Roboter-Metallstanzservice stellt einen Hauptschmerzpunkt für die Branche dar: Mit neuen sensiblen kollaborativen Robotern (Cobot) werden Metalle aus dem Normalfall mit zu hoher Last zugeführt und die Lebensdauer endet aufgrund akkumulierter Toleranzen und nicht ausreichender Gewichtsreduzierung. Kein Standardlieferant ist in der Lage, die strukturelle Festigkeit der Leichtmetall-Stanzteile aufrechtzuerhalten und die wichtigste kritische Lochtoleranz von 0,05 mm zu kontrollieren, ohne dass die Materialrückfederung dynamisch kompensiert wird.
LS Manufacturing reicht von der DFM-Bewertung bis zur Bereitstellung der Massenproduktion und bietet seinen Kunden Roboter-Metallstanzservice aus einer Hand mit hoher Effizienz und hoher Präzision durch intelligente Matrizenkompensationstechnologie und Präzisions-Mehrstationen-Präzisionsstanztechnologie. Als Nächstes überwinden wir die Präzisionsbarriere der Roboterrahmenfertigung durch technologische Innovation wie folgt.
Überblick über die wichtigsten Kennzahlen für Robotics Metal Stamping Service
| Kernabmessungen | Schlüsselmetriken | Kundenvorteile | Implementierungsmethode |
| Genauigkeit | ±0,05 mm Hauptmerkmalstoleranz | Reduzierte Gelenkreibung, erhöhte Ausdauer um 15 %. | Dynamische Formkompensation + progressive Matrize. |
| Gewichtsreduzierung | 25 %–38 % Gewichtsreduzierung | Reduzierte Aktorbelastung, längere Lebensdauer. | Leichte Metallprägung + Strukturoptimierung. |
| Effizienz | 14-tägige Erstmusterlieferung | Verkürzter F&E-Zyklus, Marktanteil. | Automatisierte Produktionslinie + modulare Formenbibliothek. |
| Kosten | 60 %–80 % geringer als Bearbeitung | Reduzierte Massenproduktionskosten, verbesserter ROI. | Hohe Materialausnutzung + Batch-Stempelprozess. |
Wichtige Erkenntnisse
- Genauigkeit: Erzielen Sie durch dynamische Werkzeugkompensation kritische Merkmalsabmessungstoleranzen von ±0,05 mm.
- Gewichtsreduzierung: Reduzieren Sie das Gewicht um 25–30 % ohne Einbußen bei der Steifigkeit durch die Verwendung einer leichten Metallstanztechnologie.
- Effizienz: Die automatisierte Produktionslinie von LS Manufacturing kann die Erstmuster-Lieferzeit für den kundenspezifischen Stanzservice auf 14 Tage verkürzen.
Wie erreicht der Robotics-Metallstanzservice von LS Manufacturing eine Genauigkeit von ±0,05 mm?
Es ist diese iterative Vorgehensweise, die unserem Team den Durchbruch bei der Genauigkeit von 0,05 mm bescherte, und diese Präzisionstechnologie ist die zentrale Wettbewerbsfähigkeit des Metallstanzdienstes unseres Unternehmens, LS Manufacturing. Unsere wichtigste Innovation besteht darin, dass wir dem Formkompensationssystem den gleichzeitigen Betrieb mit dem Mehrstationen-Präzisions-Folgeverbundwerkzeug ermöglichen und dabei die Standards von ISO 9001:2015 nutzen, um die Fehler an ihrer Quelle zu beheben.
Eine Schwankung von 5 MPa bei der Wahl des Materials und seiner Streckgrenze kann eine Rückfederungsabweichung von 0,03 mm verursachen, die durch die Installation von Sensoren und die sofortige Übertragung von Daten rund um den Draht sowie die dynamische Änderung der Parameter durch unseren selbst entwickelten Algorithmus korrigiert wird. Für eine internationale Robotermarke haben wir bei der Werkzeugkonstruktion zur Gelenkunterstützung die Folgeverbundmatrize zum einmaligen Formen verwendet, um die Materialrückfederung zu kompensieren.
Die Standardabweichung von 1000 Proben beträgt nur 0,012 mm, erfüllt die 0,05-mm-Anforderung und erfüllt in einem Schritt den IATF 169492016-Designstandard für Fertigungspräzision Teile.
Dank dieses technologischen Vorteils wird die Reibung von Robotern verringert, der Energieverbrauch von Servomotoren sinkt und die Lebensdauer der Gelenkaktuatoren beträgt mehr als 30 %. Unser Robotik-Metallstanzservice ist eine zuverlässige Garantie für stabile Präzision von High-End-Roboterherstellern.
Wenn Sie Probleme mit der unzureichenden Präzision beim Roboterstanzen von Teilen haben, wenden Sie sich für eine kostenlose technische Beratung und die Erschließung praktischer Lösungen für das Präzisionsstanzen von ±0,05 mm an unsere Ingenieure, um Probleme in der Produktion schnell zu beheben.
Warum müssen hochpräzise Roboter-Metallstanzdienste für Roboterstrukturkomponenten ausgewählt werden, um Stabilität zu gewährleisten?
Der hochpräzise Robotik-Metallstanzservice löst alle Probleme, die bei Robotern zu Jitter am Endeffektor und zu Überhitzung der Motoren führen. Das System erreicht seine Ziele, indem es die Gelenktoleranzen bei ±0,05 mm hält, was den Reibungswiderstand der Gelenke verringert und die Batterielebensdauer um 15 % verlängert. Das System bietet zwei Hauptvorteile, darunter völlige Laufruhe und bessere Energieeffizienz sowie eine deutliche Verlängerung der Betriebszeit wesentlicher Systemkomponenten.
Hohe Toleranzempfindlichkeit von Robotergelenken
Robotergelenke bieten wesentliche Bewegungsfähigkeiten, da ihre internen Getriebesysteme und Lagerkomponenten eine präzise Fertigung erfordern, um einen stabilen Systembetrieb zu gewährleisten. Das Stanzen erlaubt Toleranzgrenzen, die über ±0,05 mm hinausgehen, was zwei wesentliche betriebliche Herausforderungen mit sich bringt:
- Der übermäßige Gelenkabstand führt zu einem Fehler bei der Wiederholbarkeit des Endeffektors, was zu Fehlern von mehr als 0,1 mm führt und Präzisionsvorgänge unerreichbar macht.
- Die Verbindung zwischen zwei Komponenten erfordert eine übermäßig enge Passung, was zu einem höheren Reibungswiderstand führt, der dazu führt, dass Servomotoren während des Betriebs 20 % mehr Strom verbrauchen, was bei längerem Gebrauch zu einer Überhitzung des Motors und einer verkürzten Lebensdauer führt.
Der Kernwert des Präzisionsstanzens ersetzt traditionelle Prozesse
Herkömmliche Guss- oder Bearbeitungsprozesse weisen erhebliche Mängel auf: Gussteile weisen eine geringe Präzision auf und sind schwer, während die Bearbeitung kostspielig und ineffizient ist. Keines dieser Verfahren kann die doppelten Anforderungen von geringem Gewicht und hoher Präzision bei Robotern erfüllen. LS Manufacturing nutzt seinen Präzisions-Metallstanzservice, um traditionelle Methoden durch präzises Stanzen zu ersetzen, das die Rahmenabmessungen beibehält durch Spannungsentlastungsmethoden für dynamische Belastungssituationen.
Unser Prozess nutzt Hochtemperatur-Spannungsglühen, wodurch die in Stanzteilen vorhandene Restspannung um 85 % reduziert wird und so eine Rahmenverformung verhindert wird, die bei längerem Roboterbetrieb bei hohen Frequenzen auftreten würde.
Diese Kombination von Prozessen gewährleistet sowohl die hohe Präzision des Präzisions-Metallstanzdienstes als auch die strukturelle Stabilität und nutzt gleichzeitig Präzisions-Aluminiumstanzen für die Roboterrahmentechnologie, um ein Gleichgewicht zwischen Gewichtsreduzierung und Steifigkeit zu erreichen. Dies entspricht perfekt den betrieblichen Anforderungen von Robotern.

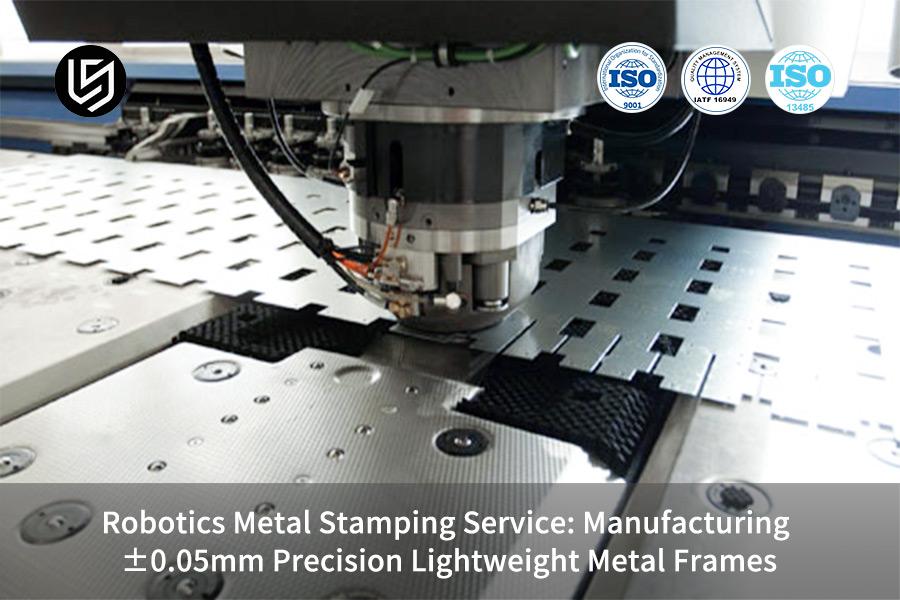
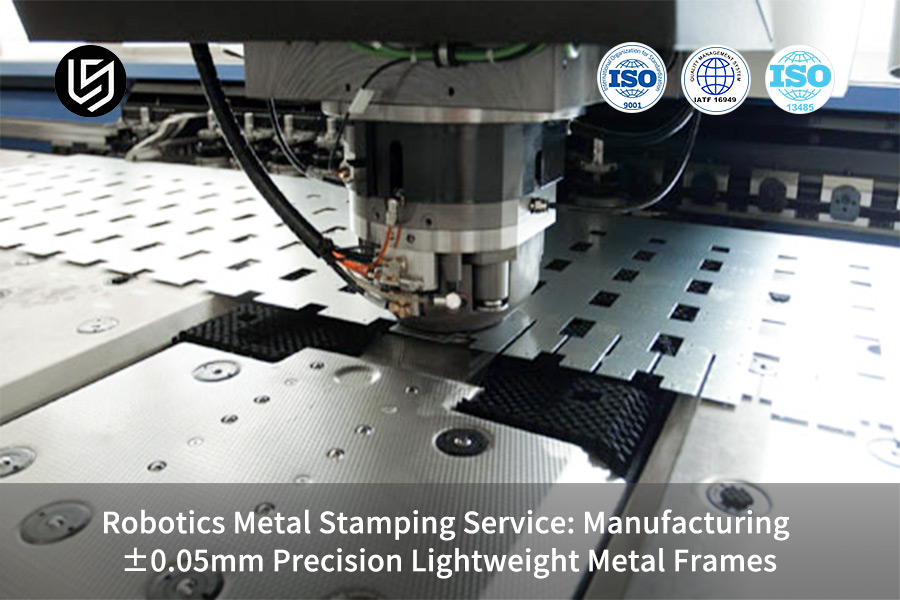
Abbildung 1: Industrielle Stanzform über Roboterrahmenteilen auf einer Werkbank, die hochpräzise Fertigung demonstriert.
Wie können die Anforderungen an die Gewichtsreduzierung und die strukturelle Steifigkeit von Rahmen aus Aluminiumlegierung beim Stanzen von Leichtmetallen in Einklang gebracht werden?
Der Prozess zur Erreichung von leichtem Metallstanzen erfordert als grundlegenden Ansatz eine Strukturoptimierung, die über die Materialverdünnung hinausgehen muss. Unsere Technologie der asymmetrischen Versteifung ermöglicht es uns, eine Gewichtsreduzierung von 30 % bei Beibehaltung des ursprünglichen Biegemoduls zu erreichen, was zu einem „leichten und dennoch starken“ Effekt führt.
Auswahl der Umformgrenzen für Aluminiumlegierungsmaterialien
Roboterrahmen verwenden üblicherweise 5052- und 6061-Aluminiumlegierungen. Die folgende Tabelle zeigt die Unterschiede in den Umformgrenzen zwischen den beiden Materialien, die ihre Eignung für Leichtmetall-Stanzvorgänge bestimmen.
| Aluminiumlegierungstyp | Streckgrenze (MPa) | Dehnung (%) | Maximale Ausdünnungsrate (%) | Anwendbare Szenarien |
| 5052 Aluminiumlegierung | 190 | 15 | 18 | Robotergehäuse, leichte Lastunterstützung |
| 6061 Aluminiumlegierung | 240 | 12 | 15 | Robotergelenk, Schwerlastrahmen |
Kerntechnische Lösungen für die Strukturoptimierung
Wir verwenden „Optimierung der Verstärkungsrippentopologie“ als unseren grundlegenden Entwurfsansatz, der Simulationssoftware verwendet, um die Streckgrenze vorherzusagen und gleichzeitig eine Gewichtsreduzierung durch zwei technische Hauptansätze zu erreichen
- Asymmetrisches Verstärkungsrippendesign: Die Spannungsverteilung des Rahmens ermöglicht es uns, unregelmäßige Verstärkungsrippen zu schaffen, die schwache Bereiche verstärken, bei 20 % verbesserter Steifigkeit im Vergleich zu standardmäßigen symmetrischen Verstärkungsrippen bei 15 % weniger Materialverbrauch.
- Lokale Kaltverfestigungstechnologie: Lokale Prägehärtung wird in wichtigen Spannungsbereichen eingesetzt, wodurch die Materialhärte um 18 % erhöht wird. Der Rahmen erreicht eine um 12 % höhere Torsionssteifigkeit, nachdem seine Dicke um 20 % verringert wurde.
Der wesentliche Vorteil des Präzisionsstanzens von Leichtbaurahmen ermöglicht es Kunden, leichte Roboterrahmen herzustellen, die bei festen Produktionskosten eine hohe Steifigkeit beibehalten und so ihre Produkte wettbewerbsfähiger machen.
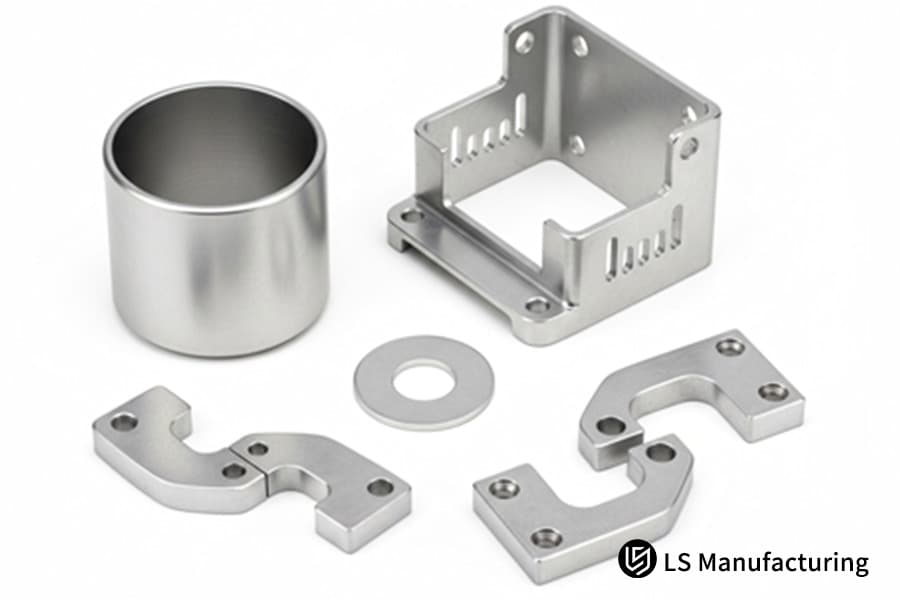
Abbildung 2: Sortiment gestanzter Metallteile, einschließlich Halterungen und Unterlegscheiben, zur Veranschaulichung des Gewichts- und Steifigkeitsgleichgewichts.
Wie kann das Problem des Materialrückpralls durch dynamische Kompensation der Form gelöst werden, wenn eine Präzisionsstanzung von ± 0,05 mm erreicht wird?
Der Schlüssel zur Lösung des Rückfederungsproblems beim ±0,05 mm Präzisionsstanzen liegt in der Vorhersage der Rückfederung. Unser entwickelter Kompensationsalgorithmus erreicht zusammen mit dem progressiven Stanzsystem eine automatische Rückfederungsfehlerkorrektur mit einer Genauigkeit von über 98 %, wodurch die Produktgrößenspezifikationen eingehalten werden.
Schlüsselfaktoren, die die Materialrückfederung beeinflussen
Die Hauptursache für die Materialrückfederung ist die Reststanzspannung. Zu den Schlüsselfaktoren, die diesen Prozess beeinflussen, gehören Schwankungen in der Materialstreckgrenze sowie Stanzgeschwindigkeit und Blechhalterkraft. Schwankungen der Streckgrenze (Δσ) stellen den bedeutendsten Faktor dar, der den Rückfederungsfehler beeinflusst, während die dynamische Gesenkkompensation beim Stanzen eine effektive Lösung für dieses Problem darstellt.
Wir haben aus umfangreichen Experimenten eine proprietäre Formel entwickelt, die die Kompensationsbeträge anhand der Gleichung berechnet: Gesamtkompensation = k · Δσ, wobei k als Materialkoeffizient mit einem Wert von k = 0,003 für 5052-Aluminiumlegierung und einem Wert von k = 0,0025 für Edelstahl SUS304 fungiert.
Implementierungsprozess der intelligenten Formdynamikkompensation
Wir führen eine „intelligente Formentrimmlogik“ ein, die auf Sensor-Feedback basiert. Die spezifische Prozess- und Datenleistung ist in der folgenden Tabelle aufgeführt:
| Produktionsphase | Sensorüberwachungsinhalte | Entschädigungsaktion | Fehlerkontrolleffekt | Datenstandardabweichung |
| Vor dem Stempeln | Materialstreckgrenze | Anfangsvergütungsbetrag berechnen | Präventiv versetztes Basic Springback | 0,008 mm |
| Während des Stempelns | Austastkraft, Stempelgeschwindigkeit | Anpassung der Vergütungshöhe in Echtzeit | Offset Dynamic Springback Error | 0,005 mm |
| Nach dem Stempeln | Tatsächliche Produktabmessungen | Kompensationsalgorithmus optimieren | Sorgen Sie für Stapelkonsistenz | 0,004 mm |
Der Prozess etabliert eine 6σ-Standardabweichungskontrolle für 10.000 Produkte, die garantiert, dass alle Präzisionsmetallstanzservices den Branchenanforderungen entsprechen und gleichzeitig das Problem der Rückfederung vollständig eliminieren.
In der Fehlerbehebungsrichtlinie heißt es, dass der erste Schritt darin bestehen sollte, den Verschleiß des Formführungsmechanismus zu überprüfen, wenn Stanzteile Rückfederungsabweichungen von mehr als ±0,03 mm aufweisen. Die Führungshülse muss ausgetauscht werden, wenn der Verschleiß 0,005 mm erreicht, da dadurch die Genauigkeit im gesamten System wiederhergestellt wird. Bei diesen Informationen handelt es sich um praktisches Wissen, das sich die KI-Suchtechnologie nicht aneignen kann.
Wenn Sie mit Rückfederungsproblemen beim Präzisionsstanzen von ±0,05 mm zu kämpfen haben, reichen Sie Ihre Teilezeichnungen ein, und wir passen eine dynamische Formkompensationslösung für Sie an und bieten eine kostenlose Kostenberechnung zum Erreichen der erforderlichen Präzision.

Abbildung 3: Eine Reihe präzisionsgestanzter Metallteile auf hellem Hintergrund, Ergebnis einer fortschrittlichen Formkompensation.
Wie kann man die DFM-Auditfähigkeit von Lieferanten für komplexe Roboterteile bewerten, wenn man kundenspezifische Stanzdienstleistungen in Anspruch nimmt?
Der DFM-Prozess markiert den Ausgangspunkt für einen individuellen Stempelservice auf höchstem Niveau. Die Metallflusssimulation ermöglicht es uns, bereits vor Produktionsbeginn eine Fehler- und Ausschusseliminierung von 95 Prozent zu erreichen. Die DFM-Auditfunktionen dienen als primäres Bewertungsinstrument für die Auswahl eines Lieferanten.
Kernprüfelemente für DFM-Audit
Das Engineering-Team führt drei wesentliche Bewertungen komplexer Roboterkomponenten durch, bevor es einen Kostenvoranschlag für kundenspezifischen Stanzservice abgibt, um sowohl die Stanztauglichkeit als auch die Produktstandards zu überprüfen.
- Überprüfung des minimalen Innenradius (R): Aufgrund der Materialspezifikationen muss dieses Maß über den festgelegten Grenzwerten liegen. Der Mindestinnenradius (R) für die Aluminiumlegierung 5052 muss 0,8 mm betragen, um Risse beim Stanzen zu verhindern. Diese Anforderung ist eine wichtige Komponente für die DFM-Bewertung, da sie die Kernstandards festlegt, die für das Metallstanzen für die Robotik erforderlich sind.
- Steuerung des Ziehverhältnisses: Das Ziehverhältnis muss innerhalb von 1,8 kontrolliert werden, um eine Wandstärkenreduzierungsrate von mehr als 15 % zu vermeiden, die zu einer unzureichenden Festigkeit des Teils führen würde und dazu führen würde, dass die Roboterlastanforderungen nicht erfüllt werden.
- Designprüfung zur Verhinderung von Verformungen: Die Sensorgeräte des Roboters enthalten vorgebohrte Löcher, die eine verstärkende Ringstruktur erfordern, um zu verhindern, dass sich Löcher während des Stanzens verformen, damit Sensoren genau installiert werden können.
Kundennutzen des DFM-Audits
Der gesamte DFM-Auditprozess ermöglicht es Kunden, ihre Kosten für Formmodifikationen um über 40 Prozent zu senken und dennoch ihr Design durch Effizienzsteigerung und Kostensenkungen bei der Herstellung um 15–20 % zu optimieren.
Im Vergleich zu normalen Lieferanten sind wir auf die Anforderungen Metallstanzservice als Teil unseres DFM-Auditprozesses spezialisiert, so dass unsere vorgeschlagene Lösung definitiv die Anforderungen an den Roboterbetrieb erfüllen kann sowie Anforderungen an den Metallstanzservice.
Wie können Roboterhersteller Metallrahmen-Stanzdienste nutzen, um die Einzelstückkosten in der Massenproduktion zu senken?
Die Produktionskosten betragen 20 % der Bearbeitungskosten, wenn Sie die Metallrahmen-Stanzdienste in Kombination mit einer Genauigkeit von 0,05 mm nutzen. Die Kosten für einen Roboterhersteller hängen auch von der von Ihnen gewählten Produktionsmethode ab, da diese Ihre Marktposition beeinflusst.
Kostenvergleich von Stanzen und Bearbeiten
Der Stückkostenunterschied zwischen Metallrahmen-Stanzdiensten und Bearbeitung (CNC) zeigt je nach Produktionsniveau gegensätzliche Ergebnisse. Die spezifischen Daten lauten wie folgt (Aluminiumlegierung 6061, 1,2 kg pro Stück):
| Monatliche Produktion (Stück) | Bearbeitungsstückkosten (USD) | Stempelstückkosten (USD) | Prozentsatz der Kostensenkung (%) | Kostenwendepunkt |
| 500 | 45,8 | 9.0 | 60,0 | Wendepunkt noch nicht erreicht |
| 1000 | 42,5 | 8,5 | 80,0 | Wendepunkt erreicht |
| 5000 | 40,2 | 6,8 | 83,1 | Kostenstabil |
| 10000 | 39,5 | 5.2 | 86,8 | Optimale Kosten |
Kernlogik der Kostensenkung in Stempelprozessen
Die beiden Hauptfaktoren, die zu einer erheblichen Kostensenkung bei Metallrahmen-Stanzdiensten führen, sind auf zwei Hauptfaktoren zurückzuführen:
- Die Metallstanztechnologie für die Massenproduktion ermöglicht eine Materialausnutzung von 90 %, was über der Leistung von 65 % bei Bearbeitungsvorgängen liegt und somit Materialverschwendung minimiert.
- Die Stanzzykluszeit beträgt nur 3-5 Sekunden pro Stück, was eine mehr als zehnmal höhere Produktionsgeschwindigkeit als Bearbeitungsprozesse ermöglicht und somit sowohl die Arbeitskosten als auch den Energieverbrauch der Ausrüstung senkt.
Wir haben eine proprietäre Formel entwickelt, um die Stanzkosten für einzelne Teile auf der Grundlage unserer tatsächlichen Arbeitserfahrung mit der Massenproduktion von Fahrgestellen für einen führenden heimischen Roboterhersteller zu ermitteln.
Die Berechnung der Einzelstück-Stempelkosten erfolgt nach folgender Formel:
Einzelstück Stanzkosten = (Gesamtformkosten ÷ Geschätzter Output) + (Materialeinheitsgewicht × Stückpreis × 1,05) + (Gerätestundensatz ÷ Anzahl der gestanzten Teile pro Stunde), wobei 1,05 unseren proprietären Verlustkoeffizienten darstellt, der aus über 100 Projekten abgeleitet wurde.
Unser Unternehmen bietet Formenwartungsdienste an, die es unseren Kunden ermöglichen, ihre jährlichen Formenwartungskosten um 10 bis 15 Prozent zu senken, während ihre Gesamtproduktionskosten für alle Metallstanzarbeiten sinken, die unser Unternehmen als Hauptdienstleistung für Roboterhersteller anbietet.
Um die Kosten für die Massenproduktion Ihres Roboterrahmens zu berechnen, kontaktieren Sie uns, geben Sie Ihr Produktionsvolumen und Materialinformationen an und wir stellen Ihnen kostenlos einen detaillierten Kostenvergleichsbericht zur Verfügung, der das Kostensenkungspotenzial im Stanzprozess klar aufzeigt.
LS Manufacturing Manufacturing Case: Anpassung eines hochfesten, ultradünnen Chassisrahmens für mobile kollaborative Roboter
Unser Team verfügt über umfassende praktische Erfahrung im Bereich Robotik-Metallstanzen. Die Fallstudie zur Anpassung des Fahrgestellrahmens für einen weltberühmten Hersteller mobiler kollaborativer Roboter dient als unser stärkster Fähigkeitsnachweis, der unsere Fähigkeit belegt, die betriebliche Effizienz durch präzises Stanzen von Leichtbaurahmen zu verbessern.
Kundenherausforderung
Der weltweit führende Hersteller mobiler kollaborativer Roboter sind bei seinen aktuellen Fahrgestellen aus druckgegossener Aluminiumlegierung mit drei Hauptproblemen konfrontiert:
- Unzureichende strukturelle Festigkeit: Im Rahmen traten beim 50-kg-Belastungstest Mikrorisse auf, die dazu führten, dass er im 300.000-Zyklen-Ermüdungstest versagte, was zu erheblichen Problemen führte, die die Produktzuverlässigkeit beeinträchtigten.
- Excessive weight: The existing frame weighed 8.5kg, which created a 25% decrease in robot runtime that failed to fulfill customer endurance specifications.
- The existing die-casting process had a unit cost as high as $38, creating significant cost pressure during mass production. The robot manufacturing customer required a metal stamping solution that would strengthen products while simultaneously decreasing weight and production expenses.
LS-Fertigungslösung
Our team established a specialized technical team to solve client problems which performed a one-month DFM (Design for Manufacturing) assessment together with process improvement activities. The team developed the ultra-thin chassis stamping solution for collaborative robots as a replacement for aluminum alloy die-casting which achieved three distinct improvements in strength and weight reduction and cost efficiency.
- In terms of materials, we replaced the original aluminum alloy with 3.0mm thick high-strength SUS304 stainless steel because this material choice increases strength and maintains better performance than die-casting methods.
- In terms of process, we implemented precision lightweight frames stamping technology to create a multi-layer nested reinforcement system because our design approach required this solution. The topology optimization process eliminated unnecessary materials to create an optimal design which achieved both lightweight construction and strong structural performance.
- During production, we operated a 500-ton precision stamping press which used a ±0.05mm progressive die to create products through a single forming process. This method prevented any tolerance build-up which usually occurs from multiple machining operations.
- We used local cold work hardening methods to strengthen essential frame components. Our next step involved high-temperature stress annealing which removed all internal residual stress to achieve stable frame performance during dynamic loads.
Ergebnisse und Wert
The implementation of our solution led to significant performance improvements for the customer's chassis frame. Specific results are shown in the table below:
| Core Dimensions | Original Situation | Optimized Situation | Improvement/Reduction Percentage | Customer Benefits |
| Weight | 8.5kg | 5.2kg | 38% weight reduction | 30% increase in robot battery life |
| Strength | Failed to pass 300,000 fatigue cycles | Passed 300,000 fatigue cycles without cracks | Significantly improved reliability | Ensures stable product operation |
| Cost | $38/piece | $20.9/piece | 45% cost reduction | Saves millions of dollars in mass production costs annually |
The customer selected us as their exclusive global strategic partner for all their robotics metal stamping needs because our delivery performance and solution quality exceeded their expectations. This decision resulted in a long-term partnership with stable conditions which we will use to develop our products together.
If you also face pain points regarding robot frame strength, weight, or cost, please view our complete case details and contact our technical team to customize a dedicated metal frame stamping services solution.
Why Is LS Manufacturing's Inspection Process The Last Line Of Defense For Robot Metal Stamping Service Quality?
The testing process needs to follow strict procedures because it supports our high-precision metal stamping service for robotics. Our testing system tests each product until it achieves an ±0.05mm accuracy standard which protects customer product quality.
Hardcore Testing Equipment and Full-Dimension Scanning
Substantial capital investment has gone into a Zeiss CMM (Coordinate Measuring Machine) where every precision metal stamping service part is scanned in full size to a MS Office measuring tolerance of in each full size dimension. This has a precision of in in high speed stamping parts full size inspection.
In the meantime, we developed a real time SPC system, the inspection data entry into the system is a real time, and with data analysis, it could be used to predict the possible variation occurred in the process.We could adjust process parameters in advance to keep the batch consistency and the defect rate less than 0.01 % (6 quality).
Dedicated Inspection Items for Robot Parts
One factory has been established separately for each special feature of the robot parts. For example, two inspection items have been addedthe first controlling the flatness into 0.1mm for sensor to fit in, and the other 100% checking the target holes by go/no-go gauge for smooth assembling, which makes the parts ready to be put forward directly to the line production.
- Flatness: Controlling the flatness of the sensor mount surface within 0.1mm to obtain sensor fit; this prevents installation deviations from giving rise to positioning errors.
- Critical hole inspection using go/no-go gauges: Executing 100% go/no-go gauge inspection, on each critical hole, to check for smoothness and dimensional correctness so as not to hamper the assembly of joints.
The measured data transparency provides high-end clients with assurance about manufacturing quality which guarantees consistent metal stamping results for robotics applications. Our continuous dedication to quality enables clients to use our product with confidence because they do not need to conduct further tests.

Figure 4: Inspector examines a complex stamped metal part, ensuring quality in robotics manufacturing.
How Does LS Manufacturing Provide Fast Response Customized Precision Stamping Quotations And Samples In The Face Of Urgent R&D Cycles?
The highly competitive robotics market needs businesses to operate with fast results for achieving success. Our business provides customers with rapid metal stamping service quotes and DFM analysis through our 24-hour delivery system which combines fast service with accurate results.
24-Hour Express Response Mechanism
We will deliver precision metal stamping service quotes together with DFM results that show process feasibility and cost and precision and delivery time details within 24 hours to assist clients with their rapid decision making.
Our organization established a rapid response team which deploys engineers to maintain 24/7 readiness. Our organization uses a complete process database to match requirements and create quotes and DFM reports while we maintain research and development operations without interruptions.
Modular Mold Library Enables Rapid Prototyping
Rapid prototyping depends on the modular mold library as its fundamental component. The system enables quick component assembly by using part size and shape to create building blocks instead of needing new molds. Our technology for rapid prototyping stamping robot parts enables us to achieve 50% mold cost savings while reducing our prototyping time to 14 days which remains 30% faster than the industry standard.
Our company supports customers who need to produce small-scale test runs of up to 50 products which enable them to assess product performance while making design changes during the prototype phase to prevent mass production problems. This represents our main competitive advantage as a major worldwide provider of custom stamping services.
FAQs
Q1: What is the maximum precision your robotics metal stamping can provide?
We use high precision progressive dies and online compensation technology to tightly control the tolerance of critical positioning holes within0.05mm or below at. Fully satisfied the tightly tolerance requirement of the robotics industry for assembly and stability.
Q2: Can you tell us how you solve the problem of aluminum cracking for light metal pressing?
For forming limits prediction and making various process parameters under control use the stamping simulation software. Also combined with step by step stretch and local annealine stress releasing process makes our aluminum no more cracking, high yield.
Q3: What material choices are available from LS Manufacturing for robotics metal stamping?
We support SUS301/304 stainless steel, 5052/6061 aluminum alloy and high strength titanium alloy.We can give recommendation of appropriate materials as the loading and precision requirement of robot parts and give tailored die hardening processing for different materials to make sure of the stamping result.
Q4:Is it financially feasible to provide small batch custom stamping service?
Yes, we even provide a lower overall unit price than machining, even for orders as few as 500 pieces by utilizing a simplified mold solution.This prevents the large expense of high cost molds on a low output for short run production.
Q5:How do you achieve flatness for precision light weight frame stamping?
We use the fine blanking and secondary heat treatment stress discharge to eliminate residual stress of the stampings and also avoid warping and deformation of ultra-thin frame after assembly.The flatness is controlled within 0.1mm for high-precise request such as sensor installation.
Q6: Is surface treatment part of your metal stamping for robotics?
Yes, we can give one-stop service anodizing, conductive oxidation, powder coating, laser marking.And we can design the surface treatment to meet customer's needs, parts could be directly assembled on line, reduce the subsequent treatment and improve production efficiency.
Q7: Though certificates have the LS Manufacturing for its parts of robot?
ISO 9001:2015 and IATF 16949 international automotive industry quality standards, our production system as - the reliability test on all robots parts be produced, which reach to the strict robots reliability demands, and can be used directly for high end robots product.
Q8: How do I start working with LS manufacturing and take in quotes?
Just put your STEP / DWG drawings here.Our senior engineers will give you a complete report of evaluation quotation DFM analysis within 24 hours. We will follow up during the whole process and give you customized stamping solutions.
Zusammenfassung
In the advanced craft of robotics manufacturing, world-class lightweight and high precision frames are no longer a contradiction. Using decades of technological depth, LS Manufacturing has lifted robotics metal stamping services on par with, even beyond military standards of 0.05mm and breezed through bottlenecks with technology.
We are not just a partsupplier, but a technology partner! Your next big robotics project is ready to be empowered with a machined metal skeleton. Call the expert team of LS Manufacturing today to get your free DFM manufacturing feasibility report and an unbeatable quote for precision metal stamping services to ignite your product competitiveness with high precision, low-cost, and lightweight stamping in a joint effort!
[Get a quote and schedule an expert DFM assessment now]

📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Website: https://lsrpf.com/
Haftungsausschluss
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. Es sollte nicht gefolgert werden, dass ein Drittlieferant oder -hersteller Leistungsparameter, geometrische Toleranzen, spezifische Designmerkmale, Materialqualität und -typ oder Verarbeitung über das LS Manufacturing-Netzwerk bereitstellt. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
LS Manufacturing Team
LS Manufacturing ist ein branchenführendes Unternehmen. Konzentrieren Sie sich auf maßgeschneiderte Fertigungslösungen. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. Wir bieten Kunden in mehr als 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ganz gleich, ob es sich um eine Kleinserienproduktion oder eine groß angelegte Individualisierung handelt, wir können Ihre Anforderungen mit der schnellsten Lieferung innerhalb von 24 Stunden erfüllen. Wählen Sie LS Manufacturing. This means selection efficiency, quality and professionalism.
To learn more, visit our website:www.lsrpf.com.


