
Услуги штамповки глубокой вытяжки (DFM) — это фундаментальная технология высокоточной обработки металлов давлением. Многие менеджеры по закупкам, изучая, какие материалы используются при глубокой штамповке , сталкиваются с такими проблемами, как утончение материала, растрескивание и невозможность соблюдения прецизионных допусков, в основном при работе с твердыми металлами, такими как нержавеющая сталь и титановые сплавы. Обычные поставщики не обладают глубокими знаниями о реологии многопозиционных пресс-форм, что приводит к неконтролируемому пружинению в конфигурациях со сложным соотношением сторон и проценту брака до 15%.
В этом руководстве, основанном на опыте ведущих экспертов LS Manufacturing, объясняется , как добиться стабильного массового производства в миллионы единиц за счет точной оптимизации DFM, настройки параметров сервопресса и самодельных решений для смазки.
Обзор основных ответов на вопросы по штамповке глубокой вытяжки
| Основные проблемы | Ключевые решения | Основные данные | Применимые сценарии |
| Растрескивание формования материала | Многопроходное прогрессивное формование + индивидуальная смазка | Процент лома снижен до 0,3%. | Медицина, автомобильные запчасти |
| Недостаточная точность управления | Моделирование AutoForm + оптимизация R-угла пресс-формы | Допуск ±0,01 мм | Прецизионная электроника, аэрокосмическая промышленность |
| Высокие затраты на массовое производство | Многопозиционная прогрессивная матрица + сервопресс | Снижение затрат 25%+ | Крупносерийная автомобильная электроника |
| Некачественное качество поверхности | Полированная форма + пленка синтетической смазки | Значение Ra 0,2 мкм | Внешние детали бытовой электроники |
Данное руководство представляет собой сборник решений для проблемы с глубокой прорисовкой во всех ситуациях. Он не только опирается на количественные данные, но и объединяет реальные случаи для эффективного объяснения этих проблем . Это определенно поможет покупателям не только найти подходящие решения в короткие сроки, но и избежать рисков при закупках.
Почему стоит доверять LS Manufacturing услуги глубокой вытяжки? Опыт крупносерийного производства
Выбор надежного партнера по штамповке глубокой вытяжкой действительно зависит от того, насколько хорошо он сможет решить ваши актуальные проблемы и гарантировать стабильный этап массового производства. Именно поэтому LS Manufacturing стала любимой компанией для клиентов по всему миру . Мы занимаемся глубокой вытяжкой уже 15 лет, обслуживая более 300 высококлассных клиентов по всему миру, и мы использовали наши передовые технологии для решения проблем, возникающих в сложных процессах формования.
Использование сервопрессов для крупномасштабного производства позволяет нам поддерживать регулярную скорость штамповки 60-100 ходов в минуту с отклонением размеров 0,01 мм, что значительно превышает средний уровень в отрасли. Например, мы помогли пятерке крупнейших мировых поставщиков автомобильных запчастей сократить процент брака корпусов из нержавеющей стали с 12% до 0,3% , тем самым сэкономив им более 150 000 долларов США в год, а также соответствуя требованиям Стандарты ISO 9001:2015 .
Активно участвуя в анализе DFM, мы помогаем клиентам оптимизировать их конструкции и сократить продолжительность пробных форм до 30% . Мы также предоставляем индивидуальные решения для медицинской и аэрокосмической промышленности. Каждый товар проходит стороннюю проверку и соответствует требованиям АСТМ Б265-20 .
Мы всегда в курсе событий, поскольку у нас есть система комплексного реагирования 24 часа в сутки, 7 дней в неделю, предлагая клиентам 24-часовые котировки и 4-часовую обратную связь DFM, чтобы гарантировать плавное и быстрое выполнение проектов, что означает, что больше не нужно беспокоиться о технологиях, сроках поставки и качестве.
Если вы столкнулись с такими проблемами, как процент брака и точность при глубокой штамповке, свяжитесь с нашими инженерами для бесплатной оценки DFM, чтобы быстро найти решения и снизить риски, связанные с закупками.

Как правильно выбрать услугу глубокой вытяжки для штамповки медицинской нержавеющей стали?
Компоненты из нержавеющей стали глубокой вытяжки медицинского назначения должны быть чрезвычайно точными, иметь высококачественную обработку поверхности и полностью соответствовать другим требованиям. Выбор наиболее подходящей услуги по глубокой вытяжке является ключевым фактором, соответствует ли изделие отраслевым спецификациям или нет . LS Производство, токарные работы производство медицинского оборудования на протяжении нескольких лет дает покупателям правильный выбор.
Методы сопоставления LDR и коэффициента вытяжки материала
Детали из нержавеющей стали глубокой вытяжки медицинского назначения обычно требуют сложных конструкций с соотношением глубины к диаметру (LDR). Неправильный коэффициент вытяжки детали могут легко треснуть и иметь неравномерную толщину стенок. Используя свойства материала типа 316L, мы точно обеспечим соотношение глубины к диаметру и соотношение вытяжки. Таким образом, напряжение снимается и предотвращается нагартование за счет многопроходной постепенной формовки, а степень уменьшения толщины стенки контролируется с точностью до 10%.
Решение с нулевым допуском для контроля поверхностных дефектов микронного уровня
Дефекты поверхности стоматологических компонентов являются основной причиной нарушения стерильности и безопасности. Наша система 100% визуального контроля с точностью 99,99% и охватом на 360 градусов очень эффективна при обнаружении царапин на поверхности размером всего 0,01 мм.
| Объекты проверки | Точность проверки | инспекции по эффективности | Стандарт приемки | Средний показатель по отрасли |
| Царапины на поверхности | 0,01 мм | 120 штук/минуту | Никаких видимых царапин | 0,03 мм |
| Отклонение толщины стенки | ±0,005 мм | 100 штук/минута | Отклонение ≤5% | ±0,01 мм |
| Шероховатость поверхности | 0,01 мкм | 80 штук/минуту | Ра≤0,3 мкм | Ра≤0,8 мкм |
| Точность размеров | ±0,008 мм | 110 шт./мин. | Соответствует стандарту ISO 13485. | ±0,015 мм |
Мы выбираем высококачественную медицинскую нержавеющую сталь 316L и тесно сотрудничаем с профессиональными поставщики штамповки глубокой вытяжки , благодаря которому мы можем проследить каждый этап производственного процесса от сырья до готовой продукции и полностью успокоить покупателей.
Если вам необходимо закупить детали из нержавеющей стали глубокой вытяжки медицинского назначения, вы можете скачать нашу техническую документацию по медицинской штамповке, чтобы быстро понять моменты соответствия и методы выбора. Вы также можете отправить параметры детали, чтобы получить бесплатный расчет стоимости.

Рисунок 1. Машина для глубокой вытяжки производит чашки и кастрюли из нержавеющей стали для медицинского или промышленного использования.
Почему прецизионная глубокая штамповка требует анализа DFM экспертного уровня перед обработкой?
В сердце прецизионная штамповка глубокой вытяжки лежит точный контроль. Проведение проверки DFM перед изготовлением формы жизненно важно для предотвращения поломок пробной формы и снижения затрат. Фактически, многие покупатели, пропускающие проверку DFM , сталкиваются с проблемами складок и растрескивания после разработки формы , что не только задерживает доставку, но и увеличивает затраты на разработку более чем на 30%.
Моделирование литья AutoForm: предварительное предотвращение рисков литья
Наша команда экспертов полагается на моделирование литья AutoForm, чтобы воспроизвести всю операцию точной глубокой штамповки сложных компонентов, выявить такие проблемы, как образование складок, растрескивание, пружинение и т. д . и решить их заранее, чтобы потом не было переработок.
Оптимизация параметров пресс-формы: мелкие детали определяют высший предел точности
- Улучшите дизайн продукта: с помощью DFM-исследований высшего уровня уменьшите сложность конструкций деталей и сократите сложность и стоимость изготовления пресс-форм.
- Повышение стабильности формования. Благодаря раннему техническому вмешательству можно свести к минимуму факторы риска, что приводит к стабильному размерному и качественному производству деталей и снижению процента брака.
- Сократите время цикла массового производства. Раннее решение проблем пробного формования может привести к сокращению цикла пробного формования на 30%, тем самым помогая клиентам своевременно осуществлять массовое производство их проектов NPI.
Если у вас есть потребности в точном формовании деталей, вы можете воспользоваться нашей бесплатной услугой проверки DFM. Наши инженеры проанализируют чертежи деталей, чтобы заранее выявить риски при формовании , оптимизировать проектные решения и помочь вам сэкономить затраты на разработку.
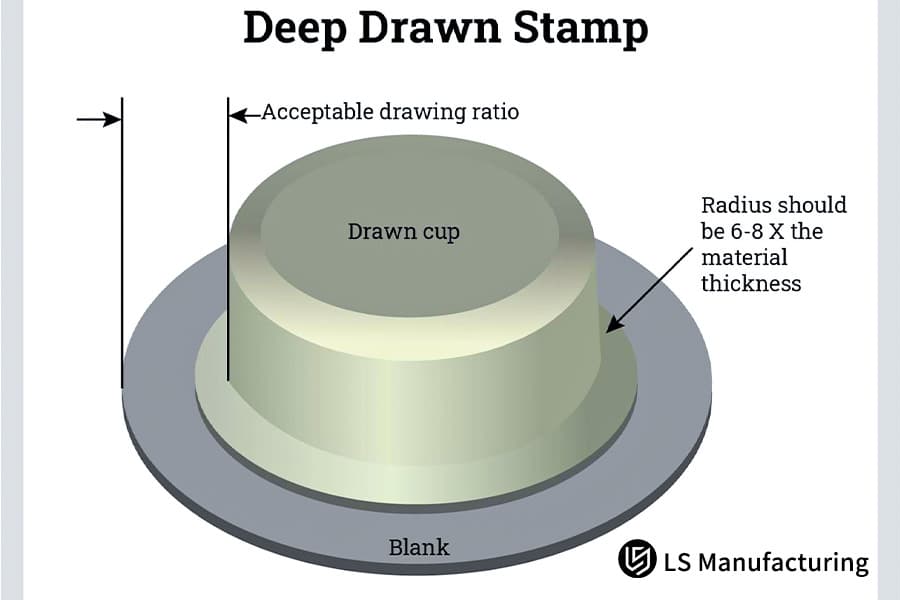
Рисунок 2: Схема штампа глубокой вытяжки, показывающая приемлемые коэффициенты вытяжки и рекомендации по радиусу.
Как штамповка металла в больших объемах может снизить себестоимость единицы продукции автомобильной электроники?
Спрос на автомобильные электронные компоненты очень высок, и требования к точности также очень высоки. В то же время контроль удельных затрат имеет прямое влияние на конкурентоспособность клиента. Основная сила крупнообъемная штамповка металла заключается в экономии за счет масштаба. В сочетании с профессиональным техническим обновлением это приводит к максимальному сокращению затрат при сохранении точности на прежнем уровне. Это основная сила LS Manufacturing как производитель штамповки металла .
Сравнение стоимости однооперационных и многопозиционных прогрессивных штампов
При больших объемах заказов (более 500 000 единиц) многопозиционные прогрессивные штампы значительно снижают стоимость по сравнению с однооперационными штампами. Ниже приведено сравнение стоимости:
| Тип штампа | Стоимость штампа (долл. США) | Плата за обработку единицы (долл. США) | Общая себестоимость производства (долл. США) | Производительность производства (шт./мин.) | Размерный допуск |
| Однооперационная матрица | 18000 | 0,85 | 50500 | 35-45 | ±0,02 мм |
| Многопозиционная прогрессивная матрица | 32000 | 0,42 | 53000 | 60-100 | ±0,01 мм |
| Разница в стоимости (500 000 единиц) | +14000 | -0,43 | +2500 | +25-55 | Увеличение 0,01 мм |
| Общая стоимость производства 1 000 000 единиц | 18000 | 85000 | 103000 | 35-45 | ±0,02 мм |
| Общая стоимость производства 1 000 000 единиц | 32000 | 42000 | 74000 | 60-100 | ±0,01 мм |
Технология сервопрессов: двойное улучшение точности и эффективности
- Повышенная эффективность производства: сервопрессы способны поддерживать постоянную скорость штамповки на уровне 60-100 ходов в минуту, что более чем на 50% эффективнее, чем обычные прессы .
- Строгий контроль точности размеров: верхний и нижний пределы поддерживаются на уровне 0,01 мм, что позволяет избежать затрат, связанных с доработкой изделий с уровнем качества ниже стандартного.
- Снижение общих затрат: при использовании многостанционных прогрессивных штампов крупносерийная штамповка металла позволяет снизить общие затраты на обработку отдельных автомобильных деталей более чем на 25%.
Какие факторы влияют на цену услуги индивидуальной штамповки глубокой вытяжкой?
Когда клиенты спрашивают о индивидуальная услуга штамповки глубокой вытяжки , часто бывает, что их озадачивает разный набор цен. По сути, цена зависит от нескольких скрытых аспектов, помимо только комиссии за обработку . LS Manufacturing объясняет, как эти аспекты оказывать влияние на цену, позволяя менеджерам по закупкам и финансам иметь четкое представление о своем бюджете.
Анализ ключевых элементов, определяющих затраты
- Эффективное использование сырья: мы увеличили процент использования со среднего показателя по отрасли с 65% до 85%, изменив планировку. Таким образом, экономия примерно 3000 долларов на сырье для каждой партии в 5000 штук.
- Срок службы материала пресс-формы: твердосплавные формы можно использовать для изготовления более 1 миллиона деталей, тогда как стальные формы D2 производят около 500 000 деталей. Первый вариант, хотя и требует более высоких первоначальных затрат, со временем становится более рентабельным при крупносерийном производстве.
- Дополнительные потребности в обработке: ультразвуковая очистка и удаление заусенцев будут стоить от 0,1 до 0,3 доллара за штуку, гальваника — от 0,5 до 1,2 доллара за штуку, а вакуумная термообработка — от 1,5 до 2,5 доллара за штуку.
Минимальный объем заказа (MOQ) Критерии принятия решения о стоимости
Чтобы получить наименьшую стоимость единицы продукции, метод производства следует выбирать в зависимости от размера партии.
- Для минимального заказа менее 1000 штук, прядение или обработка с ЧПУ является наиболее экономически эффективным.
- От 1000 до 10 000 штук, простая форма процесс глубокого рисования может быть внедрен для удовлетворения потребностей небольших партий или «пробного производства» услуг глубокой штамповки по индивидуальному заказу.
- Когда объем заказа превышает 10 000 штук, отчетливо видна экономическая эффективность глубокой вытяжки, поскольку цена за единицу продукции для более крупных партий ниже.
Как служба глубокой вытяжки металла обрабатывает материалы из высокопрочных сплавов?
Высокопрочные металлы, такие как титановые сплавы аэрокосмического класса и сплавы на основе никеля, очень трудно обрабатывать. Часто возникают такие проблемы, как разрыв, пружинение и нестабильность размеров . Так, услуги штамповки металла глубокой вытяжки к технологии предъявляются очень высокие требования. Мы создаем индивидуальные решения, объединяя данные испытаний и практический опыт.
Прорыв в технологии формовки основного металла
Для успешного выполнения услуг глубокой вытяжки металла используются следующие две основные технологии:
- Технология активного нагрева позволяет снизить твердость материала и в то же время свести к минимуму разрывы.
- Индивидуально приготовленная противозадирная смазка образует смазочную пленку, которая уменьшает трение и предотвращает появление царапин.
Точное управление: компенсация обратной связи координатно-измерительной машины (КИМ) в режиме реального времени
- Измерение в реальном времени. Координатно-измерительная машина (КИМ) выполняет измерения размеров деталей в реальном времени и очень точно определяет отклонения .
- Обратная связь по данным: результаты обнаружения отправляются в систему управления пресс-формой, которая генерирует данные для компенсации.
- Автоматическая компенсация: значение компенсации пресс-формы автоматически регулируется системой, обеспечивая точность деталей, создаваемую глубокая штамповка металла Процесс стабильно стабилен с точностью до 0,05 мм.
Технология глубокой вытяжки металла, которую мы используем, использовалась для массового производства прецизионных деталей аэрокосмической техники: было произведено более 1 миллиона единиц при проходимости 99,98% , что заслужило признание клиентов по всему миру.

Рисунок 3. Различные детали из нержавеющей стали и металла глубокой вытяжки, демонстрирующие сложные формы и отделку.
Как обеспечить целостность поверхности при производстве деталей декора глубокой вытяжки?
Алюминиевые внешние части потребительские электронные гаджеты а бытовая техника очень требовательна к характеристикам поверхности: абсолютное отсутствие царапин и блестящие поверхности являются настолько базовыми характеристиками, что представляют собой серьезную проблему для производственных служб глубокой вытяжки. Мы, модернизировав наши процессы и оборудование, смогли добиться кардинального изменения качества поверхности , что позволило нам снизить цены для наших клиентов.
Решения для пресс-форм и смазок: предотвращение поверхностных дефектов в источнике
Мы делаем наш услуги по производству глубокой вытяжки рука об руку с индивидуальными полированными формами (Ra0,05 мкм), чтобы предотвратить перенос дефектов, мы используем смазочные пленки из синтетических жирных кислот, чтобы избавиться от прилипания форм, частиц и царапин.
Оптимизация шероховатости поверхности: снижение затрат на последующие процессы
- Оптимизация шероховатости поверхности: изменение значения Ra алюминиевых наружных деталей с 0,8 мкм до 0,2 мкм , что приводит к увеличению блеска на 60%.
- Снижение затрат на доработку: хорошо отполированная поверхность помогает покрытию лучше прилипать и уменьшает случаи отслаивания краски и различий в цвете, благодаря чему достигается экономия 15% на стоимости доработки.
- Повышенная конкурентоспособность. Выдающееся качество поверхности может быть одним из факторов, используемых в качестве критериев для высококачественной продукции, и тем самым может дать преимущество перед конкурентами.
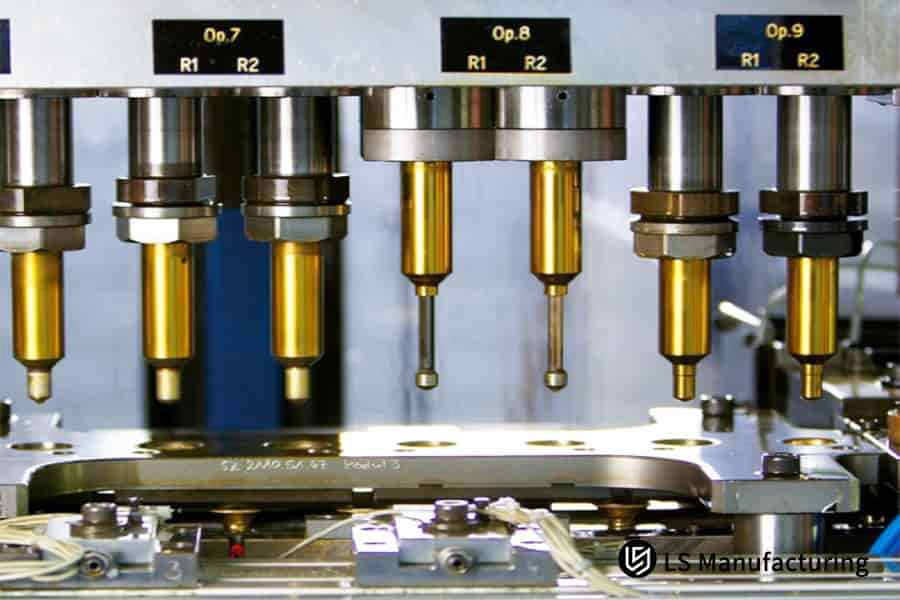
Рис. 4. Крупный план многоместного инструмента для глубокой вытяжки, обеспечивающего точное и стабильное производство деталей.
Практический пример производства LS: прецизионный корпус из нержавеющей стали по индивидуальному заказу для 5 крупнейших мировых поставщиков автомобильных запчастей
Этот практический пример практически показывает высокий уровень профессионализма в нашей службе глубокой вытяжки. Ниже представлен практический пример нашего прецизионного корпуса из нержавеющей стали, изготовленного по индивидуальному заказу для пятерки крупнейших мировых поставщиков автомобильных запчастей , демонстрирующий очень сложное решение по формованию.
Наш клиент — всемирно известный поставщик автомобильных запчастей, который поставляет основные компоненты автомобилей немецким производителям. производители автомобилей. Им нужен был 50мм точность глубокой вытяжки корпус из нержавеющей стали. Ранее их продукция от первоначального поставщика имела трещины, что представляло угрозу для безопасности их цепочки поставок .
Проблема клиента
Продукция предыдущего поставщика регулярно трескалась при глубокой вытяжке 50 мм, что приводило к проценту брака в 12%, что намного превышало стандарт в 3% , отклонения по размерам составляли 0,03 мм, что приводило к 15% доработке сборки, задержкам доставки и возможным штрафам со стороны штаб-квартиры. Предыдущий поставщик не смог найти решение проблемы.
Производственное решение LS
Мы собрали целенаправленную команду для исследования проблемы и разработки полного решения по оптимизации процесса:
- Изменен 8-проходный прогрессивная волочильная матрица для работы вместо четырехпроходной матрицы, с тщательно регулируемым зазором (0,005 мм) и силой держателя заготовки для предотвращения чрезмерного растяжения и неравномерного напряжения.
- Принята технология «импульсного формования» сервопресса , которая позволяет точно управлять скоростью и усилием штамповки с допуском в пределах 0,01 мм, что обеспечивает лучшую стабильность.
- Разработана специальная противозадирная смазка, способная образовывать смазочную пленку, уменьшающую трение, предотвращающую появление царапин и повышающую свойства материала на растяжение .
Результаты и ценность для клиентов
После внедрения доля брака снизилась до 0,3%, что означает экономию около 8000 долларов США на каждые 100 000 деталей, размерная стабильность была улучшена на 40%, а скорость доработки сборки сократилась до менее 1%, что привело к значительному повышению эффективности производства . детали из нержавеющей стали глубокой вытяжки .
Это решение сокращает расходы клиентов на 150 000 долларов в год, а доставка всегда осуществляется вовремя. Заказчик отдал нам все заказы за 5 лет , а также заключил с нами партнерские отношения по производству трех дополнительных деталей.
Если вы также сталкиваетесь с аналогичными проблемами при формовке глубокой вытяжки, вы можете просмотреть полную информацию о нашем случае или представить свои требования к деталям. Наши инженеры подберут для вас индивидуальное решение, которое поможет вам сократить расходы и повысить качество.

Почему LS Manufacturing является предпочтительным поставщиком прецизионных металлических деталей в Китае?
В роли А. производитель штамповки металла Китай Компания LS Manufacturing стала лучшим выбором для высококлассных клиентов по всему миру. Основная причина заключается в том, что он превращает силу бренда в конкретные выгоды для клиентов, полностью выполняя их строгие требования.
Надежные производственные мощности и контроль качества
Наше нынешнее производственное предприятие расположено в Хумене, Дунгуань, и оснащено современным оборудованием, работающим круглосуточно и без выходных, более 30 сервопрессами, более 10 координатно-измерительными машинами , что позволяет нам предоставлять комплексные услуги. Мы также имеем сертификат ISO 9001:2015 и проводим испытания всех товаров третьей стороной.
Действующая система реагирования на запросы клиентов за рубежом
Мы рады представить нашу эксклюзивную зарубежную группу реагирования, которая всегда помогает в следующем: круглосуточное ценовое предложение, четырехчасовая обратная связь DFM , оптимизированные логистические решения, обеспечивающие своевременную доставку, и многоязычная служба поддержки клиентов, обеспечивающая беспрепятственное общение.
Четкая демонстрация силы компании и укрепление доверия
Мы делаем заводские фотографии, пояснения к процессам и скриншоты отчетов об испытаниях. Мы заключаем с нашими клиентами строгие соглашения о неразглашении, обеспечивая двойную защиту интеллектуальной собственности и гарантируя их непринужденность.
Часто задаваемые вопросы
Вопрос 1: Какого максимального соотношения глубины и диаметра вы можете достичь?
В LS Manufacturing мы можем производить соотношения глубины к диаметру до 3:1 или даже 4:1 после использования прецизионного многоэтапного проектирования и технологии контроля реологии материала, чтобы удовлетворить самые сложные требования и гарантировать качество.
В2: Можете ли вы обрабатывать небольшие объемы заказов на штамповку глубокой вытяжки?
Абсолютно! Мы работаем над проектами размером от 500 экземпляров прототипов и можем масштабировать производство до миллионов единиц для массового производства. Мы предлагаем оптимизированные формы и процессы для мелкосерийных заказов, которые помогают снизить затраты на разработку и сопровождаются оценками DFM.
Вопрос 3: Как вы контролируете утончение материала в деталях из нержавеющей стали глубокой вытяжки?
Фиксируя параметры силы держателя заготовки и зазора формы, мы можем поддерживать контроль допусков на уровне 0,01 мм . При этом сочетается многоэтапное формование, способствующее предотвращению затвердевания материала, так что толщина стенок даже самых ответственных деталей составляет более 85% от исходной толщины.
Вопрос 4: Каково обычное время выполнения заказа на новый инструмент глубокой вытяжки?
Время разработки пресс-формы в среднем составляет 4-6 недель, в зависимости от сложности детали, для экстренных проектов 21 день возможен в нашей круглосуточной мастерской по изготовлению пресс-форм, поэтому мы можем поддерживать ваш проект.
В5: Предлагаете ли вы услуги постобработки, такие как нанесение покрытия или термообработка?
Помимо ультразвуковой очистки и удаления заусенцев, гальваники и вакуумной термообработки , мы предлагаем эти этапы постобработки в виде комплексного пакета услуг. Наша продукция соответствует международным стандартам и сопровождается отчетами о тестировании сторонних производителей. .
Вопрос 6: Какой самый быстрый и надежный способ получить расценки на штамповку металла?
Чтобы получить подробный и точный отчет о разбивке затрат в течение 24 часов, просто пришлите нам свою 3D-модель (формат STEP/IGES). Наши инженеры проведут анализ и произведут расчет.
Вопрос 7: Могу ли я быть уверен в защите IP в LS Manufacturing?
Это 100% уверенность в том, что LS Manufacturing уважает права интеллектуальной собственности своих клиентов. Мы строго соблюдаем соглашения о неразглашении, и в то же время наши сотрудники практикуют двойную физическую и сетевую изоляцию информации, чтобы полностью защитить критически важные данные наших клиентов, такие как чертежи и технические параметры.
В8: Каковы преимущества штамповки глубокой вытяжки вместо обработки на станке с ЧПУ для моего проекта?
Обычно, когда объем превышает 10 тыс. штук в год, операции глубокой вытяжки позволяют сэкономить более половины сырья и в то же время производительность в 3-5 раз выше, чем при обработке с ЧПУ, что приводит к значительному снижению себестоимости единицы продукции.
Краткое содержание
Штамповка глубокой вытяжкой — это результат очень точного сочетания материаловедения и технологии изготовления пресс-форм. Основное внимание уделяется использованию квалифицированных технических специалистов и технологий для решения различных проблем, связанных с формованием, тем самым сокращая затраты, повышая качество и своевременную доставку продукции клиентам. Если вы выберете надежную услугу штамповки глубокой вытяжкой, это все равно, что подписаться на надежную цепочку поставок на всех этапах.
LS Manufacturing, благодаря накопленным ноу-хау и практическому опыту, а также ориентированному на клиента подходу, стала настолько эффективной в каждом уровне допуска 0,01 мм , что с помощью данных и тематических исследований они могут не только успокоить беспокойство клиентов, но и превратить свою технологическую мощь в конкурентоспособность клиентов.
Хотите снизить расходы на закупку прецизионных деталей? Перестаньте тратить время на неэффективное общение и производство большого количества мусора. Запросите бесплатный обзор DFM и живое предложение от связавшись с нашей старшей командой инженеров . Мы предоставим вам подробный аналитический отчет, основанный на новейших параметрах обработки 2026 года, тем самым давая вашему проекту преимущество с самой первой части!
📞Тел.: +86 185 6675 9667.
📧Электронная почта: info@lsrpf.com
🌐Сайт: https://lsrpf.com/
Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей. LS Производственные услуги Нет никаких заявлений или гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации. Не следует предполагать, что сторонний поставщик или производитель предоставит рабочие параметры, геометрические допуски, конкретные конструктивные характеристики, качество и тип материала или качество изготовления через производственную сеть LS. Это ответственность покупателя. Требуются детали цитата Определите конкретные требования к этим разделам. Пожалуйста, свяжитесь с нами для получения дополнительной информации .
Производственная группа LS
LS Manufacturing — ведущая компания отрасли. . Сосредоточьтесь на индивидуальных производственных решениях. У нас более 20 лет опыта работы с более чем 5000 клиентами, и мы уделяем особое внимание высокой точности. обработка с ЧПУ , Производство листового металла , 3D-печать , Литье под давлением . Штамповка металла и другие универсальные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуализация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. выберите LS Manufacturing. Это означает оперативность отбора, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт: www.lsrpf.com .


