
Le moulage par injection de résines exotiques est une méthode complexe et sophistiquée qui permet de résoudre les problèmes de qualité liés à une mauvaise gestion des résines thermoplastiques exotiques telles que le PEEK, le PEI et le PPSU. La fabrication de pièces complexes entraîne souvent l'apparition de bulles, une polymérisation insuffisante et des adhérences de résine dans les moules, ce qui engendre des taux de rebut élevés. Ce phénomène s'explique par la nécessité d'une simulation précise de l'écoulement de ces résines exotiques, leur tolérance aux températures supérieures ou égales à 380 °C étant extrêmement limitée.
Cet article propose une approche unique, fruit de l'expérience de LS Manufacturing et de son expertise en matière d'optimisation des processus DFM . Vous découvrirez les critères d'audit des fournisseurs, la répartition des coûts de moulage par injection et les raisons pour lesquelles ces résines nécessitent des méthodes complexes afin d'éviter les erreurs et les gaspillages dans votre processus de fabrication.

Moulage par injection de résines exotiques : Guide rapide des défauts, des coûts et des fournisseurs
| Défi critique | Impact sur les outils et les processus | Exigences de sélection des fournisseurs |
| Dégradation à haute température | Les matériaux résineux comme le PEEK/PI nécessitent des températures supérieures à 380 °C , ce qui entraîne une dégradation rapide des outils. | Nos capacités incluent une machine haute température avec uniquement des pièces trempées. |
| Sensibilité à l'humidité | Pour des matériaux comme le PPSU, une teneur en humidité inférieure à 0,02 % est requise, sinon des vides/une hydrolyse pourraient apparaître. | Nos capacités incluent un système de séchage/livraison de matériaux éprouvé et validé. |
| Charges abrasives | En raison des fibres de verre/carbone, il existe un besoin en aciers à outils très résistants . | L'outillage doit être fabriqué à partir d'aciers trempés tels que H-13/S-7 , entre autres. |
| corrosion chimique | Les matériaux résineux peuvent dégager des gaz corrosifs qui attaquent les moisissures. | Les capacités comprennent l’utilisation d’aciers à outils résistants à la corrosion tels que l’acier inoxydable 420 . |
| Retrait et déformation | Les matériaux tels que le PPA engendreront un retrait anisotrope, très difficile à anticiper. | Un logiciel de simulation des flux de moules et des capacités de correction d'outils est nécessaire. |
| Validation et documentation | Les matériaux de moulage par injection pour les secteurs médical et aérospatial exigent une traçabilité complète de tous les matériaux et procédés. | Une certification AS9100 ou ISO 13485 avec traçabilité complète des lots est requise. |
Points clés à retenir :
- Le processus définit l'outil : seuls les fournisseurs disposant de machines spécialement conçues pour le traitement de ces produits exotiques, et non simplement capables de les traiter, conviendront.
- Le degré de siccité est un indicateur de performance : pour les polymères hygroscopiques , la teneur en humidité est l’un des seuls critères de procédé déterminant la performance. Les procédures des fournisseurs doivent être facilement vérifiables.
- Les tolérances ont une durée de vie limitée : les matériaux abrasifs usent rapidement tout outillage. Le coût réel doit inclure les dispositions relatives à la requalification des outils afin de garantir le respect des tolérances.
- La certification est un filtre : dans les industries réglementées, la conformité du système qualité du fournisseur (AS9100, ISO 13485) et la traçabilité des matériaux sont des prérequis, et non des luxes.
Pourquoi faire confiance à ce guide ? L’expérience pratique des experts de LS Manufacturing
On trouve facilement des milliers d'articles traitant des propriétés exceptionnelles des résines . Mais l'un d'eux se distingue. Il a été rédigé par nos propres ingénieurs procédés, qui relèvent quotidiennement le défi de mouler des polymères haute performance tels que le PEEK, le PEKK et le PPSU en usine. Notre philosophie repose entièrement sur l'expérience et la pratique accumulées au sein de notre communauté de la Society of Plastics Engineers (SPE) .
Nous moulons des pièces pour des applications critiques : isolateurs PBI utilisés dans les outils de fond de puits soumis à des températures allant jusqu’à 300 °C et à des pressions jusqu’à 20 000 psi , structures de radômes transparentes aux ondes radar pour l’industrie aérospatiale et implants en PEEK conçus pour durer toute la vie du patient. Nous veillons à ce que toutes nos validations de matériaux et nos tests de performance soient strictement conformes aux exigences rigoureuses formulées par l’organisation internationale ASTM International (ASTM) .
Nous maîtrisons les essais rigoureux menés en production. Forts d'une solide expérience, nous savons précisément combien de temps sécher le PEI (4 heures à 150 °C sous un point de rosée de -40 °C) pour éviter l'hydrolyse ; quel type de finition est indispensable sur les moules SPI A1 pour le démoulage du PEEK ; et comment réaliser des cycles thermiques pour réduire les contraintes internes des polymères semi-cristallins. Nous vous transmettons notre savoir-faire éprouvé en production afin de vous garantir une transformation réussie des résines exotiques, sans risque de dégradation, de faible cristallinité ni de déformation.

Figure 1 : Une grande presse industrielle contrôle les paramètres pour créer des pièces aérospatiales sans défaut à partir d'une résine exotique.
Pourquoi la correction systématique des bulles et des défauts non polymérisés ruine-t-elle votre projet de moulage par injection de résine exotique ?
Un contrôle insuffisant des vitesses de cisaillement et un refroidissement irrégulier entraînent l'apparition de bulles et un durcissement incomplet des pièces. Plus de 70 % des rebuts sont dus à ces deux causes lors du moulage par injection de résine à haute température. Tout service de moulage par injection de résine spéciale se doit de résoudre ces deux problèmes grâce à l'utilisation de capteurs.
La surveillance du taux de cisaillement empêche la formation de bulles.
Si la vitesse d'écoulement du polymère fondu dépasse les seuils de cisaillement critiques, les composés volatils ne peuvent être évacués par les techniques de ventilation classiques. L'utilisation d'un capteur de pression intégré à la cavité permet de mesurer le taux de cisaillement et d'ajuster précisément la vitesse d' injection afin d'éviter la formation de bulles. Ce procédé garantit que le cisaillement reste inférieur à 12 000 s⁻¹ , condition indispensable pour toute application de moulage par injection médicale visant une porosité nulle.
Le refroidissement localisé contrôle la cristallisation
Dans les résines semi-cristallines comme le PEEK , des zones non polymérisées se forment lorsque le refroidissement dépasse 100 °C/s , ce qui fige les chaînes polymères dans un état amorphe. Des thermocouples, répartis dans chaque section, transmettent des informations au régulateur en boucle fermée qui contrôle le flux de fluide de refroidissement vers chaque cavité. Chaque zone bénéficie d'une vitesse de refroidissement de 20 à 50 °C/s , permettant d'atteindre une cristallisation supérieure à 98 % . Ceci garantit la fiabilité sur le terrain en évitant les défaillances dues au fluage ou à la corrosion, caractéristiques du moulage de résines exotiques de haute précision .
Micro-ventilation avec réglage en temps réel
Les évents de 0,03 à 0,05 mm ne permettent pas d'évacuer correctement les fluides exotiques à haute viscosité ; il est donc recommandé d'utiliser un micro-évent de 0,02 µm, associé à un ajustement en temps réel de la pression de maintien en fonction de la courbe de décroissance de la pression dans la cavité. Si des écarts indiquent un évent insuffisant, le contrôleur ajoute 80 ms de temps d'évent. Ceci permet d'éviter efficacement les défauts de moulage de la résine dus à la présence de bulles d'air, un point crucial pour le moulage par injection dans l'aérospatiale .
En remplaçant les approximations par un contrôle par capteurs , cette nouvelle méthode garantit l'absence de bulles et de zones insuffisamment polymérisées dès la première tentative. Ainsi, grâce à des systèmes de rétroaction qui s'auto-corrigent, même au cours d'un même cycle, le taux de défauts reste inférieur à 3 % . Fort de procédés de moulage par injection haute performance , éprouvés dans plus de 40 cas, votre projet bénéficie de la fiabilité requise pour la certification, sans nécessiter de coûteuses retouches.

Comment l'optimisation de la conception des moules en résine exotique sur mesure peut-elle empêcher instantanément les pièces de coller aux moules en résine ?
La déformation due à l'adhérence compromet la régularité des composants de haute précision, provoquant des fissures localisées ou des zones blanches. Pour résoudre ce problème, il est nécessaire de maîtriser les angles de dépouille, les forces d'éjection et le frottement de surface dans le moule. Une technologie de moulage par injection sur mesure peut contribuer à sa résolution, car :
Spécifications de l'angle de dépouille pour les moules à haute dureté
- Valeur minimale : le jeu de la ligne de séparation doit être d'au moins 1,5° à 2° pour les cavités HRC 52+ .
- Risque inférieur au seuil : le matériau se rompra en raison de forces d'adhérence supérieures à sa limite d'élasticité.
- Avantage client : Les pièces sont démoulées sans endommager leur surface ; cela réduit les déchets de 35 % et permet au fabricant de moulage par injection de résine exotique sur mesure de fournir un moulage par injection de prototype fiable.
Éjection hybride avec soupapes pneumatiques
- Problème de concentration des contraintes : L'utilisation de broches d'éjection classiques provoque des contraintes élevées et crée des fissures dans les parois minces.
- Mécanisme de résolution : De l'air comprimé est insufflé sous les pièces avant que les broches n'appuient dessus.
- Amélioration mesurée : La contrainte maximale est réduite de 40 % par rapport aux broches seules (mesurée avec une jauge de contrainte interne ; aucune fissure observée), ce qui permet au service de moulage par injection de résine exotique de réaliser un moulage par injection de production sans aucun point blanc.
Revêtement de surface et gestion thermique
- Spécifications du revêtement : Les revêtements multicouches CrN/TiAlN produisent une valeur Ra de 0,05 µm qui contribue à réduire la friction lors du démoulage de plus de 65 % .
- Contrôle thermique : Les canaux chauds fabriqués à partir d’alliages de cuivre et de béryllium ayant une conductivité thermique supérieure à 200 W/mK évitent le retrait différentiel qui entraîne le collage du moule.
- Résultat pour vous : prévention de l’apparition de fractures locales, réduction des temps de cycle de 8 à 12 % et un service de moulage de solutions de défauts d’ingénierie établi pour les programmes de moulage par injection de petits lots .
Plan de maintenance pour une interruption de service nulle
- Intervalle d'inspection : Test de profilométrie optique pour l'usure du revêtement effectué après chaque 10 000 cycles .
- Remplacement des joints : Les joints des soupapes pneumatiques, remplacés tous les 20 000 cycles, contribuent à maintenir des pressions égales.
- Résultat : Programme de maintenance des moules en résine conçu pour éliminer tout temps d'arrêt imprévu du processus.
En tenant compte des angles de dépouille nécessaires (1,5° à 2°) , de l'éjection par soupape d'air et des revêtements à faible friction, vous pouvez vous attendre à une production sans problème d'adhérence dès votre premier cycle. Grâce à une réduction de 65 % de la friction et de 35 % des déchets, vous constaterez une amélioration de l'efficacité globale de votre équipement ainsi qu'une réduction des coûts. Nos cellules de moulage par injection à haut volume sont également compatibles avec de nombreuses résines. Les défauts d'adhérence augmentent-ils votre taux de rebut ? Nos angles de dépouille optimisés, notre système d'éjection d'air et nos revêtements à faible friction offrent des résultats immédiats. Contactez-nous pour discuter de votre projet et obtenir une solution sur mesure accompagnée d'un devis.
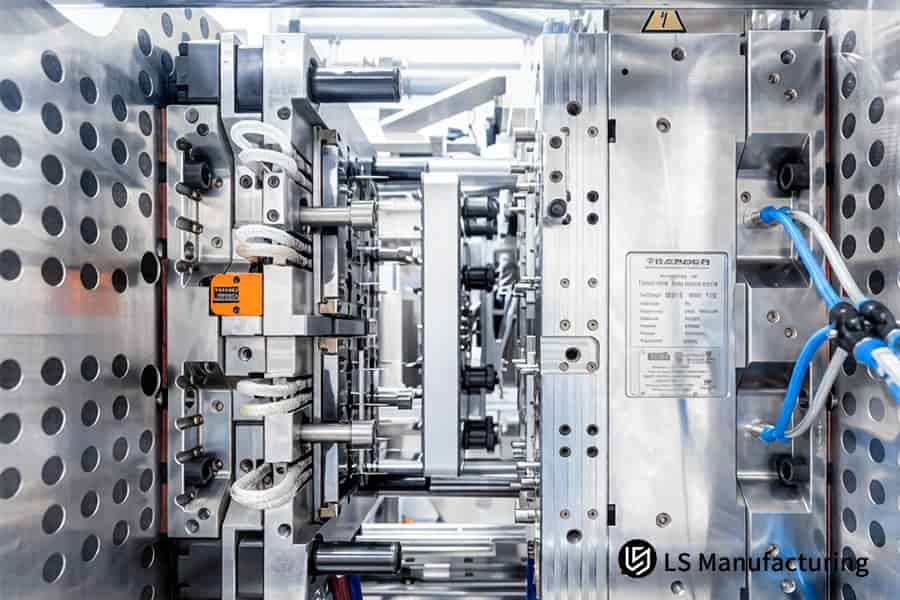
Figure 2 : La machine forme des pièces internes complexes à partir de résine exotique pour optimiser le devis des coûts d'outillage.
Quels paramètres déterminent un devis équitable pour l'outillage ? Calcul du coût de moulage de résine exotique pour les moules haute température ?
Il est important d'utiliser un modèle de coûts précis basé sur des paramètres afin d'éviter de surpayer vos moules. Pour obtenir un devis précis pour le moulage de résines exotiques , les facteurs suivants doivent être pris en compte : nuance d'acier, nombre de cavités et procédé de refroidissement. Une décision fiable concernant le coût d'outillage pour le moulage de résines exotiques repose sur la comparaison des moules à cavité unique et des moules à refroidissement conforme en termes de coût total de possession. L'analyse ci-dessous est basée sur un acier 1.2343 ESR/H13 (HRC 52-54) et un volume de production de 50 000 pièces :
| Paramètre | Moule standard à une seule cavité | Moule de refroidissement conforme multicavité |
| coût initial de l'outillage | 18 000 $ – 22 000 $ | 25 000 $ - 30 000 $ (+30 % de frais initiaux) |
| délai de fabrication | 8 à 10 semaines | 10 à 12 semaines (2 semaines supplémentaires pour le moulage par injection ) |
| Temps de cycle par pièce | 120 secondes (moyenne du secteur) | 66 secondes (temps par unité 45 % plus rapide, selon les normes de référence du moulage par injection industriel ) |
| Amortissement par pièce au-delà de 50 000 unités | 0,36 $–0,44 $ | 0,14 $ - 0,17 $ (55 à 61 % moins cher, selon les normes de qualité du moulage par injection haut de gamme ) |
| Coût total par pièce (outillage + moulage) | 1,85 $ | 1,32 $ (coût total de possession inférieur de 28 % pour 50 000 unités) |
Le service d'optimisation des coûts de moulage de résine inclut une analyse du seuil de rentabilité en amont, garantissant ainsi un retour sur investissement optimal pour l'acquisition des moules. La sélection des fournisseurs de moulage par injection repose sur la simulation du temps de cycle et du taux d'amortissement de chaque moule. Ce service s'appuie également sur l'utilisation de techniques de moulage par injection spécifiques à la production de PEEK, LCP et PEI.
Quelle matrice d'ingénierie vous assure de choisir le meilleur fournisseur de moules en résine exotique pour les pièces médicales et aérospatiales ?
Un processus d'audit défaillant peut entraîner l'omission de mesures de contrôle essentielles. Un audit par liste de contrôle, basé sur les exigences des certifications ISO 13485 et AS9100 , élimine les fournisseurs incapables de produire des résines exotiques sans défaut . Ainsi, votre période de qualification est réduite de 40 %, tout en prévenant les risques de rappels liés à la non-conformité des procédés de moulage par injection avancés .
Séchage centralisé avec contrôle du point de rosée
Assurez-vous que les systèmes d'injection disposent d'un système de séchage centralisé avec un point de rosée maintenu en dessous de -40 °C ; à défaut, l'humidité contenue dans les résines sensibles à l'humidité, comme le PEEK, provoquera une hydrolyse et une dégradation de la résistance mécanique pouvant atteindre 30 % . En utilisant les résines spéciales utilisées comme moules pour pièces aérospatiales, vous bénéficierez d'une viscosité constante et d'une absence totale de porosités.
Moulage scientifique avec surveillance en temps réel du CPK
Exiger la preuve de l'utilisation d'un logiciel de moulage scientifique et d'un CPK ≥ 1,33 sur les dimensions critiques ; le CPK moyen du secteur pour les mouleurs médicaux étant de 1,0, exiger un CPK ≥ 1,33 réduit le risque de rejet de 67 % selon les données Six Sigma. Ceci permet de sélectionner les fournisseurs de moulage par injection en fonction de leurs capacités statistiques, garantissant ainsi un moulage par injection de précision pour les soumissions à la FDA avec une stabilité de processus documentée.
MMT 100 % en ligne ou numérisation par lumière bleue
Exigez une validation dimensionnelle à 100 % par machine à mesurer tridimensionnelle (MMT) ou scanner à lumière bleue pour chaque lot de production, car l'échantillonnage ne permet souvent pas de détecter les défauts intermittents qui rendraient l'assemblage impossible. Bénéficiez d' un moulage de résine exotique de haute précision avec des dimensions documentées, conforme aux normes de documentation en matière de moulage par injection pour le dossier de vos dispositifs médicaux.
Documentation qualité en boucle fermée
L'obligation de tenir des fiches de lot électroniques reliant les matières premières, les paramètres de processus et les informations d'inspection signifie qu'un défaut sur un lot pourrait coûter jusqu'à 100 fois le prix de la pièce en cas de litige. Un fournisseur de moulage par injection qualifié vous assure cette traçabilité, facilitant ainsi les audits et vous permettant de respecter les exigences réglementaires grâce à son expertise en moulage par injection .
En exigeant une certification du point de rosée, un CPK de 1,33 ou mieux et un contrôle qualité en ligne à 100 % , vous transformez les évaluations subjectives en données chiffrées. Grâce à cette matrice, vous réduisez la période de qualification de 40 % et évitez les mauvaises surprises. Appliquez-la à tous vos fournisseurs potentiels et travaillez uniquement avec ceux capables de fournir un moulage par injection conforme aux spécifications pour vos applications critiques dans les secteurs médical et aérospatial.
Comment un service d'optimisation des coûts de moulage de résine peut-il minimiser le coût total de possession sans réduire la tolérance des pièces ?
L'opinion générale est que minimiser les coûts implique nécessairement des compromis sur les tolérances ; or, les méthodes d'ingénierie des procédés, telles que l'homogénéisation de l'épaisseur des parois et l'optimisation de la section transversale des canaux d'alimentation, suggèrent le contraire : réduire les déchets et les temps de cycle tout en maintenant des tolérances de ±0,005 mm . Grâce à cette technologie, un service d'optimisation des coûts de moulage de résine permet de réaliser des pièces à la fois économiques et précises.
Homogénéisation de l'épaisseur de paroi
- Principe fondamental : Repenser la géométrie de la pièce afin de répartir uniformément les parois et d’éviter toute zone d’épaisseur excessive.
- Impact sur les coûts : un amincissement de 0,1 mm entraîne une réduction de 8 à 12 % de la consommation de PEEK ( à 300 $/kg, soit une économie de 24 à 36 $/kg de pièces produites ).
- Votre avantage : une réduction des coûts des matériaux tout en conservant les propriétés mécaniques, calculées grâce à un logiciel de moulage par injection haute vitesse .
Conversion du système de canaux d'alimentation en canal chaud à vanne
- Problème : Les canaux froids entraînent un taux de rebut de 15 à 25 % lors de la fabrication de moules conventionnels ; ce taux augmente considérablement avec des matériaux de grande valeur tels que le PEEK.
- Solution : Passer d'un système à canaux froids standard (surtout asymétrique) à un système à canaux chauds à vanne, certes coûteux mais efficace, réduisant ainsi les déchets de carottes de 80 %.
- Résultat financier : Pour une production de 50 000 pièces , cela se traduit par des économies de matériaux de 18 000 à 22 000 dollars seulement, ce qui rend le devis d'outillage pour le moulage de résine exotique plus avantageux.
Fenêtre de pression de remplissage pour le contrôle de tolérance
- Paramètre : La plage est fixée entre 120 et 150 MPa pour contrôler la densité de tassement et les contraintes résiduelles.
- Effet : Assure un retrait uniforme avec des dimensions contrôlées à une tolérance de ±0,005 mm sans usinage secondaire.
- Fiabilité : Un fabricant de moulage de résine exotique sur mesure appliquant ce paramètre a signalé un CPK d'au moins 1,67 sur 90 % de ses caractéristiques en utilisant la technologie de moulage par injection multicavité .
Réduction du temps de cycle grâce à un refroidissement optimisé
- Méthode : En utilisant un refroidissement conforme avec une disposition optimisée du canal d'alimentation, le temps nécessaire au refroidissement peut être réduit de 25 à 30 % .
- Données : Dans un composant PEEK d'une épaisseur de paroi de 2 mm , le temps de cycle de refroidissement passe de 75 secondes à 53 secondes (de 29 % , testé à l'aide de l'analyse Moldflow).
- Résultat : Réduction des coûts par pièce et livraison plus rapide, répondant aux exigences précises de moulage par injection pour les implants médicaux et les applications de moulage par injection à parois minces .
Grâce à l'homogénéisation des parois, à l'utilisation de canaux chauds et à la régulation de la pression de remplissage, vous réalisez des économies de 22 à 28 % sur le coût total de possession sans compromettre les tolérances de ±0,005 mm . Ces résultats sont obtenus avec les procédés de moulage par injection à canaux chauds appliqués à la fabrication de PEEK, de LCP et de PEI .

Figure 3 : Une grande presse industrielle contrôle les paramètres pour créer des pièces aérospatiales sans défaut à partir d'une résine exotique.
Comment le moulage de résine exotique de haute précision permet-il de contrôler les retraits multiaxiaux dans les composants à épaisseur de paroi variable ?
Le gauchissement multiaxial dû au retrait anisotrope est maîtrisé par un processus de remplissage par décompression en plusieurs étapes et un contrôle strict de la température du moule, ce qui limite la contraction volumétrique par endroits. Le moulage de résines exotiques de haute précision n'est garanti qu'avec l'adoption d'un remplissage en plusieurs étapes plutôt qu'un remplissage à pression constante, comme l'expliquent les techniques de moulage par injection basse pression . Ci-dessous, une comparaison entre les deux approches est présentée pour une température de surface du moule de 160 à 180 °C avec du PEEK :
| Paramètre | Garniture conventionnelle à pression unique | Profil de décompression en plusieurs étapes |
| Stratégie de pression d'emballage | Pression constante de 110 MPa jusqu'au gel de la vanne | Par paliers : 110 → 95 → 75 → 60 MPa sur 8 s |
| Uniformité de la densité de fusion | Variation de ±2,3 % entre les zones épaisses et minces | Variation de ±0,4 % ( amélioration de 82 % ) |
| Contraintes thermiques résiduelles après éjection | 28–35 MPa (gauchissement visible) | 12–16 MPa (en dessous du seuil de déformation) |
| Erreur de retrait multiaxial (X/Y/Z) | ±0,018 / ±0,022 / ±0,015 mm | ±0,004 / ±0,005 / ±0,003 mm |
| Taux de réussite à l'assemblage du premier coup | 78% (nécessite une révision) | 100 % (aucun ajustement nécessaire) |
Un service de moulage par injection de résine exotique, utilisant ce profil, élimine totalement les rebuts dus au gauchissement. Ce service de moulage, spécialisé dans les solutions de correction des défauts d'ingénierie pour les géométries de parois variables, s'appuie sur des données de moulage par injection à haute température pour maintenir la surface du moule entre 160 et 180 °C , réduisant ainsi les contraintes résiduelles de 57 % . Appliquez cette méthode pour maîtriser le gauchissement, avec des résultats éprouvés sur les productions de PEEK et de LCP.
Pourquoi le choix d'un fournisseur de moulage par injection pour les résines chargées de fibres de carbone est-il complètement différent de celui des polymères standard ?
La teneur en fibres de carbone (30 à 50 %) induit un écoulement fortement non newtonien, un retrait anisotrope et une usure rapide des outillages, autant de problèmes difficiles à gérer pour les fournisseurs classiques. Le choix d'un fournisseur de moulage par injection, en tenant compte de la résistance des outillages à l'abrasion et de la maîtrise de l'orientation des fibres, devient crucial pour éviter l'usure prématurée des moules et les déformations. Cette approche s'appuie sur une expertise pointue en moulage par injection .
Amélioration de la vis bimétallique et du canon
Les vis en nitrure standard ont une durée de vie de 50 000 cycles sur les résines chargées de fibres de carbone ; les vis bimétalliques fonctionnent au-delà de 300 000 cycles . Ceci permet d’éviter tout changement de vis pendant la production, garantit un dosage précis des pièces injectées et l’absence de contamination métallique. Cette caractéristique facilite ainsi le moulage par injection à haute performance pour votre production continue de pièces en fibres de carbone.
Acier à cavité revêtu PVD ≥HRC 58
L'acier à outils s'érode au niveau des zones d'impact des fibres après 20 000 cycles sans revêtement ; le revêtement PVD (TiAlN/CrN) contribue à préserver la surface pendant plus de 300 000 cycles. Résultat : des tolérances constantes sur toute la durée de vie du moule, ce qui élimine les coûts de requalification. En tant que fabricant de pièces moulées en résine exotique sur mesure , nous avons choisi ce revêtement pour garantir la répétabilité de vos pièces.
Porte de ventilation tangentielle pour l'orientation des fibres
Les systèmes d'injection traditionnels entraînent un alignement des fibres perpendiculaire au flux, des projections et un retrait différentiel trois fois supérieur ; l'injection tangentielle, quant à elle, assure un alignement tangentiel des fibres et du flux. Résultat : une réduction de 60 % du gauchissement et un retrait inférieur à 0,008 mm . L'injection tangentielle est un atout majeur qui distingue les fournisseurs de moules pour résines de pointe .
Profilage du taux de cisaillement pour un écoulement non newtonien
La viscosité à l'état fondu des fibres de carbone présente un comportement rhéofluidifiant marqué. Par conséquent, la vitesse d'injection doit maintenir cette viscosité entre 800 et 1200 Pa·s à une vitesse de 10 000 s⁻¹ . Sans injection profilée, des défauts d'injection ou des brûlures sont possibles. L'injection profilée permet d'atteindre un taux de réussite de la première injection supérieur à 95 % . Ce sont là les principes fondamentaux du moulage par injection de pièces chargées en fibres de carbone.
Choisir un fournisseur proposant des cylindres bimétalliques, des cavités à revêtement PVD, des points d'injection tangentiels et un profilage du taux de cisaillement garantit l'absence de défaillances prématurées d'outillage et de rebuts dans votre projet. Cette garantie repose sur des composants conçus pour le moulage par injection résistant à l'abrasion et testés plus de 300 000 fois lors du processus de production de PEEK-CF30 .
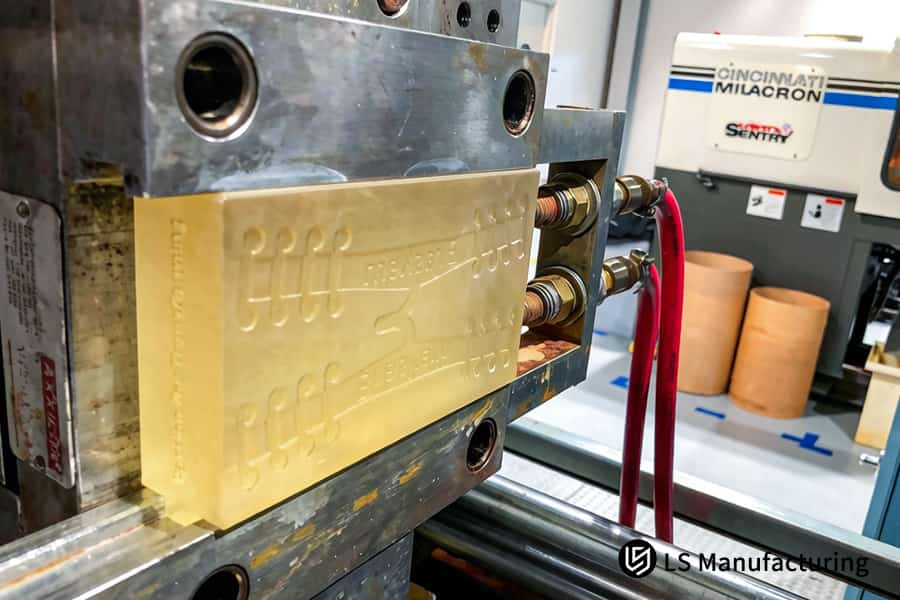
Figure 4 : Un moule en acier de précision contient une résine exotique pour des pièces à usage critique sous de multiples certifications ISO.
Étude de cas : Comment LS Manufacturing a permis à un client du secteur des dispositifs médicaux d'économiser 35 % sur le coût total d'un projet d'alignement de poignées d'instruments chirurgicaux en PEEK sur mesure ?
Des clients européens du secteur de la fabrication de dispositifs médicaux ont rencontré des difficultés lors de la production d'une poignée chirurgicale en PEEK exigeant une résistance à l'autoclave et une tolérance de ±0,01 mm . Leur fournisseur de moules actuel n'a pu produire qu'un moule efficace à 55 % pour corriger les bulles d'air dans les cavités profondes et les problèmes d'adhérence lors de l'éjection, entraînant des pertes mensuelles de 12 000 $ en PEEK gaspillé. Un service de moulage par injection de résines de pointe, associé à une analyse approfondie de la fabrication (DFM), est nécessaire pour inverser la tendance à la hausse des normes de moulage par injection à tolérances strictes .
Défi du client
Le moule d'origine emprisonnait des composés volatils dans les zones borgnes de la poignée, créant des cavités sous-jacentes invisibles jusqu'à l'inspection finale. Le manque de dépouillement adéquat entraînait une déformation de la pièce lors de l'éjection, due à la faible épaisseur de paroi (0,8 mm) de la poignée. Six mois d'optimisation n'ont pas permis d'améliorer le rendement au-delà de 55 % , contraignant le client à rechercher un fabricant de pièces moulées en résine spéciale capable de corriger simultanément ces deux défauts grâce à une refonte complète du processus, compatible avec les exigences du moulage par injection stérile .
Solution de fabrication LS
La simulation d'écoulement a révélé que l'emplacement initial de la porte d'injection était responsable du remplissage déséquilibré et de l'accumulation de composés volatils au point le plus profond de la cavité du moule. Au lieu d'utiliser des canaux d'évacuation classiques, nous avons opté pour un système de vide à air pulsé avec des orifices d'échappement de seulement 0,015 mm . De plus, nous avons choisi un acier ESR 1.2343 avec une finition miroir jusqu'à Ra 0,03 µm et un revêtement antiadhésif en titane. Ce service de moulage, qui corrige les défauts d'ingénierie, a éliminé la nucléation des bulles et l'adhérence à la source, garantissant ainsi une homogénéité de moulage par injection de qualité implantaire .
Résultats et valeur
Le taux de défauts a été nul dès le premier lot d'essai, et le processus de cristallisation a été pleinement confirmé par analyse DSC. Le rendement final a atteint 99,2 % , et après le moulage de 15 000 unités, le client a réalisé une économie de 35 % sur ses coûts de production totaux grâce à l'élimination des rebuts et à une réduction du temps de cycle de 42 % . Le délai de livraison est passé de 8 semaines à moins de 4 semaines , permettant ainsi le marquage CE dans les délais impartis, sans supplément pour une expédition express. Ce moulage de résine exotique de haute précision a démontré qu'une ingénierie préalable permet d'éliminer les déchets en aval, comme l'ont confirmé les protocoles de moulage par injection chirurgicale .
Ceci prouve qu'en choisissant un fournisseur expérimenté qui garantit une ventilation adéquate, des technologies antiadhésives et une conception optimisée pour la fabrication (DFM), votre projet, même voué à l'échec, deviendra une réussite. L'amélioration spectaculaire du taux de rendement , passant de 55 % à 99,2 % , et permettant une économie de 35 % sur les coûts, démontre l'expertise de vos partenaires en moulage par injection de dispositifs médicaux, même avec des matériaux aussi exigeants.
Pour commencer à bénéficier du même rendement de 99,2 % et d'une réduction des coûts de 35 % pour vos composants en PEEK, contactez notre équipe d'ingénierie pour explorer une solution personnalisée et recevoir un devis basé sur les performances.

FAQ
1. Comment LS Manufacturing s'assure-t-elle qu'aucune bulle ne se forme dans les composants moulés en PEEK de qualité médicale ?
Notre procédé d'injection assistée par ventilation permet d'évacuer 99,9 % de l'air présent dans la cavité avant injection. De plus, nous déshydratons rigoureusement toutes nos matières premières pendant plus de quatre heures grâce à des séchoirs ultra-performants à point de rosée de -40 °C . L'association de conduits de ventilation de 0,02 mm , conçus avec précision, et de procédés de moulage 100 % scientifiques garantit l'absence de microbulles dans nos pièces moulées.
2. Quel type d'acier à moules utilisez-vous spécifiquement pour résister aux hautes températures impliquées dans le moulage de résines haute performance ?
Pour le moulage par injection , nous utilisons exclusivement de l'acier ESR (Electroslag Remelting) de haute qualité. Par exemple, nous employons des aciers tels que le 1.2343 ESR et le 1.2344 ESR, soumis à un traitement thermique de trempe sous vide en trois étapes afin de garantir une dureté comprise entre 52 et 55 HRC. Notre acier résiste à des températures allant jusqu'à 400 °C sans déformation pendant plus de 500 000 cycles .
3. Pourquoi mon précédent fournisseur a-t-il rencontré de graves problèmes d'adhérence lors du traitement des résines Ultem PEI ?
L'Ultem PEI présente une forte adhérence polaire aux substrats métalliques, avec un risque d'adhérence si l'angle de dépouille est inférieur à 1,5° et si la rugosité de surface est supérieure à Ra 0,1 µm . LS Manufacturing utilise une technologie de finition ultra-miroir et un revêtement de nitrure de chrome nanométrique PVD de haute dureté afin de réduire le coefficient de frottement à 0,15 , éliminant ainsi tout problème d'adhérence lors de l'éjection.
4. Les stratégies standard d'optimisation des coûts peuvent-elles être appliquées aux séries d'outillage aérospatiales coûteuses pour le PEEK ou le PPSU ?
Oui. LS Manufacturing utilise la technologie des canaux chauds à aiguille, remplaçant ainsi les canaux traditionnels encombrants. Il en résulte des économies de matière de plus de 80 % à chaque cycle d'injection. Sachant que les matières premières coûtent plus de 200 $ le kg , cela représente des économies de plusieurs dizaines de milliers de dollars.
5. Quel est votre délai de livraison standard pour un prototype d'outil entièrement validé pour le moulage de résine exotique de haute précision ?
Grâce à nos centres d'usinage CNC 5 axes intégrés et à nos processus DFM entièrement numériques, les outils prototypes pour résines spéciales peuvent être réalisés en 15 à 20 jours ouvrables. Les livraisons comprennent un rapport d'inspection dimensionnelle CMM complet et une fiche de paramètres de remplissage à 100 % .
6. Comment LS Manufacturing contrôle-t-elle la déformation et les variations dimensionnelles des polymères exotiques chargés à 40 % de fibres de carbone ?
Les fibres de carbone sont très sujettes au retrait anisotrope. Nous utilisons le logiciel Moldex3D pour simuler l'orientation des fibres en 3D, compensant ainsi les variations d'épaisseur des parois de la cavité. Nous employons également un contrôle de la pression de maintien décroissante en plusieurs étapes et des régulateurs de température de moule multicircuits de haute précision (précision de ±1 °C ) afin de limiter strictement la distorsion des pièces et la dérive dimensionnelle à ±0,01 mm .
7. Ma propriété intellectuelle (PI) est-elle entièrement protégée lorsque j'évalue avec vous un devis d'outillage en ligne pour le moulage de résine exotique ?
Nous respectons scrupuleusement les normes internationales les plus strictes en matière de protection de la propriété intellectuelle et pouvons signer immédiatement un accord de confidentialité réciproque et juridiquement contraignant avant même la réception de tout dessin. De plus, LS Manufacturing utilise un serveur interne crypté, indépendant et certifié ISO 27001, pour stocker toutes les données CAO 3D brutes, garantissant ainsi la sécurité absolue de vos secrets commerciaux les plus précieux .
8. Quelle est la quantité minimale de commande (MOQ) requise pour les composants moulés en résine exotique sur mesure ?
Nous n'imposons pas de barrières industrielles rigides pour les projets de résines spéciales haut de gamme ; des productions en petites séries (de 100 à 500 unités seulement) peuvent être lancées afin d'accompagner pleinement les ingénieurs R&D dans l'itération et la validation des produits. Nous sommes également en mesure de passer facilement à une production de masse à grande échelle – traitant des commandes de plusieurs centaines de milliers d'unités – une fois les échantillons approuvés. Contactez-nous à tout moment pour obtenir un devis compétitif .
Résumé
Le moulage de plastiques techniques spéciaux est une discipline exigeante qui allie science des matériaux, dynamique des fluides et contrôle thermique . Pour éliminer les défauts persistants, il requiert une conception pour la fabrication (DFM) de haute précision, des aciers à outils trempés, des paramètres de processus rigoureux et une traçabilité complète. Collaborer avec un fournisseur de référence en matière de numérique comme LS Manufacturing permet d'accélérer la mise en conformité, d'optimiser les coûts totaux et d'éliminer les risques de production avant qu'ils n'impactent vos délais.
Ne laissez plus des outillages inefficaces et des défauts grever vos profits. Si vous travaillez avec du PEEK, du PEI, du PPSU ou des composites haute performance, mettez fin aux essais et erreurs coûteux. Téléchargez vos modèles CAO pour une analyse DFM gratuite et un devis instantané . Nos ingénieurs spécialisés en moulage par injection de résines de pointe vous fourniront un rapport complet et un prix transparent sous 24 heures, garantissant ainsi une précision micrométrique pour la fabrication de vos innovations.
📞Tél. : +86 185 6675 9667
📧 Courriel : info@lsrpf.com
🌐Site web : https://lsrpf.com/
Clause de non-responsabilité
Le contenu de cette page est fourni à titre informatif uniquement. Services de LS Manufacturing. Aucune déclaration ni garantie, expresse ou implicite, n'est donnée quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou fabricant tiers fournira, par l'intermédiaire du réseau LS Manufacturing, les paramètres de performance, les tolérances géométriques, les caractéristiques de conception spécifiques, la qualité et le type des matériaux ou la qualité de la main-d'œuvre. Ces informations relèvent de la responsabilité de l'acheteur. Demande de devis pour des pièces . Veuillez préciser vos exigences concernant ces sections. Contactez-nous pour plus d'informations .
Équipe de fabrication LS
LS Manufacturing est une entreprise leader du secteur , spécialisée dans les solutions de fabrication sur mesure. Forte de plus de 20 ans d'expérience et de plus de 5 000 clients, elle se concentre sur l'usinage CNC de haute précision, la fabrication de tôlerie , l'impression 3D , le moulage par injection, l'emboutissage et d'autres services de fabrication intégrés.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001:2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse de petites séries ou de personnalisations à grande échelle, nous répondons à vos besoins avec une livraison express sous 24 heures. Choisir LS Manufacturing, c'est choisir l'efficacité, la qualité et le professionnalisme.
Pour en savoir plus, visitez notre site web : www.lsrpf.com .


