
深絞りスタンピングサービス(DFM)は高精度金属成形の基盤技術です。多くの購買管理者は、深絞りスタンピングに使用される材料を検討する際、主にステンレス鋼やチタン合金などの硬質金属を使用する場合に、材料の薄化、亀裂、精度公差を満たすことができないなどの問題に直面します。従来のサプライヤーはマルチステーションの金型レオロジーに関する十分な知識を持っていないため、複雑なアスペクト比構成では制御不能なスプリングバックが発生し、最大 15% のスクラップ率が発生します。
このマニュアルでは、LS マニュファクチャリングの一流エキスパートの経験に基づいて、精密な DFM 最適化、サーボ プレスのパラメータ調整、および自家製潤滑ソリューションを通じて、高一貫性の 100 万個の量産を達成する方法について説明します。
深絞りスタンピングコアの回答の概要
| 中核的な問題 | 主要なソリューション | コアデータ | 該当するシナリオ |
| 材料成形ひび割れ | マルチパス順送成形 + カスタマイズされた潤滑 | スクラップ率を0.3%に低減 | 医療、自動車部品 |
| 不十分な精度制御 | AutoForm シミュレーション + 金型 R 角度の最適化 | 公差±0.01mm | 精密エレクトロニクス、航空宇宙 |
| 大量生産コストが高い | 多ステーション順送金型+サーボプレス | コスト削減 25%+ | 大量生産の自動車エレクトロニクス |
| 標準以下の表面品質 | 高研磨金型+合成潤滑皮膜 | Ra値0.2μm | 家電外装部品 |
このガイドは、次の解決策をまとめたものです深絞りの問題あらゆる状況で。定量的なデータに依存するだけでなく、実際の事例を統合して、これらの問題を効果的に説明します。これは、バイヤーが適切な解決策を短期間で見つけるだけでなく、調達リスクを回避するのにも確実に役立ちます。
深絞りスタンピングサービスで LS Manufacturing を信頼する理由大量生産の専門知識
信頼できる深絞りスタンピング パートナーを選択するかどうかは、そのパートナーが実際の問題にどれだけうまく対処し、安定した量産段階を保証できるかにかかっています。まさにこれが、LS Manufacturing が世界中の顧客にとって頼りになる企業であることが判明した理由です。当社は 15 年間にわたり深絞りスタンピングに専念し、世界中で 300 社以上のハイエンド顧客に対応しており、当社の強力な技術を使用して高難易度の成形プロセスの困難に取り組んできました。
大規模生産にサーボ プレスを使用することで、業界の平均レベルをはるかに上回る 0.01 mm の寸法変動で 1 分あたり 60 ~ 100 ストロークの定期的なスタンピング ペースを維持できます。たとえば、当社は、世界トップ 5 の自動車部品サプライヤーがステンレス鋼シェルのスクラップ率を 12% から 0.3% に削減することを支援し、それによって年間 150,000 ドル以上を節約しました。 ISO 9001:2015規格。
DFM 解析に積極的に参加することで、当社はクライアントの設計を最適化し、試作金型の期間を最大 30% 短縮できるよう支援します。また、医療および航空宇宙グレード向けのオーダーメイドのソリューションも提供しています。各アイテムは第三者によるテストを受け、次の要件を満たしています。 ASTM B265-20 。
当社は、24 時間 365 日のエンドツーエンドの応答システムを導入し、クライアントに 24 時間の見積もりと 4 時間の DFM フィードバックを提供することで常に状況を把握し、プロジェクトのスムーズかつ迅速な通過を保証します。これは、テクノロジー、納期、品質についてもう心配する必要がないことを意味します。
深絞りスタンピングのスクラップ率や精度などの問題に悩んでいる場合は、当社のエンジニアに無料の DFM 評価を依頼して、解決策を迅速に特定し、調達リスクを軽減してください。

医療グレードのステンレス鋼に適した深絞りスタンピングサービスを選択するには?
医療グレードの深絞りステンレス鋼コンポーネントは、非常に精密であり、高品質の表面仕上げがあり、他の要求の中でも非常に一貫している必要があります。最適な深絞りサービスを選択することは、商品が業界の仕様を満たすかどうかの重要な要素です。 LSマニュファクチャリング、旋削加工医療機器製造数年間にわたって、購入者に正しい選択を提供します。
LDRと材料絞り比のマッチング方法
医療グレードの深絞りステンレス鋼部品には、通常、複雑な深さ対直径比 (LDR) 設計が必要です。間違っている絞り比率部品に亀裂が入りやすくなり、肉厚が非常に不均一になる可能性があります。 316Lタイプの材質特性を活かし、深さ径比、絞り比を正確に一致させます。これにより、肉厚減少率を10%以内に抑えながら、多パス順送成形により応力を逃がし、加工硬化を防止します。
ミクロンレベルの表面欠陥に対するゼロトレランス制御ソリューション
歯科コンポーネントの表面欠陥は、無菌性と安全性が損なわれる主な理由です。 99.99% の精度で、 360 度をカバーする当社の 100% 外観検査システムは、 0.01 mm ほどの小さな表面傷を検出するのに非常に効果的です。
| 検査項目 | 検査精度 | 検査する効率について | 合格基準 | 業界平均 |
| 表面の傷 | 0.01mm | 120個/分 | 目立つ傷はありません | 0.03mm |
| 肉厚偏差 | ±0.005mm | 100個/分 | 偏差 ≤5% | ±0.01mm |
| 表面粗さ | 0.01μm | 80個/分 | Ra≦0.3μm | Ra≦0.8μm |
| 寸法精度 | ±0.008mm | 110個/分 | ISO 13485規格に準拠 | ±0.015mm |
当社は高品質の医療グレードの 316L ステンレス鋼を選択し、専門家と緊密に協力しています。深絞りスタンピングサプライヤー、このアプローチにより、原材料から完成品まで生産プロセスのあらゆる段階を追跡し、購入者を完全に安心させることができます。
医療グレードの深絞りステンレス鋼部品の調達ニーズについては、医療スタンピング ホワイト ペーパーをダウンロードして、コンプライアンスのポイントと選択テクニックをすぐに理解できます。部品パラメータを送信して、無料のコスト計算を受け取ることもできます。

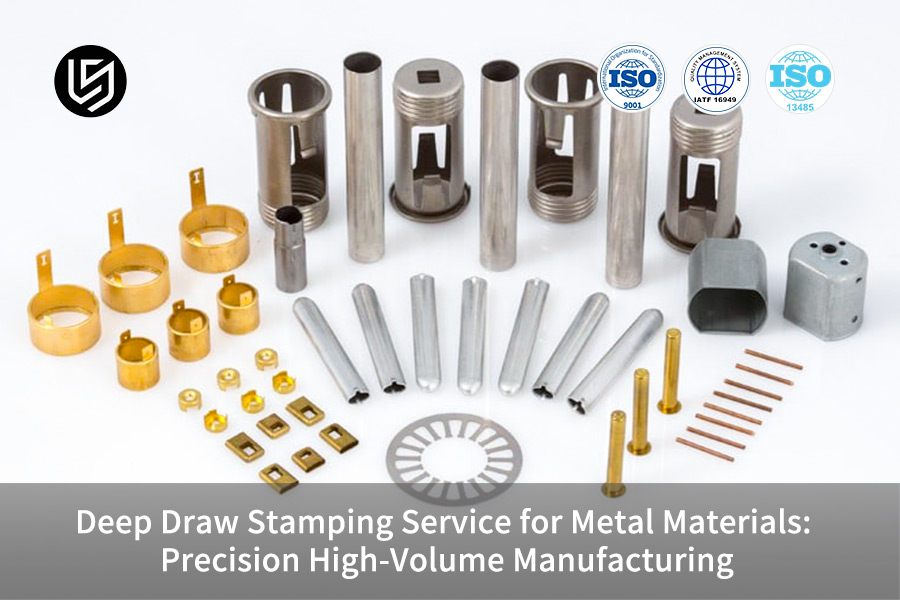
図 1: 深絞りスタンピングマシンは、医療用または工業用のステンレス鋼のカップとパンを製造します。
精密深絞りスタンピングではなぜツーリング前に専門家レベルの DFM 解析が必要なのでしょうか?
中心に精密深絞りスタンピング精密な制御が可能です。試作金型の故障を防ぎコストを抑えるためには、金型製作前にDFM検査を実施することが重要です。実際、DFM 検査を省略した多くの購入者は、金型開発後にしわやひび割れの問題を経験しており、納期が遅れるだけでなく、開発コストが 30% 以上増加します。
AutoForm成形シミュレーション:成形リスクを事前に防止
当社の専門家チームは、AutoForm 成形シミュレーションを利用して、複雑なコンポーネントの精密深絞りスタンピングの操作全体を再現し、しわ、ひび割れ、スプリングバックなどの問題を特定します。後でやり直すことがないように、事前に解決してください。
金型パラメータの最適化: 細部が精度の上限を決定します
- 製品設計の強化:トップレベルの DFM 検査により、部品構造の複雑さを軽減し、金型製作の難しさとコストを削減します。
- 成形の一貫性の向上:早期の技術介入により、リスク要因を最小限に抑えることができ、寸法的および品質的に安定した部品の生産とスクラップ率の低下につながります。
- 量産サイクルタイムの短縮:試作成形の問題を早期に解決すると、試作サイクルが 30% 短縮され、クライアントが NPI プロジェクトをタイムリーに量産できるよう支援します。
精密部品成形のニーズがある場合は、無料の DFM レビュー サービスにアクセスできます。当社のエンジニアは部品図面を分析して成形リスクを事前に特定し、設計ソリューションを最適化し、開発コストの節約を支援します。
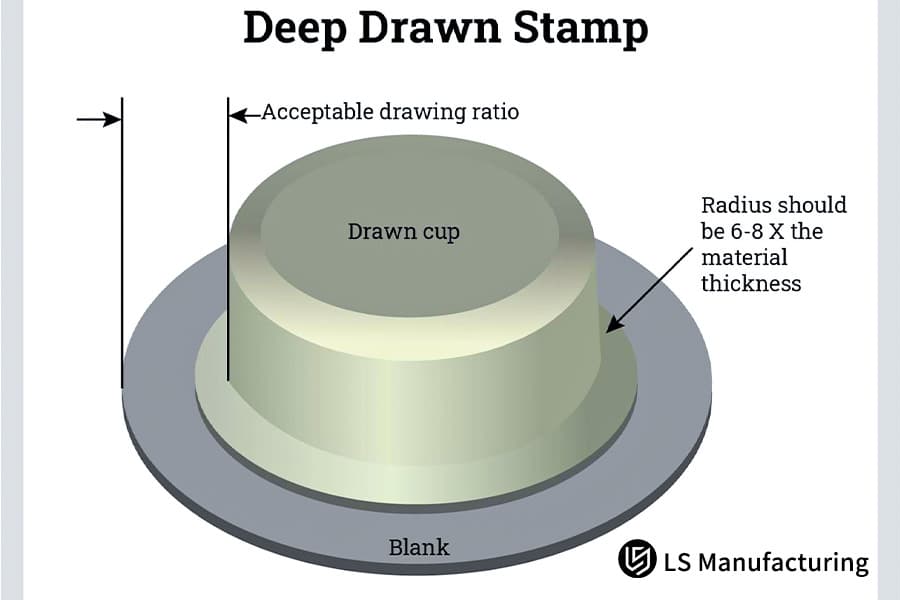
図 2: 許容可能な絞り比と半径のガイドラインを示す深絞りスタンプの図。
大量の金属プレス加工により、車載エレクトロニクスの単価をどのように削減できるのでしょうか?
自動車用電子部品の需要は非常に高く、精度に対する要求も非常に高くなります。同時に、単価の管理はクライアントの競争力に直接影響します。主な強みは、 大量の金属プレス加工規模の経済にあります。これに専門的な技術の向上を組み合わせることで、精度を維持したまま最大限のコスト削減につながります。これがLSマニュファクチャリングの最大の強みです。 金属プレスメーカー。
シングルオペレーション金型とマルチステーション順送金型のコスト比較
50万個を超える大量注文の場合、シングルオペレーション金型と比較して、マルチステーション順送金型の方がコストが大幅に下がります。以下にコストの比較を示します。
| 金型の種類 | 金型コスト (USD) | 単位処理手数料 (USD) | 総生産コスト (USD) | 生産効率(個/分) | 寸法許容差 |
| ワンオペレーションダイ | 18000 | 0.85 | 50500 | 35-45 | ±0.02mm |
| マルチステーション順送ダイ | 32000 | 0.42 | 53000 | 60-100 | ±0.01mm |
| コスト差 (500,000 ユニット) | +14000 | -0.43 | +2500 | +25-55 | 0.01mm増加 |
| 100万台の総生産コスト | 18000 | 85000 | 103000 | 35-45 | ±0.02mm |
| 100万台の総生産コスト | 32000 | 42000 | 74000 | 60-100 | ±0.01mm |
サーボプレス技術: 精度と効率の二重の向上
- 生産効率の向上:サーボ プレスは、毎分 60 ~ 100 ストロークで一定のスタンピング速度を維持することができ、従来のプレスよりも効率が 50% 以上向上しています。
- 寸法精度の上限・下限を0.01mmに抑える徹底した寸法管理により、規格以下の品質レベルの製品の手直しによるコスト発生を防ぎます。
- 全体的なコストの削減:マルチステーション順送金型と併用すると、大量の金属スタンピングにより、個々の自動車部品の全体的な加工コストを 25% 以上削減できます。
カスタム深絞りスタンピング サービスの価格に影響を与える要因は何ですか?
お客様からお問い合わせがあった場合、カスタム深絞りスタンピングサービス、さまざまな価格設定に困惑することがよくあります。基本的に、価格は処理手数料のみとは別に、いくつかの隠れた要素によって決まります。 LS Manufacturing は、これらの側面をどのように解明するかについて説明します。価格に影響を与えるため、購買および財務マネージャーが予算を明確に理解できるようになります。
コストを左右する主な要素の分析
- 原材料の有効利用:レイアウト変更により、業界平均の65%の使用率を85%に向上させました。つまり、5,000 個のバッチごとに原材料費がおよそ 3,000 ドル節約されることになります。
- 金型材料の寿命:超硬金型は 100 万個以上の部品を製造するのに使用できますが、D2 鋼金型は約 500,000 個の部品を製造します。前者のオプションは、初期コストは高くなりますが、大量生産の場合は時間の経過とともに費用対効果が高くなります。
- 追加の処理ニーズ:超音波洗浄とバリ取りは 1 個あたり 0.1 ドルから 0.3 ドル、電気メッキは 1 個あたり 0.5 ドルから 1.2 ドル、真空熱処理は 1 個あたり 1.5 ドルから 2.5 ドルとなります。
最小発注数量 (MOQ) のコスト決定基準
単位あたりのコストを最小限に抑えるには、バッチサイズに基づいて生産方法を選択する必要があります。
- MOQ 1,000 個未満の場合は、スピニングまたはCNC加工が最も費用対効果が高いです。
- 1,000~10,000個の単純な金型深絞り加工カスタム深絞りスタンピングサービスの小ロットや「試作」の需要を満たすために導入できます。
- 注文数量が10,000 個を超える場合、バッチ数が大きくなるほど単価が安くなるため、深絞り加工の費用対効果が明確にわかります。
深絞り金属スタンピングサービスは高強度合金材料をどのように処理しますか?
航空宇宙グレードのチタン合金やニッケル基合金などの高強度金属は、形成することが非常に困難です。引き裂き、スプリングバック、寸法不安定などの問題が頻繁に発生します。それで、 深絞り金属スタンピングサービステクノロジーには非常に高い要件が求められます。テストデータと実践経験を組み合わせて、カスタマイズされたソリューションを作成します。
コアメタル成形技術のブレークスルー
深絞り金属スタンピング サービスを成功させるには、次の 2 つのコア テクノロジーが利用されます。
- アクティブ加熱技術により、材料の硬度を下げると同時に、引き裂きを最小限に抑えることができます。
- 個別に調製された極圧潤滑剤が潤滑膜を形成し、摩擦を軽減し傷を防ぎます。
正確な制御: リアルタイムの三次元測定機 (CMM) フィードバック補正
- リアルタイム測定:三次元測定機 (CMM) は部品の寸法をリアルタイムで測定し、偏差を非常に正確に特定します。
- データフィードバック:検出結果は金型制御システムに送信され、補償のためのデータサポートが生成されます。
- 自動補正:金型補正値はシステムによって自動的に調整され、金型によって形成された部品の精度が保証されます。深絞り金属スタンピング加工精度は0.05mm以内で常に安定しています。
当社の深絞り金属プレス技術は、航空宇宙用途の精密部品の量産に使用され、 99.98%の合格率で100万個以上生産され、世界中のクライアントから認められています。

図 3: 複雑な形状と仕上げを示す、さまざまな深絞りステンレス鋼および金属部品。
装飾部品の深絞り製造サービスで表面の完全性を確保するにはどうすればよいですか?
アルミ外装パーツ家電製品家電製品の表面特性は非常に厳しく、まったく傷がつかないことと光沢のある表面が基本的な特徴であるため、深絞り製造サービスにとっては大きな課題となっています。当社は、プロセスと設備をアップグレードすることにより、表面の品質に劇的な変化をもたらすことができ、それによりお客様の価格を下げることができました。
金型および潤滑ソリューション: 表面欠陥を根本から防止
私たちが作るのは深絞り製造サービス欠陥転写を防止する特注の高研磨金型(Ra0.05μm)を使用し、合成脂肪酸潤滑皮膜を使用することで金型の固着・パーティクル・キズを除去します。
表面粗さの最適化:後工程のコスト削減
- 表面粗さの最適化:アルミ外装部品のRa値を0.8μmから0.2μmに変更し、光沢度を60%向上させました。
- 再加工コストの削減:表面をよく研磨すると、コーティングの密着性が向上し、塗装の剥がれや色の違いが減少します。このため、再加工コストが 15% 節約されます。
- 競争力の強化:優れた表面品質はハイエンド製品の基準として使用される要素の 1 つであるため、競合他社よりも優位に立つことができます。
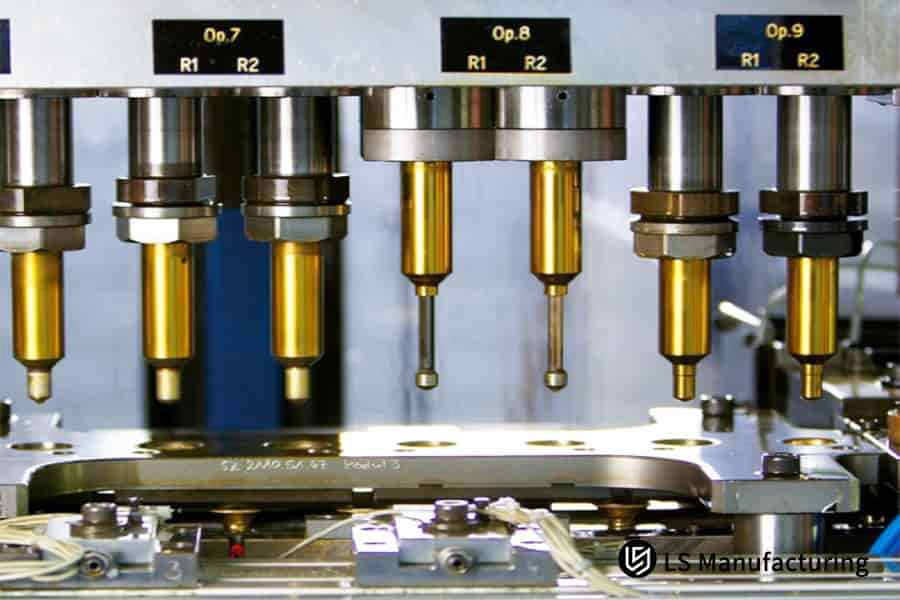
図 4: 正確で一貫した部品生産を保証する複数キャビティ深絞りスタンピング ツールの拡大図。
LS Manufacturing のケーススタディ: 世界トップ 5 の自動車部品サプライヤー向けにカスタマイズされた精密ステンレス鋼シェル
この実践的なケーススタディは、当社の深絞りスタンピング サービスにおける高度な専門性を実際に示しています。これは、世界トップ 5 の自動車部品サプライヤー向けに当社がオーダーメイドした精密ステンレス鋼ハウジングのケーススタディで、非常に困難な成形ソリューションを分析したものです。
当社の顧客は世界的に有名な自動車部品サプライヤーであり、ドイツの自動車メーカーに主要な自動車部品を供給しています。自動車メーカー。彼らが必要としていたのは 50mm でした深絞り精度ステンレス鋼のハウジング。以前は、元のサプライヤーからの製品に亀裂があり、サプライチェーンのセキュリティにリスクが生じていました。
お客様の問題
以前のサプライヤーの製品は、深絞り 50 mm で定期的に亀裂が発生し、その結果、スクラップ率が 12% となり、標準の 3% を大幅に上回っていました。寸法公差のばらつきは 0.03 mm で、組み立ての手直し率が 15% に達し、納期が遅れ、本社から罰則を受ける可能性がありました。以前のサプライヤーは問題の解決策を見つけるのに無力でした。
LS製造ソリューション
私たちは問題を調査し、プロセス全体を最適化するソリューションを設計するために集中したチームを編成しました。
- 8パスを変更しました順送絞り金型4 パス ダイの代わりに、慎重に調整されたクリアランス (0.005 mm) とブランク ホルダーの力で過剰な伸びや不均一な応力を防ぎます。
- サーボプレスの「パルスフォーミング」技術を採用し、プレス速度とプレス力を正確に管理し、公差を0.01mm以内に抑え、均一性を向上させました。
- 摩擦を軽減し、傷を防ぎ、材料の引張特性を高める潤滑膜を形成できる特別な極圧潤滑剤を設計しました。
結果と顧客価値
導入後は、スクラップ率が 0.3% に減少し、部品 100,000 個あたり約 8,000 ドルの節約となり、寸法の一貫性が 40% 向上し、組み立ての手戻り率が 1% 未満に減少したため、製品の生産効率が大幅に向上しました。深絞りステンレス鋼部品。
このソリューションにより、顧客のコストは年間 150,000 ドル削減され、納期は常に予定通りになります。お客様は 5 年間にわたりすべての注文を当社に提供し、さらに 3 つの追加部品の生産でも当社と提携していただきました。
深絞り成形でも同様の問題点に直面している場合は、完全なケースの詳細を表示するか、部品要件を送信してください。当社のエンジニアは、お客様に合わせてソリューションをカスタマイズし、コストの削減と品質の向上を支援します。

LS Manufacturing が中国の精密金属部品のサプライヤーとして選ばれているのはなぜですか?
の役割で金属プレスメーカー中国, LS Manufacturing は、世界中の高級顧客にとってトップの選択肢として浮上しています。その最大の理由は、ブランドの力を顧客の具体的なメリットに変え、顧客の厳しい要求に徹底的に応えられるからです。
堅牢な製造能力と品質管理
当社の現在の生産施設は東莞市虎門にあり、24時間年中無休で稼働する最先端の設備、30台以上のサーボプレス、10台以上の三次元測定機を備え、ワンストップサービスの提供を可能にしています。当社は ISO 9001:2015 認証も取得しており、すべての商品の生産テストは第三者機関によるものです。
海外顧客対応体制の運用
当社の専任の海外対応チームをご紹介します。24時間対応の見積、4 時間以内の DFM フィードバック、納期厳守を保証する合理化された物流ソリューション、障壁のないコミュニケーションを可能にする多言語カスタマー サービスを常にサポートします。
会社の強みを明確に示し、信頼を築く
工場写真、工程説明、テストレポートのスクリーンショットを作成します。当社はクライアントと厳格な NDA 契約を締結し、知的財産を二重に保護し、クライアントが安心できるようにします。
よくある質問
Q1: 達成できる最大の深さと直径の比率はどれくらいですか?
LS Manufacturing では、最も困難な要件を満たし、品質を確保するために、精密な多段階設計と材料レオロジー制御技術を使用した後、最大 3:1、さらには 4:1の深さと直径の比率を製造できます。
Q2: 少量のカスタム深絞りスタンピングの注文にも対応できますか?
絶対に!当社は500 個のプロトタイプ生産といった小規模なプロジェクトに取り組んでいますが、大量生産では数百万個までスケールアップすることができます。当社は、小ロットの注文に最適化された金型とプロセスを提供します。これにより、開発コストが削減され、DFM 評価が付属します。
Q3: 深絞りステンレス鋼部品の材料の薄化をどのように制御しますか?
ブランクホルダー力と金型クリアランスパラメータを固定することで、公差の制御を 0.01mm に維持できます。材料の硬化を防ぐ多段階成形をこれに組み合わせることで、最も重要な部分であっても肉厚が開始時の厚さの 85% 以上になるようにします。
Q4: 新しい深絞りツールの通常のリードタイムはどれくらいですか?
金型の開発時間は平均 4 ~ 6 週間ですが、部品の複雑さにもよりますが、緊急プロジェクトの場合は 24 時間年中無休の金型ワークショップで 21 日が可能で、お客様のプロジェクトを継続的に進めることができます。
Q5: メッキや熱処理などの後加工サービスはありますか?
超音波洗浄・バリ取り、電気めっき、真空熱処理に加え、これらの後処理工程をワンストップでご提供いたします。当社の製品は国際規格に準拠しており、第三者によるテストレポートが付属しています。 。
Q6: 金属スタンピングの見積もりを取得する最も早くて信頼性の高い方法は何ですか?
詳細かつ正確なコスト内訳レポートを 24 時間以内に入手するには、次の操作を行ってください。あなたの3Dモデルを送ってください(STEP/IGES形式)。当社のエンジニアが分析と計算を行います。
Q7: LS Manufacturing では、知的財産保護は確実ですか?
LS Manufacturing が顧客の知的財産権を尊重していることは 100% 安全です。当社はNDAを厳格に施行し、同時にスタッフは物理情報とネットワーク情報の二重分離を実践し、図面や技術パラメータなどのクライアントの重要なデータを完全に保護します。
Q8: 私のプロジェクトでは、CNC 加工ではなく深絞りスタンピングの利点は何ですか?
通常、生産量が年間 10,000 個を超える場合、深絞りスタンピング操作では原材料の半分以上を節約でき、同時に生産速度は CNC 機械加工の 3 ~ 5 倍となり、単価の大幅な削減につながります。
まとめ
深絞りスタンピングは、材料科学と金型工学を非常に正確に組み合わせた結果です。熟練した技術者と技術を駆使して成形に関するさまざまな課題を解決し、コストの削減と品質の向上を図り、製品を納期通りにお客様に届けることに主に重点を置いています。信頼できる深絞りスタンピング サービスを利用する場合、それは信頼できるサプライ チェーンに全面的にサインアップするようなものです。
エル・エス・マニュファクチャリングは、蓄積されたノウハウと実践経験、顧客志向のアプローチにより、 0.01 mmの公差レベルで非常に優れた能力を備えており、データと事例を通じて顧客の不安を解消するだけでなく、技術力を顧客競争力に変えることができます。
精密部品の調達コストを削減したいですか?効果的にコミュニケーションをとれず、大量のスクラップが発生して時間を無駄にするのはやめましょう。無料の DFM レビューとライブ見積もりを依頼してください。当社の上級エンジニアリングチームに連絡する。 2026年の最新の加工パラメータに基づいた徹底した解析レポートをお渡ししますので、プロジェクトを最初から大きくリードできます。
📞電話: +86 185 6675 9667
📧メール: info@lsrpf.com
🌐ウェブサイト: https://lsrpf.com/
免責事項
このページの内容は情報提供のみを目的としています。 LSマニュファクチャリングサービス情報の正確性、完全性、有効性については、明示的か黙示的かを問わず、いかなる表明も保証もありません。サードパーティのサプライヤーまたはメーカーが、LS Manufacturing ネットワークを通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質およびタイプまたは仕上がりを提供すると推測すべきではありません。それは購入者の責任です。部品が必要です引用 これらのセクションの具体的な要件を特定します。詳細についてはお問い合わせください。
LS製造チーム
LS Manufacturing は業界をリードする企業です。カスタム製造ソリューションに焦点を当てます。当社は5,000社以上の顧客と20年以上の経験があり、高精度に重点を置いています。 CNC加工、板金製造、 3Dプリント、射出成形。金属プレス加工等のワンストップ製造サービス。
当社の工場には、ISO 9001:2015 認証を取得した最先端の 5 軸マシニング センターが 100 台以上備えられています。当社は、世界 150 か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大規模なカスタマイズでも、24時間以内の最速納期でお客様のニーズにお応えします。 LSマニュファクチャリングを選択します。これは、選択の効率、品質、プロフェッショナリズムを意味します。
詳細については、当社の Web サイトをご覧ください。 www.lsrpf.com 。


