
Das Einlegeverfahren ist ein entscheidender Fertigungsprozess für die Metall-Kunststoff-Integration und löst häufig auftretende Probleme wie Verschiebungen der Einlegeteile, Lufteinschlüsse und Rissbildung, die die Produktion beeinträchtigen. Diese Fehler resultieren typischerweise aus branchenweiten Defiziten, wie beispielsweise fehlender multiphysikalischer Kopplungssimulation im Vorfeld und zu großen Toleranzen von mehr als ±0,03 mm . Dies führt zu Gratbildung oder Spannungen unter Einspritzdrücken bis zu 120 MPa , was hohe Ausschussraten und Zuverlässigkeitsprobleme zur Folge hat.
Der Insert-Molding-Service von LS Manufacturing ist ein präzises Metall-Kunststoff-Integrationsverfahren; es verhindert das Verrutschen des Einsatzes, Lufteinschlüsse und Teilerisse bei Drücken bis zu 120 MPa.
Der einzigartige Ansatz von LS Manufacturing nutzt über 15 Jahre Erfahrung mit proprietärer DFM-gestützter Strömungsanalyse und strengen Prozesskontrollen , wie z. B. der Temperaturbalance der Form innerhalb von ±1 °C , um präzises Insert-Molding zu gewährleisten. Das bedeutet für Sie eine reibungslose Produktion mit Toleranzen bis zu ±0,005 mm, kürzere Lieferzeiten und geringere Gesamtbeschaffungskosten durch integrierte, kundenspezifische Werkzeuge. In diesem Artikel erfahren Sie, wie Sie wichtige Kennzahlen Ihrer Form auswerten und mit unseren datentransparenten Methoden Ihre Gesamtbeschaffungskosten deutlich senken können.

Spritzgussservice: Metall-Kunststoff-Werkzeuge & Kosten-Kurzübersicht
| Kostenfaktor | Auswirkungen auf Werkzeug- und Teilekosten | Technische und gestalterische Lösung |
| Positionierungsgenauigkeit | Eine Fehlausrichtung von mehr als ±0,05 mm führt zu Blitzen, unvollständigen Aufnahmen und Ausschuss. | Präzise Positionierung und Verwendung vonPräzisions-Einsatzformhohlräumen mit Einsätzen aus gehärtetem Stahl und automatisierter Roboterplatzierung. |
| Wärmemanagement | Temperaturdifferenz zwischen heißem Kunststoff ( ca. 250°C ) und kaltem Metalleinsatz. | Heizeinsätze auf 80-120°C erhitzen und eine geeignete Dicke der Kunststoffwand um den Einsatz herum festlegen. |
| Vorbereitung der Einlegeoberfläche | Die glatte Oberfläche verhindert ein ausreichendes Einrasten der herausziehbaren Metalleinsätze. | Spezifikation von Einsätzen mit Oberflächenmerkmalen wie Rändelung, Hinterschneidung und Durchgangslöchern zur Verankerung der Kunststoffe. |
| Formverschleiß an den Einlegetaschen | Durch die Verwendung von Stahleinsätzen entsteht Verschleiß am weichen Formstahl, was zu Gratbildung und Toleranzüberschreitungen führt. | Verwendung von Hartmetall- und Hartstahleinsätzen in Formen an jedem Kontaktpunkt mit Metalleinsätzen . |
| Unser Angebotsmodell | Festpreis für die Form zuzüglich eines Stückpreises, der sich nach dem jährlichen Produktionsvolumen richtet ( z. B. 10.000, 100.000 Einheiten ). | Benötigte Primärinformationen: 3D-Modell des Kunststoffteils und des Metalleinsatzes sowie gewünschtes Jahresvolumen. |
Wichtigste Erkenntnisse:
- Präzision ist unbezahlbar: Es lohnt sich, mehr Geld für die Form auszugeben, da die Form die Einsätze mit einer Genauigkeit von ±0,05 mm platzieren kann; dadurch entstehen kein Abfall und nur funktionsfähige Teile.
- Die Verbindung gestalten: Bei der Gestaltung des Metalleinspritzgusses müssen der Prozess berücksichtigt und Befestigungselemente wie Rändelungen und Bohrungen eingebaut werden, anstatt ihn als glatte Welle zu konstruieren.
- Wärmemanagement: Vorwärmen ist notwendig, um Risse aufgrund der hohen Temperaturen zu vermeiden; daher ist das Vorwärmen ein obligatorischer Kostenfaktor bei der Prozessvalidierung.
- Die Produktionsmenge ist der Kostentreiber: Mit steigender Menge sinken die Kosten pro Einheit. Eine genaue Prognose der jährlichen Produktionsmenge ist daher entscheidend für ein optimales Angebot.
Warum Sie diesem Leitfaden vertrauen sollten? Praktische Erfahrungen von LS Manufacturing-Experten
Es gibt zahlreiche theoretische Artikel zum Thema Einlegetechnik . Dieses Handbuch ist jedoch einzigartig. Es basiert auf dem Fachwissen unserer Verfahrenstechniker, die Metalleinsätze fehlerfrei in Kunststoff einfügen. Die Theorie unserer Methodik stützt sich auf Konstruktions- und Optimierungsregeln für fortschrittliche Fertigungsprozesse der International Academy for Production Engineering (CIRP) .
Wir fertigen Komponenten, die keinerlei Fehlfunktionen tolerieren – hermetisch abgedichtete Steckverbinder für Flugzeugtreibstoffsysteme, sensorbestückte Gehäuse für Neurostimulatoren zur Hirnimplantation und elektromagnetisch abgeschirmte Baugruppen für Kfz-Steuergeräte . Die Qualitätssicherung dieser Komponenten erfolgt gemäß den Richtlinien der Society of Manufacturing Engineers (SME) .
Unsere Erfahrung basiert auf Millionen von Spritzgießzyklen. Wir haben gelernt, die Einsätze auf 120 ± 5 °C zu erhitzen, die Angusskanäle so zu gestalten, dass keine Bindenähte am Gewinde der Einsätze entstehen, und die Teile so zu fixieren, dass eine Konzentrizitätstoleranz von ± 0,05 mm eingehalten wird. Wir teilen unsere Erfahrung in der Abfallreduzierung mit Ihnen, damit Sie Ihre Teile mit Einsätzen konstruieren und die gleichen Fehler wie wir in Bezug auf Delamination, Gratbildung und Einsätze vermeiden können.

Abbildung 1: Ein Roboterarm positioniert Einsätze aus Edelstahl 316 in einer Metalleinlegeformanlage für Automobilsensoren.
Warum ist die präzise Anfertigung von kundenspezifischen Werkzeugen für die Metall-Kunststoff-Verbindung so wichtig für die Vermeidung von Bauteildelaminationen?
Die Vermeidung von Delaminationen in Metall-Kunststoff-Verbundbauteilen hängt maßgeblich von der Kontrolle der Grenzflächenspannungen aufgrund der unterschiedlichen Wärmeausdehnung ab. Kernstück dieser Vorgehensweise ist der Einsatz von speziell angefertigten Werkzeugen für die Metall-Kunststoff-Verbindung .
Minderung der CTE-Fehlanpassung durch gezielte mechanische Verzahnung
Die Delaminierungskraft entsteht durch die unterschiedlichen Kontraktionskräfte der Materialien. Die Definition eines spezifischen, konstruktionstechnisch optimierten Designs für die Oberflächen von Metalleinsätzen, wie Rändelungen und Hinterschneidungen, ist daher entscheidend für eine optimale mechanische Verbindung. Durch den Einsatz präziser Spritzgießverfahren lässt sich dies erreichen und somit ein effektiver Verriegelungsmechanismus schaffen, der die Last auf den Kunststoff überträgt und die Haltbarkeit der Serienfertigung vonSpritzgussteilen erhöht.
Optimierung der thermischen Dynamik durch kontrollierte Vorwärmung der Einsätze
Kalteinsätze führen zu vorzeitiger Erstarrung und mangelhafter Haftung. Das Vorwärmen auf 120–140 °C vor dem Spritzgießen ist eine wichtige Kontrollmaßnahme, die den Thermoschock deutlich minimiert. Dadurch wird die Scherspannung an der Grenzfläche reduziert, eine vollständige Benetzung des Metalls durch das Polymer ermöglicht und die nachgewiesene Schälfestigkeit um mindestens 35 % erhöht. Dieser Prozess ist entscheidend für die Validierung thermisch stabiler Spritzgussteile .
Sicherstellung der Materialkompatibilität und Prozessvalidierung
Erfolg stellt sich ein, wenn Materialwissenschaft und Prozessparameter ganzheitlich betrachtet werden. So entsteht ein geprüftes und gleichbleibendes Produkt aus dem Fertigungsprozess. Dies umfasst die Auswahl kompatibler Materialien, den Einsatz von Haftvermittlern und die Kontrolle des Spritzgießprozesses . Dieser Prozess wird durch strenge Prüfungen jedes einzelnen Teils zertifiziert, um die Einhaltung der Kriterien für Delaminationsfreiheit bei komplexen Spritzgießverfahren zu gewährleisten.
Dieses Verfahren, das die Festigkeit um mindestens 35 % steigern kann, schafft die technische Grundlage für eine lange Produktlebensdauer. Es adressiert die zentralen Aspekte Zuverlässigkeit und Produktqualifizierung und sichert Ihnen so durch technische Innovation einen Wettbewerbsvorteil. Erreichen Sie eine Steigerung der Schälfestigkeit um mindestens 35 % bei Ihren Spritzgussteilen . Reichen Sie dazu Ihre Konstruktion für die Metall-Kunststoff-Baugruppe zur Prüfung der Fertigungstauglichkeit und zur Erstellung eines produktionsreifen Prozessplans ein.

Welche spezifischen Parameter bestimmen einen genauen Kostenvoranschlag für das Einlegeverfahren bei OEM-Projekten?
Die Kosten für das Spritzgießen hängen von verschiedenen Produktions- und technischen Faktoren ab und sind keine einfache Stückkostenberechnung. Für OEMs ist ein präzises Angebot wichtig, um die Kostenstruktur ihrer Projekte zu verstehen und dadurch Projektrisiken zu minimieren. Dieses Wissen hilft ihnen außerdem, die Wirtschaftlichkeit ihrer Preisstrategie für das Bauteil besser zu verstehen.
Werkzeugstrategie: Investitions- und Teilekosten im Gleichgewicht halten
- Anzahl der Kavitäten: Bestimmt die Teilekosten anhand der Stückzahl. Mehrfachkavitätenformen senken die Stückkosten – ein Schlüsselelement jedes OEM-Spritzgussangebots .
- Formstahl & Lebensdauer: Hochwertiger Formstahl ( HRC 52+ ) ermöglicht eine 4- bis 5-mal längere Lebensdauer. Dadurch sind stabile Preise auch bei sehr großen Produktionsvolumina im Spritzgussverfahren möglich, da hier keine Überholung erforderlich ist.
Material & Prozess: Direkte Zykluszeittreiber
- Harzverhalten: Die Verwendung von Hochleistungsthermoplasten wie PEEK erfordert längere Zykluszeiten und höhere Maschinentemperaturen. Dies führt zu höheren Stückkosten, die wir Ihnen im Angebot bereits mitgeteilt haben.
- Maßkontrolle: Der Unterschied in der Schrumpfungsrate (z. B. 0,2 % gegenüber 1,5 % ) hat einen erheblichen Einfluss auf Ihre Ausbeute. Daher müssen Sie sicherstellen, dass die von Ihnen hergestellten Präzisions-Einlegeteile den Spezifikationen entsprechen und nur wenig oder gar keinen Abfall aufweisen.
Produktionsabwicklung: Automatisierung definiert Konsistenz
- Einlegetechnik: Die Automatisierung ist das Mittel, mit dem ein Metalleinlege-Spritzgießservice Ihnen eine hervorragende Geschwindigkeit und Genauigkeit garantiert.
- Sekundäre Arbeitsgänge: Durch die Festlegung sekundärer Arbeitsgänge (z. B. Entgraten ) vermeiden Sie nicht nur unnötige Kosten, sondern gelangen auch zu einer Gesamtlösung für die automatisierte Spritzgussproduktion .
Gesamtkostenanalyse: Mehr als nur der Stückpreis
- Lebenszyklusmodellierung: Das tatsächliche Angebot berücksichtigt nicht nur die Werkzeuginvestitionen, sondern auch die Gesamtkosten des Produkts über den gesamten Lebenszyklus.
- Risikominderung: Es beschreibt detailliert die Verluste, die bei einem Ausfall der Werkzeugausrüstung entstehen, was dazu beiträgt, die Notwendigkeit einer Lösung zu verstehen, die solche Probleme verhindert und Ihren Zeitplan bei großen OEM-Programmen einhält.
Ein gut aufbereitetes Angebot für das Spritzgießen ist im Grunde eine detaillierte Aufschlüsselung, wie sich Ihre technischen Entscheidungen auf die Produktkosten auswirken. Dadurch können Sie engere Geschäftsbeziehungen zu Ihren Lieferanten aufbauen. Sie behalten die Gesamtkosten im Blick und sichern gleichzeitig Ihre Lieferkette durch ein bewährtes Fertigungsverfahren ab. Dieses detaillierte Verständnis ist unerlässlich, um die erfolgreiche Umsetzung Ihrer komplexen Spritzgießanwendungen zu gewährleisten.
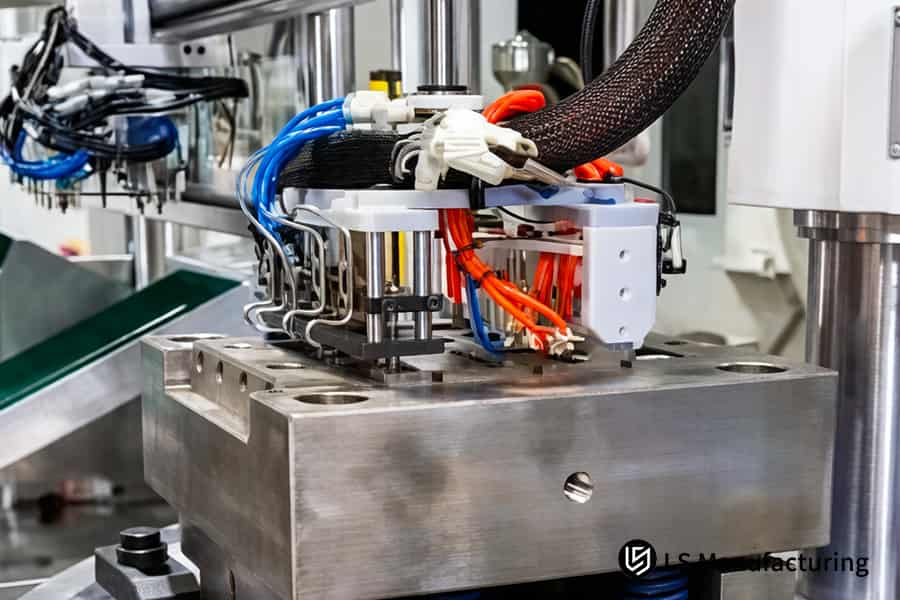
Abbildung 2: Beim Kunststoff-um-Metall-Einsatzspritzen wird PBT-Polymer um einen elektrischen Messingeinsatz für einen Industriestecker eingespritzt.
Wie wirken sich manuelle versus automatisierte Präzisions-Einlegetechnikverfahren auf Teileausbeute und Zuverlässigkeit aus?
Die Wahl zwischen manuellen und automatisierten Verfahren beim Präzisions-Einlegetechnikverfahren beeinflusst die Gleichmäßigkeit von Produktion, Ausbeute und Teilequalität am Ende der Fertigungslinie. Wenn ein Produktfehler hohe Kosten oder Risiken verursachen könnte, hängt die Stabilität Ihrer Lieferkette von dieser Entscheidung ab. Dieser datengestützte Vergleich verdeutlicht die Unterschiede in der Fertigung und hilft Ihnen, potenzielle Hersteller zu bewerten , um ein zuverlässiges Angebot für OEM-Einlegetechnik zu erhalten.
| Metrisch | Manueller Prozess | Automatisierter Prozess & Ihr Vorteil |
| Platzierungsgenauigkeit | Variabel ( 0,5 mm ), was möglicherweise zu einer Fehlausrichtung führt. | Robotergenauigkeit ( ±0,01 mm ). Sie erhalten eine gleichmäßige Platzierung des Kunststoffs über dem Metalleinsatz . |
| Zykluskonsistenz | Variabilität ( 2-5 Sekunden ), die die Teilequalität beeinträchtigt. | Hohe Wiederholgenauigkeit (Abweichung von 0,2 Sekunden ). Die Ergebnisse des Spritzgießverfahrens mit hoher Ausbeute sind sehr konsistent. |
| Erstausbeute | Unterliegt Schwankungen (~ 95-97% ) aufgrund menschlichen Versagens. | Ermöglicht eine Ausbeute von 99,8 % durch Automatisierung. Geringe Ausschussquoten und effiziente Materialausnutzung beim Mehrkavitäten-Einsatzspritzgießen sind Ihre Vorteile. |
| Risiko und Kosten | Ausschuss und Werkzeugverschleiß bergen versteckte Risiken. | Eine höhere Anfangsinvestition ermöglicht einen planbaren Ertrag. Sie sichern sich eine stabile Lieferkette für hochzuverlässiges Insert-Molding . |
Die Automatisierung des Prozesses ist die mit Abstand effektivste Lösung für gleichbleibende Ausbeute und maximale Zuverlässigkeit. Durch die Automatisierung erzielen Sie eine garantierte Ausbeute von 99,8 % , fehlerfreie Teile dank der Vermeidung menschlicher Fehler und stabile Stückkosten. Die Automatisierung ist untrennbar mitpräzisen Umspritzverfahren verbunden, wodurch Ihre Beschaffung als wichtiger Bestandteil Ihrer Lieferkette für komplexeste und anspruchsvollste Umspritzanwendungen gesichert wird.
Welche dynamischen Toleranzen muss die Fertigung von kundenspezifischen Spritzgusswerkzeugen beherrschen, um Gratbildung zu vermeiden?
Gratbildung ist ein großes Problem bei der Herstellung von Präzisionsprodukten. Sie entsteht, wenn Kunststoff zwischen Form und Metalleinsatz austritt. Um Gratbildung zu vermeiden, müssen die dynamischen Toleranzen der Grenzfläche kontrolliert werden. Dies gelingt durch kundenspezifische Spritzgusswerkzeuge , die nicht nur die Sollmaße, sondern auch die Abweichungen kontrollieren. So entstehen Bauteile, die keiner weiteren Bearbeitung bedürfen und dank perfekter Abdichtung auch bei sehr hohem Druck fehlerfrei sind.
Die perfekte Passgenauigkeit der Metall-Formteil-Verbindung
Eine perfekte Abdichtung wird durch die Passung zwischen dem zu formenden Metallteil und dem Formhohlraum aus Stahl erreicht. Die Toleranz für das Metallteil beträgt üblicherweise 0,02 mm . Eine Passung ohne Übermaß ist jedoch erforderlich. In Ihrem Fall bedeutet dies, dass die kritischen Dichtflächen im Werkzeug eine Passung ohne Übermaß gewährleisten müssen, sodass kein Kunststoff austreten und Grat entstehen kann. Dies führt zugratfreiem Umspritzen und erspart die Kosten für das Entgraten.
Einsatz aktiver Vergütung für Teilevariationen
Metallbauteile verändern typischerweise ihre Abmessungen während des Transports zu Ihrem Werk. Moderne Werkzeugkonstruktionen verfügen über aktive Kompensationssysteme mit Hydraulik- und Federkomponenten , die solche Maßabweichungen von bis zu 0,01 mm ausgleichen. Dadurch erhalten Sie ein zuverlässiges System, das eine perfekte Abdichtung unabhängig von etwaigen Toleranzabweichungen Ihrer Zulieferer gewährleistet. Sie erzielen maximale Produktionseffizienz und höhere Ausbeute beim Hochdruck-Einlegetechnikverfahren .
Erreichen eines submikronen Verschlusses unter Injektionskräften
Eine der besten Methoden, um Gratbildung bei sehr hohen Schmelzgeschwindigkeiten ( über 180 mm/s ) zu vermeiden, ist ein optimaler Formschlussspalt von 0,005 mm . Dies erreichen Sie durch hochpräzises Fräsen und Polieren der Siegelflächen. Hierbei ist es wichtig, die Schnellfüllzyklen zu optimieren, um eine feste und optisch ansprechende Kunststoff-Metall-Einlegeform zu gewährleisten.
Synchronisierung von Werkzeugdesign und Prozessintelligenz
Höchste Zuverlässigkeit wird erreicht, wenn die Werkzeuggeometrie optimal auf die Prozessparameter abgestimmt ist. Dies beinhaltet die Auslegung der Angüsse und Kühlsysteme, um einen gleichmäßigen Materialfluss und eine optimale Druckverteilung im gesamten Formhohlraum zu gewährleisten . Durch die Zusammenarbeit mit einem Spritzgießdienstleister , der dies umsetzen kann, profitieren Sie von extrem stabilen Abmessungen. Dieser bietet Ihnen ein zuverlässiges, dokumentiertes Verfahren für das Spritzgießen mit versiegelten Kanten , das die Langlebigkeit Ihrer Baugruppen sichert und Nachbearbeitungsrisiken minimiert.
Dadurch wird das Werkzeug zu einem dynamischen, justierbaren Dichtungsmechanismus . Die präzise Kontrolle der dynamischen Abmessungen auf 0,005 mm genau, kombiniert mit der Integration von Echtzeit-Anpassungen, verhindert jegliche Gratbildung. Das spart viel Zeit, da die Nachbearbeitung komplett entfällt.
Wie beeinflussen Materialabweichungen Ihre Wahl des Anbieters für Metalleinspritzung?
Bei der Montage von Metall-Kunststoff-Produkten kommt es vor allem auf die Kompatibilität zwischen Einsatz und Kunststoff an. Änderungen in Metalllegierungen, Kunststoffadditiven und deren Wechselwirkungen bestimmen die Vorgehensweise und die Werkzeugauswahl. Um Probleme wie Haftungsablösungen und vorzeitigen Werkzeugverschleiß zu vermeiden, empfiehlt es sich dringend, einen Anbieter für Metall-Einlegeteile mit erfahrenen Technikern zu beauftragen.
| Metalleinsatz | Technischer Kunststoff | Wichtigste Herausforderung: Durchschnittliche Zug-Scherfestigkeit | Werkzeuge und Prozesse | Implikation |
| Messing | PBT, 30% | GF Wärmeausdehnungsunterschied. | 18-22 MPa | Für die kundenspezifische Verbindung von Metall und Kunststoff sind spezielle Verriegelungsmechanismen erforderlich. |
| Edelstahl 316L | PPS, 40 % GF | Niedrige Oberflächenenergie, hoher Abrieb. | 20-25 MPa | Erfordert Vorbehandlung der Einsätze und gehärteten Werkzeugstahl. |
| Aluminium 6061 | Nylon 6/6, 35 % GF | Oxidationsrisiko schwächt die Haftung. | 15-19 MPa | Erfordert eine präzise Steuerung von Vorwärmung und Feuchtigkeit. |
| Kohlenstoffstahl | PEEK, 30 % CF | Extreme Verarbeitungstemperaturen und Abrieb. | 24-30+ MPa | Erfordert Hochtemperatur-Einlegetechnik mit Hartmetallwerkzeugen. |
Die Wahl eines Partners mit solchen Daten vereinfacht die Vermeidung allgemeiner Konstruktionsrisiken erheblich. Beim Umspritzen mit Einlegeteilen gewährleistet der Einsatz verschleißfester Werkzeugmaterialien die Stabilität der Bauteile. Kenntnisse über die Haftfestigkeiten ermöglichen eine fundiertere Materialauswahl und somit einen sichereren Validierungsprozess. Dieser sorgfältige Ansatz, den auch Anbieter von Präzisions-Einlegeteilen mit Einlegeteilen verfolgen, führt zu exzellenten Ergebnissen.

Abbildung 3: Kundenspezifisches Spritzgusswerkzeug verarbeitet geschmolzenes Polymer in einer Mehrkavitätenform aus 6061 Aluminium für kleine elektronische Bauteile.
Welche spezielle Evaluierungscheckliste optimiert die kundenspezifischen Spritzgusswerkzeuge vor der Serienproduktion?
Der Übergang vom Prototyp zur Serienfertigung im Spritzgussverfahren erfordert zertifizierte Werkzeuge und Prozesse, um kostspielige Probleme zu vermeiden. Eine gut vorbereitete, datengestützte Checkliste für die Vorproduktion ist ein unverzichtbares Instrument zur Risikominimierung. Diese Prozessprüfungen bilden die Grundlage für ein transparentes OEM-Angebot im Spritzgussverfahren und ermöglichen einen reibungslosen Projektstart mit gleichbleibender Qualität und hoher Ausbeute . Zudem behalten Sie die volle Kontrolle über die endgültigenKosten .
Durchflussbilanz und Torintegritätsvalidierung
- Prüfen Sie, ob die Auswuchtung der Spritzgießanlage korrekt ist und ob die Füllungleichheit zwischen den Kavitäten maximal 1 % beträgt.
- Ihr Vorteil: Sie erhalten eine gleichmäßige Verteilung von Teilegewicht und -eigenschaften, wodurch Qualitätsschwankungen bei derMehrkomponenten-Einlegetechnik vermieden werden.
Überprüfung der Stabilität thermischer Prozesse
- Prüfung: Begründen Sie die Begrenzung des scherinduzierten Temperaturanstiegs an den Toren auf 5°C und verifizieren Sie, dass die Kühlleitungen in der Lage sind, eine turbulente Strömung ( Re 4000 ) zu erreichen.
- Ihr Vorteil: Sie erhalten ein stabiles Prozessfenster und vermeiden Materialermüdung sowie die für das Spritzgießen mit hohen Toleranzen notwendigen gleichmäßigen Zykluszeiten.
Einheitlichkeit bei der Handhabung und Zubereitung von Beilagen
- Prüfen: Sicherstellen, dass die Vorwärmung des Einsatzes innerhalb von 3°C liegt und die Platzierungsgenauigkeit des Roboters (z. B. 0,02 mm ) korrekt ist.
- Ihr Vorteil: Sie beseitigen Schwankungen der Haftfestigkeit und verhindern Delaminationen beim Präzisions-Hybrid-Einlegeverfahren .
Werkzeughaltbarkeit und Lebensdauerdesign
- Hinweis: Verwenden Sie in stark beanspruchten Bereichen gehärtete Stähle ( HRC 50+ ) oder Hartmetall und sorgen Sie für eine einfache Wartung der Komponenten.
- Ihr Vorteil: Ihre kundenspezifischen Spritzgusswerkzeuge behalten ihre Genauigkeit über die gesamte Lebensdauer hinweg, wodurch Ihre Stückkosten geschützt und ungeplante Ausfallzeiten vermieden werden.
Diese Checkliste wandelt ein Angebot in einen validierten Produktionsplan um und ermöglicht die Überprüfung potenzieller Partner . Sie trägt dazu bei, eine vorhersehbare Teilequalität, Werkzeuglebensdauer und geringere Kosten zu gewährleisten. Eine vorausschauende und disziplinierte Planung ist der entscheidende Faktor für den Erfolg von Programmen im Bereich des hochzuverlässigen Spritzgießens . Der wirtschaftliche Erfolg hängt in diesen Fällen maßgeblich vom Risikomanagement ab.

Abbildung 4: Diese schwarzen Kunststoffkomponenten mit Metallgewinden sind bereit für ein OEM-Einspritzspritzverfahren von LS Manufacturing.
Fallstudie: Wie LS Manufacturing die Werkzeugtechnik für kundenspezifisches Einlegeverfahren im Medizin- und Automobilbereich optimierte, um die Ausschussrate drastisch zu senken?
Ein Automobilzulieferer hatte Probleme mit dem Hochspannungswechselrichter . BeimSpritzgießen von Kunststoff über Metall verschoben sich die Kupferschienen, was zu einer Ausschussquote von 4,2 % durch dielektrische Durchschläge führte. Zusätzlich drohte eine lange Zykluszeit von 48 Sekunden die Projektpläne zu gefährden. Das Unternehmen benötigte dringend eine umfassende Lösung, um Qualität und hohe Produktionsvolumina für seine Elektrofahrzeugplattform sicherzustellen.
Herausforderung für den Kunden
Das betreffende Bauteil war ein Kupferanschlusseinsatz, der mit einem PBT+30%GF- Isolator umspritzt war. Anfänglich konnte sich der Einsatz während des Spritzgießprozesses um 0,15 mm verschieben, was dazu führte, dass die dünnen Isolierwände den 5000-V -Hochspannungstest nicht bestanden. Dieses Problem in Verbindung mit der langen Zykluszeit trieb die Kosten in die Höhe und gefährdete die Markteinführung eines wichtigen Hochspannungs-Einsatzformmoduls für einen großen Automobilhersteller.
LS Fertigungslösung
Präzise Werkzeuge, Automatisierung und Prozesssteuerung waren die Hauptbestandteile unserer Lösung. Im Projekt entwickelten wir kundenspezifische Werkzeuge für die Metall-Kunststoff-Verbindung mit engsten Maßtoleranzen – die Dichtflächen lagen innerhalb von 0,005 mm – und integrierten Maßnahmen zur Vermeidung von Gratbildung. Ein 6-Achs-Roboter platzierte die Einsätze präzise, und ein Mehrzonen-Temperaturregler hielt die Form bei 135 °C ± 1 °C. All diese Faktoren gewährleisteten eine einwandfreie Verkapselung für diese Anwendung im Bereich des Spritzgießens und somit höchste Sicherheitsstandards.
Ergebnisse und Wert
Die vorgenommenen Änderungen zeigten gute Ergebnisse. Der Ausschuss wurde auf 0,05 % reduziert, was einer Senkung um 99 % entspricht, und alle Teile waren nach dem Test nichtleitend. Zudem wurde die axiale Verschiebung auf 0,02 mm begrenzt. Darüber hinaus verkürzten wir die Zykluszeit von 48 auf 29 Sekunden und steigerten so den Ausstoß um 40 % . Dadurch konnte der Kunde die Kosten pro Charge um 32 % senken und das Produkt termingerecht liefern. Dies gewährleistet eine kontinuierliche Versorgung mithochzuverlässigen Spritzgussteilen .
Diese Fallstudie zeigt, dass ein systemtechnischer Ansatz erforderlich ist, um komplexe Fehler zu beheben. Mithilfe von Simulationen, mikrometergenauen kundenspezifischen Metallbearbeitungsdienstleistungen und geschlossener Prozesssteuerung können wir eine risikoreiche Produktionsumgebung in einen planbaren und effizienten Betrieb umwandeln. Die Fähigkeit, sowohl Qualität als auch Produktivität zu gewährleisten, zeichnet einen führenden Partner im Bereich Insert Molding aus.
Erzielen Sie ähnliche Ergebnisse: Reduzieren Sie den Ausschuss auf 0,05 % und verkürzen Sie die Zykluszeit um 40 %. Um einen fehlerfreien Spritzgießprozess zu validieren, kontaktieren Sie unser Ingenieurteam für eine Prozessanalyse und ein produktionsfertiges Angebot.

Häufig gestellte Fragen
1. Wie lange dauert es üblicherweise, bis wir von Ihrem Entwicklungsteam ein Angebot für die Kosten des Insert-Molding-Verfahrens erhalten?
Sobald Sie Ihre 3D-Konstruktionen (STEP/IGS-Format) zusammen mit den Materialspezifikationen auf unserer sicheren Website eingereicht haben, erstellt das professionelle Ingenieurteam von LS Manufacturing Ihren ausführlichen, individuellen Bericht inklusive DFM-Überprüfung, Gewährleistung der Werkzeuglebensdauer und einem kostenlosen Sofortangebot und sendet ihn Ihnen innerhalb von 24 Stunden zurück.
2. Kann LS Manufacturing die Metalleinsätze für meine kundenspezifischen Metall-Kunststoff-Werkzeugprojekte beschaffen oder herstellen?
Wir bieten Ihnen hier eine umfassende Komplettlösung. In unseren hochpräzisen Metallstanz- und CNC-Drehereien fertigen wir Metalleinsätze mit Toleranzen bis zu ±0,005 mm . Darüber hinaus unterstützen wir das Modell „Kundenseitig bereitgestelltes Material“ (CMT).
3. Wie schützt Ihr Service für Metalleinspritzung das vertrauliche geistige Eigentum von Automobil- und Medizintechnik-OEMs?
LS Manufacturing befolgt die Anforderungen des Informationssicherheitsmanagementsystems ISO 27001 strikt. Zeichnungen werden erst nach Unterzeichnung einer rechtsverbindlichen Geheimhaltungsvereinbarung zugänglich gemacht. Zudem werden diese Zeichnungen ausschließlich über unser sicheres internes ERP/PDM-Entwicklungsnetzwerk übertragen. Jegliches Kopieren nach außen ist untersagt.
4. Wie hoch ist die Mindestbestellmenge für Präzisions-Einlegeteile-Spritzgießdienstleistungen bei LS Manufacturing?
Um Ihren Produktentwicklungsprozess optimal zu unterstützen, bieten wir flexible Schwellenwerte für die Prototypenfertigung und Kleinserienprüfung während der EVT/DVT-Phasen. Die Mindestbestellmenge beginnt bereits bei 500 Stück . Und das ist noch nicht alles: Wir bieten auch schnelle Lösungen für die Aluminiumwerkzeugfertigung.
5. Welche Nachbearbeitungsschritte bieten Sie an, um sicherzustellen, dass ein Angebot für OEM-Einlegeteile kosteneffektiv bleibt?
Unsere komplette Nachbearbeitungslinie ermöglicht uns die Durchführung von 100% igen Dichtheitsprüfungen bei Drücken ab 0,3 MPa sowie Lasermarkierung, Ultraschallschweißen und automatisierten Mehrpol-Durchgangsprüfungen. Indem wir all dies direkt nach dem Spritzguss im eigenen Haus erledigen, helfen wir unseren Kunden, Zeit und Kosten für die Vergabe von Unteraufträgen zu sparen.
6. Wie lassen sich innere Lufteinschlüsse beim Umspritzen von Metalleinsätzen mit dickwandigem Kunststoff vermeiden?
Wir setzen auf die hochentwickelte Moldflow-Software, um unsere Angusskanäle und Umschaltungen hinsichtlich des Nachdrucks optimal abzustimmen. In unseren kundenspezifisch gefertigten Formen sorgen präzise, mehrstufige Nachdruckregelungen (bis zu 150 MPa ) und verzögerte Kühlkreisläufe dafür, dass die Porosität in dicken Kunststoffabschnitten unter 0,1 % bleibt.
7. Welche internationalen Qualitätsstandards für die Fertigung hält LS Manufacturing bei seinen Insert-Molding-Dienstleistungen ein?
Unser Werk ist nach IATF 16949 (Qualitätsmanagementsysteme für die Automobilindustrie) und ISO 9001 zertifiziert. Für jede Produktionscharge liefern wir detaillierte CMM-Maßprüfberichte, CPK-Diagramme mit einem Mindestwert von 1,33 sowie Materialzertifikate.
8. Warum fallen manchmal Kosten für Formmodifikationen an, und wie trägt Ihr Kostenangebot für das Insert-Molding dazu bei, diese zu minimieren?
Viele Zulieferer sehen sich aufgrund ungeprüfter Konstruktionen mit kostspieligen Nachbesserungen an ihren Formen konfrontiert. LS Manufacturing beugt diesen Problemen jedoch durch 3D-Simulationen und kostenlose DFM-Prüfungen vor dem Formenbau vor. Wir übernehmen sogar alle Mehrkosten, die durch Konstruktionsfehler unsererseits entstehen – ohne zusätzliche Kosten für Sie.
Zusammenfassung
Hochwertiges Insert-Molding vereint Werkzeugdesign, Materialabstimmung und präzise Ausrichtung. Selbst kleinste Details, wie die Vermeidung von Delamination und das Erreichen der Gratfreiheit mit Werkzeugspalten von ≤ 0,005 mm , sind entscheidend. Die erfolgreiche Endvalidierung ist unerlässlich, doch um eine Produktionsausbeute von 99,9 % zu erzielen und die Kosten niedrig zu halten, sind auch eine gründliche DFM-Simulation und -Automatisierung notwendig.
Verlassen Sie sich nicht nur auf die Theorie, sondern prüfen Sie die tatsächlichen Daten. Haben Sie Probleme mit Fehlern, unklaren Preisen oder Lieferverzögerungen? Klicken Sie auf [ Kostenlose DFM-Prüfung und präzises Angebot anfordern], um Ihre Dateien hochzuladen. Innerhalb von 24 Stunden erhalten Sie eine E-Mail mit einer detaillierten Wärmebilanzprüfung, einer kostenlosen Gate-Risikoanalyse und einem verbindlichen Angebot. So sichern Sie sich den Erfolg Ihres Projekts dank unserer Expertise in der Fertigung.
📞Tel.: +86 185 6675 9667
📧E-Mail: info@lsrpf.com
🌐Website: https://lsrpf.com/
Haftungsausschluss
Die Inhalte dieser Seite dienen ausschließlich Informationszwecken. LS Manufacturing übernimmt keine Gewähr für die Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es kann nicht davon ausgegangen werden, dass ein Drittanbieter oder Hersteller über das LS Manufacturing-Netzwerk Leistungsparameter, geometrische Toleranzen, spezifische Konstruktionsmerkmale, Materialqualität und -art oder Verarbeitung bereitstellt. Dies liegt in der Verantwortung des Käufers. Fordern Sie ein Teileangebot an. Geben Sie bitte Ihre spezifischen Anforderungen für diese Abschnitte an. Kontaktieren Sie uns für weitere Informationen .
LS-Fertigungsteam
LS Manufacturing ist ein branchenführendes Unternehmen mit Fokus auf kundenspezifische Fertigungslösungen. Wir verfügen über mehr als 20 Jahre Erfahrung und haben über 5.000 Kunden betreut. Unsere Schwerpunkte liegen auf hochpräziser CNC-Bearbeitung , Blechbearbeitung , 3D-Druck , Spritzguss, Metallstanzen und weiteren Komplettlösungen für die Fertigung.
Unser Werk ist mit über 100 hochmodernen 5-Achs-Bearbeitungszentren ausgestattet und nach ISO 9001:2015 zertifiziert. Wir bieten unseren Kunden in über 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ob Kleinserien oder kundenspezifische Großprojekte – wir erfüllen Ihre Anforderungen mit schnellster Lieferzeit innerhalb von 24 Stunden. Entscheiden Sie sich für LS Manufacturing. Das steht für Effizienz, Qualität und Professionalität.
Mehr erfahren Sie auf unserer Website: www.lsrpf.com .


