
Le surmoulage est un procédé de fabrication essentiel pour l'intégration métal-plastique. Il permet de résoudre des problèmes courants tels que le déplacement des inserts, les bulles d'air et la fissuration des pièces, qui perturbent la production. Ces défaillances proviennent généralement de lacunes sectorielles, comme l'absence de simulation préalable du couplage multiphysique et des tolérances trop larges (supérieures à ±0,03 mm) , qui provoquent des bavures ou des contraintes sous des pressions d'injection pouvant atteindre 120 MPa , entraînant des taux de rebut élevés et des problèmes de fiabilité.
Le service de surmoulage par LS Manufacturing est un procédé d'intégration métal-plastique de précision ; il élimine le déplacement de l'insert, les poches d'air et la fissuration des pièces sous des pressions allant jusqu'à 120 MPa.
L'approche unique de LS Manufacturing s'appuie sur plus de 15 ans d'expertise, une analyse des flux guidée par la conception pour la fabrication (DFM) et des contrôles de processus rigoureux , comme l'équilibre thermique du moule à ±1 °C près, pour garantir un surmoulage de précision . Vous bénéficiez ainsi d'une production fluide avec des tolérances jusqu'à ±0,005 mm, de délais de livraison plus courts et de coûts d'approvisionnement totaux réduits grâce à un outillage personnalisé intégré. Cet article vous montrera comment évaluer les indicateurs clés de performance des moules et utiliser nos méthodes transparentes pour optimiser vos coûts d'approvisionnement totaux.

Service de surmoulage : Guide rapide des outillages et des coûts pour le passage du métal au plastique
| Facteur de coût | Impact sur le coût de l'outillage et des pièces | Solution technique et de conception |
| Précision de positionnement de l'insert | Un défaut d'alignement supérieur à ±0,05 mm entraîne un flash, une prise de vue incomplète et des rebuts. | Positionnement précis et utilisation de cavitésde surmoulage de précision avec inserts en acier trempé et placement robotisé automatisé. |
| Gestion thermique | Différence de température entre le plastique chaud ( environ 250 °C ) et l'insert métallique froid. | Chauffer les inserts à 80-120°C et spécifier une épaisseur appropriée de paroi en plastique autour de l'insert. |
| Préparation de la surface d'insertion | La surface lisse empêche un verrouillage suffisant avec les inserts métalliques qui peuvent être retirés. | Spécification des inserts avec des surfaces telles que moletage, contre-dépouille et trous traversants pour l'ancrage des pièces en plastique. |
| Usure due aux moisissures au niveau des poches d'insertion | Les inserts en acier provoquent une usure de l'acier tendre du moule, entraînant des bavures et une usure prématurée. | Utilisation d’inserts en carbure et en acier dur dans les moules à chaque point de contact avec les inserts métalliques . |
| Notre modèle de devis | Devis fixe pour le moule ainsi qu'un prix unitaire en fonction du volume annuel de production ( par exemple 10 000, 100 000 unités ). | Informations principales requises : modèle 3D de la pièce en plastique et de l’insert métallique , et volume annuel souhaité. |
Points clés à retenir :
- La précision n'a pas de prix : il est judicieux de dépenser plus d'argent pour le moule car celui-ci peut positionner les inserts avec précision à ±0,05 mm près ; par conséquent, pas de gaspillage et des pièces fonctionnelles.
- Conception de la liaison : La conception du moulage par insertion métallique nécessite de prendre en compte le processus et d’inclure des éléments de fixation tels que des moletages et des trous plutôt que de le concevoir comme un arbre lisse.
- Gestion de la chaleur : Le préchauffage est nécessaire car il permet d’éviter les fissures dues aux températures élevées ; par conséquent, le préchauffage devient un élément de coût obligatoire dans la validation du processus.
- Le volume est le principal facteur de coût : plus la quantité augmente, plus le coût unitaire diminue. Prévoir avec précision le volume de production annuel est donc essentiel pour obtenir le meilleur prix.
Pourquoi faire confiance à ce guide ? L’expérience pratique des experts de LS Manufacturing
Il existe de nombreux articles théoriques sur le surmoulage . Cependant, ce manuel est unique. Il a été élaboré à partir de l'expertise de nos ingénieurs procédés, qui réalisent des inserts métalliques dans des pièces en plastique avec une précision irréprochable. La théorie sous-jacente à notre méthodologie repose sur les règles de conception et d'optimisation des procédés de fabrication avancés, développées par l'Académie internationale d'ingénierie de production (CIRP) .
Nous fabriquons des composants qui ne tolèrent aucune défaillance : des connecteurs hermétiques destinés aux systèmes d’alimentation en carburant des aéronefs, des boîtiers remplis de capteurs pour les neurostimulateurs implantables dans le cerveau et des ensembles blindés contre les interférences électromagnétiques pour les calculateurs automobiles . L’assurance qualité de ces composants est réalisée conformément aux directives de la Society of Manufacturing Engineers (SME) .
Notre expérience repose sur des millions de cycles de moulage. Nous avons ainsi appris à chauffer l'insert à 120 ± 5 °C , à optimiser la conception des points d'injection pour éviter l'apparition de lignes de soudure sur le filetage des inserts, et à réaliser un serrage permettant de maintenir une concentricité de ± 0,05 mm . Nous mettons à votre service notre expertise en matière de réduction des déchets afin que vous puissiez concevoir vos pièces avec des inserts en évitant nos erreurs de délamination, de bavures et d'inserts.

Figure 1 : Un bras robotisé positionne des inserts en acier inoxydable 316 dans un service de moulage par injection de métal pour capteurs automobiles.
Pourquoi l'outillage de précision sur mesure pour la transition métal-plastique est-il crucial pour éliminer le délaminage des composants ?
Pour éviter le délaminage des pièces composites métal-plastique, il est essentiel de maîtriser les contraintes interfaciales dues à la dilatation thermique différentielle. L'utilisation d' outillages spécifiques pour la transition métal-plastique est au cœur de cette problématique.
Atténuation des différences de coefficient de dilatation thermique grâce à un verrouillage mécanique conçu à cet effet
La force de délaminage est due aux variations des forces de contraction des matériaux. La conception spécifique des surfaces des inserts métalliques, notamment le moletage et les contre-dépouilles, est essentielle pour une liaison mécanique optimale. Le recours au surmoulage de précision permet d'atteindre cet objectif et de créer un mécanisme de verrouillage efficace qui transfère la charge au plastique et accroît la durabilité des productionsen grande série .
Optimisation de la dynamique thermique grâce au préchauffage contrôlé de l'insert
L'insertion à froid entraîne une solidification prématurée et une mauvaise adhérence. Un préchauffage à 120-140 °C avant le moulage par injection est une mesure de contrôle essentielle, minimisant considérablement le choc thermique. Ceci réduit les contraintes de cisaillement à l'interface, permettant un mouillage complet du métal par le polymère et se traduisant par une augmentation prouvée de la résistance au pelage d' au moins 35 % . Ce procédé est indispensable pour valider la stabilité thermique des pièces moulées par injection .
Garantir la compatibilité des matériaux et la validation des procédés
Le succès repose sur une approche globale intégrant les sciences des matériaux et les paramètres de procédé . Le processus de fabrication garantit un produit conforme aux normes et homologué. Il inclut la sélection de matériaux compatibles, l'utilisation d'agents de couplage et la maîtrise du surmoulage . Ce service est certifié par des tests rigoureux sur chaque pièce afin de garantir l'absence de délamination, même pour les surmoulages complexes .
Cette technique, qui permet d'accroître la résistance d' au moins 35 % , apporte les bases techniques nécessaires pour garantir la durée de vie du produit. Elle répond aux enjeux clés de fiabilité et de qualification du produit, offrant ainsi un avantage concurrentiel grâce à l'innovation technique. Obtenez une augmentation de la résistance au pelage d'au moins 35 % pour vos pièces surmoulées . Pour démarrer le processus, soumettez votre conception d'assemblage métal-plastique pour une analyse de faisabilité et l'élaboration d'un plan de production.

Quels sont les paramètres spécifiques qui déterminent un devis précis pour le surmoulage dans le cadre de projets OEM ?
Le coût d'un surmoulage dépend de plusieurs facteurs techniques et de production, et ne peut être considéré comme une simple estimation par pièce. Il est primordial pour les équipementiers de disposer d'un devis précis afin de maîtriser la structure des coûts de leurs programmes et, par conséquent, de réduire les risques associés. Ces informations permettent ensuite d'affiner la stratégie de tarification de la pièce.
Stratégie d'outillage : équilibrer investissement et coût des pièces
- Nombre de cavités : détermine le coût de la pièce en fonction du volume. Les moules multicavités permettent de réduire les coûts unitaires, un élément clé de tout devis de moulage pour équipementier .
- Acier pour moules et durée de vie : L’utilisation d’acier pour moules haut de gamme ( dureté Rockwell C supérieure à 52 ) permet une durée de vie 4 à 5 fois plus longue. Cela garantit des prix stables pour les opérations de surmoulage à très haut volume qui ne nécessitent pas de remise en état.
Matériaux et procédés : facteurs directs de temps de cycle
- Comportement de la résine : L’utilisation de thermoplastiques haute performance comme le PEEK entraîne des temps de cycle plus longs et des températures de machine plus élevées. Il en résulte une augmentation du coût unitaire des pièces, que nous avons répercutée dans le devis.
- Contrôle dimensionnel : La différence de taux de retrait (par exemple, 0,2 % contre 1,5 % ) a un impact significatif sur votre rendement. Vous devez donc vous assurer que les pièces moulées par insertion de précision que vous fabriquez sont conformes aux spécifications et génèrent peu ou pas de déchets.
Exécution de la production : l’automatisation garantit la cohérence
- Placement des inserts : L'automatisation est le moyen par lequel un service de surmoulage métallique garantit une rapidité et une précision optimales.
- Opérations secondaires : En spécifiant les opérations secondaires (par exemple le démoulage ), vous évitez non seulement les coûts inutiles, mais vous aboutissez également à une solution globale pour la production automatisée de surmoulage .
Analyse du coût total : au-delà du prix unitaire
- Modélisation du cycle de vie : Le devis définitif prendra en compte non seulement l’investissement dans l’outillage, mais aussi le coût total du produit tout au long de son cycle de vie.
- Atténuation des risques : Ce document détaille les pertes subies en cas de panne des équipements d’outillage, ce qui permet de comprendre la nécessité d’une solution pour prévenir ces problèmes et respecter les délais des grands programmes OEM .
Un devis de surmoulage bien préparé présente une analyse détaillée de l'impact de vos choix d'ingénierie sur le coût du produit, vous permettant ainsi de renforcer vos relations commerciales avec vos fournisseurs. Il vous offre une maîtrise du coût total de l'article tout en sécurisant votre chaîne d'approvisionnement grâce à une méthode de fabrication éprouvée. Cette compréhension approfondie est indispensable pour garantir le succès de vos applications complexes de surmoulage .
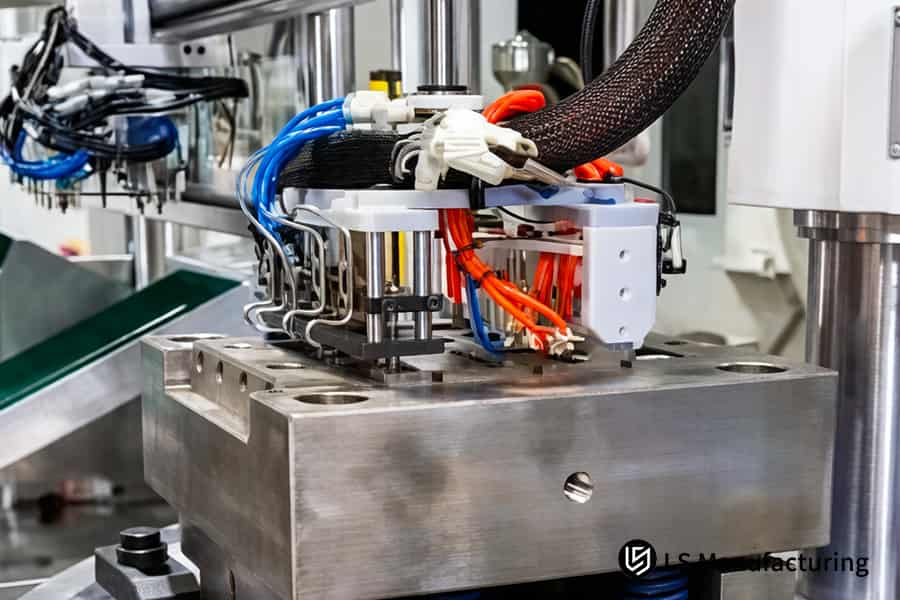
Figure 2 : Le surmoulage plastique sur métal injecte du polymère PBT autour d'un insert électrique en laiton pour un connecteur industriel.
Quel est l'impact des services de surmoulage de précision manuels par rapport aux services automatisés sur le rendement et la fiabilité des pièces ?
Le choix entre méthodes manuelles et automatisées pour le surmoulage de précision influence l'uniformité de la production, le rendement et la qualité des pièces en fin de chaîne. Si une défaillance produit risque d'entraîner des coûts ou des risques importants, la stabilité de votre chaîne d'approvisionnement dépendra de cette décision. Ce tableau comparatif, étayé par des données, explique les différences de fabrication et vous aide à évaluer les fabricants potentiels afin d'obtenir un devis fiable pour le surmoulage OEM .
| Métrique | Processus manuel | Processus automatisé et vos avantages |
| Précision du placement | Variable ( 0,5 mm ), pouvant entraîner un désalignement. | Précision robotisée ( ±0,01 mm ). Vous obtenez un positionnement régulier du plastique sur le surmoulage métallique . |
| Cohérence du cycle | Variabilité ( 2 à 5 secondes ), ce qui nuit à la qualité de la pièce. | Haute répétabilité (variation de 0,2 seconde ). Les résultats du surmoulage à haut rendement sont très constants. |
| Rendement de première passe | Sous réserve de fluctuations (~ 95-97% ) en raison d'erreurs humaines. | Permet un rendement de 99,8 % grâce à l'automatisation. Faibles taux de rebut et utilisation efficace des matériaux en surmoulage multi-empreintes seront vos atouts. |
| Risque et coût | Les déchets et l'usure des outils engendrent des risques cachés. | Un investissement initial plus important garantit un rendement prévisible. Vous sécurisez ainsi une chaîne d'approvisionnement stable pour un surmoulage de haute fiabilité . |
L'automatisation du processus est la solution la plus efficace pour garantir des rendements constants et une fiabilité maximale. Elle vous assure un rendement garanti de 99,8 % , des pièces sans défaut grâce à l'élimination des erreurs humaines et des coûts unitaires stables. L'automatisation est indissociable des opérationsde surmoulage de précision , qui sécurisent votre approvisionnement et en font un atout majeur pour les applications de surmoulage les plus complexes et exigeantes.
Quelles tolérances dynamiques les outillages de surmoulage sur mesure doivent-ils maîtriser pour éviter les bavures ?
Les bavures constituent un problème majeur dans la fabrication de produits de précision. Elles surviennent lorsque du plastique s'infiltre entre le moule et l'insert métallique . Pour les éliminer, il est indispensable de maîtriser les tolérances dynamiques de l'interface hybride. Ceci est possible grâce à un outillage de surmoulage sur mesure qui contrôle non seulement les dimensions nominales, mais aussi leur variabilité, permettant ainsi de produire des composants exempts de défauts et ne nécessitant aucun traitement ultérieur, grâce à une étanchéité parfaite même sous très haute pression.
Maîtriser l'ajustement de l'interface métal-moule
L'étanchéité parfaite est assurée par l'interface entre la pièce métallique à mouler et la cavité du moule en acier. La tolérance sur la pièce métallique est généralement de 0,02 mm , bien qu'un ajustement sans jeu soit indispensable. Dans votre cas, cela signifie un ajustement sans jeu des surfaces d'étanchéité critiques à l'intérieur de l'outillage, afin d'éviter tout risque de coulure du plastique et de formation de bavures. Il en résulteun surmoulage sans bavures et aucun coût d'ébavurage.
Utilisation d'une compensation active pour la variation des pièces
Les dimensions des composants métalliques varient généralement lors de leur transport jusqu'à votre usine. La conception actuelle des outillages intègre des systèmes de compensation actifs, avec des composants hydrauliques et à ressort, permettant de corriger ces variations dimensionnelles au 0,01 mm près. Vous bénéficiez ainsi d'un système fiable garantissant une étanchéité parfaite, quelles que soient les tolérances dimensionnelles de vos fournisseurs. Vous optimisez votre productivité et augmentez votre rendement lors du surmoulage haute pression .
Obtention d'une fermeture submicronique sous forces d'injection
L'une des méthodes idéales pour éliminer la formation de bavures lors de vitesses de fusion très élevées ( supérieures à 180 mm/s ) consiste à obtenir un jeu de fermeture de moule optimal de 0,005 mm . Ceci s'obtient par un fraisage et un polissage de haute précision des surfaces d'étanchéité. C'est à ce stade qu'il est crucial d'optimiser les cycles de remplissage rapide afin de garantir la solidité et l'esthétique du surmoulage plastique sur métal .
Synchronisation de la conception des outils avec l'intelligence des processus
Une fiabilité optimale est atteinte lorsque la géométrie de l'outillage est parfaitement intégrée aux paramètres du procédé. Cela implique la conception des canaux d'alimentation et des systèmes de refroidissement afin de garantir un flux régulier et une répartition uniforme de la pression dans la cavité du moule. En collaborant avec un prestataire de surmoulage capable de réaliser cette intégration, vous bénéficierez de dimensions extrêmement stables. Il vous fournira un procédé fiable et documenté de surmoulage à bords étanches , garantissant la durabilité de vos assemblages et éliminant les risques liés à la post-production.
Grâce à ce système, l'outillage devient un mécanisme d'étanchéité dynamique et ajustable . Un contrôle rigoureux des dimensions dynamiques à 0,005 mm près , associé à l'intégration de modifications en temps réel, permet d'éviter tout défaut de bavure. Il s'agit donc d'un gain de temps considérable, puisqu'il est possible de supprimer complètement le traitement secondaire.
Comment les variations de matériaux influencent-elles votre choix de prestataire de services de moulage par insertion métallique ?
L'assemblage de produits métal-plastique repose entièrement sur la compatibilité entre l'insert et le plastique. Les variations dans les alliages métalliques, les additifs plastiques et leurs interactions déterminent la configuration du processus et des outils. Il est fortement recommandé de faire appel à un service de surmoulage d'inserts métalliques disposant de techniciens expérimentés afin de prévenir les problèmes tels que le décollement et l'usure prématurée des outils.
| Insert métallique | Plastique technique | Défi principal : résistance moyenne au cisaillement en traction | Outillage et processus | Implication |
| Laiton | PBT, 30% | Incompatibilité de dilatation thermique GF. | 18-22 MPa | L'outillage sur mesure pour la transformation du métal en plastique nécessite des dispositifs d'interverrouillage conçus spécifiquement. |
| Acier inoxydable 316L | PPS, 40 % GF | Faible énergie de surface, forte abrasion. | 20-25 MPa | Nécessite un prétraitement des plaquettes et un acier à outils trempé. |
| Aluminium 6061 | Nylon 6/6, 35 % fibres de verre | Le risque d'oxydation affaiblit l'adhérence. | 15-19 MPa | Nécessite un contrôle précis du préchauffage et de l'humidité. |
| Acier au carbone | PEEK, 30 % CF | Températures de traitement extrêmes et abrasion. | 24-30+ MPa | Oblige le surmoulage à haute température avec outillage en carbure. |
Choisir un partenaire disposant de ce type de données simplifie considérablement le processus de prévention des risques de conception généraux. Pour le surmoulage , l'utilisation de matériaux d'outillage résistants à l'usure garantit la stabilité des pièces. La connaissance des résistances d'adhérence permet des choix de matériaux plus judicieux, pour un processus de validation plus sûr. Cette approche rigoureuse, également adoptée par les services de surmoulage de haute précision , garantit un excellent résultat.

Figure 3 : Un outillage de surmoulage personnalisé transforme le polymère fondu dans un moule multicavité en aluminium 6061 pour de petites pièces électroniques.
Quelle liste de contrôle d'évaluation spécialisée permet d'optimiser l'outillage de surmoulage personnalisé avant la production en série ?
Le passage du prototype à la production en série par surmoulage nécessite des outillages et des procédés certifiés afin d'éviter des problèmes coûteux. Une checklist de préproduction rigoureuse et étayée par des données est un outil essentiel de gestion des risques. Ces contrôles de processus constituent la base d'un devis transparent pour le surmoulage OEM , garantissant un démarrage optimal de votre projet, une qualité constante et des rendements élevés . De plus, vous gardez la maîtrise totale ducoût final du surmoulage .
Validation de l'équilibre des débits et de l'intégrité des vannes
- Vérification : Contrôler l'équilibrage du système de moulage par injection afin de s'assurer que le déséquilibre de remplissage entre les cavités est inférieur ou égal à 1 %.
- Votre avantage : Vous bénéficierez d’une répartition uniforme du poids et des propriétés des pièces, ce qui éliminera les variations de qualité dans la productionde surmoulage multi-matériaux .
Vérification de la stabilité du processus thermique
- Vérification : Justifier la limitation de l'augmentation de température induite par le cisaillement au niveau des portes de 5°C et vérifier que les lignes de refroidissement sont capables d'atteindre un flux turbulent ( Re 4000 ).
- Votre avantage : Vous bénéficierez d'une fenêtre de processus stable et éviterez la dégradation des matériaux, ainsi que des temps de cycle constants nécessaires au surmoulage de haute précision .
Cohérence de la manipulation et de la préparation des inserts
- Vérification : Confirmer que l'uniformité du préchauffage de l'insert est à moins de 3°C et la précision du placement du robot (par exemple 0,02 mm ).
- Votre avantage : Vous éliminerez la variabilité de la force d’adhérence et stopperez le délaminage dans le moulage par insertion hybride de précision .
Conception de la durabilité et de la durée de vie des outillages
- Vérification : Utilisez des aciers trempés ( HRC 50+ ) ou du carbure dans les zones à forte usure et prévoyez un entretien simple des composants.
- Votre avantage : Vos outils de surmoulage sur mesure resteront précis tout au long de leur durée de vie, protégeant ainsi votre coût par pièce et évitant les temps d’arrêt imprévus.
Cette liste de contrôle transforme un devis en un plan de production validé, permettant d' évaluer les partenaires potentiels . Elle contribue à garantir une qualité de pièces prévisible, la durabilité des outils et des coûts réduits. Une ingénierie rigoureuse et préalable est un atout majeur pour les programmes de surmoulage à haute fiabilité . Dans ces cas, la réussite commerciale repose sur une gestion efficace des risques.

Figure 4 : Ces composants en plastique noir avec filetage métallique sont prêts pour un devis de moulage par injection OEM de LS Manufacturing.
Étude de cas : Comment LS Manufacturing a optimisé l’outillage de moulage par insertion sur mesure pour les secteurs médical et automobile afin de réduire drastiquement le taux de rebut ?
Un équipementier automobile rencontrait des difficultés avec un composant d'onduleur haute tension . Lors du processusde surmoulage plastique sur métal , les barres omnibus en cuivre se déplaçaient, entraînant un taux de rebut de 4,2 % dû à une défaillance diélectrique. De plus, un cycle de production trop long (48 secondes) menaçait de perturber le calendrier de production. L'entreprise avait besoin d'une solution d'envergure pour garantir la qualité et des volumes de production élevés pour sa plateforme de véhicules électriques.
Défi du client
La pièce en question était un insert de borne en cuivre surmoulé d'un isolant PBT+30%GF . Initialement, l'insert pouvait se déplacer de 0,15 mm lors de l'injection, ce qui entraînait des parois isolantes trop fines et un échec au test de rigidité diélectrique à 5 000 V. Ce problème, combiné à un temps de cycle long, augmentait les coûts et menaçait le lancement d'un module de surmoulage haute tension important pour un grand constructeur automobile.
Solution de fabrication LS
L'outillage de précision, l'automatisation et le contrôle des procédés ont été les éléments clés de notre solution. Dans le cadre de ce projet, nous avons conçu un outillage sur mesure métal-plastique avec des tolérances dimensionnelles extrêmement serrées (les surfaces d'étanchéité présentaient une tolérance inférieure à 0,005 mm ) et intégré des dispositifs anti-bavures. Un robot à 6 axes a positionné les inserts avec une grande précision, tandis qu'un régulateur de température multizone a maintenu le moule à une température comprise entre 135 °C et 1 °C. L'ensemble de ces facteurs a permis d'obtenir une encapsulation irréprochable pour cette application de surmoulage, garantissant ainsi une sécurité optimale.
Résultats et valeur
Les modifications apportées ont donné d'excellents résultats. Le taux de rebut a été réduit à 0,05 % , soit une diminution de 99 % , et toutes les pièces se sont révélées non conductrices après les tests. De plus, le décalage axial a été maîtrisé à 0,02 mm . Par ailleurs, nous avons réduit le temps de cycle de 48 à 29 secondes , augmentant ainsi la production de 40 % . Grâce à cela, le client a pu réduire le coût par lot de 32 % et livrer le produit dans les délais, garantissant ainsi un approvisionnement continu enpièces surmoulées de haute fiabilité .
Cette étude de cas démontre qu'une approche d'ingénierie système est indispensable pour résoudre les défaillances complexes. Grâce à la simulation, à un service de surmoulage sur mesure d'une précision micrométrique et à un contrôle de processus en boucle fermée, nous transformons un environnement de production à haut risque en opérations prévisibles et efficaces. La capacité à garantir à la fois la qualité et la productivité est ce qui distingue généralement un partenaire de premier plan dans le domaine du surmoulage .
Obtenez des résultats similaires : réduisez les rebuts à 0,05 % et le temps de cycle de 40 %. Pour valider un processus de surmoulage sans défaut, contactez notre équipe d’ingénierie pour une analyse du processus et un devis prêt pour la production.

FAQ
1. Quel est le délai standard pour recevoir un devis de surmoulage de votre équipe d'ingénierie ?
Une fois que vous aurez soumis vos conceptions 3D (format STEP/IGS) ainsi que les spécifications des matériaux sur notre site Web sécurisé, l'équipe d'ingénieurs professionnels de LS Manufacturing préparera votre rapport personnalisé détaillé comprenant l'examen DFM, l'assurance de la durée de vie du moule et un devis instantané gratuit et vous le renverra dans les 24 heures .
2. LS Manufacturing peut-elle se procurer ou fabriquer les inserts métalliques pour mes projets d'outillage sur mesure métal-plastique ?
Nous proposons une solution complète et intégrée. Nos ateliers d'emboutissage et de tournage CNC de haute précision nous permettent de fabriquer des inserts métalliques avec des tolérances aussi serrées que ±0,005 mm . De plus, nous acceptons les commandes de matériaux fournis par le client (CMT).
3. Comment votre service de surmoulage métallique protège-t-il la propriété intellectuelle confidentielle des équipementiers automobiles et médicaux ?
LS Manufacturing applique scrupuleusement la norme ISO 27001 relative au système de gestion de la sécurité de l'information . Nous ne communiquons les plans à personne sans la signature d'un accord de confidentialité juridiquement contraignant. De plus, ces plans circulent exclusivement au sein de notre réseau interne sécurisé ERP/PDM. Toute reproduction externe est strictement interdite.
4. Quelle est la quantité minimale de commande pour les services de surmoulage de précision chez LS Manufacturing ?
Pour une intégration optimale à votre processus de développement de nouveaux produits, nous proposons des seuils flexibles pour la fabrication de prototypes et les tests en petites séries lors des phases EVT/DVT. La quantité minimale de commande est de seulement 500 pièces . De plus, nous fournissons des solutions d'outillage aluminium rapides.
5. Quelles opérations secondaires post-moulage proposez-vous pour garantir qu'un devis de surmoulage OEM reste rentable ?
Notre ligne de post-traitement complète nous permet de réaliser des tests d'étanchéité à 100 % à des pressions de 0,3 MPa ou plus, ainsi que le marquage laser, le soudage par ultrasons et les contrôles automatisés de continuité électrique multipoints. En réalisant toutes ces opérations en interne, juste après le moulage par injection , nous aidons nos clients à économiser du temps et de l'argent qu'ils consacreraient autrement à la sous-traitance.
6. Comment éviter les vides internes lors du surmoulage de plastique à parois épaisses sur des inserts métalliques ?
Nous utilisons le logiciel Moldflow de pointe pour optimiser nos systèmes d'alimentation et les commutations de pression de maintien. Dans nos moules sur mesure, des contrôles précis de la pression de maintien à plusieurs étages (jusqu'à 150 MPa ) et des circuits de refroidissement différé permettent de maintenir la porosité des parties épaisses en plastique en dessous de 0,1 % .
7. À quelles normes internationales de qualité de fabrication LS Manufacturing adhère-t-elle pour ses services de surmoulage ?
Notre usine est certifiée IATF 16949 (Systèmes de gestion de la qualité automobile) et ISO 9001. Pour chaque lot de production, nous fournissons des rapports d'inspection dimensionnelle CMM détaillés, des cartes CPK dont le coefficient de qualité doit être d'au moins 1,33 , ainsi que les certificats des matériaux.
8. Pourquoi des frais de modification de moule surviennent-ils parfois, et comment votre devis de moulage par insertion contribue-t-il à les minimiser ?
De nombreux fournisseurs se retrouvent avec des réparations de moules coûteuses en raison de conceptions non vérifiées. LS Manufacturing, en revanche, prévient ces problèmes grâce à des simulations 3D et des analyses de fabricabilité (DFM) gratuites avant la fabrication du moule. Nous prenons même en charge les coûts supplémentaires liés à nos erreurs de conception, sans frais additionnels pour vous.
Résumé
Le surmoulage de haute qualité repose sur la conception du moule, l'adéquation des matériaux et un alignement précis. Même les détails les plus infimes, comme l'absence de délamination et l'obtention d'une finition sans bavure avec des jeux de moule ≤ 0,005 mm , sont essentiels. La validation finale est cruciale, mais atteindre un rendement de production de 99,9 % tout en maîtrisant les coûts exige également une simulation DFM (conception pour la fabrication) poussée et une automatisation poussée.
Ne vous contentez pas de la théorie ; analysez les données concrètes. Vous rencontrez des problèmes de défauts, de prix ou de retards de fournisseurs ? Cliquez sur [Obtenir une analyse DFM gratuite et un devis précis] pour télécharger vos fichiers. Sous 24 heures, vous recevrez par e-mail un rapport détaillé d'équilibre thermique, une analyse gratuite des risques liés aux étapes de production et un devis fiable. Grâce à notre expertise en fabrication, votre projet est assuré d'être couronné de succès.
📞Tél. : +86 185 6675 9667
📧 Courriel : info@lsrpf.com
🌐Site web : https://lsrpf.com/
Clause de non-responsabilité
Le contenu de cette page est fourni à titre informatif uniquement. Services de LS Manufacturing. Aucune déclaration ni garantie, expresse ou implicite, n'est donnée quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou fabricant tiers fournira, par l'intermédiaire du réseau LS Manufacturing, les paramètres de performance, les tolérances géométriques, les caractéristiques de conception spécifiques, la qualité et le type des matériaux ou la qualité de la main-d'œuvre. Ces informations relèvent de la responsabilité de l'acheteur. Demande de devis pour des pièces . Veuillez préciser vos exigences concernant ces sections. Contactez-nous pour plus d'informations .
Équipe de fabrication LS
LS Manufacturing est une entreprise leader du secteur , spécialisée dans les solutions de fabrication sur mesure. Forte de plus de 20 ans d'expérience et de plus de 5 000 clients, elle se concentre sur l'usinage CNC de haute précision, la fabrication de tôlerie , l'impression 3D , le moulage par injection, l'emboutissage et d'autres services de fabrication intégrés.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001:2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse de petites séries ou de personnalisations à grande échelle, nous répondons à vos besoins avec une livraison express sous 24 heures. Choisir LS Manufacturing, c'est choisir l'efficacité, la qualité et le professionnalisme.
Pour en savoir plus, visitez notre site web : www.lsrpf.com .


