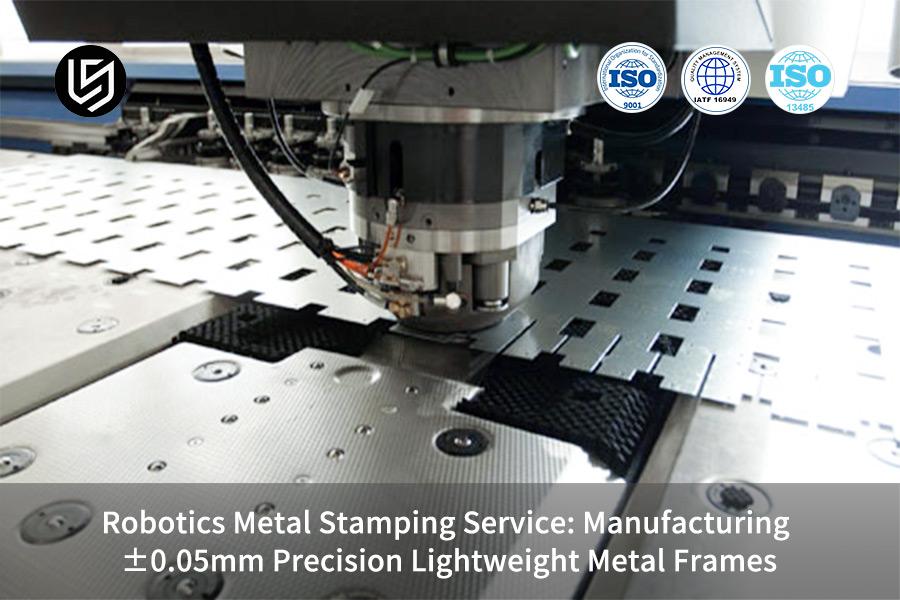
Робототехнические услуги по штамповке металла: производство легких металлических рам с точностью ±0,05 мм.
Написал
Gloria
Опубликовано
May 12 2026
Штамповка металла
Следуйте за нами
Роботизированная служба штамповки металла представляет собой ключевую проблему для отрасли: с помощью новых чувствительных совместных роботов (Cobot) проектируется металлы, получаемые из обычных металлов, подаваемых со слишком большой нагрузкой и заканчивающих срок службы из-за накопленных допусков и недостаточного снижения веса. Ни один стандартный поставщик не способен обеспечить конструкционную прочность штампованных деталей из легкого металла и контролировать наиболее важный критический допуск отверстия на уровне 0,05 мм без динамической компенсации пружинения материала.
LS Manufacturing - от оценки DFM до поставки массового производства, предоставляет клиентам комплексные услуги по роботизированной штамповке металла с высокой эффективностью и высокой точностью благодаря технологии интеллектуальной компенсации штампов и технологии прецизионных прогрессивных штампов с несколькими станциями. Следующий вопрос — как преодолеть прецизионный барьер производства корпусов роботов с помощью технологических инноваций.
Обзор ключевых показателей робототехнической службы штамповки металлов
<тело>
<тр>
Основные размеры
Ключевые показатели
Преимущества для клиентов
Метод реализации
<тр>
Точность
Допуск ключевых характеристик ±0,05 мм
Снижение трения в суставах, повышение выносливости на 15 %.
Снижение нагрузки на привод, увеличение срока службы.
Легкая штамповка металла + структурная оптимизация.
<тр>
Эффективность
Доставка первого образца в течение 14 дней
Сокращенный цикл исследований и разработок, доля рынка.
Автоматизированная производственная линия + модульная библиотека пресс-форм.
<тр>
Стоимость
на 60–80 % ниже, чем при механической обработке
Снижение затрат на массовое производство, повышение рентабельности инвестиций.
Высокое использование материала + процесс пакетной штамповки.
Основные выводы
<ул>
Точность. Достигайте допусков на размеры критически важных элементов в пределах ±0,05 мм за счет динамической компенсации матрицы.
Снижение веса: уменьшите вес на 25–30 % без ущерба для жесткости, используя технологию штамповки легкого металла.
Эффективность. Автоматизированная производственная линия LS Manufacturing может сократить время доставки первого образца для услуги индивидуальной штамповки до 14 дней.
Как служба робототехники LS Manufacturing по штамповке металла достигает точности ±0,05 мм?
Именно эта повторяющаяся практика принесла нашей команде прорыв в точности 0,05 мм, и эта прецизионная технология является основным конкурентным преимуществом нашей компании, занимающейся штамповкой металлов, LS Manufacturing. Наша ключевая инновация заключается в том, что мы позволяем системе компенсации пресс-формы работать одновременно с прецизионным прогрессивным штампом с несколькими станциями, используя стандарты ISO 9001:2015 для исправления ошибок в их источнике.
Отклонение выбора материала и его предела текучести на 5 МПа может привести к отклонению упругого возврата на 0,03 мм, которое корректируется путем установки датчиков и мгновенной передачи данных вокруг проволоки и динамического изменения параметров с помощью нашего самостоятельно разработанного алгоритма. Для международного бренда роботов при проектировании инструмента для поддержки суставов мы использовали прогрессивную матрицу для одноразового формования, чтобы компенсировать упругость материала.
Стандартное отклонение 1000 образцов составляет всего 0,012 мм, соответствует требованию 0,05 мм и за один шаг соответствует стандарту проектирования IATF 169492016 изготовление прецизионных деталей.
Благодаря этому технологическому преимуществу уменьшается трение роботов в суставах, снижается потребление энергии серводвигателями, и срок службы шарнирных приводов увеличивается более чем на 30 %. Наша служба штамповки металла в области робототехники является надежной гарантией стабильной точности производителей высококачественных роботов.
<блок-цитата>
Если вас беспокоит недостаточная точность штамповки деталей с помощью робота, свяжитесь с нашими инженерами, чтобы получить бесплатную техническую консультацию и найти практические решения для штамповки с точностью ±0,05 мм, что позволяет быстро решить проблемы производства.
Почему для обеспечения стабильности роботизированных структурных компонентов необходимо выбирать услуги высокоточной роботизированной штамповки металла?
Служба высокоточной робототехники служба штамповки металла решает все проблемы, которые приводят к дрожанию рабочих органов роботов и перегреву двигателей. Система достигает своих целей, поддерживая допуски на суставы на уровне ±0,05 мм, что снижает сопротивление трению в суставах и продлевает срок службы батареи на 15%. Система обеспечивает два основных преимущества, которые включают полную плавность работы и лучшую энергоэффективность, а также значительное увеличение времени работы основных компонентов системы.
Высокая чувствительность сочленений робота
Сочленения роботов обеспечивают необходимые возможности перемещения, поскольку их внутренние системы зубчатых передач и компоненты подшипников требуют точного изготовления для обеспечения стабильной работы системы. Штамповка допускает пределы допусков, выходящие за пределы ±0,05 мм, что создает две основные эксплуатационные проблемы:
<ол>
Чрезмерный зазор в суставе приводит к нарушению повторяемости конечного эффектора, что приводит к ошибкам, превышающим 0,1 мм, и делает невозможными точные операции.
Соединение между двумя компонентами требует чрезмерно плотной посадки, что приводит к более высокому сопротивлению трения, из-за которого серводвигатели потребляют на 20 % больше мощности во время работы, что приводит к перегреву двигателя и сокращению срока службы при длительном использовании.
Основная ценность прецизионной штамповки, заменяющей традиционные процессы
Традиционное литье или процессы механической обработки имеют существенные недостатки: отливки имеют низкую точность и тяжелый вес, а механическая обработка является дорогостоящей и неэффективной, ни один из которых не может удовлетворить двойные требования к легкости и высокой точности в роботах. LS Manufacturing использует услуги прецизионной штамповки металла, чтобы заменить традиционные методы точной штамповкой, которая сохраняет размеры рамы за счет методов снятия напряжений в ситуациях динамических нагрузок.
В нашем процессе используется высокотемпературный отжиг под напряжением, который позволяет снизить остаточное напряжение в штампованных деталях на 85 %, тем самым предотвращая деформацию рамы, которая может возникнуть во время длительных операций робота на высоких частотах.
Такое сочетание процессов обеспечивает как высокую точность прецизионной штамповки металла, так и структурную стабильность, а также использование прецизионной штамповки алюминия для технологии каркасов роботов для достижения баланса между снижением веса и жесткостью. Это идеально соответствует эксплуатационным требованиям роботов.
Рис. 1. Промышленная штамповочная форма над деталями роботизированной рамы на верстаке, демонстрирующая высокоточное производство.
Как сбалансировать требования по снижению веса и жесткость конструкции рам из алюминиевого сплава при штамповке легкого металла?
Процесс достижения легкой штамповки металла требует структурной оптимизации в качестве фундаментального подхода, который должен выходить за рамки утончения материала. Наша технология асимметричного придания жесткости позволяет нам добиться снижения веса на 30 % при сохранении исходного модуля изгиба, что приводит к эффекту «легкости, но при этом прочности».
Выбор пределов формовки материалов из алюминиевых сплавов
В рамах роботов обычно используются алюминиевые сплавы 5052 и 6061. В таблице ниже показаны различия в пределах формования между двумя материалами, которые определяют их возможности при штамповке легких металлов.
<тело>
<тр>
Тип алюминиевого сплава
Предел текучести (МПа)
Удлинение (%)
Максимальная скорость прореживания (%)
Применимые сценарии
<тр>
Алюминиевый сплав 5052
190
15
18
Оболочка робота, поддержка небольшой нагрузки
<тр>
Алюминиевый сплав 6061
240
12
15
Сочленение робота, рама для тяжелых нагрузок
Основные технические решения для структурной оптимизации
Мы используем "оптимизацию топологии усиливающих ребер" в качестве нашего фундаментального подхода к проектированию, который использует программное обеспечение для моделирования для прогнозирования предела текучести при одновременном достижении снижения веса за счет двух основных технических подходов
<ул>
Асимметричная конструкция ребер жесткости: Распределение напряжений в раме позволяет нам установить ребра жесткости неравномерной формы, которые усиливают слабые места, обеспечивая на 20 % повышенную жесткость по сравнению со стандартными симметричными ребрами жесткости при использовании на 15 % меньше материалов.
Технология локальной холодной обработки: В ключевых зонах напряжения применяется локальная штамповка, повышающая твердость материала на 18 %. Жесткость рамы на кручение на 12% выше после уменьшения ее толщины на 20%.
Основное преимущество прецизионной штамповки легких рам позволяет клиентам производить легкие рамы роботов, которые сохраняют высокую жесткость при фиксированных производственных затратах, что делает их продукцию более конкурентоспособной.
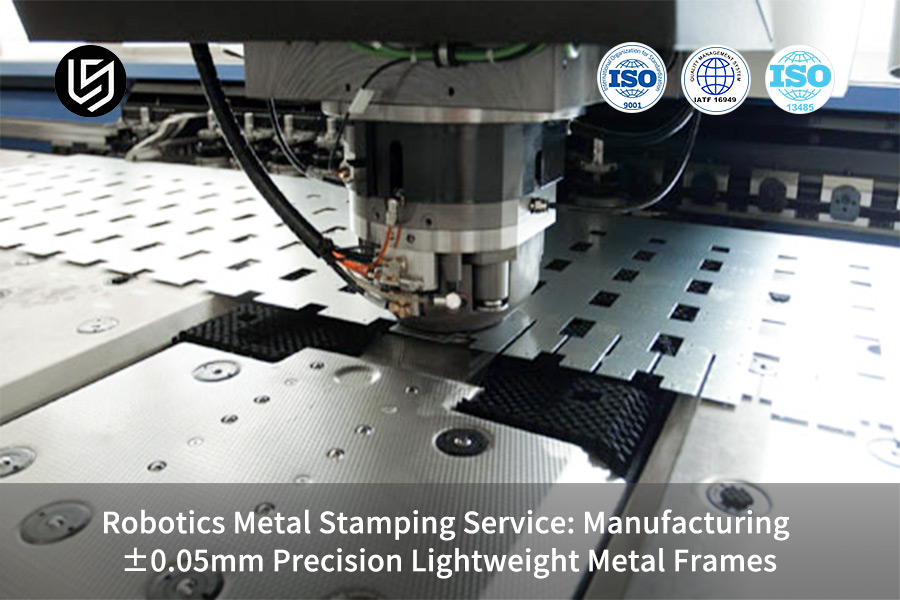
Рис. 2. Ассортимент штампованных металлических деталей, включая кронштейны и шайбы, демонстрирующий баланс веса и жесткости.
Как решить проблему отскока материала за счет динамической компенсации формы при достижении точности штамповки ± 0,05 мм?
Ключом к решению проблемы упругого возврата при штамповке с точностью ±0,05 мм является прогнозирование упругого возврата. Наш разработанный алгоритм компенсации вместе с системой прогрессивной матрицы обеспечивает автоматическую коррекцию ошибок пружинения с точностью более 98 %, что позволяет соблюдать спецификации размера продукта.
Ключевые факторы, влияющие на упругость материала
Основной причиной пружинения материала является остаточное напряжение штамповки. Ключевые факторы, влияющие на этот процесс, включают изменения в пределе текучести материала, а также скорость штамповки и усилие держателя заготовки. Колебания предела текучести (Δσ) представляют собой наиболее существенный фактор, влияющий на ошибку упругого возврата, в то время как динамическая компенсация штампа при штамповке обеспечивает эффективное решение этой проблемы.
На основе обширных экспериментов мы разработали запатентованную формулу, которая рассчитывает величину компенсации матрицы с помощью уравнения: Общая компенсация = k · Δσ,, где k действует как коэффициент материала со значением k=0,003 для алюминиевого сплава 5052 и значением k=0,0025 для нержавеющей стали SUS304.
Процесс внедрения интеллектуальной динамической компенсации пресс-формы
Мы представляем «интеллектуальную логику обрезки пресс-формы», основанную на обратной связи от датчиков. Конкретная производительность процесса и данных показана в таблице ниже:
<тело>
<тр>
Этап производства
Содержимое сенсорного мониторинга
Действие по компенсации
Эффект контроля ошибок
Стандартное отклонение данных
<тр>
Перед штамповкой
Предел текучести материала
Рассчитать сумму первоначальной компенсации
Базовое пружинение с упреждающим смещением
0,008 мм
<тр>
Во время штамповки
Усилие вырубки, скорость штамповки
Корректировка суммы компенсации в реальном времени
Ошибка динамического пружинения смещения
0,005 мм
<тр>
После штамповки
Фактические размеры продукта
Оптимизировать алгоритм компенсации
Обеспечение согласованности пакетов
0,004 мм
Процесс устанавливает контроль стандартного отклонения 6σ для 10 000 продуктов, который гарантирует, что все партии услуги прецизионной штамповки металла соответствуют отраслевым требованиям, полностью устраняя при этом проблему пружинения.
В рекомендациях по устранению неполадок указано, что если в штампованных деталях наблюдаются отклонения от упругого возврата, превышающие ±0,03 мм, первым шагом следует включить проверку износа механизма направляющей формы. Направляющая втулка требует замены, когда износ достигает 0,005 мм, поскольку это действие восстанавливает точность всей системы. Эта информация представляет собой практические знания, которые не могут получить технологии поиска ИИ.
<блок-цитата>
Если у вас возникли проблемы с пружинением при штамповке с точностью ±0,05 мм, отправьте чертежи деталей, и мы настроим для вас решение динамической компенсации пресс-формы, предоставив бесплатный расчет затрат для достижения требуемой точности.
Рис. 3. Массив прецизионных штампованных металлических деталей на светлом фоне, результат расширенной компенсации плесени.
Как оценить возможности поставщиков DFM по аудиту сложных деталей роботов при поиске услуг индивидуальной штамповки?
Процесс DFM отмечает отправную точку для услуги индивидуальной штамповки верхнего уровня. Моделирование потока металла позволяет нам добиться 95-процентного устранения дефектов и брака еще до начала производства. Возможности аудита DFM служат основным инструментом оценки при выборе поставщика.
Основные элементы проверки для аудита DFM
Команда инженеров проведет три важные оценки сложных компонентов робота, прежде чем предоставить смету стоимости услуги индивидуальной штамповки, чтобы проверить жизнеспособность штамповки и стандарты продукции.
<ол>
Проверка минимального внутреннего радиуса (R): Спецификации материала требуют, чтобы это значение превышало установленные пределы. Минимальный внутренний радиус (R) для алюминиевого сплава 5052 должен достигать 0,8 мм, чтобы предотвратить растрескивание во время штамповки. Это требование служит жизненно важным компонентом оценки DFM, поскольку оно определяет основные стандарты, необходимые для штамповки металла для робототехники.
Контроль соотношения вытяжки: Коэффициент вытяжки должен контролироваться в пределах 1,8, чтобы избежать превышения степени уменьшения толщины стенки на 15 %, что приведет к недостаточной прочности детали и выходу из строя для удовлетворения требований к нагрузке робота.
Проверка конструкции для предотвращения деформации: Сенсорные устройства робота содержат предварительно просверленные отверстия, для которых требуется армирующая кольцевая конструкция, чтобы предотвратить деформацию отверстий во время штамповки и обеспечить точную установку датчиков.
Ценность аудита DFM для клиентов
Весь процесс аудита DFM позволяет клиентам сократить затраты на модификацию пресс-форм более чем на 40 процентов и при этом оптимизировать конструкцию за счет повышения эффективности и снижения производственных затрат на 15–20 %.
По сравнению с обычным поставщиком, мы рассматриваем услуги по штамповке металлов как один из наших процессов аудита DFM, поэтому предлагаемое нами решение может определенно соответствовать требованиям работы роботов требования, а также требования к услугам штамповки металла.
Как производители роботов могут использовать услуги штамповки металлического каркаса, чтобы снизить затраты на отдельные детали при массовом производстве?
Затраты на производство составляют 20 % от стоимости механической обработки при использовании услуг штамповки металлического каркаса в сочетании с точностью до 0,05 мм. Затраты на производителя роботов также будут зависеть от выбранного вами метода производства, поскольку он влияет на вашу позицию на рынке.
Сравнение стоимости штамповки и механической обработки
Разница в стоимости единицы продукции между услугами по штамповке металлического каркаса и механической обработкой (CNC) показывает противоположные результаты в зависимости от разных уровней производства. Конкретные данные следующие (алюминиевый сплав 6061, 1,2 кг на штуку):
<тело>
<тр>
Ежемесячное производство (штук)
Стоимость единицы обработки (доллары США)
Стоимость единицы штамповки (доллары США)
Процент снижения затрат (%)
Точка перегиба затрат
<тр>
500
45,8
9.0
60,0
Пока не достигнута точка перегиба
<тр>
1000
42,5
8,5
80,0
Достигнута точка перегиба
<тр>
5000
40,2
6,8
83,1
Стабильная стоимость
<тр>
10000
39,5
5.2
86,8
Оптимальная стоимость
Основная логика снижения затрат в процессах штамповки
Два основных фактора, способствующих значительному снижению затрат на услуги штамповки металлических каркасов, обусловлены двумя основными факторами:
<ул>
технология штамповки металла для массового производства позволяет использовать материал до 90 % , что превышает 65 % производительности операций механической обработки и, таким образом, минимизирует отходы материала.
Продолжительность цикла штамповки составляет всего 3–5 секунд на деталь, что обеспечивает более чем в 10 раз более высокую скорость производства, чем процессы механической обработки, и, таким образом, снижает как трудозатраты, так и энергопотребление оборудования.
Мы разработали запатентованную формулу для определения затрат на штамповку отдельных деталей на основе нашего реального опыта работы с массовым производством шасси для ведущего отечественного производителя роботов.
Для расчета стоимости штамповки единичной детали используется следующая формула:
Стоимость штамповки одной детали = (Общая стоимость пресс-формы ÷ Расчетная производительность) + (Вес единицы материала × Цена единицы × 1,05) + (Почасовая оплата оборудования) ставка ÷ количество штампованных деталей в час), где 1,05 представляет собой наш собственный коэффициент потерь, полученный на основе более чем 100 проектов.
Наша компания предлагает услуги по обслуживанию пресс-форм, которые позволяют нашим клиентам снижать ежегодные затраты на обслуживание пресс-форм на 10–15 процентов, одновременно снижая общие производственные затраты на все работы по штамповке металла, которые наша компания предоставляет в качестве основной услуги производителям роботов.
<блок-цитата>
Чтобы рассчитать стоимость массового производства корпуса робота, свяжитесь с нами, предоставьте объем производства и информацию о материалах, и мы бесплатно предоставим вам подробный отчет о сравнении затрат, четко определив потенциал снижения затрат в процессе штамповки.
Производственный пример LS: настройка высокопрочного ультратонкого шасси для мобильных коллаборативных роботов
Наша команда обладает обширным практическим опытом в сфере робототехнических услуг штамповки металлов. Пример настройки рамы шасси для всемирно известного производителя мобильных коллаборативных роботов является нашим убедительным доказательством возможностей, которое подтверждает нашу способность повышать эксплуатационную эффективность за счет точной штамповки легкой рамы.
Вызов клиента
Ведущий мировой производитель мобильных коллаборативных роботов столкнулся с тремя основными проблемами, связанными с нынешними рамами шасси из литого под давлением алюминиевого сплава:
<ол>
Недостаточная прочность конструкции: На раме образовались микротрещины во время испытаний под нагрузкой 50 кг, что привело к ее отказу при испытании на усталость при 300 000 циклов, что создало серьезные проблемы, влияющие на надежность продукта.
Excessive weight: The existing frame weighed 8.5kg, which created a 25% decrease in robot runtime that failed to fulfill customer endurance specifications.
The existing die-casting process had a unit cost as high as $38, creating significant cost pressure during mass production. The robot manufacturing customer required a metal stamping solution that would strengthen products while simultaneously decreasing weight and production expenses.
Решение для производства LS
Our team established a specialized technical team to solve client problems which performed a one-month DFM (Design for Manufacturing) assessment together with process improvement activities. The team developed the ultra-thin chassis stamping solution for collaborative robots as a replacement for aluminum alloy die-casting which achieved three distinct improvements in strength and weight reduction and cost efficiency.
<ол>
In terms of materials, we replaced the original aluminum alloy with 3.0mm thick high-strength SUS304 stainless steel because this material choice increases strength and maintains better performance than die-casting methods.
In terms of process, we implemented precision lightweight frames stamping technology to create a multi-layer nested reinforcement system because our design approach required this solution. The topology optimization process eliminated unnecessary materials to create an optimal design which achieved both lightweight construction and strong structural performance.
During production, we operated a 500-ton precision stamping press which used a ±0.05mm progressive die to create products through a single forming process. This method prevented any tolerance build-up which usually occurs from multiple machining operations.
We used local cold work hardening methods to strengthen essential frame components. Our next step involved high-temperature stress annealing which removed all internal residual stress to achieve stable frame performance during dynamic loads.
Результаты и ценность
The implementation of our solution led to significant performance improvements for the customer's chassis frame. Specific results are shown in the table below:
<тело>
Core Dimensions
Original Situation
Optimized Situation
Improvement/Reduction Percentage
Customer Benefits
Weight
8.5kg
5.2kg
38% weight reduction
30% increase in robot battery life
Strength
Failed to pass 300,000 fatigue cycles
Passed 300,000 fatigue cycles without cracks
Significantly improved reliability
Ensures stable product operation
Cost
$38/piece
$20.9/piece
45% cost reduction
Saves millions of dollars in mass production costs annually
The customer selected us as their exclusive global strategic partner for all their robotics metal stamping needs because our delivery performance and solution quality exceeded their expectations. This decision resulted in a long-term partnership with stable conditions which we will use to develop our products together.
<блок-цитата>
If you also face pain points regarding robot frame strength, weight, or cost, please view our complete case details and contact our technical team to customize a dedicated metal frame stamping services solution.
Why Is LS Manufacturing's Inspection Process The Last Line Of Defense For Robot Metal Stamping Service Quality?
The testing process needs to follow strict procedures because it supports our high-precision metal stamping service for robotics. Our testing system tests each product until it achieves an ±0.05mm accuracy standard which protects customer product quality.
Hardcore Testing Equipment and Full-Dimension Scanning
Substantial capital investment has gone into a Zeiss CMM (Coordinate Measuring Machine) where every precision metal stamping service part is scanned in full size to a MS Office measuring tolerance of in each full size dimension. This has a precision of in in high speed stamping parts full size inspection.
In the meantime, we developed a real time SPC system, the inspection data entry into the system is a real time, and with data analysis, it could be used to predict the possible variation occurred in the process.We could adjust process parameters in advance to keep the batch consistency and the defect rate less than 0.01 % (6 quality).
Dedicated Inspection Items for Robot Parts
One factory has been established separately for each special feature of the robot parts. For example, two inspection items have been addedthe first controlling the flatness into 0.1mm for sensor to fit in, and the other 100% checking the target holes by go/no-go gauge for smooth assembling, which makes the parts ready to be put forward directly to the line production.
<ул>
Flatness: Controlling the flatness of the sensor mount surface within 0.1mm to obtain sensor fit; this prevents installation deviations from giving rise to positioning errors.
Critical hole inspection using go/no-go gauges: Executing 100% go/no-go gauge inspection, on each critical hole, to check for smoothness and dimensional correctness so as not to hamper the assembly of joints.
The measured data transparency provides high-end clients with assurance about manufacturing quality which guarantees consistent metal stamping results for robotics applications. Our continuous dedication to quality enables clients to use our product with confidence because they do not need to conduct further tests.
Figure 4: Inspector examines a complex stamped metal part, ensuring quality in robotics manufacturing.
How Does LS Manufacturing Provide Fast Response Customized Precision Stamping Quotations And Samples In The Face Of Urgent R&D Cycles?
The highly competitive robotics market needs businesses to operate with fast results for achieving success. Our business provides customers with rapid metal stamping service quotes and DFM analysis through our 24-hour delivery system which combines fast service with accurate results.
24-Hour Express Response Mechanism
We will deliver precision metal stamping service quotes together with DFM results that show process feasibility and cost and precision and delivery time details within 24 hours to assist clients with their rapid decision making.
Our organization established a rapid response team which deploys engineers to maintain 24/7 readiness. Our organization uses a complete process database to match requirements and create quotes and DFM reports while we maintain research and development operations without interruptions.
Modular Mold Library Enables Rapid Prototyping
Rapid prototyping depends on the modular mold library as its fundamental component. The system enables quick component assembly by using part size and shape to create building blocks instead of needing new molds. Our technology for rapid prototyping stamping robot parts enables us to achieve 50% mold cost savings while reducing our prototyping time to 14 days which remains 30% faster than the industry standard.
Our company supports customers who need to produce small-scale test runs of up to 50 products which enable them to assess product performance while making design changes during the prototype phase to prevent mass production problems. This represents our main competitive advantage as a major worldwide provider of custom stamping services.
Часто задаваемые вопросы
Q1: What is the maximum precision your robotics metal stamping can provide?
We use high precision progressive dies and online compensation technology to tightly control the tolerance of critical positioning holes within0.05mm or below at. Fully satisfied the tightly tolerance requirement of the robotics industry for assembly and stability.
Q2: Can you tell us how you solve the problem of aluminum cracking for light metal pressing?
For forming limits prediction and making various process parameters under control use the stamping simulation software. Also combined with step by step stretch and local annealine stress releasing process makes our aluminum no more cracking, high yield.
Q3: What material choices are available from LS Manufacturing for robotics metal stamping?
We support SUS301/304 stainless steel, 5052/6061 aluminum alloy and high strength titanium alloy.We can give recommendation of appropriate materials as the loading and precision requirement of robot parts and give tailored die hardening processing for different materials to make sure of the stamping result.
Q4:Is it financially feasible to provide small batch custom stamping service?
Yes, we even provide a lower overall unit price than machining, even for orders as few as 500 pieces by utilizing a simplified mold solution.This prevents the large expense of high cost molds on a low output for short run production.
Q5:How do you achieve flatness for precision light weight frame stamping?
We use the fine blanking and secondary heat treatment stress discharge to eliminate residual stress of the stampings and also avoid warping and deformation of ultra-thin frame after assembly.The flatness is controlled within 0.1mm for high-precise request such as sensor installation.
Q6: Is surface treatment part of your metal stamping for robotics?
Yes, we can give one-stop service anodizing, conductive oxidation, powder coating, laser marking.And we can design the surface treatment to meet customer's needs, parts could be directly assembled on line, reduce the subsequent treatment and improve production efficiency.
Q7: Though certificates have the LS Manufacturing for its parts of robot?
ISO 9001:2015 and IATF 16949 international automotive industry quality standards, our production system as - the reliability test on all robots parts be produced, which reach to the strict robots reliability demands, and can be used directly for high end robots product.
Q8: How do I start working with LS manufacturing and take in quotes?
Just put your STEP / DWG drawings here.Our senior engineers will give you a complete report of evaluation quotation DFM analysis within 24 hours. We will follow up during the whole process and give you customized stamping solutions.
Сводка
In the advanced craft of robotics manufacturing, world-class lightweight and high precision frames are no longer a contradiction. Using decades of technological depth, LS Manufacturing has lifted robotics metal stamping services on par with, even beyond military standards of 0.05mm and breezed through bottlenecks with technology.
We are not just a partsupplier, but a technology partner! Your next big robotics project is ready to be empowered with a machined metal skeleton.Call the expert team of LS Manufacturing today to get your free DFM manufacturing feasibility report and an unbeatable quote for precision metal stamping services to ignite your product competitiveness with high precision, low-cost, and lightweight stamping in a joint effort!
[Get a quote and schedule an expert DFM assessment now]
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материала или качество изготовления через производственную сеть LS. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
Производственная группа LS
LS Manufacturing – ведущая компания в отрасли. Сосредоточьтесь на индивидуальных производственных решениях. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services. Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуализация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. выберите LS Manufacturing. This means selection efficiency, quality and professionalism. To learn more, visit our website:www.lsrpf.com.
Эксперт по быстрому прототипированию и быстрому производству
Специализируется на механической обработке с ЧПУ, 3D-печати, уретановом литье, быстрой оснастке, литье под давлением, литье металлов, листовом металле и экструзии.