
Il servizio di stampaggio a inserto è un processo produttivo fondamentale per l'integrazione metallo-plastica e risolve problemi comuni come lo spostamento dell'inserto, le bolle d'aria e le crepe nei pezzi che interrompono la produzione. Questi guasti derivano in genere da lacune diffuse nel settore, come la mancanza di una simulazione preliminare di accoppiamento multifisico e tolleranze troppo ampie superiori a ±0,03 mm , che causano bave o stress a pressioni di iniezione fino a 120 MPa , con conseguenti elevati tassi di scarto e problemi di affidabilità.
Il servizio di stampaggio a inserto di LS Manufacturing è un processo di integrazione metallo-plastica di precisione che elimina lo spostamento dell'inserto, le bolle d'aria e le crepe nei pezzi fino a pressioni di 120 MPa.
L'approccio esclusivo di LS Manufacturing si avvale di oltre 15 anni di esperienza, combinando l'analisi del flusso guidata da DFM (Design for Manufacturing) con rigorosi controlli di processo , come il bilanciamento termico dello stampo entro ±1°C , per garantire uno stampaggio di precisione degli inserti . Ciò si traduce in una produzione senza interruzioni con tolleranze fino a ±0,005 mm, tempi di consegna più brevi e costi totali di approvvigionamento inferiori grazie a stampi personalizzati integrati. La lettura di questo articolo vi mostrerà come valutare i parametri chiave dello stampo e utilizzare i nostri metodi trasparenti per ridurre drasticamente il vostro TPC (Total Productive Cost).

Servizio di stampaggio a inserti: Guida rapida alla realizzazione di stampi da metallo a plastica e ai relativi costi
| Fattore di costo | Impatto sugli utensili e sul costo dei componenti | Soluzione tecnica e di progettazione |
| Precisione di posizionamento dell'inserto | Un disallineamento superiore a ±0,05 mm provoca bagliori, scatti incompleti e scarti. | Posizionamento preciso e utilizzo di cavitàdi stampaggio di precisione con inserti in acciaio temprato e posizionamento robotizzato automatizzato. |
| Gestione termica | Differenza di temperatura tra la plastica calda ( circa 250 °C ) e l'inserto metallico freddo. | Riscaldare gli inserti a 80-120 °C e specificare uno spessore adeguato della parete in plastica attorno all'inserto. |
| Preparazione della superficie di inserimento | La superficie liscia impedisce un sufficiente incastro con gli inserti metallici che possono essere estratti. | Specifiche degli inserti con superfici quali zigrinature, sottosquadri e fori passanti per l'ancoraggio delle materie plastiche. |
| Usura dello stampo nelle tasche degli inserti | Gli inserti in acciaio provocano usura sull'acciaio morbido dello stampo, causando bave e usura delle tolleranze. | Utilizzo di inserti in carburo e acciaio temprato negli stampi in ogni punto di contatto con gli inserti metallici . |
| Il nostro modello di preventivazione | Preventivo fisso per lo stampo, con un prezzo unitario variabile a seconda del volume di produzione annuo ( ad esempio 10.000, 100.000 unità ). | Informazioni principali richieste: modello 3D del componente in plastica e dell'inserto metallico , e volume annuo desiderato. |
Punti chiave:
- La precisione non ha prezzo: ha senso investire di più nello stampo perché quest'ultimo è in grado di posizionare gli inserti con una precisione di ±0,05 mm , evitando così sprechi e garantendo la produzione di pezzi funzionali.
- Progettazione del legame: la progettazione dello stampaggio dell'inserto metallico richiede di considerare il processo e di includere elementi di fissaggio come zigrinature e fori, piuttosto che progettarlo come un albero liscio.
- Gestione del calore: il preriscaldamento è necessario per prevenire la formazione di crepe dovute alle alte temperature ; pertanto, il preriscaldamento diventa una componente di costo imprescindibile nella validazione del processo.
- Il volume è il fattore determinante dei costi: all'aumentare della quantità, il costo unitario diminuisce. Prevedere con precisione il volume di produzione annuale diventa quindi fondamentale per ottenere il miglior preventivo.
Perché fidarsi di questa guida? L'esperienza pratica degli esperti di LS Manufacturing.
Esistono numerosi articoli teorici sullo stampaggio a inserti . Ma questo manuale è unico. È stato creato sulla base dell'esperienza dei nostri ingegneri di processo, che uniscono inserti metallici alla plastica senza alcun difetto. La teoria alla base della nostra metodologia si fonda sulle regole di progettazione e ottimizzazione per i processi di produzione avanzati sviluppate dall'Accademia Internazionale di Ingegneria della Produzione (CIRP) .
Produciamo componenti che non possono permettersi alcun tipo di malfunzionamento: connettori ermeticamente sigillati per i sistemi di alimentazione degli aeromobili, alloggiamenti con sensori integrati per i neurostimolatori impiantabili nel cervello e assemblaggi schermati dalle interferenze elettromagnetiche per le centraline di controllo automobilistiche . Il controllo qualità di tali componenti viene effettuato secondo le linee guida stabilite dalla Society of Manufacturing Engineers (SME) .
La nostra esperienza deriva da milioni di cicli di stampaggio, durante i quali abbiamo imparato a riscaldare l'inserto a 120±5ºC , a ottimizzare il design dei canali di iniezione per evitare la comparsa di linee di giunzione sulla filettatura degli inserti e a serrare in modo da mantenere una tolleranza di concentricità di ±0,05 mm . Mettiamo a vostra disposizione la nostra esperienza nella riduzione degli sprechi, affinché possiate progettare i vostri componenti utilizzando inserti ed evitare gli stessi errori che abbiamo commesso noi in merito a delaminazione, bave e inserti.

Figura 1: Un braccio robotico posiziona inserti in acciaio inossidabile 316 in un servizio di stampaggio di inserti metallici per sensori automobilistici.
Perché la realizzazione di stampi di precisione personalizzati per la lavorazione del metallo e della plastica è fondamentale per eliminare la delaminazione dei componenti?
La prevenzione della delaminazione nei componenti compositi metallo-plastica si basa in gran parte sul controllo delle sollecitazioni interfacciali dovute alla dilatazione termica differenziale. Alla base di questo processo vi è l'utilizzo di stampi personalizzati per la giunzione metallo-plastica .
Attenuazione della discrepanza CTE tramite interblocco meccanico ingegnerizzato
La forza di delaminazione si verifica a causa delle diverse forze di contrazione dei materiali. Definire un design specifico per le superfici degli inserti metallici, come la zigrinatura e i sottosquadri, diventa fondamentale per ottenere un collegamento meccanico ottimale. Grazie ai servizi di stampaggio di precisione con inserti , è possibile raggiungere questo obiettivo e, di conseguenza, creare un efficace meccanismo di bloccaggio che trasferisce il carico alla plastica e aumenta la durata della produzionedi inserti ad alto volume .
Ottimizzazione della dinamica termica mediante preriscaldamento controllato dell'inserto
L'inserimento a freddo porta a una solidificazione prematura e a una scarsa adesione. Il preriscaldamento a 120-140 °C prima dello stampaggio a iniezione è una misura di controllo importante che riduce significativamente lo shock termico. Ciò riduce lo stress di taglio all'interfaccia, consentendo la completa bagnatura del metallo da parte del polimero e determinando un comprovato aumento della resistenza alla pelatura pari o superiore al 35% . Questo processo è fondamentale per validare la stabilità termica dei componenti stampati con inserti .
Garantire la compatibilità dei materiali e la validazione del processo
Il successo si raggiunge quando si considera in modo olistico sia la scienza dei materiali che i parametri di processo . Si ottiene così un prodotto approvato e di qualità costante dal processo produttivo. Questo include la ricerca di materiali compatibili, l'utilizzo di agenti accoppianti e il controllo del servizio di stampaggio a inserto . Il servizio è certificato da rigorosi test su ogni singolo componente per garantire l'assenza di delaminazione anche nello stampaggio a inserto complesso .
Questa tecnica, in grado di aumentare la resistenza di almeno il 35% , fornisce le basi tecniche necessarie a garantire la durata del prodotto. Affronta le problematiche chiave di affidabilità e qualificazione del prodotto, offrendo un vantaggio competitivo grazie all'innovazione tecnologica. Ottieni un aumento della resistenza alla pelatura pari o superiore al 35% nel tuo stampaggio a inserto . Per iniziare, invia il progetto del tuo assemblaggio metallo-plastica per una verifica di fattibilità e un piano di processo pronto per la produzione.

Quali parametri specifici determinano un preventivo accurato per lo stampaggio a inserto nei progetti OEM?
Il costo di uno stampaggio a inserto è influenzato da diversi fattori produttivi e tecnici e non può essere considerato una semplice stima per singolo pezzo. In primo luogo, è importante per gli OEM disporre di un preventivo accurato per comprendere la struttura dei costi dei loro programmi e, di conseguenza, ridurre i rischi. Inoltre, questa conoscenza può contribuire a una migliore comprensione della redditività della strategia di determinazione dei prezzi per il componente.
Strategia di attrezzaggio: trovare il giusto equilibrio tra investimenti e costi dei componenti.
- Numero di cavità: determina il costo del pezzo in base al volume. Gli stampi multicavità riducono i costi unitari, un elemento chiave in qualsiasi preventivo di stampaggio OEM .
- Acciaio per stampi e durata: l'acciaio per stampi di alta qualità ( HRC 52+ ) garantisce una durata 4-5 volte superiore. Ciò consente di mantenere prezzi stabili anche per le operazioni di stampaggio a inserti ad altissimo volume che non richiedono una ricostruzione.
Materiali e processi: fattori determinanti diretti del tempo di ciclo
- Comportamento della resina: l'utilizzo di termoplastiche ad alte prestazioni come il PEEK richiede tempi di ciclo più lunghi e temperature di lavorazione più elevate. Ciò comporta un aumento del costo unitario del pezzo, che vi è stato addebitato nel preventivo.
- Controllo dimensionale: la differenza nel tasso di ritiro (ad esempio, 0,2% contro 1,5% ) ha un effetto significativo sulla resa, quindi è fondamentale assicurarsi che i componenti stampati con inserti di precisione siano conformi alle specifiche e con scarti minimi o nulli.
Esecuzione della produzione: l'automazione definisce la coerenza
- Posizionamento degli inserti: l'automazione è il mezzo con cui un servizio di stampaggio a iniezione di inserti metallici garantisce velocità e precisione eccellenti.
- Operazioni secondarie: specificando le operazioni secondarie (ad esempio la rimozione del canale di colata ) non solo si evitano costi superflui, ma si giunge anche a una soluzione complessiva per la produzione automatizzata di stampaggio a inserto .
Analisi dei costi totali: oltre il prezzo unitario
- Modellazione del ciclo di vita: il preventivo reale terrà conto non solo dell'investimento in attrezzature, ma anche del costo totale del prodotto durante tutto il suo ciclo di vita.
- Mitigazione del rischio: descrive in dettaglio le perdite derivanti da guasti alle attrezzature, aiutando a comprendere la necessità di una soluzione che prevenga tali problemi e mantenga inalterate le tempistiche nei grandi programmi OEM .
Un preventivo ben preparato per lo stampaggio a inserti è essenzialmente una ripartizione dettagliata di come le tue scelte ingegneristiche influiranno sul costo del prodotto, consentendoti di instaurare rapporti commerciali più solidi con i tuoi fornitori. Ti permette di avere un controllo sul costo totale dell'articolo, proteggendo al contempo la tua catena di fornitura attraverso un metodo di produzione collaudato. Una comprensione così dettagliata è indispensabile per garantire che le tue complesse applicazioni di stampaggio a inserti siano ...
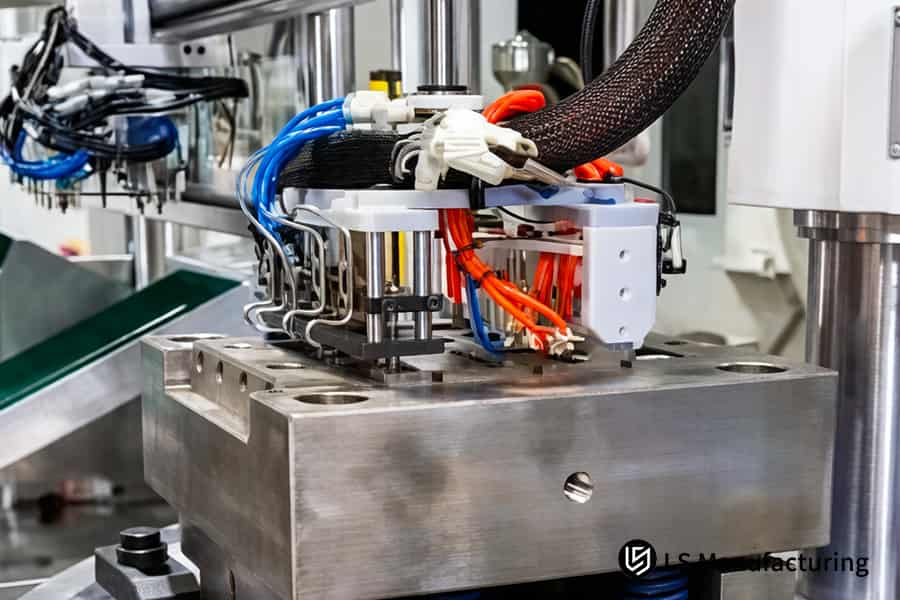
Figura 2: Stampaggio di inserti in plastica su metallo mediante iniezione di polimero PBT attorno a un inserto elettrico in ottone per un connettore industriale.
In che modo i servizi di stampaggio di precisione con inserti, manuali o automatizzati, influiscono sulla resa e sull'affidabilità dei pezzi?
La scelta tra metodi manuali e automatizzati nei servizi di stampaggio a inserti di precisione influisce sull'uniformità della produzione, sulla resa e sulla qualità dei pezzi a fine linea. Se un difetto di produzione può comportare costi o rischi elevati, la stabilità della catena di fornitura dipenderà da questa decisione. Questo confronto affiancato, supportato da dati concreti, illustra le differenze di produzione e aiuta a valutare i potenziali fornitori , consentendo di ottenere un preventivo affidabile per lo stampaggio a inserti OEM .
| metrico | Processo manuale | Processo automatizzato e vantaggi per te |
| Precisione del posizionamento | Variabile ( 0,5 mm ), con possibile conseguente disallineamento. | Precisione robotica ( ±0,01 mm ). Si ottiene un posizionamento uniforme della plastica sull'inserto metallico . |
| Coerenza del ciclo | Variabilità ( 2-5 secondi ), che compromette la qualità del pezzo. | Elevata ripetibilità (variazione di 0,2 secondi ). I risultati dello stampaggio a inserti ad alta resa sono molto costanti. |
| Resa al primo passaggio | Soggetto a fluttuazioni (~ 95-97% ) dovute a errori umani. | Consente una resa del 99,8% grazie all'automazione. Bassi tassi di scarto e un utilizzo efficiente del materiale nello stampaggio a inserti multicavità saranno i vostri vantaggi. |
| Rischio e costi | Gli scarti e l'usura degli utensili comportano rischi nascosti. | Un investimento iniziale maggiore garantisce un rendimento prevedibile. Si assicura una catena di fornitura stabile per lo stampaggio a inserti ad alta affidabilità . |
Automatizzare il processo è la soluzione più efficace per ottenere rese costanti e la massima affidabilità. L'automazione garantisce una resa del 99,8% , pezzi privi di difetti grazie all'eliminazione dell'errore umano e costi unitari stabili. L'automazione è inscindibile dalle operazionidi stampaggio a inserti con tolleranze ristrette , che a loro volta consolidano la vostra posizione di fornitore strategico per le applicazioni di stampaggio a inserti più complesse ed esigenti.
Quali tolleranze dinamiche devono essere impostate su misura nello stampo per evitare problemi di bave?
La formazione di bave di stampaggio è un problema importante nella produzione di prodotti di precisione. Si verifica quando la plastica fuoriesce tra lo stampo e l'inserto metallico . Per evitare la formazione di bave, è necessario controllare le tolleranze dinamiche dell'interfaccia ibrida. Ciò può essere ottenuto mediante stampi a inserto personalizzati che controllano non solo le dimensioni nominali, ma anche la variabilità, per fornire componenti che non necessitano di ulteriori lavorazioni e sono privi di difetti grazie a una tenuta impeccabile anche a pressioni molto elevate.
Padroneggiare l'interfaccia metallo-stampo
Una tenuta perfetta si ottiene grazie all'interfaccia tra la parte metallica da stampare e la cavità dello stampo in acciaio. La tolleranza per la parte metallica è solitamente di 0,02 mm , sebbene sia necessario un accoppiamento a interferenza zero. Nel vostro caso, ciò significa consentire un accoppiamento a interferenza zero-zero delle superfici di tenuta critiche all'interno dello stampo, in modo che la plastica non abbia alcuna possibilità di fluire e causare bave, con conseguentestampaggio dell'inserto senza bave e senza costi di sbavatura.
Utilizzo della compensazione attiva per la variazione parziale
I componenti metallici in genere subiscono variazioni dimensionali durante il trasporto verso il vostro stabilimento. Gli stampi moderni sono dotati di sistemi di compensazione attiva con componenti idraulici e a molla per compensare tali variazioni dimensionali fino a 0,01 mm . In questo modo, si ottiene un sistema affidabile che garantisce una tenuta perfetta, indipendentemente da qualsiasi variazione di tolleranza dimensionale dei vostri fornitori. Potrete così beneficiare della massima efficienza produttiva e di una maggiore resa nello stampaggio a inserti ad alta pressione .
Raggiungimento di una chiusura sub-micronica sotto forze di iniezione
Uno dei metodi migliori per eliminare la formazione di bave durante le velocità di fusione molto elevate ( superiori a 180 mm/s ) è quello di ottenere un gioco di chiusura dello stampo ottimale di 0,005 mm . Questo risultato si ottiene mediante la fresatura e la lucidatura di alta precisione delle superfici di tenuta. In questa fase è fondamentale ottimizzare i cicli di riempimento rapido per garantire che lo stampaggio della plastica su inserto metallico sia resistente e visivamente gradevole.
Sincronizzazione della progettazione degli strumenti con l'intelligenza di processo
La massima affidabilità si raggiunge integrando la geometria dello stampo con i parametri di processo a un livello molto elevato. Ciò implica la progettazione dei canali di iniezione e dei sistemi di raffreddamento per garantire un flusso regolare e una distribuzione uniforme della pressione all'interno della cavità dello stampo. Collaborando con un servizio di stampaggio a inserti in grado di fare ciò, potrete beneficiare di dimensioni estremamente stabili. Vi verrà fornito un processo di stampaggio a inserti con bordi sigillati affidabile e documentato, che garantisce la durata nel tempo dei vostri assemblaggi ed elimina i rischi post-produzione.
In questo modo, l'utensile diventa un vero e proprio meccanismo di tenuta dinamico e regolabile . Il rigoroso controllo delle dimensioni dinamiche a 0,005 mm , combinato con l'integrazione di modifiche in tempo reale, consente di evitare qualsiasi difetto di bava. Ciò si traduce in un notevole risparmio di tempo, poiché è possibile eliminare completamente la lavorazione secondaria.
In che modo le variazioni dei materiali influenzano la scelta del fornitore di servizi di stampaggio a inserti metallici?
L'assemblaggio di prodotti metallo-plastica si basa sulla compatibilità tra l'inserto e la plastica. Le variazioni nelle leghe metalliche, negli additivi plastici e nella loro interazione determinano la configurazione del processo e degli stampi. Per prevenire problemi come il distacco e l'usura precoce degli stampi, è fortemente consigliato affidarsi a un servizio di stampaggio con inserti metallici e tecnici esperti.
| Inserto metallico | Plastica tecnica | Sfida principale Resistenza media al taglio a trazione | Strumenti e processi | Implicazione |
| Ottone | PBT, 30% | Disallineamento della dilatazione termica GF. | 18-22 MPa | La realizzazione di stampi personalizzati per la lavorazione del metallo e della plastica richiede caratteristiche di incastro progettate su misura. |
| Acciaio inossidabile 316L | PPS, 40% GF | Bassa energia superficiale, elevata abrasione. | 20-25 MPa | Richiede il pretrattamento dell'inserto e acciaio per utensili temprato. |
| Alluminio 6061 | Nylon 6/6, 35% GF | Il rischio di ossidazione indebolisce l'adesione. | 15-19 MPa | Richiede un controllo preciso del preriscaldamento e dell'umidità. |
| acciaio al carbonio | PEEK, 30% CF | Temperature di lavorazione estreme e abrasione. | 24-30+ MPa | Richiede lo stampaggio a inserti ad alta temperatura con utensili in carburo. |
Scegliere un partner in possesso di questo tipo di dati semplifica notevolmente il processo di prevenzione dei rischi di progettazione più comuni. Per lo stampaggio a inserto , l'utilizzo di materiali resistenti all'usura garantisce la stabilità dei componenti. Conoscendo la forza di adesione, è possibile effettuare scelte più oculate dei materiali, con conseguente maggiore sicurezza del processo di validazione. Questo approccio meticoloso, che è anche quello adottato dai servizi di stampaggio a inserto di precisione , si traduce in risultati eccellenti.

Figura 3: Il processo di stampaggio a inserti personalizzato fonde il polimero in uno stampo multicavità in alluminio 6061 per la produzione di piccoli componenti elettronici.
Quale checklist di valutazione specializzata ottimizza gli stampi a inserto personalizzati prima della produzione di massa?
Il passaggio dal prototipo alla produzione di massa nello stampaggio a inserto richiede attrezzature e processi certificati per prevenire problemi costosi. Una checklist di pre-produzione ben preparata e supportata da dati è uno strumento essenziale per la mitigazione del rischio. Questi controlli di processo costituiscono la base per un preventivo trasparente per lo stampaggio a inserto OEM , facilitando un avvio senza intoppi del progetto con qualità costante e rese elevate , inoltre mantieni il pieno controllo delcosto finale dello stampaggio a inserto .
Validazione del bilanciamento del flusso e dell'integrità del cancello
- Controllo: Bilanciare il sistema di stampaggio a iniezione per verificare che lo squilibrio di riempimento tra le cavità sia inferiore o uguale all'1%.
- Il tuo vantaggio: avrai una distribuzione uniforme del peso e delle proprietà dei pezzi, eliminando così le variazioni di qualità nella produzionedi stampaggio a inserto multimateriale .
Verifica della stabilità del processo termico
- Verifica: giustificare la limitazione dell'aumento di temperatura indotto dal taglio alle porte di 5 °C e verificare che le linee di raffreddamento siano in grado di raggiungere un flusso turbolento ( Re 4000 ).
- Il tuo vantaggio: avrai una finestra di processo stabile ed eviterai il degrado del materiale, oltre a tempi di ciclo costanti necessari per lo stampaggio a inserti ad alta tolleranza .
Coerenza nella manipolazione e nella preparazione degli inserti
- Verifica: confermare che l'uniformità del preriscaldamento dell'inserto sia entro 3 °C e la precisione del posizionamento del robot (ad esempio 0,02 mm ).
- Il tuo vantaggio: eliminerai la variabilità della forza di adesione e impedirai la delaminazione nello stampaggio di precisione con inserti ibridi .
Progettazione della durabilità e della vita utile degli utensili
- Verifica: utilizzare acciai temprati ( HRC 50+ ) o carburo nelle zone soggette a forte usura e prevedere accorgimenti per la semplice manutenzione dei componenti.
- Il tuo vantaggio: i tuoi stampi personalizzati per inserti manterranno la loro precisione per tutta la loro durata, proteggendo così il costo per pezzo ed evitando tempi di inattività imprevisti.
Questa checklist trasforma un preventivo in un piano di produzione validato, offrendo un metodo per valutare i potenziali partner . Contribuisce a garantire una qualità prevedibile dei pezzi, la durata degli utensili e la riduzione dei costi. Una progettazione preliminare rigorosa è ciò che distingue i programmi di stampaggio a inserti ad alta affidabilità . Il successo commerciale in questi casi dipende dalla gestione del rischio.

Figura 4: Questi componenti in plastica nera con filettature metalliche sono pronti per un preventivo di stampaggio a inserto OEM da parte di LS Manufacturing.
Caso di studio: come LS Manufacturing ha ottimizzato gli stampi per inserti personalizzati per il settore medicale e automobilistico, riducendo drasticamente il tasso di scarti?
Un fornitore del settore automobilistico stava riscontrando problemi con il componente inverter ad alta tensione . Durante il processodi stampaggio a iniezione di plastica su inserto metallico , le barre collettrici in rame si spostavano, causando un tasso di scarto del 4,2% dovuto a guasti dielettrici. Inoltre, un lungo ciclo di 48 secondi rischiava di compromettere le tempistiche di produzione. L'azienda necessitava di una soluzione complessa per garantire la qualità e gli elevati volumi di produzione per la propria piattaforma di veicoli elettrici.
Sfida del cliente
Il componente in questione era un inserto terminale in rame sovrastampato con un isolante in PBT+30%GF . Inizialmente, l'inserto poteva spostarsi di 0,15 mm durante l'iniezione, con conseguente formazione di pareti isolanti sottili che non superavano il test di rigidità dielettrica a 5000 V. Questo problema, unito ai lunghi tempi di ciclo, stava aumentando i costi e mettendo a rischio il lancio di un importante modulo di stampaggio di inserti ad alta tensione per un importante produttore OEM del settore automobilistico.
Soluzione di produzione LS
Precisione degli utensili, automazione e controllo del processo sono stati gli ingredienti principali della nostra soluzione. Nel progetto, abbiamo progettato utensili personalizzati per la fusione metallo-plastica con tolleranze dimensionali molto strette (le superfici di tenuta erano entro 0,005 mm ) e abbiamo integrato caratteristiche anti-bava. Un robot a 6 assi ha posizionato gli inserti in modo preciso e costante, mentre un termoregolatore multizona ha mantenuto lo stampo a una temperatura compresa tra 135 °C e 1 °C. Tutti questi fattori hanno garantito un incapsulamento impeccabile per questa applicazione di stampaggio di inserti, in un'ottica di sicurezza.
Risultati e valore
Le modifiche apportate hanno dato ottimi risultati. Gli scarti sono stati ridotti allo 0,05% , con una diminuzione del 99% , e tutti i pezzi sono risultati non conduttivi dopo il test. Inoltre, lo spostamento assiale è stato controllato a 0,02 mm . Oltre a ciò, abbiamo ridotto il tempo di ciclo da 48 a 29 secondi , aumentando così la produzione del 40% . Grazie a questo, il cliente è stato in grado di ridurre il costo per lotto del 32% e di rilasciare il prodotto nei tempi previsti, garantendo così una fornitura continua dicomponenti stampati a iniezione ad alta affidabilità .
Questo caso di studio dimostra che per risolvere guasti complessi è necessario un approccio di ingegneria di sistema. Grazie alla simulazione, alla lavorazione personalizzata dei metalli con precisione micrometrica e al controllo di processo a circuito chiuso, possiamo trasformare un ambiente di produzione ad alto rischio in operazioni prevedibili ed efficienti. La capacità di garantire sia qualità che produttività è ciò che solitamente contraddistingue un partner leader nel settore dello stampaggio a inserti .
Ottieni risultati simili: riduci gli scarti allo 0,05% e taglia i tempi di ciclo del 40%. Per convalidare un processo di stampaggio a inserti a zero difetti, contatta il nostro team di ingegneri per una revisione del processo e un preventivo pronto per la produzione.

FAQ
1. Qual è il tempo di consegna standard per ricevere un preventivo per lo stampaggio di inserti dal vostro team di ingegneri?
Una volta inviati i vostri progetti 3D (in formato STEP/IGS) insieme alle specifiche dei materiali tramite il nostro sito web sicuro, il team di ingegneri professionisti di LS Manufacturing preparerà un report personalizzato dettagliato, comprensivo di analisi DFM, garanzia sulla durata dello stampo e un preventivo gratuito immediato , e ve lo invierà entro 24 ore .
2. LS Manufacturing è in grado di reperire o produrre gli inserti metallici per i miei progetti di stampaggio personalizzato da metallo a plastica?
Offriamo una soluzione completa e integrata. Realizziamo inserti metallici con tolleranze fino a ±0,005 mm nei nostri reparti di stampaggio metalli ad alta precisione e tornitura CNC . Inoltre, supportiamo il modello CMT (Customer-Supplied Material).
3. In che modo il vostro servizio di stampaggio a iniezione di inserti metallici protegge la proprietà intellettuale riservata dei produttori OEM del settore automobilistico e medicale?
LS Manufacturing si attiene scrupolosamente alla norma ISO 27001 relativa al Sistema di Gestione della Sicurezza delle Informazioni . Non consentiamo a nessuno di visionare i disegni prima della firma di un accordo di non divulgazione legalmente vincolante. Inoltre, tali disegni transitano esclusivamente attraverso la nostra rete interna sicura di ingegneria ERP/PDM. È vietata qualsiasi copia esterna.
4. Qual è la quantità minima d'ordine per i servizi di stampaggio a inserti di precisione presso LS Manufacturing?
Per integrarci al meglio con il vostro processo di sviluppo di nuovi prodotti, offriamo soglie flessibili per la realizzazione di prototipi e test di piccoli lotti durante le fasi EVT/DVT. Il quantitativo minimo d'ordine parte da soli 500 pezzi . E c'è di più: forniamo anche soluzioni rapide per la realizzazione di stampi in alluminio.
5. Quali operazioni secondarie post-stampaggio offrite per garantire che un preventivo per lo stampaggio di inserti OEM rimanga economicamente vantaggioso?
La nostra linea completa di post-elaborazione ci consente di eseguire test di tenuta al 100% a pressioni di 0,3 MPa o superiori, nonché marcatura laser, saldatura a ultrasuoni e controlli automatici di continuità elettrica multipolare. Eseguendo tutte queste operazioni internamente, subito dopo lo stampaggio a iniezione , aiutiamo i nostri clienti a risparmiare tempo e denaro che altrimenti verrebbero impiegati in subappalti.
6. Come si prevengono i vuoti interni durante lo stampaggio a iniezione di plastica a pareti spesse su inserti metallici?
Ci affidiamo al software avanzato Moldflow per ottimizzare i nostri sistemi di canali di colata e i commutatori per il mantenimento della pressione. Nei nostri stampi personalizzati, utilizziamo precisi controlli multistadio della pressione di mantenimento (fino a 150 MPa ) e circuiti di raffreddamento ritardato per mantenere la porosità nelle sezioni di plastica più spesse al di sotto dello 0,1% .
7. A quali standard internazionali di qualità si attiene LS Manufacturing per i suoi servizi di stampaggio a inserto?
Il nostro stabilimento è certificato secondo la norma IATF 16949 (Sistemi di gestione della qualità per il settore automobilistico) e la norma ISO 9001. Per ogni lotto di produzione, forniamo report dettagliati di ispezione dimensionale con CMM, grafici CPK con un valore minimo di 1,33 e certificazioni dei materiali.
8. Perché a volte si verificano costi aggiuntivi per la modifica dello stampo e in che modo il vostro preventivo per lo stampaggio degli inserti contribuisce a minimizzarli?
Molti fornitori si ritrovano a dover affrontare costose riparazioni degli stampi a causa di progetti non verificati. LS Manufacturing, invece, previene questi problemi grazie a simulazioni 3D e verifiche DFM gratuite prima della costruzione dello stampo. Copriremo anche eventuali costi aggiuntivi derivanti da errori di progettazione commessi da noi, senza alcun costo aggiuntivo per voi.
Riepilogo
Lo stampaggio a inserti di alta qualità combina la progettazione dello stampo, la scelta del materiale e un allineamento preciso. Anche i minimi dettagli, come evitare la delaminazione e raggiungere l'obiettivo di zero bave con spazi tra stampo ≤0,005 mm , sono fondamentali. Superare la validazione finale è essenziale, ma raggiungere una resa produttiva del 99,9% e contenere i costi richiede anche una simulazione DFM (Design for Manufacturing) e un'automazione approfondite.
Non limitarti alla teoria; verifica i dati concreti. Hai problemi con difetti, incomprensioni sui prezzi o ritardi da parte dei fornitori? Clicca su [Richiedi una revisione DFM gratuita e un preventivo preciso] per caricare i tuoi file. Entro 24 ore riceverai un'e-mail con un controllo dettagliato del bilanciamento termico, un'analisi gratuita dei rischi di fase e un preventivo affidabile. Questo garantisce il successo del tuo progetto grazie a competenze produttive di alto livello.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Sito web: https://lsrpf.com/
Disclaimer
Il contenuto di questa pagina è fornito a solo scopo informativo. Servizi di LS Manufacturing. Non vengono fornite dichiarazioni o garanzie, esplicite o implicite, in merito all'accuratezza, alla completezza o alla validità delle informazioni. Non si deve dedurre che un fornitore o produttore terzo fornirà parametri di prestazione, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipologia dei materiali o manodopera attraverso la rete di LS Manufacturing. È responsabilità dell'acquirente. Richiedi un preventivo per i componenti. Identifica i requisiti specifici per queste sezioni. Contattaci per ulteriori informazioni .
Team di produzione LS
LS Manufacturing è un'azienda leader del settore , specializzata in soluzioni di produzione personalizzate. Vantiamo oltre 20 anni di esperienza e più di 5.000 clienti, e ci concentriamo su lavorazioni CNC di alta precisione, lavorazione della lamiera , stampa 3D , stampaggio a iniezione, stampaggio di metalli e altri servizi di produzione integrati.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi all'avanguardia, certificati ISO 9001:2015. Forniamo soluzioni di produzione rapide, efficienti e di alta qualità a clienti in oltre 150 paesi in tutto il mondo. Che si tratti di piccole produzioni o di personalizzazioni su larga scala, siamo in grado di soddisfare le vostre esigenze con consegne rapidissime entro 24 ore. Scegliete LS Manufacturing. Significa scegliere efficienza, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.lsrpf.com .


