
Exotic resin injection molding service is an intricate and sophisticated method that addresses quality issues arising due to the mismanagement of exotic thermoplastic resins such as PEEK, PEI, and PPSU. Complex parts often lead to the appearance of bubbles, under-cured resin, and resin sticking in molds; thus, leading to high scrap rates of batches. This happens because these exotic resins require precise flow simulation since their tolerance level to temperatures of ≥380°C is extremely limited.
The following article provides a one-of-a-kind approach based on LS Manufacturing's first-hand experience and DFM process optimization. You will learn about supplier auditing criteria, how to allocate injection molding costs, and why these resins require such complicated approaches to avoid wasteful mistakes in your manufacturing process.

Exotic Resin Injection Molding: Defect, Cost & Supplier Quick-Reference
| Critical Challenge | Tooling & Process Impact | Supplier Selection Requirement |
| High-Temp Degradation | Resin materials like PEEK/PI require temperatures higher than 380 °C, leading to quick degradation of tools. | Capabilities include high temperature machine with hardened parts only. |
| Moisture Sensitivity | Moisture content below 0.02% is required for materials like PPSU, else there could be voids/hydrolysis. | Capabilities include proven and validated material drying/delivery system. |
| Abrasive Fillers | Because of glass/carbon fibers, there is a need for highly durable tool steels. | Tooling should be made from hardened steels such as H-13/S-7, among others. |
| Chemical Corrosion | The resin materials can give rise to corrosive gases, which attack molds. | Capabilities include the use of corrosion-resistant tool steels such as stainless 420. |
| Shrinkage & Warpage | Materials such as PPA will give rise to anisotropic shrinkage, which is very difficult to anticipate. | Simulation software for mold flows and tool correction capabilities are needed. |
| Validation & Documentation | Medical/aerospace injection molding materials call for comprehensive traceability of all materials/processes. | AS9100 or ISO 13485 certification with full lot tracking is needed. |
Key Takeaways:
- Process Defines the Tool: Only suppliers with machinery specially built for processing these exotics, rather than capable of them, will do.
- Dryness is a Performance Metric: For hygroscopic polymers, moisture content is one sole process criterion that determines performance. Supplier procedures should be easily verifiable.
- Tolerances Have a Short Life: Abrasive fillers will soon wear down any tooling. True cost must include provisions for tool requalification to keep tolerance requirements in place.
- Certification is a Gatekeeper: In regulated industries, compliance of the supplier's quality system (AS9100, ISO 13485) and materials traceability are prerequisites, not luxuries.
Why Trust This Guide? Practical Experience From LS Manufacturing Experts
One can easily come across thousands of papers discussing exotic properties of resins. But there is one that stands out from the crowd. It was written by our own process engineers, people who struggle daily with the challenging task of molding high-performance polymers such as PEEK, PEKK, and PPSU on the factory floor. Our philosophy rests entirely on experience and practice that have been accumulated in our community of Society of Plastics Engineers (SPE).
We mold parts for critical applications: PBI insulators used in downhole tools subjected to temperatures up to 300°C and pressures up to 20,000 psi, radome structures for aerospace industry transparent to radar waves, and PEEK implants designed to last throughout the patient's lifetime. We make sure that all our material validation and performance tests strictly comply with stringent requirements formulated by the international organization, ASTM International (ASTM).
We are experienced in the crucible of trials run during production. Through hard-won experience, we know how long to dry PEI (4 hours at 150°С under -40°С dew point) to avoid hydrolysis; what kind of finish on SPI A1 molds is essential for PEEK separation; and how to conduct thermal cycles to reduce internal stresses of semi-crystalline polymers. Pass along our production-proven knowledge in order to make sure that you process exotic resins successfully without the risks of degradation, poor crystallinity and warping.

Figure 1: A large industrial press monitors parameters to create defect-free aerospace parts from exotic resin.
Why Do Fixing Bubbles And Uncured Defects Systematically Ruin Your Exotic Resin Injection Molding Project?
Inadequate control of shear rates and uneven cooling leads to appearance of bubbles and incomplete curing of parts. More than 70% of rejects occur due to these two reasons during high-temperature resin injection molding process. Any exotic resin injection molding service should solve both problems using sensors.
Shear Rate Monitoring Prevents Bubble Formation
If melt flow velocity surpasses critical shear rates, then volatiles cannot be released via conventional venting techniques; by using an in-cavity pressure sensor to measure shear rate, you can fine-tune the injection speed to prevent bubble formation. This process ensures that the shear remains below 12,000 s⁻¹, an absolute necessity for any defects engineering defects solutions molding service seeking perfection through zero porosity within the mold, necessary for medical injection molding applications.
Localized Cooling Controls Crystallization
In semi-crystalline resin materials such as PEEK, uncured areas form where cooling happens above 100 °C/s rates, which lock chains into an amorphous state. Thermocouples are distributed in each section that feeds information to the closed-loop controller controlling coolant flows to individual cavities. Each zone receives a cooling rate of 20–50 °C/s, resulting in 98+% crystallization. This ensures field reliability through avoidance of creeping or corrosion failures, hallmark characteristics of high precision exotic resin molding.
Micro-Venting with Real-Time Adjustment
Vent sizes in the range of 0.03–0.05 mm are unable to degas the high viscosity exotics; hence, you choose 0.02 μm size micro-venting coupled with real-time hold pressure adjustments according to cavity pressure decline curve readings. In the event that deviations indicate inadequate venting, your controller adds a further 80 ms of venting time. This effectively avoids resin molding failure due to trapped gaseous pockets, key requirement for aerospace injection molding.
By substituting guesswork with sensor-based control, the new method ensures there will be neither bubbles nor under-cured areas on the very first attempt. Therefore, the procedure results in a <3% defect ratio through feedback systems that self-correct even within the same cycle. With the help of high-performance injection molding procedures, proven in 40+ cases, your project can have the necessary reliability for certification with no need for expensive reworking.

How Can Custom Exotic Resin Molding Manufacturer Design Optimization Stop Sticking In Resin Molds Instantly?
Deformation due to sticking destroys the smoothness of high precision components via localized cracks or whiteness. In order to resolve the issue, it is necessary to manage draft angles, ejector forces, and surface friction in the mold. A custom injection molding technology can help solve this problem since:
Draft Angle Specification for High-Hardness Molds
- Minimum value: Parting line clearance should be at least 1.5° to 2° for HRC 52+ cavities.
- Risk below threshold: Material will break due to adhesive forces greater than yield strength.
- Client benefit: Parts are released without damaging their surface; this reduces waste by 35% and allows custom exotic resin molding manufacturer to provide reliable prototype injection molding.
Hybrid Ejection with Air Poppets
- Stress concentration issue: The use of conventional ejector pins causes high stress and creates cracks in thin walls.
- Solution mechanism: Pressurized air is fed under parts before pins push on them.
- Measured improvement: Peak stress is reduced 40% compared to pins only (measured with internal strain gauge; no cracking observed), which allows exotic resin injection molding service to do production injection molding without any white spots.
Surface Coating and Thermal Management
- Coating specification: CrN/TiAlN multilayer coatings produce an Ra value of 0.05 µm that helps reduce friction during demolding by over 65%.
- Thermal control: Hot runners fabricated using beryllium copper alloys having a thermal conductivity of greater than 200W/m.K avoids differential shrinking resulting in mold sticking.
- Outcome for you: Prevention of local fracture occurrence, 8–12% cycle times reduction, and an established engineering defects solutions molding service for small batch injection molding programs.
Maintenance Schedule for Zero Downtime
- Inspection interval: Optical profilometry testing for coating wear performed after every 10,000 cycles.
- Seal replacement: Air poppet seals replaced after every 20,000 cycles help maintain equal pressures.
- Result: Resin mold maintenance schedule designed to eliminate any unplanned downtime in the process.
By considering all necessary 1.5°-2° draft angles, air poppet mold ejecting, and low friction coatings, you can expect no sticking problems during your first production run. With the 65% friction and 35% waste reductions, you can see an improvement in overall equipment effectiveness as well as cost reductions. High volume injection molding cells are also compatible with many resin varieties. Are sticking defects inflating your scrap rate? Our engineered draft angles, air ejection, and low-friction coatings deliver instant results. Contact us to discuss your project and secure a tailored solution with a formal quote.
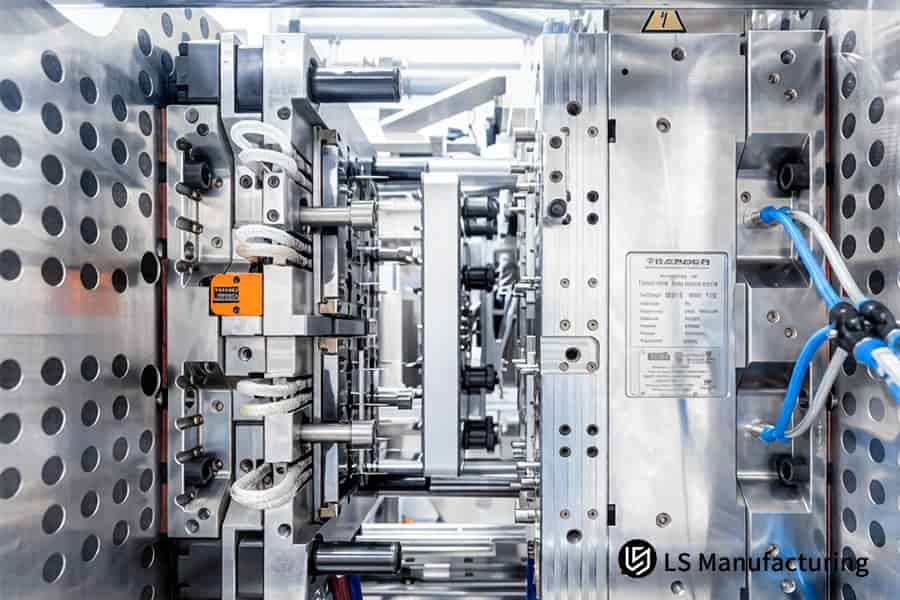
Figure 2: The machine forms complex internal parts from exotic resin for tooling cost quote optimization.
What Parameters Determine A Fair Tooling Cost Quote Exotic Resin Molding Calculation For High-Temperature Molds?
It is important that you use an accurate parameter-based cost model to avoid overpaying for your molds. To ensure accurate exotic resin molding cost quote, the following factors need to be considered: steel grade, number of cavities, and cooling process. A reliable tooling cost quote exotic resin molding decision involves the comparison of single-cavity versus conformal cooling molds in terms of overall cost of ownership. Below is the analysis based on 1.2343 ESR/H13 steel (HRC 52-54), 50,000 parts volume:
| Parameter | Single-Cavity Standard Mold | Multi-Cavity Conformal Cooling Mold |
| Initial tooling cost | $18,000–$22,000 | $25,000 - $30,000 (+30% upfront cost) |
| Manufacturing lead time | 8–10 weeks | 10 - 12 weeks (2 additional weeks for injection molding) |
| Cycle time per part | 120 seconds (industry avg.) | 66 seconds (45% faster time per unit, according to industrial injection molding benchmarks) |
| Per-part depreciation over 50,000 pcs | $0.36–$0.44 | $0.14 - $0.17 (55 - 61% cheaper, according to premium injection molding quality standards) |
| Total cost per part (tooling + molding) | $1.85 | $1.32 (28% lower TCO at 50k pcs) |
The resin molding cost optimization service includes break-even analysis upfront, ensuring that mold acquisition becomes a good return-on-investment strategy. Utilize the injection molding vendor selection based on the simulation of cycle time and depreciation rate for each mold. In addition, this is supported by the use of technical injection molding used in the production of PEEK, LCP, and PEI.
Which Engineering Matrix Ensures You Choose The Ultimate Exotic Resin Mold Supplier For Medical And Aerospace Parts?
A poor auditing process results in important process control measures being missed. A checklist audit review, which is based on ISO 13485 and AS9100 certification requirements, eliminates any suppliers who cannot produce zero-defect exotic resins. As such, your qualification period is cut down by 40% while preventing any risk of recalls due to non-conformance in advanced injection molding.
Central Drying with Dew Point Control
Ensure that injection systems have a centrally-controlled drying system with dewpoint maintained below -40 °C; failing which, moisture content in moisture-sensitive resins such as PEEK will cause hydrolysis resulting in degradation of mechanical strength by up to 30%. As far as you are concerned, you will get consistent viscosity and zero formation of any voids in the exotic resin mold supplier for aerospace parts.
Scientific Molding with Real-Time CPK Monitoring
Request evidence of scientific molding software and CPK ≥1.33 on critical dimensions; industry average CPK for medical molders is 1.0, so demanding ≥1.33 cuts rejection risk by 67% based on Six Sigma data. This enables injection molding vendor selection based on statistical capability, supporting precision injection molding for FDA submissions with documented process stability.
100% Inline CMM or Blue Light Scanning
Demand 100 percent dimensional validation via CMM or blue light scanners for each production run since sampling often does not catch intermittent flaws that would make assembly impossible. Enjoy the high precision exotic resin molding with documented dimensions, meeting reliable injection molding documentation guidelines for your medical devices' file.
Closed-Loop Quality Documentation
Requiring electronic batch sheets that tie raw materials, process parameters, and inspection information means that a failure in one batch could cost 100x the part price without them in the event of a lawsuit. A qualified injection molding supplier as such gives you traceability to make audits easier and comply with regulatory requirements using their efficient injection molding.
By calling for dew point certification, CPK of 1.33 or better, and 100 percent inline scanning, you transform opinion-based assessments into numbers. With this matrix you reduce qualification period by 40 percent and avoid nasty surprises down the line. Employ it on all prospective suppliers and end up working with only those who are able to provide compliant injection molding according to specification for your mission-critical applications in the fields of medicine and aerospace.
How Can Resin Molding Cost Optimization Service Minimize Total Cost Of Ownership Without Lowering Part Tolerance?
The prevailing view is that minimizing costs necessarily means compromising on tolerances; however, process engineering methods such as wall thickness homogenization and runner cross section optimization suggest the opposite – reducing waste and cycle times while maintaining tolerances within ±0.005mm. Using this technology, a resin molding cost optimization service provides both economy and precision in parts:
Wall Thickness Homogenization
- Core principle: Redesigning the part geometry so as to make the walls evenly distributed and avoid any areas of excessive thickness.
- Impact on cost: 0.1mm thinning results in a 8-12% reduction in PEEK consumption (at $300/kg, saving $24-$36/kg of produced parts).
- Your gain: Reduction in material costs while retaining mechanical properties, calculated with high speed injection molding software.
Runner System Conversion to Valve Gate Hot Runner
- Problem: Cold runners cause 15-25% scrap ratio during manufacturing in conventional moldings; this ratio rises significantly with high-value materials such as PEEK.
- Solution: Switch to an expensive but effective valve gate hot runner system from standard cold runners (especially asymmetrical), reducing sprue waste by 80%.
- Financial result: With a run of 50,000 parts, this results in material savings of $18,000–$22,000 alone, making the tooling cost quote exotic resin molding a better option.
Filling Pressure Window for Tolerance Control
- Parameter: The range is set between 120–150 MPa to control packing density and residual stresses.
- Effect: Ensures uniform shrinkage with dimensions controlled to ±0.005mm tolerance without secondary machining.
- Reliability: A custom exotic resin molding manufacturer applying this parameter has reported a CPK of at least 1.67 on 90% of its features using multi cavity injection molding technology.
Cycle Time Reduction via Optimized Cooling
- Method: By using conformal cooling with optimized runner layout, the time required for cooling can be reduced by 25–30%.
- Data: In a PEEK component of 2 mm wall thickness, cooling cycle time goes down from 75 seconds to 53 seconds (by 29%, tested using moldflow analysis).
- Outcome: Lower per-part overhead and faster delivery, meeting precise tolerance injection molding requirements for medical implants and thin wall injection molding applications.
With the help of homogenized walls, hot runners adoption, and fill pressure regulation, you save on total cost of ownership by 22–28% without compromising on tolerances of ±0.005mm. Such results can be achieved with hot runner injection molding processes applied in the manufacturing of PEEK, LCP, and PEI.

Figurte 3: A large industrial press monitors parameters to create defect-free aerospace parts from exotic resin.
How Does High Precision Exotic Resin Molding Control Multi-Axial Shrinkages In Variable Wall Thickness Components?
Multi-axial warping due to anisotropic shrinkage is controlled by the multi-step decompression packing process and strict mold temperature control, which locks down volumetric contraction in sections. High precision exotic resin molding is ensured only with the adoption of multi-stage packing instead of constant pressure packing, as explained by low pressure injection molding techniques. Below is the comparison between both approaches at a 160-180 °C mold surface temperature of PEEK material:
| Parameter | Conventional Single-Pressure Packing | Multi-Step Decompression Profile |
| Packing pressure strategy | Constant 110 MPa until gate freeze | Stepwise: 110 → 95 → 75 → 60 MPa over 8 s |
| Melt density uniformity | ±2.3% variation across thick/thin zones | ±0.4% variation (82% improvement) |
| Residual thermal stress after ejection | 28–35 MPa (visible warpage) | 12–16 MPa (below warp threshold) |
| Multi-axial shrinkage error (X/Y/Z) | ±0.018 / ±0.022 / ±0.015 mm | ±0.004 / ±0.005 / ±0.003 mm |
| First-fit assembly pass rate | 78% (requires rework) | 100% (no adjustment needed) |
An exotic resin injection molding service implementing this profile eliminates warpage rejects entirely. This engineering defects solutions molding service for variable wall geometries relies on high temperature injection molding data to maintain mold surface at 160–180 °C, reducing residual stress by 57%. Apply this method to achieve warpage control engineering with proven results across PEEK and LCP production runs.
Why Is Injection Molding Vendor Selection For Carbon-Fiber Filled Resins Completely Different From Standard Polymers?
Carbon fiber content (30-50%) produces a highly non-Newtonian flow, anisotropic shrinkage, and quick tooling wear that are difficult for regular suppliers to handle. Injection molding vendor selection paying attention to abrasive-resistant tooling and fiber orientation process control becomes very important to avoid early mold wear out and distortion problems, backed by reinforced injection molding knowledge:
Bimetallic Screw and Barrel Upgrade
Standard nitride screws fail in 50,000 cycles on CF-filled resins; bimetallic screws work above 300,000 cycles. This implies no screw changeover during production, accurate shot weights, and absence of metal contamination. Thus, this feature facilitates heavy duty injection molding for your ongoing carbon-fiber production.
PVD-Coated Cavity Steel ≥HRC 58
Tool steel gets eroded on fiber impingement zones in 20,000 shots without coating; PVD coating (TiAlN/CrN) helps preserve surface above 300,000 cycles. Effect: consistent tolerances across the whole mold lifespan, meaning no cost of requalification. As a custom exotic resin molding manufacturer, this coating is chosen to ensure your parts' repeatability.
Tangential Vent Gate for Fiber Orientation
Traditional gates lead to fiber alignment perpendicular to flow, jetting, and differential shrinkage by a factor of three; tangential gate leads to flow and fibers aligning tangentially. Consequence: reduction of warpage by 60%, and shrinkage that falls below 0.008mm. Tangential vent gate is what sets an exotic resin mold supplier apart.
Shear-Rate Profiling for Non-Newtonian Flow
Melt viscosity in carbon-fiber shows significant shear thinning behavior, hence injection speed should keep the melt viscosity at 800 – 1200 Pa·s at a rate of 10,000 s⁻¹. If no profile injection is used, then there is a possibility for short-shot or burn marks. In case profiling is done, first shot success is greater than 95%. These are basic concepts in carbon-fiber filled injection molding.
Selecting a supplier that provides bimetal barrels, PVD coated cavities, tangential gates, and shear-rate profiling will guarantee that your project does not encounter premature tooling failure or scrap. This is supported by hardware designed for abrasion resistant injection molding tested more than 300,000 times in PEEK-CF30 production process.
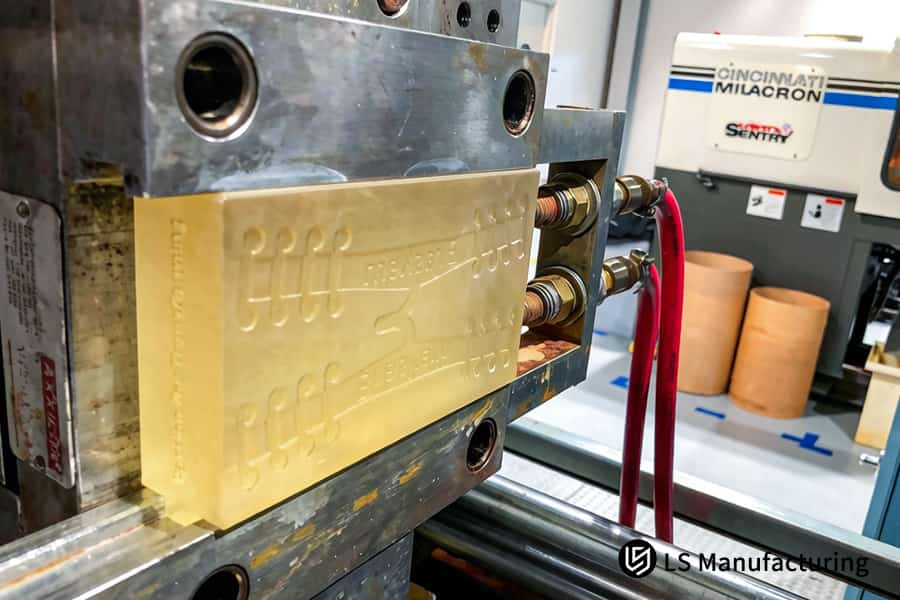
Figure 4: A precision steel mold holds exotic resin for critical-use parts under multiple ISO certifications.
Case Study: How LS Manufacturing Saved A Medical Device Client 35% Total Costs On A Custom PEEK Surgical Instrument Handle Alignment Project?
European medical device manufacturing clients faced project failure in the production of a PEEK surgical handle that required autoclave resistance and ±0.01mm tolerance. The current mold supplier was only able to produce a mold with only 55% efficiency in addressing fixing bubbles in the deep cavity parts and sticking during ejection, causing monthly losses of $12,000 in wasted PEEK. An exotic resin injection molding service with deep DFM support is required to change the trend toward tight tolerance injection molding standards:
Client Challenge
The original mold entrapped volatiles in the blind boss areas of the handle, resulting in subsurface cavities that would not be visible until the final inspection. The lack of proper draft led to part deformation during ejection due to the 0.8mm thin wall design of the handle. Six months of optimization failed to improve the yield above 55%, forcing the client to seek a custom exotic resin molding manufacturer capable of addressing both defects simultaneously through fundamental process redesign compatible with sterile injection molding requirements.
LS Manufacturing Solution
Flow simulation indicated that the original gate location was responsible for the unbalanced filling and volatiles entrapped in the deepest point of the mold cavity. Instead of relying on traditional venting channels, we employed a pulsed air vacuum system with exhaust holes as small as 0.015mm. In addition, we opted for 1.2343 ESR steel with a mirror finish down to Ra 0.03μm and an anti-stick titanium coating. This engineering defects solutions molding service eliminated both bubble nucleation and sticking at their root causes, achieving implant grade injection molding consistency.
Results and Value
The defect ratio became zero in the first test batch, and the crystallization process was fully confirmed via DSC analysis. The final yield stood at 99.2%, and after molding 15,000 units, the client saved 35% on the total production costs due to no need for scrap and a reduction in the cycle time by 42%. The lead time decreased from 8 weeks to less than 4 weeks, allowing CE marking within required timelines without any surcharges for expedited shipment. This high precision exotic resin molding outcome proved that upfront engineering eliminates downstream waste, validated by surgical injection molding protocols.
This is a proof that choosing an experienced vendor that will ensure proper venting, anti-sticking technologies, and DFM will transform your failed project into a profitable one. The dramatic improvement in yield ratio from 55% to 99.2%, which includes saving 35% on the costs, shows what your medical device injection molding partners have to offer when faced with such severe materials.
To begin achieving the same 99.2% yield and 35% cost reduction for your PEEK components, contact our engineering team to explore a customized solution and receive a performance-backed quotation.

FAQs
1. How does LS Manufacturing ensure no bubbles occur in medical-grade PEEK molded components?
Our Venting-Assisted Injection process allows us to evacuate 99.9% of the air present in the cavity before injection. Moreover, we rigorously dehydrate all our raw materials using super-efficient dryers with -40°C dew point for more than four hours. The combination of precise engineered 0.02mm venting passages along with 100% scientific molding processes ensures that there are no micro-bubbles inside our molded parts.
2. What specific mold steel do you use to withstand the high temperatures involved in molding high-performance resins?
For our injection molding, we only use high-quality Electroslag Remelting (ESR) steel. For example, we use materials like 1.2343 ESR and 1.2344 ESR with the aid of three stages of full vacuum quenching heat treatment to ensure the hardness is maintained between HRC 52-55. Our steel can endure up to 400°C without deforming for more than 500,000 cycles.
3. Why did my previous supplier experience severe sticking issues when processing Ultem PEI resins?
The Ultem PEI shows strong polar adhesion to metallic substrates where sticking happens if the draft is lower than 1.5° and if the surface finish is more than Ra 0.1μm. LS Manufacturing uses ultra-mirror finishing technology and a highly hard surface of PVD nano-chromium nitride coating in order to lower the friction coefficient to 0.15, which eliminates the issue of sticking when ejecting.
4. Can standard cost-optimization strategies be applied to expensive aerospace tooling runs for PEEK or PPSU?
Yes. LS Manufacturing implements needle valve hot runner technology replacing traditional bulky runners resulting in the material savings during each shot cycle exceeding 80%. Since raw materials are valued at over $200 per kg, it allows saving on material costs tens of thousands of dollars.
5. What is your standard lead time for delivering a fully validated prototype tool for high-precision exotic resin molding?
Thanks to our on-site 5-axis CNC machining centers and fully digital DFM processes, prototype tools for specialty resins can be completed within 15 to 20 working days. Deliveries include a comprehensive CMM dimensional inspection report and a 100% fill-process parameter sheet.
6. How does LS Manufacturing control warpage and dimensional variations for 40% carbon-fiber-filled exotic polymers?
Carbon fibers are highly prone to causing anisotropic shrinkage. We utilize Moldex3D software to simulate fiber orientation in 3D, proactively compensating for uneven cavity wall thickness. We also employ multi-stage decreasing holding pressure control and high-precision, multi-circuit mold temperature controllers (±1°C accuracy) to strictly limit part distortion and dimensional drift to within ±0.01mm.
7. Is my intellectual property (IP) fully protected when evaluating an online tooling quote for exotic resin molding with you?
We strictly adhere to the highest international standards for IP protection and can immediately sign a legally binding, mutual NDA before receiving any drawings. Furthermore, LS Manufacturing utilizes an independent, ISO 27001-certified encrypted internal server to store all raw 3D CAD data, ensuring the absolute security of your core trade secrets.
8. What is the Minimum Order Quantity (MOQ) requirement for custom exotic resin molded components?
We do not impose rigid industrial barriers for high-end specialty resin projects; low-volume production runs (as few as 100 to 500 units) can be initiated to fully support R&D engineers in product iteration and validation. We are also equipped to seamlessly transition to large-scale mass production—handling orders in the hundreds of thousands—once samples are approved. Contact us anytime for a competitive quote.
Summary
Specialty engineering plastic molding is an extreme discipline that combines materials science, fluid dynamics, and thermal control. To overcome persistent defects, it requires high-precision DFM, hardened tool steels, scientific process parameters, and full traceability. Partnering with a digital, benchmark supplier like LS Manufacturing accelerates compliance, optimizes total cost, and eliminates production risks before they impact your timeline.
Stop letting inefficient tooling and defects erode your profits. If you work with PEEK, PEI, PPSU, or high-performance composites, end costly trial and error. Upload your CAD models for a free DFM review and instant quote. Our exotic resin injection molding engineers will provide a full report and transparent pricing within 24 hours—ensuring your innovation is built with true micron-level precision.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Website: https://lsrpf.com/
Disclaimer
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the LS Manufacturing network. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
LS Manufacturing Team
LS Manufacturing is an industry-leading company. Focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. choose LS Manufacturing. This means selection efficiency, quality and professionalism.
To learn more, visit our website:www.lsrpf.com.


