cliente
Tempo de processamento (mesma peça)
8 horas
4,5 minutos
Ciclo de entrega reduzido em mais de 99%
Custo de processamento de peça única
Alto fio de eletrodo + custos de tempo de máquina.
Formação de corte único, adaptável a peças irregulares complexas.
Suporta prototipagem rápida e produção em massa
Perdas de processo
Depreciação rápida do equipamento, alto consumo de consumíveis.
Sem perda de eletrodo, baixa perda de equipamento.
Reduza os custos de aquisição a longo prazo
O corte a laser de alta precisão para aço para ferramentas com um nível muito alto de exatidão resulta emum avanço no consumo tanto do custo quanto do tempode todo o processo com os processos EDM tradicionais. Mesmo assim, eles ainda são adaptáveis a cenários personalizados muito diferentes.
Figura 4: um feixe de laser concentrado corta uma peça de aço ferramenta com alta precisão em uma fábrica.
Como a LS fabrica componentes endurecidos com corte a laser de grau médico fabricados sob medida?
A LS Manufacturing produziu de forma impressionante a produção em massa personalizada e de alta precisão de guias endurecidas para instrumentos médicos cirúrgicos sem rachaduras térmicas com controle exclusivo de fluxo de ar de ultra-alta pressão e tecnologia de microusinagem a laser multieixos, atendendo totalmente aos requisitos de processamento de ponta de componentes endurecidos cortados a laser.
Desafios do cliente
Existem padrões muito rigorosos na indústria de dispositivos médicos para qualidade de produto, dureza, precisão e operação sem rachaduras, principalmente para componentes endurecidos. O uso de uma técnica de corte a laser de nível médico pode ser uma ótima solução para os rígidos requisitos de processamento de dispositivos médicos de última geração. O cliente, uma grande empresa estrangeira de dispositivos médicos, pretendia para fabricar guias cirúrgicas em aço ferramenta D2 com dureza de 58-60 HRC. Foram identificados defeitos de qualidade nos produtos de diversos fornecedores, o que poderia ter resultado no adiamento do projeto.
Solução de fabricação LS
Nossa equipe técnica decidiu não consertar o antigo processo de laser contínuo e, em vez disso, adotar um novo laser pulsado com comprimento de onda de 1064nm. Eles são cortados a laser com precisão e são muito precisos no controle da entrada de calor.
Mantendo a frequência de pulso em 4000 Hz e a largura de pulso estreita em 15s, eles são capazes de minimizar a entrada de calor.
This is done with a 19 bar ultra-high purity nitrogen coaxial nozzle and laser cuts are dynamically tracking the focal point with an exact 0.15 mm nozzle spacing which helps in the rapid dissipation of cutting heat and prevention of molten metal backflow and buildup of thermal stress.
Here is a nice tip for troubleshooting: When laser cutting small holes in hardened steel and experiencing punctures, changing the progressive piercing time to 0.8s can totally eliminate puncture defects.
Resultados e valor
Coordinate measuring machine (CMM) inspection and microhardness testing confirm that all product tolerances at the finished stage are stably held within 0.01mm, HAZ 0.02mm, and the edge hardness is consistently HRC 59, without any microcracks.
This solution enables customers to save 65% on processing costs, which is a reduction of $320 in cost per workpiece. Also, it drastically shortens delivery cycles and assists customers to get rid of production bottlenecks and even achieve cooperation over time.
Advanced process tuning and detailed optimization have paved the way for laser-cut hardened workpieces to be used in premium medical precision contexts and their quality has been confirmed by mass production. Check out full project case studies as a way to learn and get free DFM feasibility analysis as well as tailor high precision workpiece processing solutions.
What Variables Drive The Actual Cost From a Precision Tool Steel Laser Cutting Supplier?
Weight of material alone doesn't dictate the price of precision tool steel laser cutting. The main elements that dictate the cost are the complexity of the workpiece, the thickness of the metal, the hardness of the steel, and how tight the dimensional tolerances are. By knowing these factors, customers can fine-tune their designs and keep their budgets in check.
Primary Factors Affecting Cost
How hard a material is to penetrate will not only decide how long the process will take but also the cost of raw materials. Laser cutting that adjusts to thicknesses can cope with various sheet metal processing scenarios. The main factors influencing costs can be broadly classified into two categories:
The Impact of Sheet Thickness: Every time the thickness of steel is increased by 1mm, laser penetration resistance goes up in a geometric fashion, causing very significant reduction of cutting speed and continuous increase of machine time costs.
Losses in Drilling Process: It is very tough to drill hardened steel, a single hole takes 0.5s-2s. Not only this increases processing time but also causes rapid wear of the nozzle, resulting in higher material costs.
Cost Differences Based on Tolerance Grades
How accurately a tolerance grade is defined can mainly determine processing difficulty, and because of this, price. Thanks to tolerance-controlled laser cutting, it is possible to have exactly different tolerances matching different accuracy levels, and the technical difference between various tolerance standards is quite significant:
Standard Tolerances (0.05mm): Highest processing speed, no full-process inspection required, lowest process difficulty, and lower overall processing cost.
Ultra-precision Tolerances (0.01mm): Necessary to lower machinery speed and carry out 100% online full inspection, high technology level, high processing time, and greatly increased overall cost.
Calculation Basis: The proprietary formula for cost calculation is below: Single-piece machine time cost = Cutting time × Equipment rate + Nitrogen consumption × Gas unit price. This formula makes pricing transparent and accurate.
How To Evaluate The Quality Standards Of a Tool Steel Laser Cutting Manufacturer?
Top-notch laser cutting service suppliers should not only be certified with IATF 16949 & ISO 9001:2015 but also have precision testing equipment set for a closed-loop quality check of the workpiece and accurate control of the laser cutting tolerance of the tool steel.
Standards for Hardware Testing Configuration
High grade professional inspection instruments are a pillar of guarantee of the quality a product. It will be only a good one if the entire set of test instruments is capable of making a full inspection of the external features, dimensions, and metallographic structures.
Quality Control System for Full-Process
Only those laser cutting manufacturers who have a well-established quality control system over the full process can give stable batch quality. The key control steps are what comes next:
First Article Inspection Mechanism: The very first article from a batch is inspected in all aspects to detect any kind of process deviation beforehand to prevent the risk of batch scrapping.
Process Statistical Control: Statistical process control (SPC) is done with a stable CPK value >1.33, which is to guarantee mass production stability.
Three Core Inspections: Including cross-sectional stripe analysis, metallographic structure observation, and full-dimensional accuracy inspection, these provide the closed-loop product quality control.
Qualified personnel, accurate measurement tools, and thorough process control are essential elements to manage tool steel laser cutting tolerance and assure batch quality. You could hand over your workpiece requirements to receive customized, high quality processing solutions.
Perguntas frequentes
Q1: Will laser cutting hardened tool steel cause the edges to get soft?
No, the edges will not get soft. By using advanced ultra-high frequency pulse modulation combined with an 18-bar ultra-high pressure pure nitrogen cooling method, the heat input from the process can be limited to just a few microseconds, which completely prevents the softening effect of annealing and keeps the steel hardness intact as originally.
Q2: What is the maximum tolerance you can obtain for laser cutting hardened tool steel?
By using a highly accurate linear motor drive together with a real-time focus closed-loop feedback system, the plant can reliably control the linear dimensional tolerance on hardened tool steel within 0.01mm even in large scale production, which is quite suitable for the requirements of very precise high end assembly.
Q3: Why is the price of laser cutting hardened tool steel higher than that of ordinary carbon steel?
Hardened tool steel has high hardness and strong heat sensitivity. Processing requires low speed and temperature control to suppress microcracks. At the same time, it consumes a large amount of high-pressure, high-purity nitrogen gas. Combined with complex and precise parameter adjustments, the equipment wear and process costs are far higher than those of ordinary carbon steel cutting.
Q4: Can laser cutting process hardened steel plates thicker than 10mm?
It is possible for high power laser cutting systems to penetrate 10mm hardened steel plates. But, heat accumulation will be a major concern when performing laser cutting on thick plates. An ideal processing window that allows producing 0.02mm high precision and crack free quality can be achieved predominantly with plates under 5mm thick.
Q5: Does the laser-cut surface require secondary deburring or grinding?
During the whole processing the usage of 18bar ultra-high pressure pure nitrogen for rinsing aid offers the cut edges that are smooth, clean and free of burr and slag. The surface quality is so high that a secondary grinding is not necessary. The cut can be directly assembled or polished.
Q6: Which specific grades of hardened tool steel do you support for custom laser cutting?
We can easily process several popular hardened tool steels at our factory, such as D2, A2, and O1 cold work die steels, H13 hot work die steel, and M2 high speed steel, this way fulfilling various high end molds and precision parts customization requirements.
Q7: Does the local residual stress caused by laser cutting affect the entire structure of the workpiece?
Traditional continuous lasers usually induce a lot of residual stress. Though, our exclusive ultra-short pulse technique can lower the tensile stress levels by over 85% while not compromising the structural integrity of the workpiece, this way guaranteeing the parts' long-term service stability.
Q8: What is your minimum order quantity (MOQ)? Do you provide single prototype production service?
Our brand mainly serves B2B high end flexible manufacturing and That means there is no MOQ restriction. Whether it is a single R&D prototype, a small batch prototyping, or a large scale mass production, we are capable to offer you standard professional technical support and processing services without any problem. You can simply upload the drawings and get quick and accurate quotations as well as a customized processing method.
Resumo
The main difficulty in precision machining of hardened tool steel lies in effectively juggling the three aspects of accuracy, hardness, and processing efficiency. Thermal stress-caused microcracks, hardness reduction, and dimensional deviations are the main barriers to the mass production of top-grade molds.
By completely resolving the industry pain points of traditional machining through a combined process of high frequency short-pulse thermal control, dynamic linear energy adjustment, and ultra-high pressure nitrogen protection, we achieve uninterrupted high quality machiningresults with 0.01mm accuracy, micron-level HAZ, and HRC 58+ hardness retention.
If you are experiencing issues like long lead times, elevated costs, and non-compliance of product quality in hardened tool steel machining, kindly forward us your 2D/3D CAD drawings. Our seasoned technical team will turn around your request with a professional DFM assessment report and a precise quotation within 2 hours, helping your project to be rapidly initiated and taking advantage of the market opportunities.
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. Não se deve inferir que um fornecedor ou fabricante terceiro fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas de projeto, qualidade e tipo de material ou mão de obra através da rede LS Manufacturing. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
Equipe de fabricação da LS
LS Manufacturing é uma empresa líder do setor. Concentre-se em soluções de fabricação personalizadas. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services. Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. Fornecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Quer se trate de produção em pequeno volume ou personalização em grande escala, podemos atender às suas necessidades com a entrega mais rápida em 24 horas. escolha LS Fabricação. This means selection efficiency, quality and professionalism. To learn more, visit our website:www.lsrpf.com
Especialista em prototipagem rápida e fabricação rápida
Especializada em usinagem cnc, impressão 3D, fundição de uretano, ferramentas rápidas, moldagem por injeção, fundição de metal, chapa metálica e extrusão.