
Технология литья под давлением с закладными элементами является критически важным производственным процессом для интеграции металла и пластика и решает распространенные проблемы, такие как смещение закладных элементов, образование воздушных пузырьков и растрескивание деталей, которые нарушают производство. Эти отказы обычно возникают из-за общеотраслевых недостатков, таких как отсутствие предварительного моделирования взаимодействия нескольких физических процессов и неточные допуски, превышающие ±0,03 мм , которые вызывают образование облоя или напряжение под давлением впрыска до 120 МПа , что приводит к высокому проценту брака и проблемам с надежностью.
Технология литья под давлением от компании LS Manufacturing представляет собой высокоточный процесс интеграции металла и пластика; она исключает смещение вставки, образование воздушных пузырьков и растрескивание деталей при давлении до 120 МПа.
Уникальный подход LS Manufacturing основан на более чем 15-летнем опыте, запатентованном анализе потока, ориентированном на DFM (проектирование для производства), и строгом контроле технологических процессов , таких как тепловой баланс пресс-формы в пределах ±1°C , что обеспечивает прецизионное литье с закладными элементами . Это означает, что вы получаете бесперебойное производство с допусками до ±0,005 мм, сокращение сроков выполнения заказов и снижение общих затрат на закупку благодаря интегрированной оснастке, изготовленной на заказ. Прочитав эту статью, вы узнаете, как оценивать ключевые параметры пресс-формы и использовать наши прозрачные методы для значительного сокращения ваших общих затрат на производство.

Услуги по литью под давлением: краткий справочник по изготовлению металлических и пластиковых деталей методом литья с закладными элементами.
| Фактор затрат | Влияние на стоимость оснастки и деталей. | Технические и дизайнерские решения |
| Точность позиционирования при вставке | Смещение более чем на ±0,05 мм приводит к образованию окалины, неполному литью и браку. | Точное позиционирование и использованиепрецизионных литьевых полостей с закаленными стальными вставками и автоматизированной роботизированной установкой. |
| Терморегулирование | Разница температур между горячим пластиком ( приблизительно 250 °C ) и холодной металлической вставкой. | Нагревательные элементы до 80-120 °C и указание соответствующей толщины пластиковой стенки вокруг элемента. |
| Подготовка поверхности вставки | Гладкая поверхность препятствует достаточному сцеплению с металлическими вставками, которые могут быть вырваны. | Технические характеристики вставок с поверхностями, имеющими такие выемки, подрезы и сквозные отверстия, для крепления пластмасс. |
| Износ от плесени в области вставных карманов. | Стальные вставки вызывают износ мягкой листовой стали, что приводит к образованию облоя и нарушению допусков. | Использование твердосплавных и закаленных стальных вставок в пресс-формах во всех точках контакта с металлическими вставками . |
| Наша модель ценообразования | Фиксированная стоимость пресс-формы, а также цена за единицу продукции в зависимости от годового объема производства ( например, 10 000, 100 000 единиц ). | Необходимая основная информация: 3D-модель пластиковой детали и металлической вставки , а также желаемый годовой объем производства. |
Основные выводы:
- Точность бесценна: имеет смысл потратить больше денег на пресс-форму, потому что она позволяет точно размещать вставки с точностью до ±0,05 мм ; следовательно, нет отходов и функциональных деталей.
- Проектирование соединения: При проектировании металлической вставки методом литья под давлением необходимо учитывать технологический процесс и включать в конструкцию элементы крепления, такие как накатка и отверстия, а не проектировать ее как гладкий вал.
- Контроль температуры: предварительный нагрев необходим, поскольку он предотвратит растрескивание из-за высоких температур ; следовательно, предварительный нагрев становится обязательным компонентом затрат при валидации процесса.
- Объем производства является определяющим фактором стоимости: с увеличением количества продукции себестоимость единицы продукции снижается. Точное прогнозирование годового объема производства становится ключевым фактором для получения наилучшего предложения.
Почему этому руководству можно доверять? Практический опыт экспертов LS Manufacturing.
Существует ряд теоретических статей по литью под давлением . Но это руководство уникально. Оно создано на основе опыта наших инженеров-технологов, которые соединяют металлические вставки с пластиком без каких-либо дефектов. Теория, лежащая в основе нашей методологии, базируется на правилах проектирования и оптимизации передовых производственных процессов, разработанных Международной академией производственной инженерии (CIRP) .
Мы производим компоненты, которые не допускают никаких сбоев в работе – герметичные разъемы для использования в топливных системах самолетов, корпуса с датчиками для нейростимуляторов, применяемых для имплантации в головной мозг, и экранированные от электромагнитных помех узлы для автомобильных блоков управления . Контроль качества таких компонентов осуществляется в соответствии с рекомендациями Общества инженеров-производственников (SME) .
Наш опыт основан на миллионах циклов литья, в ходе которых мы научились нагревать вставку до 120±5ºC , оптимизировать конструкцию литниковых каналов, чтобы избежать появления линий скручивания на нитях вставок, и зажимать вставки с точностью до ±0,05 мм . Мы делимся с вами нашим опытом сокращения отходов, чтобы вы могли проектировать свои детали с использованием вставок и не совершать тех же ошибок, которые мы допускали в отношении расслоения, облоя и вставок.

Рисунок 1: Роботизированная рука позиционирует вставки из нержавеющей стали 316 в устройстве для литья металлических вставок, используемом для автомобильных датчиков.
Почему прецизионная оснастка для соединения металла и пластика имеет решающее значение для предотвращения расслоения компонентов?
Предотвращение расслоения в композитных металлопластиковых деталях в значительной степени зависит от контроля межфазных напряжений, возникающих из-за разницы в термическом расширении. В основе этого лежит использование специальной оснастки для соединения металла и пластика .
Снижение несоответствия коэффициента теплового расширения за счет специально разработанной механической блокировки.
Расслоение происходит из-за изменяющихся сил сжатия материалов. Разработка конкретной конструкции поверхностей металлических вставок, таких как накатка и подрезы, становится очень важной для обеспечения оптимального механического соединения. Использование услуг прецизионного литья под давлением позволяет достичь этой цели и, следовательно, создать надежный механизм фиксации, передающий нагрузку на пластик и повышающий долговечность прикрупносерийном производстве методом литья под давлением .
Оптимизация теплодинамики с помощью контролируемого предварительного нагрева вставки
Холодная вставка приводит к преждевременному затвердеванию и плохому сцеплению. Предварительный нагрев до 120–140 °C перед литьем под давлением является важной мерой контроля, значительно минимизирующей термический шок. Это снижает касательное напряжение на границе раздела, обеспечивая полное смачивание металла полимером и приводя к доказанному увеличению прочности на отслаивание на ≥35% . Этот процесс имеет решающее значение для подтверждения термостабильности деталей, полученных методом литья под давлением с вставками .
Обеспечение совместимости материалов и валидация процесса.
Успех достигается при целостном рассмотрении как материаловедческих аспектов, так и параметров процесса . В результате производственного процесса вы получаете одобренный и стабильный продукт. Это включает в себя подбор совместимых материалов, использование связующих веществ и контроль процесса литья под давлением . Этот процесс сертифицирован путем строгих испытаний каждой детали, гарантирующих нулевое расслоение при сложных процессах литья под давлением .
Эта технология, позволяющая увеличить прочность как минимум на 35% , закладывает техническую основу, необходимую для гарантирования срока службы изделия. Она решает ключевые вопросы надежности и качества продукции, обеспечивая конкурентное преимущество за счет технических инноваций. Добейтесь увеличения прочности на отрыв на ≥35% в вашем изделии, изготовленном методом литья под давлением . Для начала процесса предоставьте проект вашей металлопластиковой сборки для проверки технологичности и плана технологического процесса, готового к производству.

Какие конкретные параметры определяют точную стоимость литья под давлением для OEM-проектов?
Стоимость изготовления деталей методом литья под давлением зависит от ряда производственных и технических факторов и не может рассматриваться как простая оценка за единицу продукции. Во-первых, производителям оригинального оборудования (OEM) важно иметь точную смету, чтобы понимать структуру затрат по своим проектам и, в свою очередь, снижать риски, связанные с этими проектами. Во-вторых, эти знания помогут лучше понять экономическую целесообразность стратегии ценообразования для данной детали.
Стратегия выбора оснастки: баланс между инвестициями и стоимостью деталей.
- Количество полостей: определяет стоимость детали в зависимости от объема производства. Многогнездные пресс-формы снижают себестоимость одной детали, что является ключевым элементом любого коммерческого предложения на изготовление деталей методом литья под давлением для OEM-производителей .
- Пресс-формовочная сталь и срок службы: Высококачественная пресс-формовочная сталь ( твердость по Роквеллу 52+ ) обеспечивает в 4-5 раз больший срок службы. Она позволяет поддерживать стабильные цены на предприятиях по литью под давлением с очень большими объемами , где не требуется капитальный ремонт.
Материалы и технологический процесс: непосредственные факторы, влияющие на время цикла.
- Поведение смолы: Использование высокоэффективных термопластов, таких как PEEK, требует увеличения времени цикла и более высоких температур оборудования. Это приводит к увеличению себестоимости детали, что мы и отразили в вашем коммерческом предложении.
- Контроль размеров: Разница в коэффициенте усадки (например, 0,2% против 1,5% ) оказывает существенное влияние на выход годной продукции, поэтому необходимо убедиться, что изготавливаемые вами прецизионные детали методом литья под давлением соответствуют техническим требованиям и имеют минимальные или нулевые отходы.
Выполнение производственных задач: автоматизация определяет стабильность.
- Установка вставок: Автоматизация — это средство, с помощью которого услуга литья металла с вставками обеспечивает превосходную скорость и точность.
- Вторичные операции: Указание вторичных операций (например, удаление литников ) не только позволяет избежать ненужных затрат, но и обеспечивает комплексное решение для автоматизированного производства методом литья под давлением с закладными элементами .
Анализ общей стоимости: помимо цены за единицу продукции.
- Моделирование жизненного цикла: В реальной смете будут учитываться не только инвестиции в оснастку, но и общая стоимость продукта на протяжении всего его жизненного цикла.
- Снижение рисков: В нем подробно описываются потери, возникающие при поломке оборудования, что помогает понять необходимость решения, которое предотвратит подобные проблемы и позволит сохранить сроки выполнения крупных OEM-проектов .
Грамотно составленная смета на литье под давлением представляет собой, по сути, подробный анализ того, как ваши инженерные решения повлияют на стоимость продукта, что позволяет вам налаживать более прочные деловые связи с поставщиками. Она дает вам представление об общей стоимости изделия, а также защищает вашу цепочку поставок за счет проверенного и надежного метода производства. Такое детальное понимание необходимо для обеспечения успешного выполнения сложных задач по литью под давлением .
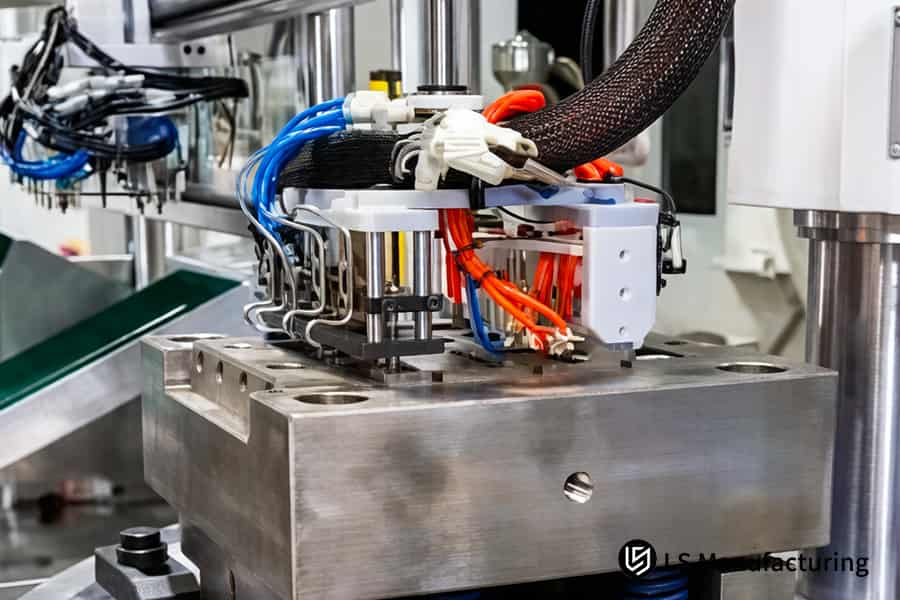
Рисунок 2: Литье пластика поверх металлической вставки: полимер PBT впрыскивается вокруг латунной электрической вставки для промышленного разъема.
Как ручное и автоматизированное высокоточное литье под давлением влияет на выход годных деталей и надежность?
Выбор между ручными и автоматизированными методами в услугах по прецизионному литью под давлением влияет на однородность выпускаемой продукции, выход годных изделий и качество деталей в конце производственной линии. Если отказ продукта может повлечь за собой высокие затраты или риски, то стабильность вашей цепочки поставок будет зависеть от этого решения. Это основанное на данных сравнительное исследование объясняет различия в производстве и помогает оценить потенциальных производителей , чтобы вы могли получить надежное предложение по литью под давлением от OEM-производителя .
| Метрическая система | Ручной процесс | Автоматизированный процесс и ваши выгоды |
| Точность размещения | Переменная ( 0,5 мм ), что может привести к смещению. | Роботизированная точность ( ±0,01 мм ). Обеспечивается стабильное размещение пластика поверх металлической вставки при литье . |
| Последовательность цикла | Изменчивость ( 2-5 секунд ) снижает качество детали. | Высокая воспроизводимость (вариативность 0,2 секунды ). Результаты высокоэффективного литья с закладными элементами отличаются высокой стабильностью. |
| Выход с первого прохода | Возможны колебания (примерно 95-97% ) из-за человеческих ошибок. | Автоматизация обеспечивает выход годной продукции на уровне 99,8% . Низкий процент брака и эффективное использование материала при литье под давлением с многогнездными закладными элементами станут вашими преимуществами. |
| Риск и затраты | Износ инструментов и лом создают скрытые риски. | Более крупные первоначальные инвестиции обеспечивают предсказуемую отдачу. Вы гарантируете стабильную цепочку поставок для высоконадежного литья под давлением . |
Автоматизация процесса — это наиболее эффективное решение для обеспечения стабильного выхода годной продукции и максимальной надежности. Автоматизация гарантирует выход годной продукции на уровне 99,8% , отсутствие дефектов благодаря исключению человеческих ошибок и стабильные затраты на деталь. Автоматизация неразрывно связана с операциямилитья под давлением с жесткими допусками , что, в свою очередь, обеспечивает надежность ваших закупок как ключевого элемента цепочки поставок для самых сложных и требовательных задач литья под давлением .
Какие динамические допуски необходимо соблюдать при изготовлении мастер-формы для литья под давлением, чтобы предотвратить образование облоя?
Облой является серьезной проблемой при производстве прецизионных изделий. Он возникает, когда пластик просачивается между пресс-формой и металлической вставкой . Для предотвращения облоя необходимо контролировать динамические допуски гибридного интерфейса. Этого можно добиться с помощью специальной оснастки для литья под давлением , которая контролирует не только номинальные размеры, но и их изменчивость, что позволяет производить компоненты, не требующие дальнейшей обработки и не имеющие дефектов благодаря безупречной герметизации даже при очень высоком давлении.
Освоение техники подгонки металла к пресс-форме.
Идеальное уплотнение достигается за счет контакта между формуемой металлической деталью и стальной полостью пресс-формы. Допуск для металлической детали обычно составляет 0,02 мм , хотя необходима посадка с нулевым натягом. В вашем случае это означает обеспечение посадки с нулевым натягом критически важных уплотнительных поверхностей внутри инструмента, чтобы пластик не мог растекаться и вызывать облой, что приводит клитью с закладными элементами без облоя и без затрат на удаление облоя.
Применение активной компенсации вариаций деталей
Металлические компоненты обычно меняют свои размеры во время транспортировки на ваше предприятие. Современные оснастки оснащены системами активной компенсации с гидравлическими и пружинными компонентами , позволяющими корректировать такие изменения размеров с точностью до 0,01 мм . Благодаря этому вы получаете надежную систему, гарантирующую идеальную герметизацию независимо от любых отклонений в размерах, установленных вашими поставщиками. Вы получаете максимальную эффективность производства и более высокий выход годной продукции при литье под высоким давлением с закладными элементами .
Достижение субмикронного закрытия под действием сил инъекции
Один из идеальных способов предотвращения образования облоя при очень высоких скоростях плавления ( более 180 мм/с ) — это обеспечение оптимального зазора между пресс-формой и корпусом в 0,005 мм . Это достигается за счет высокоточной фрезеровки и полировки уплотнительных поверхностей. Именно здесь необходимо оптимизировать циклы быстрого заполнения, чтобы обеспечить прочность и привлекательный внешний вид изделия из пластика с металлической вставкой .
Синхронизация проектирования инструментов с анализом бизнес-процессов.
Максимальная надежность достигается за счет интеграции геометрии инструмента с параметрами процесса на очень высоком уровне. Это включает в себя проектирование литниковых каналов и систем охлаждения для обеспечения плавного потока и равномерного распределения давления по всей полости пресс-формы. Если вы сотрудничаете с компанией , предоставляющей услуги по литью под давлением с закладными элементами , которая способна это обеспечить, вы получите преимущества в виде чрезвычайно стабильных размеров. Они предоставят вам надежный, документированный процесс литья под давлением с герметичными краями , который гарантирует, что ваши узлы не выйдут из строя со временем, а также исключает риски, связанные с послепроизводственным ремонтом.
Благодаря этому, оснастка фактически превращается в действующий, регулируемый механизм уплотнения . Строгий контроль динамических размеров с точностью до 0,005 мм в сочетании с возможностью внесения изменений в реальном времени позволяет избежать любых дефектов, связанных с образованием заусенцев. Таким образом, это значительно экономит время, поскольку позволяет полностью отказаться от вторичной обработки.
Как различия в материалах влияют на ваш выбор поставщика услуг по литью металлов с закладными элементами?
В сборке металлопластиковых изделий решающее значение имеет совместимость между вставкой и пластиком. Изменения в сплавах металлов, пластиковых добавках и их взаимодействии определяют способ настройки процесса и оборудования. Настоятельно рекомендуется обратиться в компанию по литью металлов с опытными специалистами, чтобы предотвратить такие проблемы, как разрушение соединения и преждевременный износ инструмента.
| Металлическая вставка | Инженерный пластик | Основная проблема: средняя прочность на растяжение-сдвиг. | Инструменты и процессы | Импликация |
| Латунь | PBT, 30% | Несоответствие коэффициента теплового расширения GF. | 18-22 МПа | Для изготовления нестандартных металлических и пластиковых инструментов необходимы специальные элементы блокировки. |
| Нержавеющая сталь 316L | ППС, 40% ГФ | Низкая поверхностная энергия, высокая абразивность. | 20-25 МПа | Требуется предварительная обработка пластин и закаленная инструментальная сталь. |
| Алюминий 6061 | Нейлон 6/6, 35% безглютеновый | Риск окисления ослабляет адгезию. | 15-19 МПа | Требует точного контроля предварительного нагрева и влажности. |
| Углеродистая сталь | PEEK, 30% CF | Экстремальные температуры обработки и абразивный износ. | 24-30+ МПа | Вводит обязательное требование по использованию высокотемпературного литья с закладными элементами и твердосплавными инструментами. |
Выбор партнера, обладающего такими данными, значительно упрощает процесс предотвращения самых общих проектных рисков. В случае литья под давлением использование износостойких материалов для оснастки обеспечит стабильность изделий. Зная прочность сцепления, можно сделать более разумный выбор материалов, что приведет к более безопасному процессу проверки. Такой тщательный подход, которому также следуют компании, предоставляющие услуги по высокоточному литью под давлением , обеспечивает превосходные результаты.

Рисунок 3: Специальная оснастка для литья под давлением: расплавленный полимер в многогнездной алюминиевой форме 6061 для изготовления мелких электронных компонентов.
Какой специализированный контрольный список для оценки оптимизирует изготовление оснастки для литья под давлением перед массовым производством?
Переход от прототипа к серийному производству в литье под давлением требует сертифицированной оснастки и технологических процессов для предотвращения дорогостоящих проблем. Хорошо подготовленный, подкрепленный данными контрольный список для предпроизводственного этапа является важным инструментом снижения рисков. Эти проверки процесса составляют основу прозрачного коммерческого предложения OEM-производителя по литью под давлением , обеспечивая плавный старт вашего проекта с гарантированным качеством и высокой производительностью , а также позволяя вам полностью контролировать окончательнуюстоимость литья под давлением .
Проверка баланса потока и целостности затворов.
- Проверка: необходимо проверить балансировку системы литья под давлением , убедившись, что дисбаланс заполнения между полостями составляет менее или равен 1%.
- Ваше преимущество: вы получите равномерное распределение веса и свойств детали, что исключит колебания качества при производствемногокомпонентных изделий методом литья под давлением .
Проверка стабильности термических процессов
- Проверка: Обоснуйте ограничение повышения температуры на затворах, вызванного сдвигом, на 5 °C и проверьте, способны ли линии охлаждения обеспечить турбулентный поток ( Re 4000 ).
- Ваши преимущества: Вы получите стабильный технологический режим и избежите деградации материала, а также обеспечите стабильное время цикла, необходимое для высокоточной литьевой формовки с закладными элементами .
Вставить стандарт обработки и подготовки
- Проверка: Убедитесь, что равномерный предварительный нагрев вставки находится в пределах 3 °C , а точность установки роботом (например , 0,02 мм ) обеспечена.
- Ваше преимущество: вы устраните нестабильность прочности сцепления и остановите расслоение при прецизионном гибридном литье с закладными элементами .
Проектирование долговечности и срока службы оснастки
- Проверка: Используйте закаленные стали ( HRC 50+ ) или твердосплавные материалы в зонах повышенного износа и предусмотрите возможности для простого обслуживания компонентов.
- Ваше преимущество: изготовленная на заказ оснастка для литья под давлением будет сохранять точность на протяжении всего срока службы, что позволит защитить ваши затраты на единицу детали и избежать незапланированных простоев.
Этот контрольный список превращает коммерческое предложение в проверенный производственный план, предоставляя возможность проверить потенциальных партнеров . Он помогает обеспечить предсказуемое качество деталей, долговечность инструмента и снижение затрат. Предварительная, дисциплинированная инженерная работа действительно отличает высоконадежные программы литья под давлением. Коммерческий успех в таких случаях зависит от управления рисками.

Рисунок 4: Эти черные пластиковые компоненты с металлической резьбой готовы к изготовлению методом литья под давлением по индивидуальному заказу от компании LS Manufacturing.
Пример из практики: Как компания LS Manufacturing оптимизировала оснастку для литья под давлением медицинского и автомобильного оборудования, чтобы значительно сократить процент брака?
У поставщика автомобильных комплектующих возникли проблемы с высоковольтным инверторным компонентом . В процесселитья пластмассы под металл медные шины смещались, что приводило к 4,2% брака из-за пробоя диэлектрика. Кроме того, длительный 48-секундный цикл производства грозил нарушить график проекта. Для обеспечения качества и высоких объемов производства их платформы электромобилей требовалось масштабное решение.
Задача клиента
Речь шла о медной клеммной вставке, покрытой изолятором из PBT+30%GF . Первоначально вставка могла смещаться на 0,15 мм во время литья под давлением, что приводило к тому, что тонкие стенки изоляции не выдерживали испытания на высоковольтное напряжение 5000 В. Эта проблема в сочетании с длительным циклом производства увеличивала затраты и создавала риск запуска важного модуля высоковольтного литья под давлением для крупного автомобильного OEM-производителя.
LS Manufacturing Solution
Высокоточная оснастка, автоматизация и контроль процесса были основными составляющими нашего решения. В рамках проекта мы разработали специальную оснастку для соединения металла с пластиком с очень жесткими допусками по размерам — толщина герметизирующих поверхностей не превышала 0,005 мм — и внедрили функции защиты от облоя. 6-осевой робот обеспечивал стабильную правильную установку вставок, а многозонный регулятор температуры поддерживал температуру пресс-формы на уровне 135°C-1°C. Все эти факторы гарантировали безупречное герметизирование для данного применения в литье с закладными элементами в зоне безопасности.
Результаты и ценность
Внесенные нами изменения показали хорошие результаты. Количество брака сократилось до 0,05% , что составляет снижение на 99% , и все детали после испытаний оказались непроводящими. Кроме того, осевое смещение было контролировано на уровне 0,02 мм . Помимо этого, мы сократили время цикла с 48 до 29 секунд , тем самым увеличив производительность на 40% . Благодаря этому клиент смог снизить себестоимость партии на 32% и своевременно отпускать продукцию, обеспечивая тем самым непрерывную поставкувысоконадежных деталей, изготовленных методом литья под давлением .
Данный пример показывает, что для решения сложных проблем необходим системный инженерный подход. Используя моделирование, высокоточную обработку металла на заказ и замкнутую систему управления технологическим процессом, мы можем превратить производственную среду с высоким риском в предсказуемые и эффективные операции. Способность обеспечивать как качество, так и производительность — это то, что обычно отличает ведущего партнера по услугам литья под давлением .
Добейтесь аналогичных результатов: сократите брак до 0,05% и уменьшите время цикла на 40%. Чтобы подтвердить бездефектность процесса литья под давлением, свяжитесь с нашей инженерной командой для анализа процесса и получения готового к производству коммерческого предложения.

Часто задаваемые вопросы
1. Каков стандартный срок получения от вашей инженерной команды сметы на изготовление деталей методом литья под давлением?
После того, как вы отправите свои 3D-модели (в формате STEP/IGS) вместе со спецификациями материалов на нашем защищенном веб-сайте, команда профессиональных инженеров LS Manufacturing подготовит для вас подробный отчет, включающий анализ DFM (проектирование с учетом технологичности), гарантию срока службы пресс-формы и бесплатную мгновенную смету , и отправит его вам в течение 24 часов .
2. Может ли компания LS Manufacturing поставлять или изготавливать металлические вставки для моих проектов по изготовлению металлических и пластиковых оснасток на заказ?
Мы предлагаем комплексное решение «под ключ». В наших высокоточных цехах штамповки металла и токарной обработки на станках с ЧПУ мы изготавливаем металлические вставки с допусками до ±0,005 мм . Кроме того, мы поддерживаем модель «Материалы, предоставленные заказчиком» (CMT).
3. Каким образом ваша услуга по литью металлов с закладными элементами защищает конфиденциальную интеллектуальную собственность производителей автомобильной и медицинской техники?
Компания LS Manufacturing неукоснительно соблюдает требования системы управления информационной безопасностью ISO 27001. Мы не предоставляем доступ к чертежам никому до подписания юридически обязывающего соглашения о неразглашении. Кроме того, эти чертежи передаются только через нашу защищенную внутреннюю инженерную сеть ERP/PDM. Копирование извне запрещено.
4. Каков минимальный объем заказа на услуги по прецизионному литью с закладными элементами в компании LS Manufacturing?
Для эффективной работы с процессом разработки новых продуктов мы предлагаем гибкие пороговые значения для изготовления прототипов и мелкосерийного тестирования на этапах EVT/DVT. Минимальный объем заказа начинается всего с 500 штук . И вот еще что интересно – мы также предлагаем решения для быстрого изготовления алюминиевой оснастки.
5. Какие дополнительные операции после литья вы предлагаете, чтобы гарантировать экономическую эффективность предложения по литью под давлением для OEM-производителей?
Наша комплексная линия постобработки позволяет нам проводить 100% герметичные испытания при давлении 0,3 МПа и выше, а также лазерную маркировку, ультразвуковую сварку и автоматизированную проверку электрической целостности многоконтактных соединений. Выполняя все эти работы собственными силами, сразу после литья под давлением , мы помогаем нашим клиентам экономить деньги и время, которые в противном случае были бы потрачены на привлечение сторонних подрядчиков.
6. Как предотвратить образование внутренних пустот при литье толстостенных пластиковых заготовок поверх металлических вставок?
Для точной настройки наших литниковых систем и переключателей давления выдержки мы используем передовое программное обеспечение Moldflow. В наших пресс-формах, изготовленных по индивидуальному заказу, применяются точные многоступенчатые системы контроля давления выдержки (до 150 МПа ) и контуры замедленного охлаждения, позволяющие поддерживать пористость в толстых пластиковых деталях ниже 0,1% .
7. Каким международным стандартам качества производства компания LS Manufacturing придерживается при оказании услуг по литью под давлением?
Наше предприятие сертифицировано по стандартам IATF 16949 (Системы управления качеством в автомобильной промышленности) и ISO 9001. Для каждой производственной партии мы предоставляем подробные отчеты о проверке размеров с помощью координатно-измерительной машины (КИМ), диаграммы CPK, которые должны иметь значение не менее 1,33 , и сертификаты на материалы.
8. Почему иногда возникают дополнительные расходы на модификацию пресс-форм, и как ваше ценовое предложение по литью под давлением помогает их минимизировать?
Многие поставщики сталкиваются с дорогостоящими проблемами при доработке пресс-форм из-за непроверенных проектов. Однако компания LS Manufacturing предотвращает эти проблемы с помощью 3D-моделирования и бесплатных проверок DFM (проектирование для производства) перед изготовлением пресс-формы. Мы даже покроем любые дополнительные расходы, связанные с ошибками в проектировании, без дополнительной платы с вашей стороны.
Краткое содержание
Высококачественное литье с закладными элементами сочетает в себе проектирование пресс-формы, подбор материала и точное выравнивание. Даже мельчайшие детали, такие как предотвращение расслоения и достижение нулевого зазора с зазорами в пресс-форме ≤0,005 мм , имеют значение. Прохождение окончательной проверки является ключевым моментом, но достижение 99,9% выхода годной продукции и снижение затрат также требуют тщательного моделирования DFM и автоматизации.
Не ограничивайтесь теорией; посмотрите, что показывают реальные данные. Возникли проблемы с дефектами, путаницей в ценах или задержками со стороны поставщиков? Нажмите [Получить бесплатный анализ DFM и точное ценовое предложение], чтобы загрузить файлы. В течение 24 часов вы получите электронное письмо с подробным анализом теплового баланса, бесплатным анализом рисков на этапе производства и точным ценовым предложением. Это гарантирует успех вашего проекта благодаря экспертным производственным навыкам.
📞Тел.: +86 185 6675 9667
📧Электронная почта: info@lsrpf.com
🌐Веб-сайт: https://lsrpf.com/
Отказ от ответственности
Информация на этой странице носит исключительно информационный характер. Компания LS Manufacturing не предоставляет никаких гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности представленной информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материалов или качество изготовления через сеть LS Manufacturing. Это ответственность покупателя. Запросите ценовое предложение на детали. Укажите конкретные требования к этим разделам. Для получения дополнительной информации свяжитесь с нами .
Команда LS Manufacturing
Компания LS Manufacturing — лидер отрасли . Мы специализируемся на индивидуальных производственных решениях. Более 20 лет опыта работы и более 5000 клиентов позволяют нам предлагать высокоточную обработку на станках с ЧПУ , производство изделий из листового металла , 3D-печать , литье под давлением, штамповку металла и другие комплексные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуальная разработка, мы можем удовлетворить ваши потребности с максимально быстрой доставкой в течение 24 часов. Выбирайте LS Manufacturing. Это означает эффективность, качество и профессионализм.
Для получения более подробной информации посетите наш веб-сайт: www.lsrpf.com .


