深絞りプレス加工サービスは、複雑なOEMサプライチェーンのエンジニアによって、深絞りプレス加工の仕組みに関して頻繁に検索されています。しわの発生、破損、厚みの不均一な制御といった問題は、業界でよく見られる懸念事項であり、非常に高い欠陥率につながります。これは、深絞り金属の流れシミュレーションの欠如と、ベンダーが多段階の絞り加工中に金属の硬化と表面仕上げを適切にバランスさせることの失敗が原因であり、後処理のために単位あたりのコストが大幅に上昇します。
LS Manufacturing社は、プログレッシブダイとリアルタイムSPCを活用した深絞りプレス加工工程の効果的な最適化事例を提供しています。同社は、品質不良やコスト超過といった問題に対処するため、公差を考慮した包括的なカスタマイズソリューションを提供しています。詳細については、以下の記事をご覧ください。
深絞りプレス加工:円筒形および箱型部品クイックリファレンス
| 重要な考慮事項 | スタンピングソリューション | 申請結果 |
| 材料の流れと希釈 | 複数回の絞り加工と制御された圧力によって金属の流れを調整する、深絞りプレス加工用金型の設計。 | 壁の厚みが均一であることを保証し、深い円筒形や箱型の筐体におけるひび割れを防ぎます。 |
| 部品の複雑さと半径 | 特定の深さ対直径比に合わせて最適化された、特注のパンチとダイ。 | 鋭角で均一な形状を持つシームレスなコンポーネントの作成を可能にします。 |
| 材料選定 | 延性材料( 300系ステンレス鋼や低炭素鋼など)を専門としています。 | 部品が破損したり、大きなスプリングバックを起こしたりすることなく、深絞り加工に耐えられることを保証します。 |
| 二次的な手術 | 順送加工サイクルの一環として、金型内での穴あけ、ねじ切り、およびトリミングを行います。 | ニアネットシェイプ部品を提供することで、追加加工を最小限に抑えます。 |
| 当社の金型設計 | 複数の成形ステーションを備えた順送金型を開発し、所望の部品形状を作成する。 | 大量生産される複雑な部品の製造において、生産性と精度を向上させます。 |
| 結果:費用対効果の高い筐体 | 単一の自動サイクルを使用して、堅牢で継ぎ目のない筐体やボックスを作成します。 | 複数の部品からなるアセンブリを排除することで、部品あたりのコストを削減します。 |
当社は、円筒形や箱型などの深絞り加工による滑らかな金属部品の製造ソリューションを提供しています。深絞り加工は、堅牢で均一な筐体やエンクロージャーを大量生産することが可能です。組み立て部品を削減することでコストを削減し、自動車や家電製品をはじめとする様々な業界に適用可能な高品質なソリューションを実現します。
このガイドを信頼する理由とは?LS製造のエキスパートによる実践的な経験
インターネット上には深絞りプレス加工に関する情報が数多く存在しますが、本書がユニークなのは、学者ではなく、現場の熟練職人によって作成された点です。円筒形および箱型のカスタム部品向けに提供する深絞りプレス加工ソリューションは、精度が何よりも重要な現場での厳しい経験に基づいています。当社のソリューションは、製造技術者協会(SME)が定めるガイドラインに準拠しています。
長年の経験を通して、複雑な部品の製造において、しわや裂け目の発生を防ぐ方法を習得してきました。例えば、密閉容器の製造においては、材料の流れが重要な要素であり、米国生産在庫管理協会(APICS)の教えを参考にしています。こうした専門知識を活かし、複雑な部品を大量生産する場合でも、迅速かつ高精度な部品製造を実現しています。
これらのヒントはすべて実際の生産経験に基づき、生産中に起こりうる高額な落とし穴を回避するために磨き上げられたものです。この有益なアドバイスを活用して金型工程を最適化し、金属の寿命を延ばしてください。これは、製造部品の高品質を保証するために日々行っている作業です。当社の深絞りプレス加工技術と組み合わせることで、この有益な経験がお客様の製造を成功へと導きます。

図1:油圧プレスは、7075アルミニウムのブランク材を自動車エンジン用のシリンダーブロックに成形する。
シームレス部品の製造に、プロの深絞りプレス加工サービスを選ぶべき理由とは?
深絞りプレス加工は溶接継ぎ目をなくし、優れた構造強度と高効率性を備えた一体型部品の製造を可能にします。継ぎ目のない単一工程により、故障箇所やそれに伴うコストといった問題をすべて解決します。この技術は部品設計に革命をもたらし、これまでこの技術なしでは製造できなかった新しい形状を、OEMの高度な深絞りプレス加工において実現します。
最も弱い部分を排除する:一体構造の完全性
このように、単一のブランク材から部品全体を成形することで、溶接組立品の信頼性に関する懸念を解消します。当社のプロセスエンジニアリングは、均一な金属流動と熱影響部の回避など、深絞りプレス加工における重要な要素に重点を置いています。その結果、継ぎ目の割れを起こさずに応力に耐えられるシームレスな結晶構造を実現し、疲労寿命を40%向上させます。これは、重要な部品のカスタム深絞りプレス加工において不可欠です。
金属の流れをマスターして熱介入を最小限に抑える
重要な技術的課題は、コストと納期遅延の原因となる中間焼鈍工程を回避することです。当社では、絞り加工比率を最適化し、独自の多段階シーケンス処理を導入することで加工硬化を制御しています。これにより、より深く複雑な深絞りプレス加工形状を一度の工程で実現でき、工程数を効果的に削減し、大量注文におけるコスト削減につながります。
原材料から最大限の収率を達成する
切削加工ではビレットの60%以上が無駄になるのに対し、当社の技術は材料使用効率を最大限に高めます。ブランク設計シミュレーションプロセスは、形状の効率的なネスティングを実現するために綿密に最適化されており、平均で30%以上の材料削減を実現しています。これにより、高級合金のコストを大幅に削減でき、精密深絞りプレス加工はリーン生産方式の重要な要素となります。
直接組立のための高精度を実現
これにより、優れた寸法安定性を備えた高強度部品が実現します。当社の製造プロセスでは、カスタム金型技術と工程内管理を駆使し、重要な寸法の厳密な公差を維持しています。これにより、製造された部品はお客様の製造プロセスに容易に組み込むことができ、大量生産の深絞りプレス加工への統合が容易になります。
本稿では、冶金学と力学に基づいた製造プロセスについて概説します。当社の専門知識は、継ぎ目、スクラップ、熱処理といった難題への対処における実績あるアプローチによって証明されています。当社は、部品性能の向上と大幅なコスト削減を実現するエンジニアリングアプローチを提供します。

カスタム深絞りスタンピングは、複雑な形状設計の課題をどのように解決できるのでしょうか?
複雑で非対称な部品において、材料の破損、肉厚の不均一性、歪みなどにより、完璧な形状を実現することは困難な場合があります。当社独自の深絞りプレス加工技術は、事前のシミュレーションと適切な加工によって、複雑な形状を実用的な製品へと変換することで、これらの問題を解決します。
デジタル成形シミュレーションによる事前検証
- 積極的な問題解決:当社では、製造性設計(DFM)シミュレーションを活用することで、金型製作を行う前にプレス加工の全工程をデジタルでシミュレーションすることができます。
- リスク軽減:シミュレーションプロセスにより、設計の初期段階で亀裂やしわなどの潜在的な故障箇所を特定できます。その結果、ワークピースと金型アセンブリの形状を事前に最適化することが可能になります。
- 情報に基づいた反復:シミュレーションプロセスにより、迅速かつ費用対効果の高い反復が可能になり、理想的な成形プロセスへとつながります。
材料の流れと応力の精密制御
- ターゲット圧力の適用:材料の引き込みを管理するために、ブランクホルダー力(BHF)を150~500kNの範囲に制御します。
- 応力分布:重要な箇所での引張応力を低減することで、割れを防ぐことができます。また、適切な拘束を与えることで、複雑な形状全体に応力を均等に分散させ、しわの発生を防ぐことができます。
- 適応プロセス: BHFの形状はプレスストローク中に変化するように設計されており、これは多段階深絞りスタンピングプロセスを成功させるための重要な要素です。
非標準形状向け特殊工具設計
- 標準工具の枠を超えて:独自の形状には独自の工具ソリューションが必要です。そのため、当社では分割工具やセグメント工具、アクティブワーク面などを含む、カスタムパンチおよびダイ工具の設計・製造を行っています。
- 局所制御:この技術により、ワークピースの特定の領域のみで材料の引き込みと延伸を管理し、鋭角、非対称プロファイル、複雑な非円筒形状を正確に再現することが可能になります。これは、高度な深絞りプレス加工プロセスの際立った特徴です。
スプリングバックと寸法精度の管理
- 弾性回復の予測:シミュレーションデータを用いて、部品製造時のスプリングバック効果(変形後にワークピースが元の形状に戻ろうとする傾向)を計算します。
- 修正工具:上記の予測に従って、金型の表面は幾何学的に過剰修正されます。その結果、部品は意図した最終形状に正確に戻り、試作深絞りプレス加工および量産に必要な公差が確保されます。
当社の技術力は、単なる理論上の能力にとどまりません。当社の技術力は、複雑な形状を制御するための工具の力制御、予測、および修正を応用することにあります。当社は深絞りプレス加工によって、様々な形状を精密部品へと加工します。最も複雑な形状を量産可能な精密部品へと変換するために、ぜひお客様の設計についてご相談ください。包括的なDFM分析と正式な深絞りプレス加工の見積もりについては、当社までお問い合わせください。
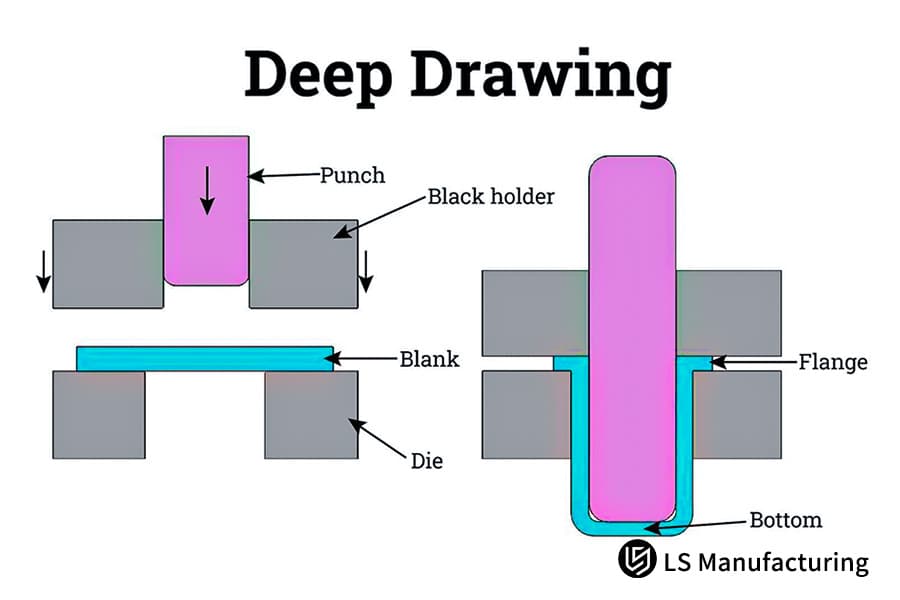
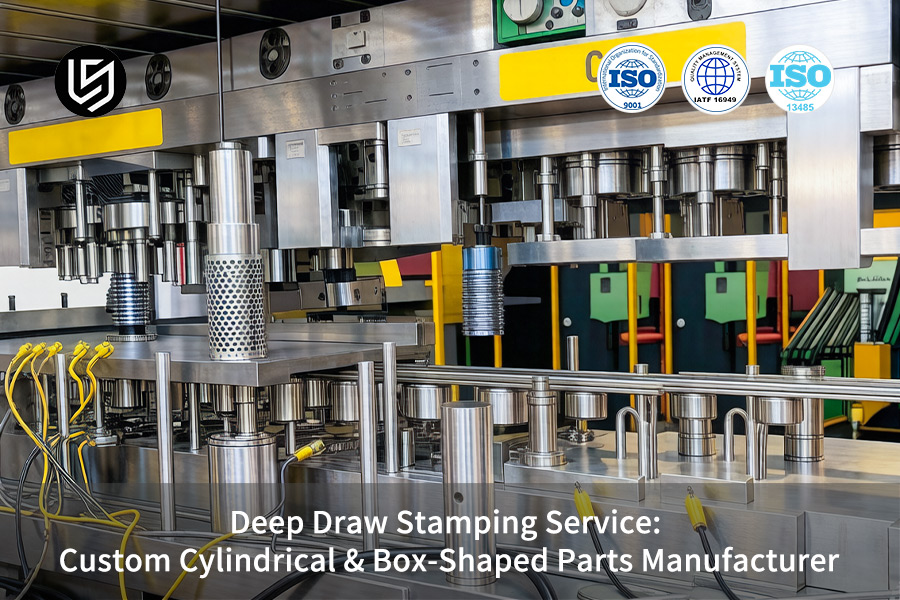
図2:この図は、深絞り加工中に5052アルミニウムのブランク材が円筒形に変形していく様子を示している。
高精度円筒形深絞り加工部品が厳しい公差を満たすためには、どのようなパラメータが重要となるのか?
用途に応じて極めて高い精度が求められる円筒形深絞り部品は、パラメータを精密に制御することで寸法が決定されます。公差が緩いと、破損、漏れ、その他の問題が発生します。高精度な円筒形深絞り部品を必要とするエンジニアのために、本書では、それを実現するための明確かつ検証可能なパラメータを提供します。
| 制御パラメータ | 実施方法と測定結果 |
| 重要寸法の公差管理 | 内部直径の公差を±0.02mmに維持するために、閉ループ制御システムを備えた高度なサーボプレスを使用しています。 |
| 壁の薄化の管理 | シミュレーションを用いて最適な絞り比と摩擦条件を確保し、肉厚減少が初期ブランク厚さの10%を超えないようにする。 |
| 同心度と真直度 | ガイド付き工具と多段階加工、レーザー測定を組み合わせることで、 0.05mm TIR以内の同心度を実現し、高性能深絞りプレス部品に不可欠な加工精度を実現します。 |
| 表面仕上げの完全性 | 例えば、工具の表面粗さ(Ra値)が0.4ミクロン未満になるように研磨することで、動的なシールや流体の流れに適した、欠陥のない内面を実現します。 |
| ロット間の一貫性 | SPC技術を採用し、プロセス能力がCpk 1.67以上であることを保証することで、精密深絞り加工サービスの基盤を築きます。 |
このフレームワークは、設計要件を、サーボプレス機の精度や検証済みのCpk値などのデータとパラメータに基づいて駆動される製造プロセスに変換します。当社は、欠陥のないプロトタイプを、複雑な産業における大量生産の深絞りプレス加工のための効率的で信頼性の高い製造プロセスに変換するという重要な課題に取り組んでいます。当社の厳格な公差管理手法は、真に一貫性のある深絞りプレス加工ソリューションを定義します。
箱型深絞りプレス加工が、高価な金属溶接に代わる最良の選択肢となるのはなぜか?
従来の金属溶接技術を用いて製造された箱型部品には、構造上の弱点、検査の難しさ、物流上の課題が内在している。箱型深絞りプレス加工は、一体成形を一度の工程で実現することで、これらの課題に対する最適な代替手段となる。本稿では、溶接を一切行わずにこの偉業を達成するためのエンジニアリングプロセスについて概説する。
故障を防ぐための重要なコーナー半径の習得
深絞り加工における主な課題は、内側の角部における材料の薄肉化や亀裂の発生を防ぐことです。この課題は、鋼材の種類、厚さ、絞り深さを考慮した厳密な計算に基づき、パンチとダイの角部のR角を最適に調整することで解決されます。これにより、応力集中を起こさずに角部全体に均一な金属分布を確保し、構造的な深絞り加工によって頑丈で亀裂のない製品を得ることができます。
均一な肉厚を実現するための材料流量制御
金属の引き抜き加工が制御されないと、フランジ部分の厚みが過剰になり、壁面や端部の厚みが不足する結果となります。当社では、ブランクホルダーの圧力と金型内の引き抜きビードを制御するプロセスを設計しました。このプロセスにより、金型への金属の流入速度が制御され、筐体全体にわたって壁厚の均一性が維持されます。これにより、部品の構造性能が予測可能となり、カスタム深絞りプレス加工の主な利点の1つとなります。
後工程の作業と検査を排除する
深絞り加工されたシームレスボックスは、溶接後に研削、平滑化、研磨といった追加工程を一切必要とせず、機械加工直後から完璧な表面仕上げを実現します。これにより、コストと納期遅延の原因となる溶接部品の非破壊検査(NDT)が不要になります。結果として、組立コストの大幅な削減と納期の短縮が実現します。
複雑で統合された形状を実現する
この方法により、フランジ、リブ、取り付けボスなどの形状を、絞り加工されたボックス設計自体に組み込むことが可能になります。部品と工程を単一のプレス加工組立システムに統合することで、キャビネットやシャーシなどの大型深絞りプレス加工に最適です。この統合プロセスは、効率的な物流を実現するだけでなく、接合部を減らすことで製品の品質向上にも貢献します。
この方法は、エラーを修正するのではなく、未然に防ぐことを目的としたエンジニアリングプロセスの原則を体現しています。当社の強みは、コーナー半径、材料の流れ、成形プロセスを管理することで、溶接の必要性をなくすことです。当社は、長寿命と高品質を保証するシームレス深絞りプレス加工サービスを提供しています。

図3:組み立て工程では、316Lステンレス鋼製の部品を特注の深絞り加工用金型に取り付けます。
LSマニュファクチャリングの精密深絞り加工サービスは、どのようにしてバッチ間の一貫性を維持しているのでしょうか?
OEMがスムーズな組立ライン操業を維持し、工程における不良率を品質基準内に抑える上で最大の障害となるのは、部品製造における一貫性の欠如です。このような広範囲にわたる一貫性は、寸法測定の単なる検査にとどまらず、検証済みの深絞りプレス加工を構築するための分析手法を採用しない限り達成できません。以下は、当社の精密深絞り加工サービスで使用されている技術であり、継続的な生産工程においてドリフトのない、統計的に予測可能な操業を保証します。
予測指標を用いた積極的なプロセス認定
- データに基づく基礎:本格的な生産に移行する前に、管理されたプロセス検証が実施されます。
- 先行指標としてのCPK:最初のサンプリング検査プロセスでは、プロセス能力指数(CPK )が計算されます。
- 実行可能なベンチマーク: CPK値は1.67以上であるべきです。これは、プロセスが適切に中心に位置し、仕様限界に対するばらつきが少ないことを意味し、 OEM深絞りプレス加工プロジェクトに求められる要件を満たしています。
重要パラメータのリアルタイムSPCモニタリング
- 連続データ収集:これには、プレス荷重、ブランクホルダー圧力、材料供給長さなどの要素が含まれ、これらはラインを通じて自動的に収集されます。
- 即時フィードバック:管理限界は自動チャートを使用してプロットされるため、即座にフィードバックが得られます。管理限界に近づいた場合は、不良品の発生を防ぐために速やかに対策が講じられます。
- 自動化された精度:私たちが業務に取り入れたプロセスの 1 つは、製品の出力に必ずしも依存することなく、プロセスを 1 日を通して一貫して実行するのに役立ちます。
摩耗傾向に基づく予測型工具メンテナンス
- 予期せぬ故障の排除:当社では、摩耗や変形が発生する前に対応します。当社のSPC分析の焦点は、部品の寸法を追跡することです。
- 傾向分析:測定対象部品の緩やかな傾向は、摩耗や変形を示します。
- 計画的介入:維持療法はSPCデータに基づいてスケジュールに従って実施され、 CPKの安定性が確保されます。
根本原因分析のための完全なトレーサビリティ
- ロットレベルの責任:各生産ロットに関する情報、SPCグラフからのその概要、およびプロセスパラメータデータが文書化されます。
- クローズドループシステム:プロセス中に意図しない逸脱が発生した場合、当システムは逸脱を引き起こした生産期間に関する情報を即座に提供します。
- 継続的な改善:この方法により、逸脱の根本原因を適切に分析し、高品質かつ大量の製品を生産するためのプロセスを継続的に改善することができます。
このクローズドループシステムは、工程を検査するだけでなく、生産工程における逸脱を監視、評価、防止します。これは、工程における逸脱の制御と予測にSPC(統計的工程管理)を活用する当社の専門家の知識ベースからも明らかです。当社は、高精度な深絞りプレス加工により、1個から100万個までの部品の同一性を統計的に証明する必要があるという、OEMが直面する主要な課題を解決します。
世界的なサプライチェーンにおいて、一流の深絞り加工部品メーカーが際立つ要因とは?
国際的な製造チェーンにおける部品選定は、単価だけでなく、リスク管理、品質、回復力といった要素も考慮する必要がある一方、真のパートナーシップは、単なる部品の提供にとどまらず、確実な性能とシステム全体の可視性を提供できるベンダーを見つけることにかかっています。以下の文書では、一流の深絞り加工部品メーカーの特徴と、リスクを最小限に抑え、厳格な国際プロジェクトへの統合を容易にするために同社が設定した基準について概説します。
| 差別化要因 | 実施と具体的な成果 |
| システム中心の品質保証 | 認証遵守が実質的なものである(形式的なものではない)ことを保証する。 |
| 完全な材料トレーサビリティと完全性 | ミル証明書 - すべての原材料のシリアル番号追跡、社内分光分析による検証。精密深絞りプレス加工プロジェクトにおいて、記録のない低品質の材料を排除します。 |
| プロセス検証と管理 | 新製品に対してAPQPおよびPPAPを導入します(プロセス安定性の統計的証明、例:Cpk > 1.67)。これは、認証された深絞りプレス加工の信頼性にとって不可欠です。 |
| 完全な文書化と透明性 | すべての出荷に対して完全なデータパック(材料証明書、SPCチャート、寸法入りレポート、プロセスパラメータ)を提供し、顧客による自己検証を可能にします(真のグローバルサプライヤーの中核サービス)。 |
| 構造化された継続的改善 | 8D問題解決を義務付け、カイゼンチームが年間効率向上を推進し、製造を最適化して、検証済みの深絞りプレス加工結果のための資産とする。 |
これらの特徴は、プレス機の性能ではなく、体系的なアプローチによって価値を生み出す企業という定義を示しています。お客様が直面する主な課題は、サプライチェーンの不透明性、品質問題、監査の必要性です。当社は、管理と検証の文化を確立することで、これら3つの課題すべてに対処し、優れた深絞りプレス加工パートナーとなります。
大量生産の深絞りプレス加工は、大量注文の単価を大幅に引き下げることができるでしょうか?
単位コストは静的なものではなく、動的なものです。生産量、効率、そして優れたエンジニアリングによって左右されます。大量生産プロジェクトでは、大量深絞りプレス加工のコンセプトにより、初期費用は高額になりますが、後工程での部品単価の削減を通じて、顧客にとってメリットとなります。これは品質を損なうことなく、大量生産ならではの効率性によって実現されます。
高速生産による工具投資の償却
金型製作は最大のコスト要因です。これに対処するため、堅牢かつ高速なプログレッシブダイを採用しています。これらの金型は通常、毎分60ストローク以上で動作します。高速製造により、金型製作にかかるコストは膨大な数の製品に分散されます。その結果、金型製作コストは急速かつ非線形的に減少し、年間10万個以上の製品における単位コスト最適化の基礎となります。
バリューストリーム全体を量的に最適化する
コスト効率の向上は、プレス機本体だけにとどまりません。当社の設計プロセスには、OEM深絞りプレス加工用のエンジニアリング生産セルが含まれており、自動コイルフィーダー、金型内タッピングまたはピアシング、およびロボットによる部品搬送を活用しています。この合理化されたフローにより、人的介入が削減され、仕掛品が排除され、プレス機の稼働率が最大化されるため、部品あたりのコストが削減されます。
材料費面での優位性を確保する
大量仕入れの利点を活かし、販売代理店のマージンを上乗せすることなく、製鉄所から契約数量で原材料を直接仕入れることができます。さらに、使用するコイルの歩留まりを最適化するために、一括シミュレーションを実施することで材料費の削減を実現しています。このように、契約価格と原材料からの歩留まり最適化を組み合わせることで、大量ロットの深絞りプレス加工において大幅なコスト削減を実現しています。
プロセスの安定性を通じて予測可能性を確保する
大量生産による経済性は、品質のばらつきや遊休時間によって無意味なものとなってしまいます。当社では、生産情報に基づいた予知保全プログラムを確立するために、統計的プロセス管理(SPC)を活用しています。これにより、不良品を最小限に抑え、操業停止を回避し、信頼性の高い一貫した製品を生産できる、厳密に管理されたプロセスが実現します。これこそが、効率的な深絞りプレス加工の本質です。
この分析は、コストリーダーシップは割引ではなく、設計によって実現されるべきであることを示しています。当社のアプローチは、金型償却、効率性、材料費、変動性といった主要なコスト要因を、技術革新を通じてそれぞれ考慮に入れています。当社は規模の経済性を実現し、初期投資を費用対効果の高い深絞りプレス加工ソリューションへと転換することで、長期的な協業関係の構築を支援します。
図4:この図は、304ステンレス鋼のブランクが、一連の深絞り加工工程を経てどのように変化するかを示しています。
事例研究:LSマニュファクチャリング社による医療業界向けステンレス製センサーハウジングのカスタム設計
LS Manufacturingの事例研究では、複雑で高価な医療機器部品における成形上の難題を解決する状況を取り上げています。ステンレス鋼製プレス加工ハウジングの圧力試験において15%の不良率が発生したため、お客様は製造方法の全面的な再設計を必要としていました。以下に、エンジニアリング上の課題、介入戦略、そして当社独自の深絞りプレス加工による成果をまとめます。
クライアントの課題
ある医療機器メーカーは、ステンレス鋼316L製のセンサーハウジングの耐圧試験において、品質上の問題(不良率15% )が継続的に発生していました。同社が従来採用していた多工程深絞り加工技術では、表面に大きな損傷が生じ、底壁の厚みが最大30%も不均一に減少したため、ハウジングの気密性能が損なわれていました。これは機器の信頼性に影響を与えただけでなく、医療用深絞り加工の精度と極めて高い一貫性が求められる重要な部品の生産を停滞させる結果となりました。
LSマニュファクチャリングソリューション
これは、プロセス自体に対する包括的な再設計アプローチによって実現されました。金型をプログレッシブ式に変更し、極圧ポリマー系潤滑剤を使用し、プレス速度を12 SPMに慎重に調整しました。このソリューション指向の深絞りプレス加工法により、金属の流れが制御されました。また、プロセス中に歪み試験を実施し、応力を適切なレベルに制御しました。これらすべてにより、以前のソリューションで問題となっていた不均一な肉厚減少と表面変形を効果的に克服することができました。
結果と価値
これらの変更は最終製品に目に見える効果をもたらしました。部品の合格率は85%から99.8%に向上し、試験なしで合格品となりました。肉厚のばらつきは±0.015mm以内に抑えられました。この高精度深絞りプレス加工の結果、お客様はこれまで問題となっていた部品を安定的に入手できるようになりました。
この事例研究では、エンジニアリングの精度を活用して、ある複雑な製造上の課題をどのように解決したかを示します。分析の結果、過剰な変形は、制御されていない摩擦と応力に起因することが明らかになりました。そこで、精密なパラメータに基づいた医療グレードの深絞りプレス加工ソリューションを提供することで、この課題を解決し、単なる部品供給にとどまらず、認証済みの安定性を提供することができました。
センサーハウジングの設計図をご提出いただければ、正式なお見積もりをいたします。深絞り加工によるステンレス鋼部品において、傷のない表面、均一な肉厚、そして99.8%の初回合格率を保証いたします。

よくある質問
1. 貴社の深絞りプレス加工サービスにおける最大深さ対直径比はどれくらいですか?
当社独自の高度な多段階深絞り加工技術により、深さ対直径比が3:1の部品製造が可能です。この技術は、卓越した寸法精度を保証するとともに、部品全体の形状において均一な肉厚を維持します。
2. 箱型深絞りプレス加工において、材料のしわを防ぐにはどうすればよいですか?
当社では、有限要素解析(FEA)を用いて、各工程における最適なブランク保持力分布を正確に算出しています。さらに、しわが発生しやすいコーナー部分に特化したカスタム金型補正を実装することで、滑らかで欠陥のない最終部品を実現しています。
3. LS Manufacturingは、カスタム深絞りプレス加工用の高強度材料を取り扱うことができますか?
はい、当社はステンレス鋼、高強度冷間圧延鋼、および各種航空宇宙グレードアルミニウム合金の加工を専門としています。当社の加工パラメータは、それぞれの高強度材料特有の成形性およびスプリングバック特性に合わせて綿密に調整されています。
4. OEM深絞りプレス加工プロジェクトにおける一般的な最小発注数量(MOQ)はどれくらいですか?
当社は大量生産を専門としていますが、 500個から1,000個程度の小ロット試作品製作サービスも提供しています。この柔軟性により、初期開発から本格的な量産まで、高い成長可能性を秘めたプロジェクトをサポートします。
5. 貴社の精密深絞り加工サービスは、特定の表面仕上げ要件を満たすためにどのような仕組みを採用していますか?
当社では、ミクロンレベルで研磨されたタングステンカーバイド製ダイスと特殊な成形潤滑剤を組み合わせて使用しています。この組み合わせにより、成形品の表面粗さ( Ra 0.4~0.8 )が直接向上し、二次研磨の必要性を大幅に削減または排除できます。
6. 深絞り加工部品に対して、トリミングや穴あけなどの二次加工は提供していますか?
はい、当社はワンストップメーカーとして、自動トリミング、精密穴あけ、表面洗浄といった二次加工を生産ラインに直接組み込んでいます。これにより、最初から最後まで高い効率性、一貫性、そして品質管理を実現しています。
7. 特注の円筒形深絞り部品の正確な見積もりを取得するにはどうすればよいですか?
お見積もりをご希望の場合は、3D CADファイル(STEP/IGES形式)をアップロードしてください。弊社のエンジニアが、部品の実現可能性を確認し、コストを最適化するために、24時間以内に無料の製造性設計(DFM)評価と詳細なお見積もりをご提供いたします。
8. 地元の金属プレス加工業者ではなく、LS Manufacturingを選ぶべき理由は何ですか?
当社はデータに基づいたDFM最適化を提供し、 100%の工程内品質管理を徹底しています。当社の目標は、お客様のプロジェクトにおける総所有コスト(TCO)を可能な限り低く抑え、部品そのもの以上の価値を提供することです。
まとめ
深絞り加工のパートナー選びは、OEMプロジェクトの成功に不可欠です。LS Manufacturingは、最先端の金型設計技術と厳格なパラメータ管理を駆使し、円筒形および箱型の深絞り加工部品における精度と構造上の課題を克服します。データ駆動型の理念に基づき、あらゆる生産工程を最適化することで、世界中のお客様が高品質かつコスト効率の高い、統合的な部品成形を実現できるよう支援します。
非効率的で時代遅れのプロセスにリソースを浪費するのはもうやめましょう。円筒形でも複雑な箱型でも、LS Manufacturingの専門家がお客様をサポートいたします。 「見積もり依頼」をクリックして図面をアップロードし、無料のDFMレビューを受けてください。わずか24時間で、競争力のあるカスタマイズされた深絞りプレス加工ソリューションをご提供いたします。精密製造に関するお悩みはもう不要です。
📞電話番号:+86 185 6675 9667
📧メールアドレス:info@lsrpf.com
🌐ウェブサイト: https://lsrpf.com/
免責事項
このページの内容は情報提供のみを目的としています。LS Manufacturing サービスでは、情報の正確性、完全性、有効性について、明示的または黙示的な表明または保証は一切ありません。第三者のサプライヤーまたは製造業者が、LS Manufacturing ネットワークを通じて、性能パラメータ、幾何公差、特定の設計特性、材料の品質と種類、または製造技術を提供するものと推測すべきではありません。これは購入者の責任です。部品の見積もりが必要な場合は、これらのセクションの具体的な要件を特定してください。詳細についてはお問い合わせください。
LS製造チーム
LS Manufacturingは業界をリードする企業です。カスタム製造ソリューションに特化しており、20年以上の経験と5,000社以上のお客様との実績があります。高精度CNC加工、板金加工、 3Dプリンティング、射出成形、金属プレス加工など、ワンストップの製造サービスを提供しています。
当社工場は、ISO 9001:2015認証を取得した最新鋭の5軸加工センターを100台以上保有しています。世界150カ国以上のお客様に、迅速、効率的、かつ高品質な製造ソリューションを提供しています。少量生産から大規模なカスタマイズまで、お客様のニーズに24時間以内の最短納期で対応いたします。LS Manufacturingをお選びください。効率性、品質、そしてプロフェッショナリズムをお選びいただくことを意味します。
詳細については、当社のウェブサイト( www.lsrpf.com )をご覧ください。


