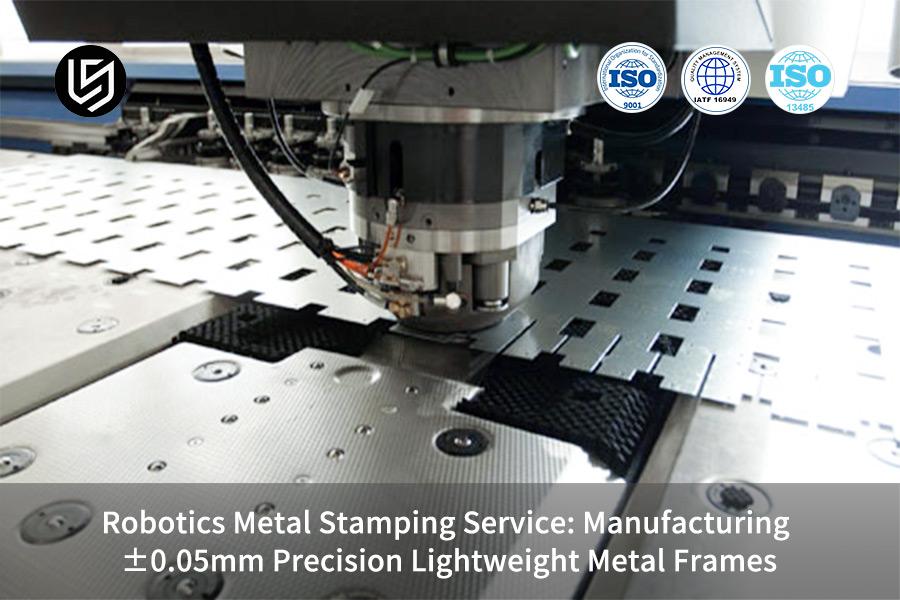
Le service robotique d'emboutissage des métaux présente un problème clé pour l'industrie : avec de nouveaux robots collaboratifs sensibles (Cobot), ils conçoivent des métaux provenant de la norme, alimentés avec trop de charge et mettent fin à leur durée de vie en raison des tolérances accumulées et d'une réduction de poids insuffisante. Aucun fournisseur standard n'est en mesure de garantir la résistance structurelle des pièces d'emboutissage en métal léger et de contrôler la tolérance de trou critique la plus importante à 0,05 mm sans aucune compensation dynamique pour le retour élastique du matériau.
LS Manufacturing va de l'évaluation DFM à la production de masse, en fournissant aux clients un service unique d'emboutissage robotique des métaux avec une efficacité et une haute précision grâce à la technologie de compensation de matrice intelligente et à la technologie de matrice progressive de précision multi-stations. La prochaine étape est la façon dont nous surmontons la barrière de la précision de la fabrication de châssis de robot grâce à l'innovation technologique comme suit.
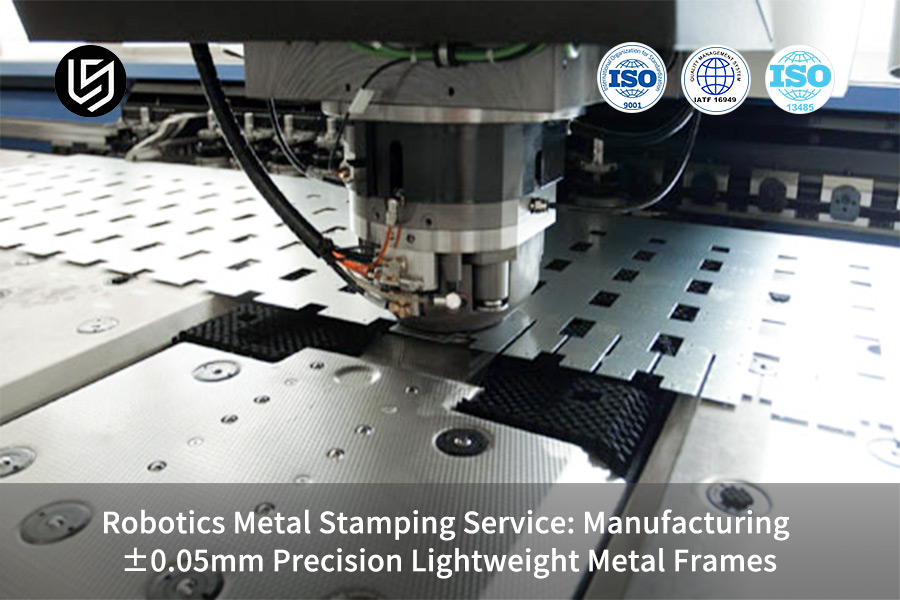
Présentation des indicateurs clés du service d'emboutissage robotique des métaux
| Dimensions principales | Mesures clés | Avantages client | Méthode de mise en œuvre |
| Précision | ±0,05 mm Tolérance des fonctionnalités clés | Frottement articulaire réduit, endurance accrue de 15 %. | Compensation dynamique du moule + matrice progressive. |
| Réduction de poids | 25 % à 38 % de réduction de poids | Charge de l'actionneur réduite, durée de vie prolongée. | Estampage léger des métaux + optimisation structurelle. |
| Efficacité | Livraison du premier échantillon sous 14 jours | Cycle de R&D raccourci, part de marché. | Ligne de production automatisée + bibliothèque de moules modulaire. |
| Coût | 60 % à 80 % inférieur à l'usinage | Coûts de production de masse réduits, retour sur investissement amélioré. | Utilisation élevée des matériaux + processus d'estampage par lots. |
Points clés à retenir
- Précision : Atteignez des tolérances dimensionnelles critiques de ±0,05 mm grâce à la compensation dynamique de la matrice.
- Réduction du poids : Réduisez le poids de 25 à 30 % sans sacrifier la rigidité grâce à la technologie d'estampage des métaux légers.
- Efficacité : la ligne de production automatisée de LS Manufacturing peut réduire à 14 jours le délai de livraison du premier échantillon pour le service d'estampage personnalisé.
Comment le service robotique d'emboutissage des métaux de LS Manufacturing atteint-il une précision de ±0,05 mm ?
C'est cette pratique itérative qui a apporté à notre équipe la percée de la précision de 0,05 mm, et cette technologie de précision est le cœur de la compétitivité du service d'emboutissage des métaux de notre entreprise, LS Manufacturing. Notre innovation clé est que nous permettons au système de compensation du moule de fonctionner simultanément avec la matrice progressive de précision multiposte en utilisant les normes ISO 9001:2015 pour rectifier les erreurs à la source.
Une fluctuation de 5 MPa du choix du matériau et sa limite d'élasticité peut provoquer un écart de retour élastique de 0,03 mm qui est corrigé en installant des capteurs et en transmettant les données instantanément autour du fil et en modifiant dynamiquement les paramètres grâce à notre algorithme auto-développé. Pour une marque internationale de robots, lors de la conception des outils de support articulaire, nous avons utilisé la matrice progressive pour un moulage unique afin de compenser le retour élastique de la matière.
L'écart type de 1 000 échantillons n'est que de 0,012 mm, satisfait à l'exigence de 0,05 mm et est conforme en une seule étape à la norme de conception de fabrication IATF 169492016 pièces de précision.
Grâce à cet avantage technologique, les frottements des articulations des robots sont réduits, la consommation d'énergie des servomoteurs diminue et et la durée de vie des actionneurs articulaires de plus de 30 %. Notre service d'emboutissage robotique des métaux est une garantie fiable pour une précision stable des fabricants de robots haut de gamme.
Si vous êtes préoccupé par une précision insuffisante dans l'emboutissage des pièces par robot, contactez nos ingénieurs pour une consultation technique gratuite et débloquez des solutions pratiques pour un emboutissage de précision de ± 0,05 mm, résolvant rapidement les problèmes de production.
Pourquoi faut-il sélectionner des services d'emboutissage de métaux robotisés de haute précision pour les composants structurels du robot afin de garantir la stabilité ?
Le service d'emboutissage de métaux de robotique de haute précision résout tous les problèmes qui provoquent une gigue des effecteurs terminaux et une surchauffe des moteurs. Le système atteint ses objectifs en maintenant les tolérances des joints à ±0,05 mm, ce qui diminue la résistance au frottement des joints et prolonge la durée de vie de la batterie de 15 %. Le système offre deux avantages principaux, notamment un fonctionnement parfaitement fluide et une meilleure efficacité énergétique, ainsi qu'une augmentation majeure de la durée de fonctionnement des composants essentiels du système.
Sensibilité élevée de tolérance des articulations de robot
Les articulations des robots offrent des capacités de mouvement essentielles, car leurs systèmes d'engrenages internes et leurs composants de roulement nécessitent une fabrication précise pour garantir un fonctionnement stable du système. L'estampage autorise des limites de tolérance qui s'étendent au-delà de ±0,05 mm, ce qui crée deux principaux défis opérationnels :
- Le jeu excessif des joints entraîne une défaillance de la répétabilité de l'effecteur final, ce qui provoque des erreurs dépassant 0,1 mm et rend les opérations de précision inaccessibles.
- La connexion entre deux composants nécessite un ajustement trop serré, ce qui entraîne une résistance au frottement plus élevée qui oblige les servomoteurs à utiliser 20 % de puissance en plus pendant le fonctionnement, ce qui entraîne une surchauffe du moteur et une durée de vie réduite en cas d'utilisation prolongée.
La valeur fondamentale de l'estampage de précision remplaçant les processus traditionnels
Les processus de coulée ou d'usinage traditionnels présentent des inconvénients importants : les pièces moulées ont une faible précision et sont lourdes, tandis que l'usinage est coûteux et inefficace, ni l'un ni l'autre ne peut répondre à la double exigence de légèreté et de haute précision des robots. LS Manufacturing utilise son service d'emboutissage de précision des métaux pour remplacer les méthodes traditionnelles par un emboutissage précis, qui maintient les dimensions du cadre grâce à des méthodes de soulagement des contraintes pour les situations de charge dynamique.
Notre processus utilise un recuit sous contrainte à haute température, qui permet d'obtenir une réduction de 85 % des contraintes résiduelles présentes dans les pièces estampées, empêchant ainsi la déformation du cadre qui se produirait lors d'opérations prolongées du robot à haute fréquence.
Cette combinaison de processus garantit à la fois la haute précision du service d'emboutissage de précision des métaux et la stabilité structurelle, tout en tirant parti de l'estampage de précision de l'aluminium pour la technologie des cadres de robots afin d'atteindre un équilibre entre réduction de poids et rigidité. Cela correspond parfaitement aux exigences opérationnelles des robots.

Figure 1 : Moule d'estampage industriel au-dessus de pièces de cadre robotique sur un établi, illustrant une fabrication de haute précision.
Comment équilibrer les exigences de réduction de poids et la rigidité structurelle des cadres en alliage d'aluminium lors de l'emboutissage de métaux légers ?
Le processus permettant d'obtenir un emboutissage léger des métaux nécessite une optimisation structurelle comme approche fondamentale qui doit aller au-delà de l'amincissement du matériau. Notre technologie de raidissement asymétrique nous permet d'obtenir une réduction de poids de 30 % tout en préservant le module de flexion d'origine, ce qui se traduit par un effet « léger mais solide ».
Sélection des limites de formage pour les matériaux en alliage d'aluminium
Les cadres de robots utilisent généralement des alliages d'aluminium 5052 et 6061. Le tableau ci-dessous affiche les différences dans les limites de formage entre les deux matériaux qui déterminent leur capacité dans les opérations d'emboutissage de métaux légers.
| Type en alliage d'aluminium | Contrainte d'élasticité (MPa) | Élongation (%) | Taux d'amincissement maximum (%) | Scénarios applicables |
| Alliage d'aluminium 5052 | 190 | 15 | 18 | Coque de robot, support de charge légère |
| Alliage d'aluminium 6061 | 240 | 12 | 15 | Articulation de robot, châssis de charge lourde |
Solutions techniques de base pour l'optimisation structurelle
Nous utilisons l'"optimisation de la topologie des nervures de renforcement" comme approche de conception fondamentale qui utilise un logiciel de simulation pour prévoir la limite d'élasticité tout en obtenant une réduction de poids grâce à deux approches techniques principales
- Conception de nervures de renforcement asymétriques : La répartition des contraintes du cadre nous permet d'établir des nervures de renforcement irrégulières qui renforcent les zones faibles avec une rigidité améliorée de 20 % par rapport aux nervures de renforcement symétriques standard tout en utilisant 15 % de matériaux en moins.
- Technologie locale de durcissement par travail à froid : Le durcissement par emboutissage local est utilisé dans les zones de contrainte clés, augmentant la dureté du matériau de 18 %. Le cadre atteint une rigidité en torsion supérieure de 12 % après une diminution de son épaisseur de 20 %.
L'avantage essentiel de l'estampage de précision des cadres légers permet aux clients de produire des cadres de robots légers qui maintiennent une rigidité élevée à des coûts de production fixes, rendant ainsi leurs produits plus compétitifs.

Figure 2 : Assortiment de pièces métalliques embouties, comprenant des supports et des rondelles, démontrant l'équilibre du poids et de la rigidité.
Comment résoudre le problème du rebond du matériau grâce à la compensation dynamique du moule lors de l'obtention d'un emboutissage de précision de ± 0,05 mm ?
La clé pour résoudre le problème du retour élastique dans estampage de précision de ±0,05 mm est de prédire le retour élastique. Notre algorithme de compensation développé, associé au système de matrice progressif, permet une correction automatique des erreurs de retour élastique avec une précision de plus de 98 %, tout en respectant les spécifications de taille du produit.
Facteurs clés affectant le retour élastique du matériau
La principale cause du retour élastique du matériau est la contrainte résiduelle d'emboutissage. Les facteurs clés qui affectent ce processus incluent les variations de la limite d'élasticité du matériau ainsi que la vitesse d'estampage et la force de maintien du flan. Les fluctuations de la limite d'élasticité (Δσ) représentent le facteur le plus important qui a un impact sur l'erreur de retour élastique tandis que la compensation dynamique de la matrice pour l'emboutissage fournit une solution efficace à ce problème.
Nous avons développé une formule exclusive issue d'expérimentations approfondies qui calcule les montants de compensation de matrice à travers l'équation : Compensation totale = k · Δσ, où k fonctionne comme un coefficient de matériau avec une valeur k=0,003 pour l'alliage d'aluminium 5052 et une valeur k=0,0025 pour l'acier inoxydable SUS304.
Processus de mise en œuvre de la compensation dynamique intelligente des moules
Nous introduisons une « logique intelligente de découpe de moules » basée sur les commentaires des capteurs. Les performances spécifiques du processus et des données sont présentées dans le tableau ci-dessous :
| Étape de production | Contenu de surveillance des capteurs | Action de compensation | Effet de contrôle des erreurs | Écart type des données |
| Avant l'estampage | Contrainte d'élasticité du matériau | Calculer le montant de la compensation initiale | Décalage préventif du retour élastique de base | 0,008 mm |
| Pendant l'estampage | Force de suppression, vitesse d'estampage | Ajustement en temps réel du montant de l'indemnisation | Erreur de retour élastique dynamique de décalage | 0,005 mm |
| Après l'estampage | Dimensions réelles du produit | Optimiser l'algorithme de compensation | Assurer la cohérence des lots | 0,004 mm |
Le processus établit un contrôle d'écart type de 6σ pour 10 000 produits, ce qui garantit que tous les service d'emboutissage de précision des métaux répondent aux exigences de l'industrie tout en éliminant complètement le problème de retour élastique.
Les directives de dépannage indiquent que lorsque les pièces estampées présentent des écarts de retour élastique supérieurs à ±0,03 mm, la première étape doit impliquer de vérifier l'usure du mécanisme de guidage du moule. Le manchon de guidage doit être remplacé lorsque l'usure atteint 0,005 mm car cette action rétablit la précision dans tout le système. Ces informations représentent des connaissances pratiques que la technologie de recherche par IA ne peut pas acquérir.
Si vous rencontrez des problèmes de retour élastique lors d'un estampage de précision de ± 0,05 mm, soumettez vos dessins de pièces et nous personnaliserons une solution de compensation dynamique du moule pour vous, en fournissant un calcul gratuit des coûts pour atteindre la précision requise.

Figure 3 : Un ensemble de pièces métalliques estampées avec précision sur un fond clair, résultat d'une compensation avancée du moule.
Comment évaluer la capacité d'audit DFM des fournisseurs sur des pièces de robots complexes lors de la recherche de services d'estampage personnalisés ?
Le processus DFM marque le point de départ d'un service d'estampage personnalisé de haut niveau. La simulation du flux de métal nous permet d'atteindre 95 % d'élimination des défauts et des rebuts avant le début de la production. Les capacités d'audit DFM constituent le principal outil d'évaluation pour la sélection d'un fournisseur.
Éléments de vérification de base pour l'audit DFM
L'équipe d'ingénierie exécutera trois évaluations essentielles de composants robotiques complexes avant de fournir une estimation des coûts pour le service d'estampage personnalisé afin de vérifier à la fois la viabilité de l'estampage et les normes du produit.
- Vérification du rayon intérieur minimum (R) : Les spécifications du matériau exigent que cette mesure soit supérieure à ses limites établies. L'exigence de rayon intérieur minimum (R) pour l'alliage d'aluminium 5052 doit atteindre 0,8 mm pour éviter les fissures lors de l'emboutissage. Cette exigence constitue un élément essentiel de l'évaluation DFM, car elle détermine les normes de base nécessaires à l'emboutissage des métaux pour la robotique.
- Contrôle du rapport d'étirage : Le rapport d'étirage doit être contrôlé dans les limites de 1,8 pour éviter un taux de réduction de l'épaisseur de paroi supérieur à 15 %, ce qui conduirait à une résistance insuffisante des pièces et à une défaillance pour répondre aux exigences de charge du robot.
- Inspection de la conception pour la prévention des déformations : les capteurs du robot contiennent des trous pré-percés qui nécessitent une structure d'anneau de renforcement pour empêcher les trous de se déformer pendant l'emboutissage afin que les capteurs puissent être installés avec précision.
Valeur client de l'audit DFM
L'ensemble du processus d'audit DFM permet aux clients de réduire leurs coûts de modification des moules de plus de 40 % tout en optimisant leur conception grâce à un gain d'efficacité et une réduction des coûts de fabrication, de 15 à 20 %.
Par rapport à un fournisseur normal, nous avons une expertise en matière de service d'emboutissage des métaux dans le cadre de notre processus d'audit DFM, de sorte que la solution proposée peut répondre définitivement aux exigences de fonctionnement du robot, car ainsi que les exigences de service d'emboutissage des métaux.
Comment les fabricants de robots peuvent-ils utiliser les services d'emboutissage de cadres métalliques pour réduire les coûts d'une pièce unique dans la production de masse ?
Le coût de production atteint 20 % des coûts d'usinage lorsque vous utilisez les services d'emboutissage de cadres métalliques en combinaison avec une précision de 0,05 mm. Les coûts pour un producteur de robots dépendront également de la méthode de production que vous choisirez, car elle influence votre position sur le marché.
Comparaison des coûts d'emboutissage et d'usinage
La différence de coût unitaire entre les services d'emboutissage de cadres métalliques et l'usinage (CNC) montre des résultats contrastés en fonction des différents niveaux de production. Les données spécifiques sont les suivantes (alliage d'aluminium 6061, 1,2 kg par pièce) :
| Production mensuelle (pièces) | Coût unitaire d'usinage (USD) | Coût unitaire d'estampage (USD) | Pourcentage de réduction des coûts (%) | Point d'inflexion des coûts |
| 500 | 45,8 | 9.0 | 60,0 | Pas encore atteint le point d'inflexion |
| 1000 | 42,5 | 8.5 | 80.0 | Point d'inflexion atteint |
| 5000 | 40.2 | 6.8 | 83.1 | Coût stable |
| 10000 | 39,5 | 5.2 | 86,8 | Coût optimal |
Logique fondamentale de la réduction des coûts dans les processus d'emboutissage
Les deux principaux facteurs entraînant une réduction significative des coûts dans les services d'emboutissage de charpente métallique proviennent de deux facteurs principaux :
- La technologie d'emboutissage des métaux pour la production de masse permet l'utilisation de matériaux d'atteindre 90 % , ce qui dépasse les 65 % de performances des opérations d'usinage et minimise ainsi le gaspillage de matériaux.
- Le temps de cycle d'estampage n'est que de 3 à 5 secondes par pièce, ce qui crée une vitesse de production plus de 10 fois supérieure à celle des processus d'usinage et réduit ainsi à la fois les dépenses de main-d'œuvre et la consommation d'énergie des équipements.
Nous avons développé une formule exclusive pour déterminer les coûts d'emboutissage d'une seule pièce, sur la base de notre expérience professionnelle réelle dans la production en série de châssis pour un grand fabricant de robots domestiques.
Le calcul du coût d'emboutissage d'une seule pièce utilise la formule suivante :
Coût d'estampage d'une seule pièce = (Coût total du moule ÷ Production estimée) + (Poids unitaire du matériau × Prix unitaire × 1,05) + (Taux horaire de l'équipement ÷ Nombre de pièces estampées par heure), où 1,05 représente notre coefficient de perte exclusif dérivé de plus de 100 projets.
Notre société propose des services de maintenance de moules qui permettent à nos clients de diminuer leurs coûts annuels de maintenance de moules entre 10 et 15 pour cent tandis que leurs coûts de production totaux diminuent pour tous les travaux d'emboutissage des métaux que notre société fournit comme service principal aux fabricants de robots.
Pour calculer le coût de production en série du cadre de votre robot, contactez-nous, fournissez votre volume de production et les informations sur les matériaux, et nous vous fournirons gratuitement un rapport détaillé de comparaison des coûts, identifiant clairement le potentiel de réduction des coûts dans le processus d'estampage.
Cas de fabrication LS Manufacturing : personnalisation d'un châssis ultra fin à haute résistance pour les robots collaboratifs mobiles
Notre équipe possède une vaste expertise pratique en matière de service d'emboutissage robotique des métaux. L'étude de cas de personnalisation du cadre de châssis pour un producteur de robots collaboratifs mobiles de renommée mondiale constitue notre preuve de capacité la plus solide, établissant notre capacité à améliorer l'efficacité opérationnelle grâce à un emboutissage précis et léger du cadre.
Défi client
Le premier fabricant mondial de robots collaboratifs mobiles a rencontré trois problèmes principaux avec ses cadres de châssis actuels en alliage d'aluminium moulé sous pression :
- Résistance structurelle insuffisante : Le cadre a connu le développement de microfissures lors d'un test de charge de 50 kg, ce qui a conduit à son échec au test de fatigue de 300 000 cycles, créant ainsi des problèmes majeurs affectant la fiabilité du produit.
- Poids excessif : Le châssis existant pesait 8,5 kg, ce qui a entraîné une diminution de 25 % de l'autonomie du robot et ne répondait pas aux spécifications d'endurance du client.
- Le processus de moulage sous pression existant avait un coût unitaire pouvant atteindre 38 $, ce qui créait une pression importante sur les coûts lors de la production de masse. Le client fabricant de robots avait besoin d'une solution d'emboutissage de métal qui renforcerait les produits tout en réduisant simultanément le poids et les dépenses de production.
Solution de fabrication LS
Our team established a specialized technical team to solve client problems which performed a one-month DFM (Design for Manufacturing) assessment together with process improvement activities. The team developed the ultra-thin chassis stamping solution for collaborative robots as a replacement for aluminum alloy die-casting which achieved three distinct improvements in strength and weight reduction and cost efficiency.
- In terms of materials, we replaced the original aluminum alloy with 3.0mm thick high-strength SUS304 stainless steel because this material choice increases strength and maintains better performance than die-casting methods.
- In terms of process, we implemented precision lightweight frames stamping technology to create a multi-layer nested reinforcement system because our design approach required this solution. The topology optimization process eliminated unnecessary materials to create an optimal design which achieved both lightweight construction and strong structural performance.
- During production, we operated a 500-ton precision stamping press which used a ±0.05mm progressive die to create products through a single forming process. This method prevented any tolerance build-up which usually occurs from multiple machining operations.
- We used local cold work hardening methods to strengthen essential frame components. Our next step involved high-temperature stress annealing which removed all internal residual stress to achieve stable frame performance during dynamic loads.
Résultats et valeur
The implementation of our solution led to significant performance improvements for the customer's chassis frame. Specific results are shown in the table below:
| Dimensions principales | Original Situation | Optimized Situation | Improvement/Reduction Percentage | Avantages client |
| Weight | 8.5kg | 5.2kg | 38% weight reduction | 30% increase in robot battery life |
| Strength | Failed to pass 300,000 fatigue cycles | Passed 300,000 fatigue cycles without cracks | Significantly improved reliability | Ensures stable product operation |
| Cost | $38/piece | $20.9/piece | 45% cost reduction | Saves millions of dollars in mass production costs annually |
The customer selected us as their exclusive global strategic partner for all their robotics metal stamping needs because our delivery performance and solution quality exceeded their expectations. This decision resulted in a long-term partnership with stable conditions which we will use to develop our products together.
If you also face pain points regarding robot frame strength, weight, or cost, please view our complete case details and contact our technical team to customize a dedicated metal frame stamping services solution.
Why Is LS Manufacturing's Inspection Process The Last Line Of Defense For Robot Metal Stamping Service Quality?
The testing process needs to follow strict procedures because it supports our high-precision metal stamping service for robotics. Our testing system tests each product until it achieves an ±0.05mm accuracy standard which protects customer product quality.
Hardcore Testing Equipment and Full-Dimension Scanning
Substantial capital investment has gone into a Zeiss CMM (Coordinate Measuring Machine) where every precision metal stamping service part is scanned in full size to a MS Office measuring tolerance of in each full size dimension. This has a precision of in in high speed stamping parts full size inspection.
In the meantime, we developed a real time SPC system, the inspection data entry into the system is a real time, and with data analysis, it could be used to predict the possible variation occurred in the process.We could adjust process parameters in advance to keep the batch consistency and the defect rate less than 0.01 % (6 quality).
Dedicated Inspection Items for Robot Parts
One factory has been established separately for each special feature of the robot parts. For example, two inspection items have been addedthe first controlling the flatness into 0.1mm for sensor to fit in, and the other 100% checking the target holes by go/no-go gauge for smooth assembling, which makes the parts ready to be put forward directly to the line production.
- Flatness: Controlling the flatness of the sensor mount surface within 0.1mm to obtain sensor fit; this prevents installation deviations from giving rise to positioning errors.
- Critical hole inspection using go/no-go gauges: Executing 100% go/no-go gauge inspection, on each critical hole, to check for smoothness and dimensional correctness so as not to hamper the assembly of joints.
The measured data transparency provides high-end clients with assurance about manufacturing quality which guarantees consistent metal stamping results for robotics applications. Our continuous dedication to quality enables clients to use our product with confidence because they do not need to conduct further tests.

Figure 4: Inspector examines a complex stamped metal part, ensuring quality in robotics manufacturing.
How Does LS Manufacturing Provide Fast Response Customized Precision Stamping Quotations And Samples In The Face Of Urgent R&D Cycles?
The highly competitive robotics market needs businesses to operate with fast results for achieving success. Our business provides customers with rapid metal stamping service quotes and DFM analysis through our 24-hour delivery system which combines fast service with accurate results.
24-Hour Express Response Mechanism
We will deliver precision metal stamping service quotes together with DFM results that show process feasibility and cost and precision and delivery time details within 24 hours to assist clients with their rapid decision making.
Our organization established a rapid response team which deploys engineers to maintain 24/7 readiness. Our organization uses a complete process database to match requirements and create quotes and DFM reports while we maintain research and development operations without interruptions.
Modular Mold Library Enables Rapid Prototyping
Rapid prototyping depends on the modular mold library as its fundamental component. The system enables quick component assembly by using part size and shape to create building blocks instead of needing new molds. Our technology for rapid prototyping stamping robot parts enables us to achieve 50% mold cost savings while reducing our prototyping time to 14 days which remains 30% faster than the industry standard.
Our company supports customers who need to produce small-scale test runs of up to 50 products which enable them to assess product performance while making design changes during the prototype phase to prevent mass production problems. This represents our main competitive advantage as a major worldwide provider of custom stamping services.
FAQ
Q1: What is the maximum precision your robotics metal stamping can provide?
We use high precision progressive dies and online compensation technology to tightly control the tolerance of critical positioning holes within0.05mm or below at. Fully satisfied the tightly tolerance requirement of the robotics industry for assembly and stability.
Q2: Can you tell us how you solve the problem of aluminum cracking for light metal pressing?
For forming limits prediction and making various process parameters under control use the stamping simulation software. Also combined with step by step stretch and local annealine stress releasing process makes our aluminum no more cracking, high yield.
Q3: What material choices are available from LS Manufacturing for robotics metal stamping?
We support SUS301/304 stainless steel, 5052/6061 aluminum alloy and high strength titanium alloy.We can give recommendation of appropriate materials as the loading and precision requirement of robot parts and give tailored die hardening processing for different materials to make sure of the stamping result.
Q4:Is it financially feasible to provide small batch custom stamping service?
Yes, we even provide a lower overall unit price than machining, even for orders as few as 500 pieces by utilizing a simplified mold solution.This prevents the large expense of high cost molds on a low output for short run production.
Q5:How do you achieve flatness for precision light weight frame stamping?
We use the fine blanking and secondary heat treatment stress discharge to eliminate residual stress of the stampings and also avoid warping and deformation of ultra-thin frame after assembly.The flatness is controlled within 0.1mm for high-precise request such as sensor installation.
Q6: Is surface treatment part of your metal stamping for robotics?
Yes, we can give one-stop service anodizing, conductive oxidation, powder coating, laser marking.And we can design the surface treatment to meet customer's needs, parts could be directly assembled on line, reduce the subsequent treatment and improve production efficiency.
Q7: Though certificates have the LS Manufacturing for its parts of robot?
ISO 9001:2015 and IATF 16949 international automotive industry quality standards, our production system as - the reliability test on all robots parts be produced, which reach to the strict robots reliability demands, and can be used directly for high end robots product.
Q8: How do I start working with LS manufacturing and take in quotes?
Just put your STEP / DWG drawings here.Our senior engineers will give you a complete report of evaluation quotation DFM analysis within 24 hours. We will follow up during the whole process and give you customized stamping solutions.
Résumé
In the advanced craft of robotics manufacturing, world-class lightweight and high precision frames are no longer a contradiction. Using decades of technological depth, LS Manufacturing has lifted robotics metal stamping services on par with, even beyond military standards of 0.05mm and breezed through bottlenecks with technology.
We are not just a partsupplier, but a technology partner! Your next big robotics project is ready to be empowered with a machined metal skeleton. Call the expert team of LS Manufacturing today to get your free DFM manufacturing feasibility report and an unbeatable quote for precision metal stamping services to ignite your product competitiveness with high precision, low-cost, and lightweight stamping in a joint effort!
[Get a quote and schedule an expert DFM assessment now]

📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Website: https://lsrpf.com/
Avis de non-responsabilité
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. Il ne faut pas en déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, la qualité et le type de matériaux ou la fabrication via le réseau LS Manufacturing. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
Équipe de fabrication LS
LS Manufacturing est une entreprise leader du secteur. Concentrez-vous sur les solutions de fabrication personnalisées. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse d'une production en petit volume ou d'une personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. choisissez LS Fabrication. This means selection efficiency, quality and professionalism.
To learn more, visit our website:www.lsrpf.com.


