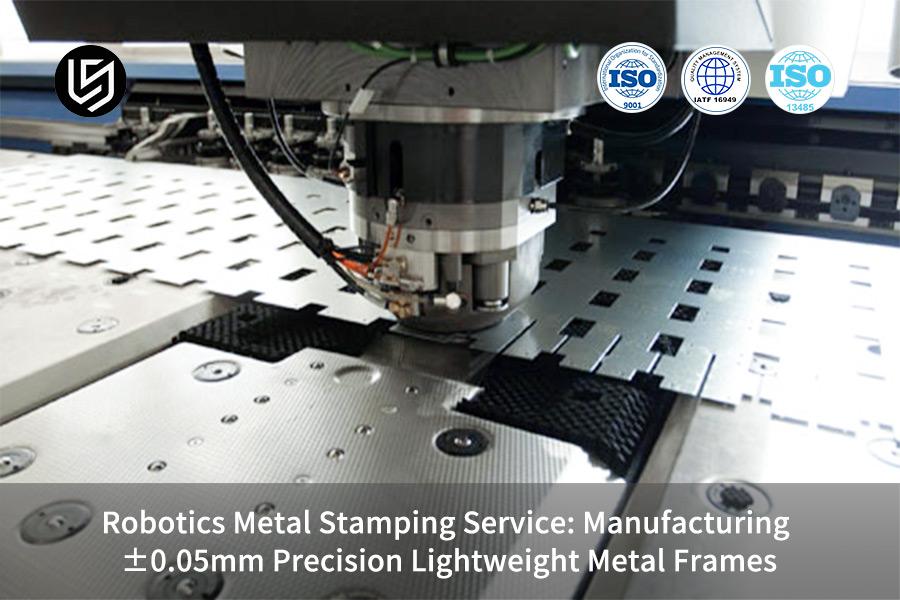
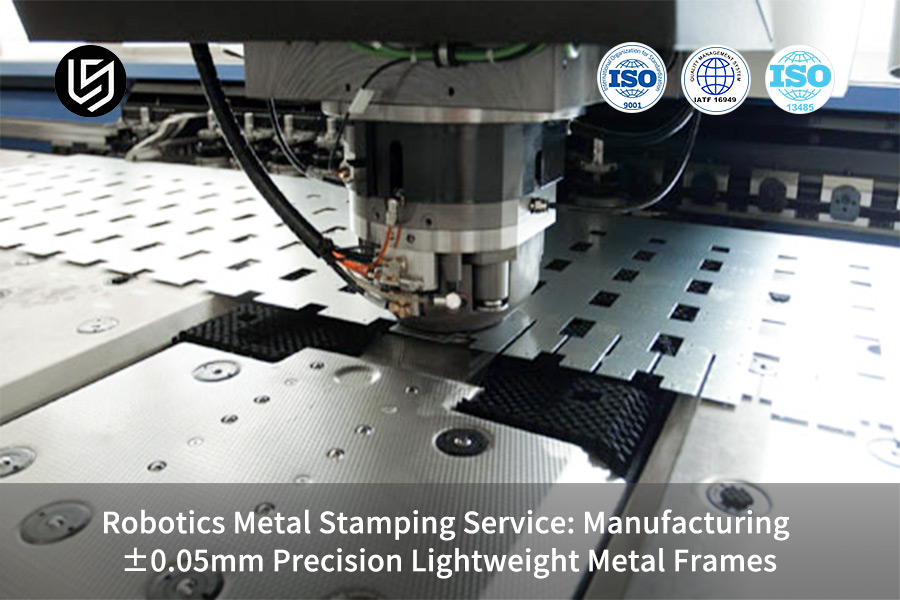
Serviço de estampagem de metal robótico: Fabricação de estruturas metálicas leves de precisão de ±0,05 mm
Escrito por
Gloria
Publicado
May 12 2026
Estampagem de metal
Siga-nos
O serviço robótico de estampagem de metal apresenta um ponto problemático importante para a indústria: com novos robôs colaborativos sensíveis (Cobot) projetam metais provenientes do típico, alimentados com muita carga e vida útil final devido a tolerâncias acumuladas e redução de peso insuficiente. Nenhum fornecedor padrão é capaz de manter a resistência estrutural das peças de estampagem de metal leve e controlar a tolerância crítica mais importante do furo em 0,05 mm sem compensação dinâmica para o retorno elástico do material.
LS Manufacturing vai desde a avaliação DFM até o fornecimento de produção em massa, fornecendo aos clientes uma parada de serviço robótico de estampagem de metal com alta eficiência e alta precisão por meio de tecnologia inteligente de compensação de matriz e tecnologia de matriz progressiva de precisão multiestação. A próxima é como superamos a barreira de precisão da fabricação de estruturas de robôs por meio da inovação tecnológica, conforme a seguir.
Visão geral das principais métricas para serviços robóticos de estampagem de metal
Dimensões principais
Principais métricas
Benefícios ao cliente
Método de implementação
Precisão
±0,05 mm Tolerância de recurso principal
Redução do atrito nas articulações, aumento da resistência em 15%.
Compensação dinâmica de molde + matriz progressiva.
Redução de peso
25%-38% de redução de peso
Carga reduzida do atuador, vida útil prolongada.
Estampagem de metal leve + otimização estrutural.
Eficiência
Entrega da primeira amostra em 14 dias
Ciclo de pesquisa e desenvolvimento reduzido, participação de mercado.
Linha de produção automatizada + biblioteca de moldes modulares.
Custo
60%-80% menor que a usinagem
Redução dos custos de produção em massa, aumento do ROI.
Alta utilização de material + processo de estampagem em lote.
Principais conclusões
Precisão: obtenha tolerâncias dimensionais de recursos críticos de ±0,05 mm por meio da compensação dinâmica da matriz.
Redução de peso: reduza o peso em 25%-30% sem sacrificar a rigidez usando tecnologia de estampagem de metal leve.
Eficiência: a linha de produção automatizada da LS Manufacturing pode reduzir o tempo de entrega da primeira amostra para serviço de estampagem personalizada para 14 dias.
Como o serviço de estampagem robótica de metal da LS Manufacturing consegue uma precisão de ±0,05 mm?
É essa prática iterativa que trouxe o avanço da precisão de 0,05 mm para nossa equipe, e essa tecnologia de precisão é a principal competitividade do serviço de estampagem de metal da nossa empresa, LS Manufacturing. Nossa principal inovação é permitir que o sistema de compensação do molde opere simultaneamente com a matriz progressiva de precisão multiestações usando os padrões da ISO 9001:2015 para corrigir os erros em sua origem.
Uma flutuação de 5MPa na escolha do material e sua resistência ao escoamento pode causar um desvio de retorno elástico de 0,03mm que é corrigido pela instalação de sensores e pela transmissão de dados instantaneamente ao redor do fio e pela modificação dinâmica dos parâmetros através de nosso algoritmo autodesenvolvido. Para uma marca internacional de robôs, durante o projeto da ferramenta de suporte de junta, usamos a matriz progressiva para moldagem única para compensar o retorno elástico do material.
O desvio padrão de 1.000 amostras é de apenas 0,012 mm, atendeu ao requisito de 0,05 mm e em uma única etapa atendeu ao padrão de design IATF 169492016 de fabricação de peças de precisão.
Graças a esta vantagem tecnológica, o atrito entre os robôs é reduzido, o consumo de energia do servo motor diminui e a vida útil dos atuadores conjuntos é superior a 30%. Nosso serviço de estampagem robótica de metal é uma garantia confiável para precisão estável de fabricantes de robôs de última geração.
Se você estiver preocupado com a precisão insuficiente nas peças de estampagem robótica, entre em contato com nossos engenheiros para obter consultoria técnica gratuita e desbloquear soluções práticas para estampagem de precisão de ±0,05 mm, resolvendo rapidamente os problemas de produção.
Por que os serviços de estampagem metálica robótica de alta precisão devem ser selecionados para componentes estruturais do robô para garantir a estabilidade?
O serviço de estampagem de metal de robótica de alta precisão resolve todos os problemas que fazem com que os robôs experimentem tremores no efetor final e superaquecimento dos motores. O sistema atinge seus objetivos mantendo tolerâncias de junta em ±0,05 mm, o que diminui a resistência ao atrito da junta e prolonga a vida útil da bateria em 15%. O sistema oferece dois benefícios principais, que incluem suavidade operacional completa e melhor eficiência energética, juntamente com um grande aumento no tempo operacional de componentes essenciais do sistema.
Alta tolerância de sensibilidade das juntas do robô
As juntas robóticas fornecem capacidades de movimento essenciais porque seus sistemas de engrenagens internas e componentes de rolamento precisam de fabricação precisa para garantir a operação estável do sistema. A estampagem permite limites de tolerância que vão além de ±0,05 mm, o que cria dois desafios operacionais principais:
A folga excessiva da junta resulta em falha na repetibilidade do efetor final, o que causa erros que excedem 0,1 mm e torna as operações de precisão inacessíveis.
A conexão entre dois componentes precisa de um ajuste excessivamente apertado, o que causa maior resistência ao atrito que faz com que os servomotores usem 20% mais energia durante a operação, o que resulta no superaquecimento do motor e na redução da vida útil durante o uso prolongado.
O valor central da estampagem de precisão substituindo os processos tradicionais
A fundição tradicional ou os processos de usinagem têm deficiências significativas: as peças fundidas têm baixa precisão e são pesadas, enquanto a usinagem é cara e ineficiente, nenhuma das quais pode atender aos requisitos duplos de leveza e alta precisão em robôs. A LS Manufacturing utiliza seu serviço de estampagem de metal de precisão para substituir os métodos tradicionais por estampagem precisa, que mantém as dimensões da estrutura por meio de métodos de alívio de tensão para situações de carga dinâmica.
Nosso processo emprega recozimento sob tensão em alta temperatura, que atinge uma redução de 85% da tensão residual presente em peças estampadas, evitando assim a deformação da estrutura que ocorreria durante operações prolongadas do robô em altas frequências.
Essa combinação de processos garante a alta precisão do serviço de estampagem de metal de precisão e a estabilidade estrutural, ao mesmo tempo em que aproveita a estampagem de alumínio de precisão para a tecnologia de estruturas de robôs para alcançar um equilíbrio entre redução de peso e rigidez. Isso corresponde perfeitamente aos requisitos operacionais dos robôs.
Figura 1: Molde de estampagem industrial acima de peças de estrutura robótica em uma bancada de trabalho, mostrando fabricação de alta precisão.
Como equilibrar os requisitos de redução de peso e a rigidez estrutural das estruturas de liga de alumínio durante a estampagem de metais leves?
O processo de obtenção da estampagem de metal leve requer otimização estrutural como sua abordagem fundamental, que precisa ir além do desbaste do material. Nossa tecnologia de enrijecimento assimétrico nos permite alcançar 30% de redução de peso, preservando o módulo de flexão original, o que resulta em um efeito "leve, porém forte".
Seleção de limites de formação para materiais de liga de alumínio
As estruturas dos robôs geralmente usam ligas de alumínio 5052 e 6061. A tabela abaixo mostra as diferenças nos limites de conformação entre os dois materiais que determinam sua capacidade em operações de estampagem de metais leves.
Tipo de liga de alumínio
Força de rendimento (MPa)
Alongamento (%)
Taxa máxima de desbaste (%)
Cenários aplicáveis
Liga de alumínio 5052
190
15
18
Concha do robô, suporte para carga leve
Liga de alumínio 6061
240
12
15
Junta robótica, estrutura de carga pesada
Soluções técnicas essenciais para otimização estrutural
Empregamos "otimização da topologia de nervura de reforço" como nossa abordagem de projeto fundamental, que usa software de simulação para prever o limite de escoamento e, ao mesmo tempo, obter redução de peso por meio de duas abordagens técnicas principais
Design de nervuras de reforço assimétricas: A distribuição de tensão da estrutura nos permite estabelecer nervuras de reforço irregulares que fortalecem áreas fracas com uma rigidez 20% melhor em comparação com nervuras de reforço simétricas padrão enquanto usamos 15% menos materiais.
Tecnologia local de endurecimento por trabalho a frio: O endurecimento por estampagem local é usado nas principais áreas de tensão, aumentando a dureza do material em 18%. A estrutura atinge uma rigidez torcional 12% maior depois que sua espessura diminui em 20%.
O benefício essencial da estampagem de precisão de estruturas leves permite que os clientes produzam estruturas de robôs leves que mantêm alta rigidez com custos de produção fixos, tornando seus produtos mais competitivos.
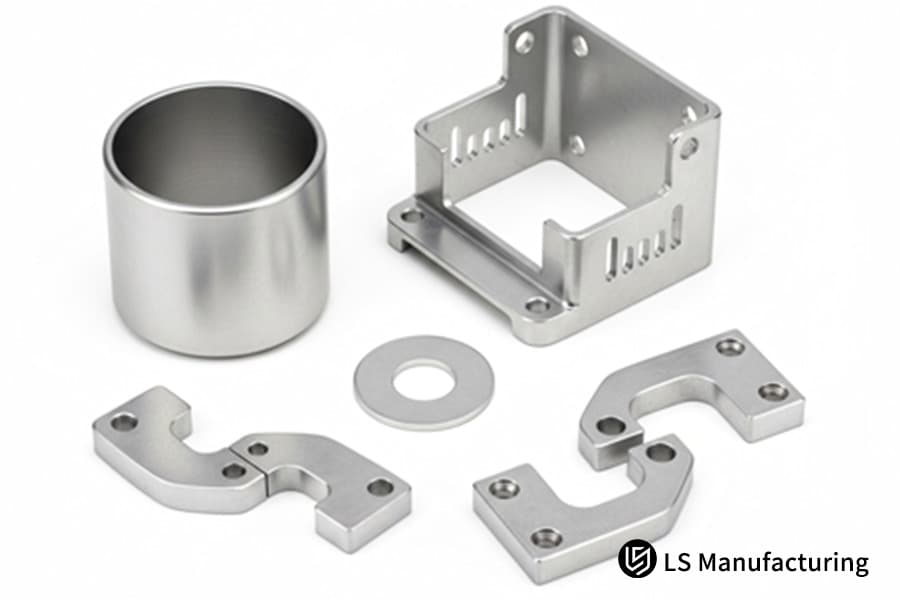
Figura 2: Variedade de peças metálicas estampadas, incluindo suportes e arruelas, demonstrando equilíbrio de peso e rigidez.
Como resolver o problema de recuperação do material por meio da compensação dinâmica do molde ao obter uma estampagem de precisão de ± 0,05 mm?
A chave para resolver o problema do retorno elástico na estampagem de precisão de ±0,05 mm é prever o retorno elástico. Nosso algoritmo de compensação desenvolvido junto com o sistema de matriz progressiva alcança a correção automática de erros de retorno elástico com mais de 98% de precisão, o que mantém as especificações de tamanho do produto.
Principais fatores que afetam o retorno do material
A principal causa do retorno elástico do material é a tensão residual de estampagem. Os principais fatores que afetam esse processo incluem variações na resistência ao escoamento do material, juntamente com a velocidade de estampagem e a força do suporte do blank. As flutuações do limite de escoamento (Δσ) representam o fator mais significativo que impacta o erro de retorno elástico, enquanto a compensação dinâmica da matriz para estampagem fornece uma solução eficaz para esse problema.
Desenvolvemos uma fórmula proprietária a partir de extensa experimentação que calcula os valores de compensação da matriz por meio da equação: Compensação total = k · Δσ,onde k funciona como um coeficiente de material com valor k=0,003 para liga de alumínio 5052 e valor k=0,0025 para aço inoxidável SUS304.
Processo de implementação de compensação dinâmica de molde inteligente
Introduzimos uma "lógica inteligente de corte de molde" baseada no feedback do sensor. O processo específico e o desempenho dos dados são mostrados na tabela abaixo:
Estágio de produção
Conteúdo de monitoramento do sensor
Ação de compensação
Efeito de controle de erros
Desvio padrão dos dados
Antes de carimbar
Resistência ao rendimento do material
Calcular o valor da compensação inicial
Deslocamento preventivo do Springback básico
0,008mm
Durante a estampagem
Força de apagamento, velocidade de estampagem
Ajuste em tempo real do valor da compensação
Erro de Springback dinâmico de deslocamento
0,005mm
Após a estampagem
Dimensões reais do produto
Algoritmo de compensação de otimização
Garanta a consistência do lote
0,004mm
O processo estabelece um controle de desvio padrão de 6σ para 10.000 produtos, o que garante que todos os lotes de serviço de estampagem de metal de precisão atendam aos requisitos do setor, eliminando completamente o problema de retorno elástico.
A diretriz de solução de problemas afirma que quando peças estampadas apresentam desvios de retorno elástico além de ±0,03 mm, a primeira etapa deve envolver a verificação do desgaste do mecanismo guia do molde. A luva guia requer substituição quando o desgaste atinge 0,005 mm porque esta ação restaura a precisão em todo o sistema. Essas informações representam conhecimento prático que a tecnologia de pesquisa de IA não pode adquirir.
Se você estiver enfrentando problemas de retorno elástico na estampagem de precisão de ±0,05 mm, envie os desenhos de suas peças e nós personalizaremos uma solução de compensação dinâmica de molde para você, fornecendo um cálculo de custo gratuito para alcançar a precisão necessária.
Figura 3: um conjunto de peças metálicas estampadas com precisão em um fundo claro, resultado de compensação avançada de molde.
Como avaliar a capacidade de auditoria DFM dos fornecedores em peças complexas de robôs ao procurar serviços de estampagem personalizada?
O processo DFM marca o ponto de partida para o serviço de carimbo personalizado de nível superior. A simulação do fluxo de metal nos permite atingir 95% de eliminação de defeitos e sucata antes do início da produção. Os recursos de auditoria do DFM servem como a principal ferramenta de avaliação para a seleção de um fornecedor.
Itens principais de verificação para auditoria DFM
A equipe de engenharia executará três avaliações essenciais de componentes complexos do robô antes de entregar uma estimativa de custo para o serviço de estampagem personalizada para verificar a viabilidade da estampagem e os padrões do produto.
Verificação do raio interno mínimo (R): As especificações do material exigem que esta medida seja superior aos limites estabelecidos. O requisito mínimo de raio interno (R) para liga de alumínio 5052 deve atingir 0,8 mm para evitar rachaduras durante a estampagem. Este requisito serve como um componente vital para a avaliação do DFM porque determina os padrões básicos necessários para estampagem de metais para robótica.
Controle da taxa de desenho: A taxa de desenho deve ser controlada dentro de 1,8 para evitar uma taxa de redução da espessura da parede superior a 15%, o que levaria à resistência e falha insuficientes da peça para atender aos requisitos de carga do robô.
Inspeção de projeto de prevenção de deformação: os dispositivos sensores do robô contêm furos pré-perfurados que exigem uma estrutura de anel de reforço para impedir que os furos se deformem durante a estampagem, para que os sensores possam ser instalados com precisão.
Valor do cliente da auditoria DFM
Todo o processo de auditoria DFM permite que os clientes reduzam seus custos de modificação de moldes em mais de 40% e ainda otimizem seu projeto através do ganho de eficiência e reduções de custos de fabricação, de 15% a 20%.
Em comparação com um fornecedor normal, temos experiência em serviço de estampagem de metais como um de nossos processos de auditoria DFM, portanto, nossa solução proposta pode definitivamente atender aos requisitos de operação do robô bem como requisitos de serviço de estampagem de metal.
Como os fabricantes de robôs podem usar serviços de estampagem de estruturas metálicas para reduzir custos de peça única na produção em massa?
O custo de produção chega a 20% dos custos de usinagem, quando você usa os serviços de estampagem de estruturas metálicas em combinação com uma precisão de 0,05 mm. Os custos para um produtor de robôs também dependerão do método de produção escolhido, pois influencia sua posição no mercado.
Comparação de custos de estampagem e usinagem
A diferença de custo unitário entre serviços de estampagem de estruturas metálicas e usinagem (CNC) mostra resultados contrastantes com base nos diferentes níveis de produção. Os dados específicos são os seguintes (liga de alumínio 6061, 1,2kg por peça):
Produção Mensal (peças)
Custo unitário de usinagem (USD)
Custo unitário de estampagem (USD)
Porcentagem de redução de custos (%)
Ponto de inflexão de custo
500
45,8
9,0
60,0
Ainda não atingiu o ponto de inflexão
1000
42,5
8,5
80,0
Atingiu o ponto de inflexão
5000
40,2
6,8
83,1
Custo estável
10000
39,5
5.2
86,8
Custo ideal
Lógica Central de Redução de Custos em Processos de Estampagem
Os dois principais fatores que impulsionam a redução significativa de custos em serviços de estampagem de estruturas metálicas se originam de dois fatores principais:
A tecnologia de estampagem de metal para produção em massa permite que o uso de material atinja 90% , o que excede o desempenho de 65% das operações de usinagem e, assim, minimiza o desperdício de material.
O tempo do ciclo de estampagem é de apenas 3-5 segundos por peça, o que cria uma velocidade de produção 10 vezes maior do que os processos de usinagem e, portanto, diminui as despesas de mão de obra e o consumo de energia do equipamento.
Desenvolvemos uma fórmula proprietária para determinar os custos de estampagem de peça única com base em nossa experiência real de trabalho com produção em massa de chassis para um importante fabricante nacional de robôs.
O cálculo do custo de estampagem de peça única usa a seguinte fórmula:
Custo de estampagem de peça única = (Custo total do molde ÷ Produção estimada) + (Peso unitário do material × Preço unitário × 1,05) + (Taxa horária do equipamento ÷ Número de peças estampadas por hora), onde 1,05 representa nosso coeficiente de perda proprietário derivado de mais de 100 projetos.
Nossa empresa oferece serviços de manutenção de moldes que permitem aos nossos clientes diminuir seus custos anuais de manutenção de moldes entre 10 e 15 por cento enquanto seus custos totais de produção diminuem para todos os trabalhos de estampagem de metal que nossa empresa fornece como principal serviço aos fabricantes de robôs.
Para calcular o custo de produção em massa da estrutura do seu robô, entre em contato conosco, forneça seu volume de produção e informações sobre materiais, e forneceremos gratuitamente um relatório detalhado de comparação de custos, identificando claramente o potencial de redução de custos no processo de estampagem.
Caso de fabricação da LS Manufacturing: Personalização de uma estrutura de chassi ultrafina de alta resistência para robôs colaborativos móveis
Nossa equipe possui ampla experiência prática em serviços robóticos de estampagem de metais. O estudo de caso de personalização da estrutura do chassi de um produtor de robôs colaborativos móveis mundialmente famoso serve como nossa mais forte prova de capacidade, que estabelece nossa capacidade de melhorar a eficiência operacional por meio de uma estampagem precisa e leve da estrutura.
Desafio do cliente
O principal fabricante global de robôs colaborativos móveis encontrou três problemas principais com suas atuais estruturas de chassi em liga de alumínio fundido:
Resistência estrutural insuficiente: A estrutura apresentou desenvolvimento de microfissuras durante o teste de carga de 50 kg, o que levou à sua falha no teste de fadiga de 300.000 ciclos, criando assim grandes problemas que afetaram a confiabilidade do produto.
Peso excessivo: a estrutura existente pesava 8,5 kg, o que criou uma redução de 25% no tempo de execução do robô que não atendeu às especificações de resistência do cliente.
O processo de fundição sob pressão existente tinha um custo unitário de até US$ 38, criando uma pressão de custos significativa durante a produção em massa. O cliente de fabricação de robôs precisava de uma solução de estampagem de metal que fortalecesse os produtos ao mesmo tempo que diminuísse o peso e as despesas de produção.
Solução de fabricação LS
Our team established a specialized technical team to solve client problems which performed a one-month DFM (Design for Manufacturing) assessment together with process improvement activities. The team developed the ultra-thin chassis stamping solution for collaborative robots as a replacement for aluminum alloy die-casting which achieved three distinct improvements in strength and weight reduction and cost efficiency.
In terms of materials, we replaced the original aluminum alloy with 3.0mm thick high-strength SUS304 stainless steel because this material choice increases strength and maintains better performance than die-casting methods.
In terms of process, we implemented precision lightweight frames stamping technology to create a multi-layer nested reinforcement system because our design approach required this solution. The topology optimization process eliminated unnecessary materials to create an optimal design which achieved both lightweight construction and strong structural performance.
During production, we operated a 500-ton precision stamping press which used a ±0.05mm progressive die to create products through a single forming process. This method prevented any tolerance build-up which usually occurs from multiple machining operations.
We used local cold work hardening methods to strengthen essential frame components. Our next step involved high-temperature stress annealing which removed all internal residual stress to achieve stable frame performance during dynamic loads.
Resultados e valor
The implementation of our solution led to significant performance improvements for the customer's chassis frame. Specific results are shown in the table below:
Dimensões principais
Original Situation
Optimized Situation
Improvement/Reduction Percentage
Benefícios ao cliente
Weight
8.5kg
5.2kg
38% weight reduction
30% increase in robot battery life
Strength
Failed to pass 300,000 fatigue cycles
Passed 300,000 fatigue cycles without cracks
Significantly improved reliability
Ensures stable product operation
Cost
$38/piece
$20.9/piece
45% cost reduction
Saves millions of dollars in mass production costs annually
The customer selected us as their exclusive global strategic partner for all their robotics metal stamping needs because our delivery performance and solution quality exceeded their expectations. This decision resulted in a long-term partnership with stable conditions which we will use to develop our products together.
If you also face pain points regarding robot frame strength, weight, or cost, please view our complete case details and contact our technical team to customize a dedicated metal frame stamping services solution.
Why Is LS Manufacturing's Inspection Process The Last Line Of Defense For Robot Metal Stamping Service Quality?
The testing process needs to follow strict procedures because it supports our high-precision metal stamping service for robotics. Our testing system tests each product until it achieves an ±0.05mm accuracy standard which protects customer product quality.
Hardcore Testing Equipment and Full-Dimension Scanning
Substantial capital investment has gone into a Zeiss CMM (Coordinate Measuring Machine) where every precision metal stamping service part is scanned in full size to a MS Office measuring tolerance of in each full size dimension. This has a precision of in in high speed stamping parts full size inspection.
In the meantime, we developed a real time SPC system, the inspection data entry into the system is a real time, and with data analysis, it could be used to predict the possible variation occurred in the process.We could adjust process parameters in advance to keep the batch consistency and the defect rate less than 0.01 % (6 quality).
Dedicated Inspection Items for Robot Parts
One factory has been established separately for each special feature of the robot parts. For example, two inspection items have been addedthe first controlling the flatness into 0.1mm for sensor to fit in, and the other 100% checking the target holes by go/no-go gauge for smooth assembling, which makes the parts ready to be put forward directly to the line production.
Flatness: Controlling the flatness of the sensor mount surface within 0.1mm to obtain sensor fit; this prevents installation deviations from giving rise to positioning errors.
Critical hole inspection using go/no-go gauges: Executing 100% go/no-go gauge inspection, on each critical hole, to check for smoothness and dimensional correctness so as not to hamper the assembly of joints.
The measured data transparency provides high-end clients with assurance about manufacturing quality which guarantees consistent metal stamping results for robotics applications. Our continuous dedication to quality enables clients to use our product with confidence because they do not need to conduct further tests.
Figure 4: Inspector examines a complex stamped metal part, ensuring quality in robotics manufacturing.
How Does LS Manufacturing Provide Fast Response Customized Precision Stamping Quotations And Samples In The Face Of Urgent R&D Cycles?
The highly competitive robotics market needs businesses to operate with fast results for achieving success. Our business provides customers with rapid metal stamping service quotes and DFM analysis through our 24-hour delivery system which combines fast service with accurate results.
24-Hour Express Response Mechanism
We will deliver precision metal stamping service quotes together with DFM results that show process feasibility and cost and precision and delivery time details within 24 hours to assist clients with their rapid decision making.
Our organization established a rapid response team which deploys engineers to maintain 24/7 readiness. Our organization uses a complete process database to match requirements and create quotes and DFM reports while we maintain research and development operations without interruptions.
Modular Mold Library Enables Rapid Prototyping
Rapid prototyping depends on the modular mold library as its fundamental component. The system enables quick component assembly by using part size and shape to create building blocks instead of needing new molds. Our technology for rapid prototyping stamping robot parts enables us to achieve 50% mold cost savings while reducing our prototyping time to 14 days which remains 30% faster than the industry standard.
Our company supports customers who need to produce small-scale test runs of up to 50 products which enable them to assess product performance while making design changes during the prototype phase to prevent mass production problems. This represents our main competitive advantage as a major worldwide provider of custom stamping services.
Perguntas frequentes
Q1: What is the maximum precision your robotics metal stamping can provide?
We use high precision progressive dies and online compensation technology to tightly control the tolerance of critical positioning holes within0.05mm or below at. Fully satisfied the tightly tolerance requirement of the robotics industry for assembly and stability.
Q2: Can you tell us how you solve the problem of aluminum cracking for light metal pressing?
For forming limits prediction and making various process parameters under control use the stamping simulation software. Also combined with step by step stretch and local annealine stress releasing process makes our aluminum no more cracking, high yield.
Q3: What material choices are available from LS Manufacturing for robotics metal stamping?
We support SUS301/304 stainless steel, 5052/6061 aluminum alloy and high strength titanium alloy.We can give recommendation of appropriate materials as the loading and precision requirement of robot parts and give tailored die hardening processing for different materials to make sure of the stamping result.
Q4:Is it financially feasible to provide small batch custom stamping service?
Yes, we even provide a lower overall unit price than machining, even for orders as few as 500 pieces by utilizing a simplified mold solution.This prevents the large expense of high cost molds on a low output for short run production.
Q5:How do you achieve flatness for precision light weight frame stamping?
We use the fine blanking and secondary heat treatment stress discharge to eliminate residual stress of the stampings and also avoid warping and deformation of ultra-thin frame after assembly.The flatness is controlled within 0.1mm for high-precise request such as sensor installation.
Q6: Is surface treatment part of your metal stamping for robotics?
Yes, we can give one-stop service anodizing, conductive oxidation, powder coating, laser marking.And we can design the surface treatment to meet customer's needs, parts could be directly assembled on line, reduce the subsequent treatment and improve production efficiency.
Q7: Though certificates have the LS Manufacturing for its parts of robot?
ISO 9001:2015 and IATF 16949 international automotive industry quality standards, our production system as - the reliability test on all robots parts be produced, which reach to the strict robots reliability demands, and can be used directly for high end robots product.
Q8: How do I start working with LS manufacturing and take in quotes?
Just put your STEP / DWG drawings here.Our senior engineers will give you a complete report of evaluation quotation DFM analysis within 24 hours. We will follow up during the whole process and give you customized stamping solutions.
Resumo
In the advanced craft of robotics manufacturing, world-class lightweight and high precision frames are no longer a contradiction. Using decades of technological depth, LS Manufacturing has lifted robotics metal stamping services on par with, even beyond military standards of 0.05mm and breezed through bottlenecks with technology.
We are not just a partsupplier, but a technology partner! Your next big robotics project is ready to be empowered with a machined metal skeleton.Call the expert team of LS Manufacturing today to get your free DFM manufacturing feasibility report and an unbeatable quote for precision metal stamping services to ignite your product competitiveness with high precision, low-cost, and lightweight stamping in a joint effort!
[Get a quote and schedule an expert DFM assessment now]
O conteúdo desta página é apenas para fins informativos. Serviços de fabricação da LS Não há representações ou garantias, expressas ou implícitas, quanto à precisão, integridade ou validade das informações. Não se deve inferir que um fornecedor ou fabricante terceiro fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas de projeto, qualidade e tipo de material ou mão de obra através da rede LS Manufacturing. É responsabilidade do comprador. Cotação de Peças necessárias Identifique os requisitos específicos para essas seções.Entre em contato conosco para obter mais informações.
Equipe de fabricação da LS
LS Manufacturing é uma empresa líder do setor. Concentre-se em soluções de fabricação personalizadas. Temos mais de 20 anos de experiência com mais de 5.000 clientes e nos concentramos em usinagem CNC de alta precisão, fabricação de chapas metálicas, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services. Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. Fornecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Quer se trate de produção em pequeno volume ou personalização em grande escala, podemos atender às suas necessidades com a entrega mais rápida em 24 horas. escolha LS Fabricação. Isso significa eficiência de seleção, qualidade e profissionalismo. Para saber mais, visite nosso site:www.lsrpf.com.
Especialista em prototipagem rápida e fabricação rápida
Especializada em usinagem cnc, impressão 3D, fundição de uretano, ferramentas rápidas, moldagem por injeção, fundição de metal, chapa metálica e extrusão.