Servizio di stampaggio robotico dei metalli: produzione di telai metallici leggeri con precisione di ±0,05 mm
Scritto da
Gloria
Pubblicato
May 12 2026
Stampatura del metallo
Seguici
Il
Il servizio di stampaggio robotico dei metalli rappresenta un punto critico per il settore: con i nuovi robot collaborativi sensibili (Cobot) progetta metalli provenienti dal tipico, alimentato con carico eccessivo e fine vita a causa delle tolleranze accumulate e della riduzione del peso insufficiente. Nessun fornitore standard è in grado di mantenere la resistenza strutturale delle parti stampate in metallo leggero e controllare la tolleranza del foro critico più importante a 0,05 mm senza alcuna compensazione dinamica per il ritorno elastico del materiale.
LS Manufacturing va dalla valutazione DFM alla produzione di massa, fornendo ai clienti un servizio completo di stampaggio robotico dei metalli con alta efficienza e alta precisione grazie alla tecnologia di compensazione intelligente dello stampo e alla tecnologia di stampo progressivo di precisione multistazione. Il prossimo è come superare la barriera della precisione della produzione di telai robot attraverso l'innovazione tecnologica come segue.
Panoramica delle metriche chiave per il servizio di stampaggio robotico dei metalli
Dimensioni principali
Metriche chiave
Vantaggi per il cliente
Metodo di implementazione
Precisione
Tolleranza delle caratteristiche principali di ±0,05 mm
Attrito articolare ridotto, resistenza aumentata del 15%.
Compensazione dinamica dello stampo + matrice progressiva.
Riduzione del peso
Riduzione del peso del 25%-38%
Carico dell'attuatore ridotto, durata di vita estesa.
Stampaggio di metalli leggeri + ottimizzazione strutturale.
Efficienza
Consegna del primo campione entro 14 giorni
Ciclo di ricerca e sviluppo ridotto, quota di mercato.
Linea di produzione automatizzata + libreria di stampi modulari.
Costo
60%-80% in meno rispetto alla lavorazione meccanica
Costi di produzione di massa ridotti, ROI migliorato.
Elevato utilizzo del materiale + processo di stampaggio in batch.
Concetti chiave
Precisione: ottieni tolleranze dimensionali delle caratteristiche critiche di ±0,05 mm attraverso la compensazione dinamica dello stampo.
Riduzione del peso: riduci il peso del 25%-30% senza sacrificare la rigidità utilizzando la tecnologia di stampaggio dei metalli leggeri.
Efficienza: la linea di produzione automatizzata di LS Manufacturing può ridurre i tempi di consegna del primo campione per il servizio di stampaggio personalizzato a 14 giorni.
In che modo il servizio di stampaggio dei metalli robotici di LS Manufacturing raggiunge una precisione di ±0,05 mm?
È questa pratica iterativa che ha portato il nostro team alla scoperta della precisione di 0,05 mm e questa tecnologia di precisione è il principale elemento competitivo del servizio di stampaggio dei metalli della nostra azienda, LS Manufacturing. La nostra innovazione chiave è che consentiamo al sistema di compensazione dello stampo di funzionare simultaneamente con lo stampo progressivo di precisione multistazione utilizzando gli standard ISO 9001:2015 per correggere gli errori alla fonte.
Una fluttuazione di 5MPa nella scelta del materiale e la sua resistenza allo snervamento può causare una deviazione del ritorno elastico di 0,03 mm che viene corretta installando sensori e trasmettendo istantaneamente i dati attorno al filo e modificando dinamicamente i parametri attraverso il nostro algoritmo auto-sviluppato. Per un marchio internazionale di robot, durante la progettazione dell'utensile di supporto del giunto, abbiamo utilizzato lo stampo progressivo per lo stampaggio una tantum per compensare il ritorno elastico del materiale.
La deviazione standard di 1000 campioni è di soli 0,012 mm, soddisfa il requisito di 0,05 mm e in un unico passaggio è conforme allo standard di progettazione IATF 169492016 per la precisione di produzione parti.
Grazie a questo vantaggio tecnologico, l'attrito articolare dei robot viene ridotto, il consumo di energia del servomotore diminuisce e la durata degli attuatori articolari è superiore al 30%. Il nostro servizio di stampaggio robotico dei metalli è una garanzia affidabile per la precisione stabile dei produttori di robot di fascia alta.
Se sei preoccupato per la precisione insufficiente nelle parti di stampaggio dei robot, contatta i nostri ingegneri per una consulenza tecnica gratuita e scopri soluzioni pratiche per lo stampaggio di precisione di ±0,05 mm, risolvendo rapidamente i punti critici della produzione.
Perché è necessario selezionare servizi di stampaggio metalli robotizzati ad alta precisione per i componenti strutturali del robot per garantire la stabilità?
Il servizio di stampaggio metalli di robotica ad alta precisione risolve tutti i problemi che causano il jitter dell'effettore finale dei robot e il surriscaldamento dei motori. Il sistema raggiunge i suoi obiettivi mantenendo le tolleranze articolari a ±0,05 mm, diminuendo la resistenza all'attrito articolare e prolungando la durata della batteria del 15%. Il sistema offre due vantaggi principali, che includono la completa fluidità operativa e una migliore efficienza energetica, insieme a un notevole aumento del tempo operativo dei componenti essenziali del sistema.
Sensibilità ad alta tolleranza dei giunti del robot
I giunti dei robot forniscono capacità di movimento essenziali perché i loro sistemi di ingranaggi interni e i componenti dei cuscinetti richiedono una produzione precisa per garantire un funzionamento stabile del sistema. Lo stampaggio consente limiti di tolleranza che si estendono oltre ±0,05 mm, il che crea due principali sfide operative:
L'eccessivo gioco del giunto provoca un fallimento nella ripetibilità dell'effettore finale, che causa errori che superano 0,1 mm e rende le operazioni di precisione irraggiungibili.
La connessione tra due componenti richiede un accoppiamento eccessivamente stretto, il che provoca una maggiore resistenza all'attrito che fa sì che i servomotori utilizzino il 20% di potenza in più durante il funzionamento, con conseguente surriscaldamento del motore e riduzione della durata durante l'uso prolungato.
Il valore fondamentale dello stampaggio di precisione in sostituzione dei processi tradizionali
I processi di fusione o lavorazione tradizionali presentano notevoli carenze: le fusioni hanno una bassa precisione e sono pesanti, mentre la lavorazione è costosa e inefficiente, nessuno dei due può soddisfare i duplici requisiti di leggerezza e alta precisione nei robot. LS Manufacturing utilizza il suo servizio di stampaggio di precisione dei metalli per sostituire i metodi tradizionali con uno stampaggio preciso, che mantiene le dimensioni del telaio attraverso metodi di distensione per situazioni di carico dinamico.
Il nostro processo utilizza la ricottura delle sollecitazioni ad alta temperatura, che consente di ottenere una riduzione dell'85% delle sollecitazioni residue presenti nelle parti stampate, prevenendo così la deformazione del telaio che si verificherebbe durante operazioni estese del robot ad alte frequenze.
Questa combinazione di processi garantisce sia l'elevata precisione del servizio di stampaggio di precisione dei metalli che la stabilità strutturale, sfruttando al tempo stesso la tecnologia stampaggio di alluminio di precisione per i telai dei robot per raggiungere un equilibrio tra riduzione del peso e rigidità. Ciò corrisponde perfettamente ai requisiti operativi dei robot.
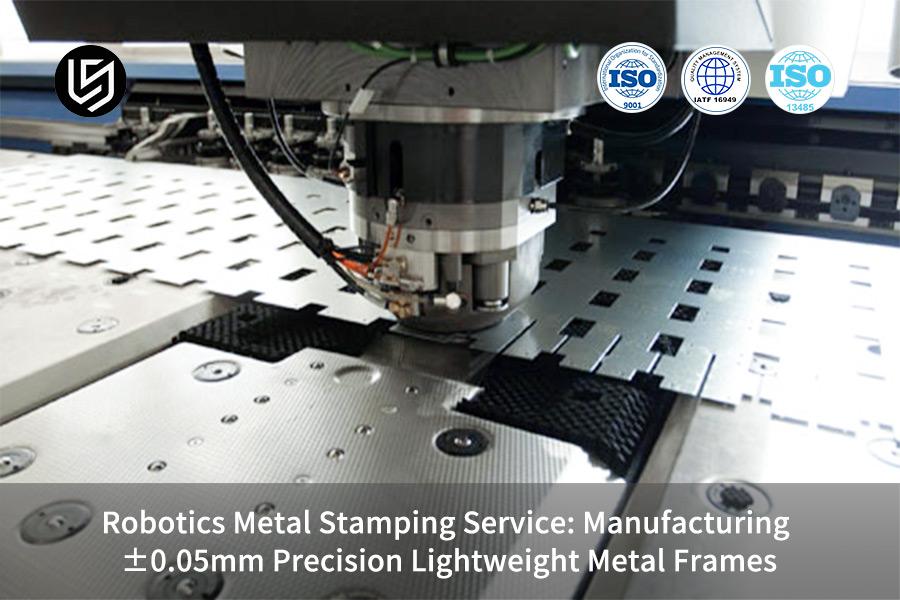
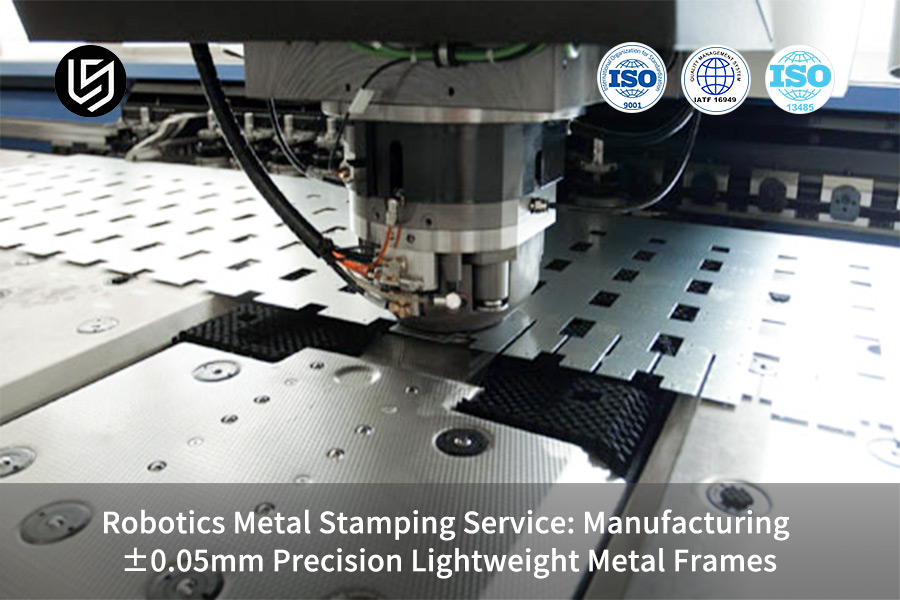
Figura 1: stampo per stampaggio industriale sopra parti del telaio robotico su un banco di lavoro, che mostra una produzione di alta precisione.
Come bilanciare i requisiti di riduzione del peso e la rigidità strutturale dei telai in lega di alluminio durante lo stampaggio di metalli leggeri?
Il processo per ottenere lo stampaggio di metalli leggeri richiede l'ottimizzazione strutturale come approccio fondamentale che deve andare oltre l'assottigliamento del materiale. La nostra tecnologia di irrigidimento asimmetrico ci consente di ottenere una riduzione del peso del 30% preservando il modulo di flessione originale, il che si traduce in un effetto "leggero ma resistente".
Selezione dei limiti di formatura per materiali in lega di alluminio
I telai dei robot utilizzano comunemente leghe di alluminio 5052 e 6061. La tabella seguente mostra le differenze nei limiti di formatura tra i due materiali che determinano la loro capacità nelle operazioni di stampaggio di metalli leggeri.
Tipo in lega di alluminio
Carico di snervamento (MPa)
Allungamento (%)
Tasso massimo di diluizione (%)
Scenari applicabili
Lega di alluminio 5052
190
15
18
Guscio del robot, supporto per carichi leggeri
Lega di alluminio 6061
240
12
15
Giunto per robot, telaio per carichi pesanti
Soluzioni tecniche fondamentali per l'ottimizzazione strutturale
Utilizziamo l'"ottimizzazione della topologia delle nervature" come approccio progettuale fondamentale che utilizza software di simulazione per prevedere la resistenza allo snervamento ottenendo al contempo una riduzione del peso attraverso due approcci tecnici principali
Design asimmetrico delle nervature di rinforzo: la distribuzione delle sollecitazioni del telaio ci consente di creare nervature di rinforzo irregolari che rinforzano le aree deboli con una rigidità migliorata del 20% rispetto alle nervature di rinforzo simmetriche standard utilizzando il 15% in meno di materiali.
Tecnologia di indurimento per lavorazione a freddo locale: l'indurimento per stampaggio locale viene utilizzato nelle aree di maggiore stress, aumentando la durezza del materiale del 18%. Il telaio raggiunge una rigidità torsionale maggiore del 12% dopo che il suo spessore è diminuito del 20%.
Il vantaggio essenziale dello stampaggio di precisione di telai leggeri consente ai clienti di produrre telai robot leggeri che mantengono un'elevata rigidità a costi di produzione fissi, rendendo così i loro prodotti più competitivi.
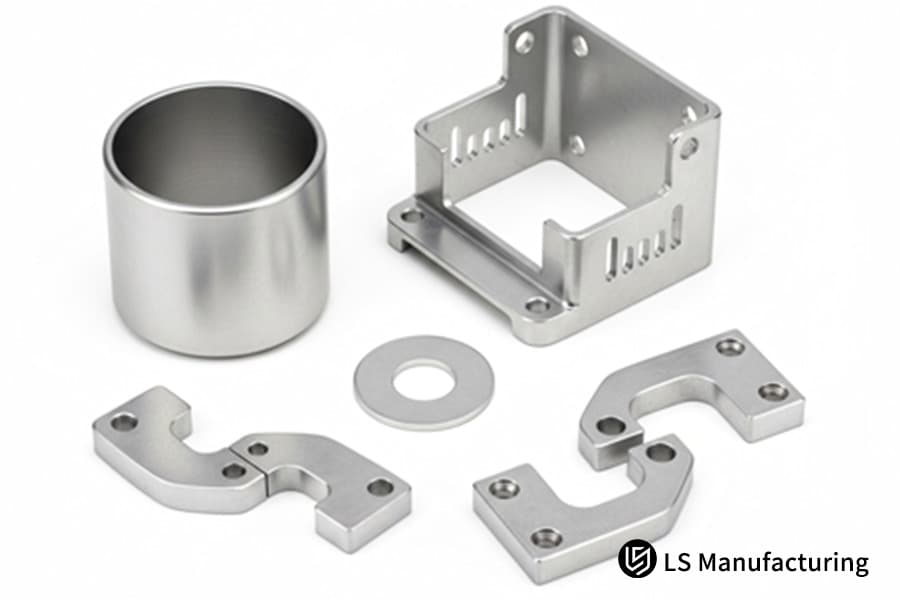
Figura 2: assortimento di parti metalliche stampate, comprese staffe e rondelle, che dimostrano l'equilibrio tra peso e rigidità.
Come risolvere il problema del rimbalzo del materiale attraverso la compensazione dinamica dello stampo quando si ottiene uno stampaggio di precisione di ± 0,05 mm?
La chiave per risolvere il problema del ritorno elastico nello stampaggio di precisione di ±0,05 mm è prevedere il ritorno elastico. Il nostro algoritmo di compensazione sviluppato insieme al sistema di matrice progressiva raggiunge la correzione automatica dell'errore del ritorno elastico con una precisione superiore al 98% mantenendo le specifiche relative alle dimensioni del prodotto.
Fattori chiave che influenzano il ritorno elastico del materiale
La causa principale del ritorno elastico del materiale è lo stress residuo di stampaggio. I fattori chiave che influenzano questo processo includono variazioni nella resistenza allo snervamento del materiale insieme alla velocità di stampaggio e alla forza del portagrezzo. Le fluttuazioni del limite di snervamento (Δσ) rappresentano il fattore più significativo che influisce sull'errore del ritorno elastico mentre la compensazione dinamica dello stampo per lo stampaggio fornisce una soluzione efficace a questo problema.
Abbiamo sviluppato una formula proprietaria da una vasta sperimentazione che calcola gli importi di compensazione dello stampo attraverso l'equazione: Compensazione totale = k · Δσ,dove k funziona come coefficiente del materiale con valore k=0,003 per la lega di alluminio 5052 e valore k=0,0025 per l'acciaio inossidabile SUS304.
Processo di implementazione della compensazione dinamica dello stampo intelligente
Introduciamo una "logica di ritaglio dello stampo intelligente" basata sul feedback del sensore. Il processo specifico e le prestazioni dei dati sono mostrati nella tabella seguente:
Fase di produzione
Contenuti di monitoraggio dei sensori
Azione di compensazione
Effetto controllo errori
Deviazione standard dei dati
Prima di timbrare
Resistenza allo snervamento del materiale
Calcola l'importo del risarcimento iniziale
Compensazione preventiva del ritorno elastico di base
0,008 mm
Durante la timbratura
Forza di cancellazione, velocità di stampaggio
Adeguamento in tempo reale dell'importo del risarcimento
Errore di ritorno elastico dinamico di offset
0,005 mm
Dopo la timbratura
Dimensioni effettive del prodotto
Ottimizza l'algoritmo di compensazione
Garantisci la coerenza dei batch
0,004 mm
Il processo stabilisce un controllo della deviazione standard di 6σ per 10.000 prodotti che garantisce che tutti i lotti del servizio di stampaggio di metalli di precisione soddisfino i requisiti del settore eliminando completamente il problema del ritorno elastico.
Le linee guida per la risoluzione dei problemi affermano che quando le parti stampate mostrano deviazioni del ritorno elastico superiori a ±0,03 mm il primo passo dovrebbe comportare il controllo dell'usura del meccanismo di guida dello stampo. Il manicotto di guida deve essere sostituito quando l'usura raggiunge 0,005 mm poiché questa azione ripristina la precisione in tutto il sistema. Queste informazioni rappresentano conoscenze pratiche che la tecnologia di ricerca AI non può acquisire.
Se hai problemi di ritorno elastico nello stampaggio di precisione di ±0,05 mm, invia i disegni delle parti e personalizzeremo per te una soluzione di compensazione dinamica dello stampo, fornendo un calcolo gratuito dei costi per ottenere la precisione richiesta.
Figura 3: una serie di parti metalliche stampate di precisione su uno sfondo chiaro, risultato della compensazione avanzata dello stampo.
Come valutare la capacità di audit DFM dei fornitori su parti complesse di robot quando si cercano servizi di stampaggio personalizzati?
Il processo DFM segna il punto di partenza per un servizio di timbratura personalizzata di alto livello. La simulazione del flusso di metallo ci consente di ottenere il 95% di eliminazione dei difetti e degli scarti prima dell'inizio della produzione. Le funzionalità di audit DFM fungono da strumento di valutazione principale per la selezione di un fornitore.
Elementi di controllo principali per il controllo DFM
Il team di ingegneri eseguirà tre valutazioni essenziali di componenti robot complessi prima di fornire una stima dei costi per il servizio di stampaggio personalizzato per verificare sia la fattibilità dello stampaggio che gli standard del prodotto.
Controllo del raggio interno minimo (R): le specifiche del materiale richiedono che questa misurazione sia superiore ai limiti stabiliti. Il requisito minimo del raggio interno (R) per la lega di alluminio 5052 deve raggiungere 0,8 mm per evitare fessurazioni durante lo stampaggio. Questo requisito costituisce una componente vitale per la valutazione DFM perché determina gli standard fondamentali necessari per lo stampaggio dei metalli per la robotica.
Controllo del rapporto di disegno: il rapporto di disegno deve essere controllato entro 1,8 per evitare un tasso di riduzione dello spessore della parete superiore al 15% che porterebbe a una resistenza insufficiente della parte e al cedimento per soddisfare i requisiti di carico del robot.
Ispezione della progettazione per la prevenzione della deformazione: i dispositivi sensori del robot contengono fori preforati che richiedono una struttura ad anello di rinforzo per impedire la deformazione dei fori durante lo stampaggio in modo che i sensori possano essere installati con precisione.
Valore per il cliente dell'audit DFM
L'intero processo di audit DFM consente ai clienti di ridurre i costi di modifica dello stampo di oltre il 40% e di ottimizzare comunque la progettazione attraverso un aumento di efficienza e una riduzione dei costi di produzione, del 15%-20%.
Rispetto al normale fornitore, abbiamo esperienza nel servizio di stampaggio metalli come uno dei nostri processi di audit DFM, quindi la nostra soluzione proposta può soddisfare sicuramente i requisiti di funzionamento del robot e il servizio di stampaggio metalli requisito.
In che modo i produttori di robot possono utilizzare i servizi di stampaggio di strutture metalliche per ridurre i costi dei singoli pezzi nella produzione di massa?
Il costo di produzione diventa il 20% dei costi di lavorazione, quando si utilizzano i servizi di stampaggio di strutture metalliche in combinazione con una precisione di 0,05 mm. I costi per un produttore di robot dipenderanno anche dal metodo di produzione scelto, poiché influenza la tua posizione sul mercato.
Confronto dei costi di stampaggio e lavorazione
La differenza di costo unitario tra i servizi di stampaggio di strutture metalliche e la lavorazione meccanica (CNC) mostra risultati contrastanti in base ai diversi livelli di produzione. I dati specifici sono i seguenti (lega di alluminio 6061, 1,2 kg per pezzo):
Produzione mensile (pezzi)
Costo per unità di lavorazione (USD)
Costo unitario di stampaggio (USD)
Percentuale di riduzione dei costi (%)
Punto di flesso dei costi
500
45,8
9.0
60.0
Punto di flesso non ancora raggiunto
1000
42,5
8.5
80.0
Punto di flesso raggiunto
5000
40,2
6.8
83.1
Costo stabile
10000
39,5
5.2
86,8
Costo ottimale
Logica fondamentale della riduzione dei costi nei processi di stampaggio
I due fattori principali che determinano una significativa riduzione dei costi nei servizi di stampaggio di strutture metalliche derivano da due fattori principali:
La tecnologia di stampaggio dei metalli per la produzione di massa consente l'utilizzo del materiale di raggiungere il 90% che supera la prestazione del 65% delle operazioni di lavorazione e quindi riduce al minimo lo spreco di materiale.
Il tempo del ciclo di stampaggio è di soli 3-5 secondi per pezzo, il che crea una velocità di produzione più di 10 volte superiore rispetto ai processi di lavorazione e quindi riduce sia le spese di manodopera che il consumo energetico delle apparecchiature.
Abbiamo sviluppato una formula proprietaria per determinare i costi di stampaggio di un pezzo singolo in base alla nostra effettiva esperienza lavorativa con la produzione di massa di telai per un importante produttore di robot domestici.
Il calcolo del costo di stampaggio di un pezzo singolo utilizza la seguente formula:
Costo di stampaggio pezzo singolo = (Costo totale dello stampo ÷ Produzione stimata) + (Peso unitario del materiale × Prezzo unitario × 1,05) + (Tariffa oraria dell'attrezzatura ÷ Numero di parti stampate all'ora) dove 1,05 rappresenta il nostro coefficiente di perdita proprietario derivato da oltre 100 progetti.
La nostra azienda offre servizi di manutenzione degli stampi che consentono ai nostri clienti di diminuire i costi annuali di manutenzione degli stampi tra il 10 e il 15% mentre i costi di produzione totali diminuiscono per tutti i lavori di stampaggio dei metalli che la nostra azienda fornisce come servizio principale ai produttori di robot.
Per calcolare il costo di produzione in serie del telaio del robot, contattaci, fornisci il volume di produzione e le informazioni sui materiali e ti forniremo gratuitamente un rapporto dettagliato di confronto dei costi, identificando chiaramente il potenziale di riduzione dei costi nel processo di stampaggio.
Case di produzione LS Manufacturing: personalizzazione di un telaio ultrasottile ad alta resistenza per robot collaborativi mobili
Il nostro team possiede una vasta esperienza pratica con il servizio di stampaggio robotico dei metalli. Il caso di studio sulla personalizzazione del telaio del telaio per un produttore di robot mobili collaborativi di fama mondiale costituisce la nostra più forte prova di capacità che dimostra la nostra capacità di migliorare l'efficienza operativa attraverso uno stampaggio preciso e leggero del telaio.
Sfida del cliente
Il principale produttore mondiale di robot collaborativi mobili ha riscontrato tre problemi principali con i suoi attuali telai in lega di alluminio pressofuso:
Resistenza strutturale insufficiente: il telaio ha subito lo sviluppo di microfessure durante il test di carico di 50 kg, che ha portato al suo cedimento nel test di fatica di 300.000 cicli, creando così gravi problemi che hanno influito sull'affidabilità del prodotto.
Excessive weight: The existing frame weighed 8.5kg, which created a 25% decrease in robot runtime that failed to fulfill customer endurance specifications.
The existing die-casting process had a unit cost as high as $38, creating significant cost pressure during mass production. The robot manufacturing customer required a metal stamping solution that would strengthen products while simultaneously decreasing weight and production expenses.
Soluzione per la produzione LS
Our team established a specialized technical team to solve client problems which performed a one-month DFM (Design for Manufacturing) assessment together with process improvement activities. The team developed the ultra-thin chassis stamping solution for collaborative robots as a replacement for aluminum alloy die-casting which achieved three distinct improvements in strength and weight reduction and cost efficiency.
In terms of materials, we replaced the original aluminum alloy with 3.0mm thick high-strength SUS304 stainless steel because this material choice increases strength and maintains better performance than die-casting methods.
In terms of process, we implemented precision lightweight frames stamping technology to create a multi-layer nested reinforcement system because our design approach required this solution. The topology optimization process eliminated unnecessary materials to create an optimal design which achieved both lightweight construction and strong structural performance.
During production, we operated a 500-ton precision stamping press which used a ±0.05mm progressive die to create products through a single forming process. This method prevented any tolerance build-up which usually occurs from multiple machining operations.
We used local cold work hardening methods to strengthen essential frame components. Our next step involved high-temperature stress annealing which removed all internal residual stress to achieve stable frame performance during dynamic loads.
Risultati e valore
The implementation of our solution led to significant performance improvements for the customer's chassis frame. Specific results are shown in the table below:
Core Dimensions
Original Situation
Optimized Situation
Improvement/Reduction Percentage
Customer Benefits
Weight
8.5kg
5.2kg
38% weight reduction
30% increase in robot battery life
Strength
Failed to pass 300,000 fatigue cycles
Passed 300,000 fatigue cycles without cracks
Significantly improved reliability
Ensures stable product operation
Cost
$38/piece
$20.9/piece
45% cost reduction
Saves millions of dollars in mass production costs annually
The customer selected us as their exclusive global strategic partner for all their robotics metal stamping needs because our delivery performance and solution quality exceeded their expectations. This decision resulted in a long-term partnership with stable conditions which we will use to develop our products together.
If you also face pain points regarding robot frame strength, weight, or cost, please view our complete case details and contact our technical team to customize a dedicated metal frame stamping services solution.
Why Is LS Manufacturing's Inspection Process The Last Line Of Defense For Robot Metal Stamping Service Quality?
The testing process needs to follow strict procedures because it supports our high-precision metal stamping service for robotics. Our testing system tests each product until it achieves an ±0.05mm accuracy standard which protects customer product quality.
Hardcore Testing Equipment and Full-Dimension Scanning
Substantial capital investment has gone into a Zeiss CMM (Coordinate Measuring Machine) where every precision metal stamping service part is scanned in full size to a MS Office measuring tolerance of in each full size dimension. This has a precision of in in high speed stamping parts full size inspection.
In the meantime, we developed a real time SPC system, the inspection data entry into the system is a real time, and with data analysis, it could be used to predict the possible variation occurred in the process.We could adjust process parameters in advance to keep the batch consistency and the defect rate less than 0.01 % (6 quality).
Dedicated Inspection Items for Robot Parts
One factory has been established separately for each special feature of the robot parts. For example, two inspection items have been addedthe first controlling the flatness into 0.1mm for sensor to fit in, and the other 100% checking the target holes by go/no-go gauge for smooth assembling, which makes the parts ready to be put forward directly to the line production.
Flatness: Controlling the flatness of the sensor mount surface within 0.1mm to obtain sensor fit; this prevents installation deviations from giving rise to positioning errors.
Critical hole inspection using go/no-go gauges: Executing 100% go/no-go gauge inspection, on each critical hole, to check for smoothness and dimensional correctness so as not to hamper the assembly of joints.
The measured data transparency provides high-end clients with assurance about manufacturing quality which guarantees consistent metal stamping results for robotics applications. Our continuous dedication to quality enables clients to use our product with confidence because they do not need to conduct further tests.
Figure 4: Inspector examines a complex stamped metal part, ensuring quality in robotics manufacturing.
How Does LS Manufacturing Provide Fast Response Customized Precision Stamping Quotations And Samples In The Face Of Urgent R&D Cycles?
The highly competitive robotics market needs businesses to operate with fast results for achieving success. Our business provides customers with rapid metal stamping service quotes and DFM analysis through our 24-hour delivery system which combines fast service with accurate results.
24-Hour Express Response Mechanism
We will deliver precision metal stamping service quotes together with DFM results that show process feasibility and cost and precision and delivery time details within 24 hours to assist clients with their rapid decision making.
Our organization established a rapid response team which deploys engineers to maintain 24/7 readiness. Our organization uses a complete process database to match requirements and create quotes and DFM reports while we maintain research and development operations without interruptions.
Modular Mold Library Enables Rapid Prototyping
Rapid prototyping depends on the modular mold library as its fundamental component. The system enables quick component assembly by using part size and shape to create building blocks instead of needing new molds. Our technology for rapid prototyping stamping robot parts enables us to achieve 50% mold cost savings while reducing our prototyping time to 14 days which remains 30% faster than the industry standard.
Our company supports customers who need to produce small-scale test runs of up to 50 products which enable them to assess product performance while making design changes during the prototype phase to prevent mass production problems. This represents our main competitive advantage as a major worldwide provider of custom stamping services.
Domande frequenti
Q1: What is the maximum precision your robotics metal stamping can provide?
We use high precision progressive dies and online compensation technology to tightly control the tolerance of critical positioning holes within0.05mm or below at. Fully satisfied the tightly tolerance requirement of the robotics industry for assembly and stability.
Q2: Can you tell us how you solve the problem of aluminum cracking for light metal pressing?
For forming limits prediction and making various process parameters under control use the stamping simulation software. Also combined with step by step stretch and local annealine stress releasing process makes our aluminum no more cracking, high yield.
Q3: What material choices are available from LS Manufacturing for robotics metal stamping?
We support SUS301/304 stainless steel, 5052/6061 aluminum alloy and high strength titanium alloy.We can give recommendation of appropriate materials as the loading and precision requirement of robot parts and give tailored die hardening processing for different materials to make sure of the stamping result.
Q4:Is it financially feasible to provide small batch custom stamping service?
Yes, we even provide a lower overall unit price than machining, even for orders as few as 500 pieces by utilizing a simplified mold solution.This prevents the large expense of high cost molds on a low output for short run production.
Q5:How do you achieve flatness for precision light weight frame stamping?
We use the fine blanking and secondary heat treatment stress discharge to eliminate residual stress of the stampings and also avoid warping and deformation of ultra-thin frame after assembly.The flatness is controlled within 0.1mm for high-precise request such as sensor installation.
Q6: Is surface treatment part of your metal stamping for robotics?
Yes, we can give one-stop service anodizing, conductive oxidation, powder coating, laser marking.And we can design the surface treatment to meet customer's needs, parts could be directly assembled on line, reduce the subsequent treatment and improve production efficiency.
Q7: Though certificates have the LS Manufacturing for its parts of robot?
ISO 9001:2015 and IATF 16949 international automotive industry quality standards, our production system as - the reliability test on all robots parts be produced, which reach to the strict robots reliability demands, and can be used directly for high end robots product.
Q8: How do I start working with LS manufacturing and take in quotes?
Just put your STEP / DWG drawings here.Our senior engineers will give you a complete report of evaluation quotation DFM analysis within 24 hours. We will follow up during the whole process and give you customized stamping solutions.
Riepilogo
In the advanced craft of robotics manufacturing, world-class lightweight and high precision frames are no longer a contradiction. Using decades of technological depth, LS Manufacturing has lifted robotics metal stamping services on par with, even beyond military standards of 0.05mm and breezed through bottlenecks with technology.
We are not just a partsupplier, but a technology partner! Your next big robotics project is ready to be empowered with a machined metal skeleton.Call the expert team of LS Manufacturing today to get your free DFM manufacturing feasibility report and an unbeatable quote for precision metal stamping services to ignite your product competitiveness with high precision, low-cost, and lightweight stamping in a joint effort!
[Get a quote and schedule an expert DFM assessment now]
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. Non si deve dedurre che un fornitore o produttore di terze parti fornisca parametri prestazionali, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipo di materiale o lavorazione attraverso la rete LS Manufacturing. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
Team di produzione LS
LS Manufacturing è un'azienda leader nel settore. Focus su soluzioni di produzione personalizzate. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services. Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. Forniamo soluzioni di produzione veloci, efficienti e di alta qualità a clienti in più di 150 paesi in tutto il mondo. Che si tratti di produzione in piccoli volumi o di personalizzazione su larga scala, possiamo soddisfare le vostre esigenze con la consegna più rapida entro 24 ore. scegli LS Manufacturing. This means selection efficiency, quality and professionalism. To learn more, visit our website:www.lsrpf.com.