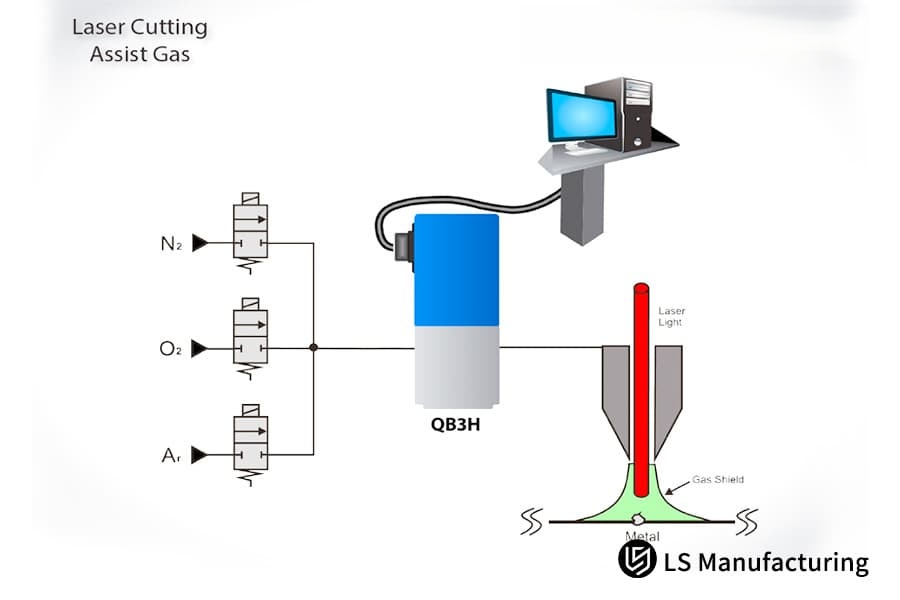
This is done with a 19 bar ultra-high purity nitrogen coaxial nozzle and laser cuts are dynamically tracking the focal point with an exact 0.15 mm nozzle spacing which helps in the rapid dissipation of cutting heat and prevention of molten metal backflow and buildup of thermal stress.
Here is a nice tip for troubleshooting: When laser cutting small holes in hardened steel and experiencing punctures, changing the progressive piercing time to 0.8s can totally eliminate puncture defects.
结果和价值
Coordinate measuring machine (CMM) inspection and microhardness testing confirm that all product tolerances at the finished stage are stably held within 0.01mm, HAZ 0.02mm, and the edge hardness is consistently HRC 59, without any microcracks.
This solution enables customers to save 65% on processing costs, which is a reduction of $320 in cost per workpiece. Also, it drastically shortens delivery cycles and assists customers to get rid of production bottlenecks and even achieve cooperation over time.
<块引用>
Advanced process tuning and detailed optimization have paved the way for laser-cut hardened workpieces to be used in premium medical precision contexts and their quality has been confirmed by mass production. Check out full project case studies as a way to learn and get free DFM feasibility analysis as well as tailor high precision workpiece processing solutions.
What Variables Drive The Actual Cost From a Precision Tool Steel Laser Cutting Supplier?
Weight of material alone doesn't dictate the price of precision tool steel laser cutting. The main elements that dictate the cost are the complexity of the workpiece, the thickness of the metal, the hardness of the steel, and how tight the dimensional tolerances are. By knowing these factors, customers can fine-tune their designs and keep their budgets in check.
Primary Factors Affecting Cost
How hard a material is to penetrate will not only decide how long the process will take but also the cost of raw materials. Laser cutting that adjusts to thicknesses can cope with various sheet metal processing scenarios. The main factors influencing costs can be broadly classified into two categories:
The Impact of Sheet Thickness: Every time the thickness of steel is increased by 1mm, laser penetration resistance goes up in a geometric fashion, causing very significant reduction of cutting speed and continuous increase of machine time costs.
Losses in Drilling Process: It is very tough to drill hardened steel, a single hole takes 0.5s-2s. Not only this increases processing time but also causes rapid wear of the nozzle, resulting in higher material costs.
Cost Differences Based on Tolerance Grades
How accurately a tolerance grade is defined can mainly determine processing difficulty, and because of this, price. Thanks to tolerance-controlled laser cutting, it is possible to have exactly different tolerances matching different accuracy levels, and the technical difference between various tolerance standards is quite significant:
Standard Tolerances (0.05mm): Highest processing speed, no full-process inspection required, lowest process difficulty, and lower overall processing cost.
Ultra-precision Tolerances (0.01mm): Necessary to lower machinery speed and carry out 100% online full inspection, high technology level, high processing time, and greatly increased overall cost.
Calculation Basis: The proprietary formula for cost calculation is below: Single-piece machine time cost = Cutting time × Equipment rate + Nitrogen consumption × Gas unit price. This formula makes pricing transparent and accurate.
How To Evaluate The Quality Standards Of a Tool Steel Laser Cutting Manufacturer?
Top-notch laser cutting service suppliers should not only be certified with IATF 16949 & ISO 9001:2015 but also have precision testing equipment set for a closed-loop quality check of the workpiece and accurate control of the laser cutting tolerance of the tool steel.
Standards for Hardware Testing Configuration
High grade professional inspection instruments are a pillar of guarantee of the quality a product. It will be only a good one if the entire set of test instruments is capable of making a full inspection of the external features, dimensions, and metallographic structures.
Quality Control System for Full-Process
Only those laser cutting manufacturers who have a well-established quality control system over the full process can give stable batch quality. The key control steps are what comes next:
First Article Inspection Mechanism: The very first article from a batch is inspected in all aspects to detect any kind of process deviation beforehand to prevent the risk of batch scrapping.
Process Statistical Control: Statistical process control (SPC) is done with a stable CPK value >1.33, which is to guarantee mass production stability.
Three Core Inspections: Including cross-sectional stripe analysis, metallographic structure observation, and full-dimensional accuracy inspection, these provide the closed-loop product quality control.
<块引用>
Qualified personnel, accurate measurement tools, and thorough process control are essential elements to manage tool steel laser cutting tolerance and assure batch quality. You could hand over your workpiece requirements to receive customized, high quality processing solutions.
常见问题解答
Q1: Will laser cutting hardened tool steel cause the edges to get soft?
No, the edges will not get soft. By using advanced ultra-high frequency pulse modulation combined with an 18-bar ultra-high pressure pure nitrogen cooling method, the heat input from the process can be limited to just a few microseconds, which completely prevents the softening effect of annealing and keeps the steel hardness intact as originally.
Q2: What is the maximum tolerance you can obtain for laser cutting hardened tool steel?
By using a highly accurate linear motor drive together with a real-time focus closed-loop feedback system, the plant can reliably control the linear dimensional tolerance on hardened tool steel within 0.01mm even in large scale production, which is quite suitable for the requirements of very precise high end assembly.
Q3: Why is the price of laser cutting hardened tool steel higher than that of ordinary carbon steel?
Hardened tool steel has high hardness and strong heat sensitivity. Processing requires low speed and temperature control to suppress microcracks. At the same time, it consumes a large amount of high-pressure, high-purity nitrogen gas. Combined with complex and precise parameter adjustments, the equipment wear and process costs are far higher than those of ordinary carbon steel cutting.
Q4: Can laser cutting process hardened steel plates thicker than 10mm?
It is possible for high power laser cutting systems to penetrate 10mm hardened steel plates. But, heat accumulation will be a major concern when performing laser cutting on thick plates. An ideal processing window that allows producing 0.02mm high precision and crack free quality can be achieved predominantly with plates under 5mm thick.
Q5: Does the laser-cut surface require secondary deburring or grinding?
During the whole processing the usage of 18bar ultra-high pressure pure nitrogen for rinsing aid offers the cut edges that are smooth, clean and free of burr and slag. The surface quality is so high that a secondary grinding is not necessary. The cut can be directly assembled or polished.
Q6: Which specific grades of hardened tool steel do you support for custom laser cutting?
We can easily process several popular hardened tool steels at our factory, such as D2, A2, and O1 cold work die steels, H13 hot work die steel, and M2 high speed steel, this way fulfilling various high end molds and precision parts customization requirements.
Q7: Does the local residual stress caused by laser cutting affect the entire structure of the workpiece?
Traditional continuous lasers usually induce a lot of residual stress. Though, our exclusive ultra-short pulse technique can lower the tensile stress levels by over 85% while not compromising the structural integrity of the workpiece, this way guaranteeing the parts' long-term service stability.
Q8: What is your minimum order quantity (MOQ)? Do you provide single prototype production service?
Our brand mainly serves B2B high end flexible manufacturing and That means there is no MOQ restriction. Whether it is a single R&D prototype, a small batch prototyping, or a large scale mass production, we are capable to offer you standard professional technical support and processing services without any problem. You can simply upload the drawings and get quick and accurate quotations as well as a customized processing method.
摘要
The main difficulty in precision machining of hardened tool steel lies in effectively juggling the three aspects of accuracy, hardness, and processing efficiency. Thermal stress-caused microcracks, hardness reduction, and dimensional deviations are the main barriers to the mass production of top-grade molds.
By completely resolving the industry pain points of traditional machining through a combined process of high frequency short-pulse thermal control, dynamic linear energy adjustment, and ultra-high pressure nitrogen protection, we achieve uninterrupted high quality machiningresults with 0.01mm accuracy, micron-level HAZ, and HRC 58+ hardness retention.
If you are experiencing issues like long lead times, elevated costs, and non-compliance of product quality in hardened tool steel machining, kindly forward us your 2D/3D CAD drawings. Our seasoned technical team will turn around your request with a professional DFM assessment report and a precise quotation within 2 hours, helping your project to be rapidly initiated and taking advantage of the market opportunities.
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information.不应推断第三方供应商或制造商将通过 LS Manufacturing 网络提供性能参数、几何公差、具体设计特征、材料质量和类型或工艺。 It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
LS 制造团队
LS Manufacturing 是一家行业领先的公司。专注于定制制造解决方案。 We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services. Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified.我们为全球150多个国家的客户提供快速、高效、高质量的制造解决方案。无论是小批量生产还是大规模定制,我们都能以最快的24小时内交货满足您的需求。选择LS制造。 This means selection efficiency, quality and professionalism. To learn more, visit our website:www.lsrpf.com