
Das Spritzgießen von Spezialkunststoffen ist ein komplexes und anspruchsvolles Verfahren zur Behebung von Qualitätsproblemen, die durch unsachgemäße Verarbeitung von thermoplastischen Spezialkunststoffen wie PEEK, PEI und PPSU entstehen . Komplexe Bauteile weisen häufig Blasenbildung, unvollständig ausgehärtetes Harz und Harzanhaftungen in den Formen auf, was zu hohen Ausschussquoten führt. Dies liegt daran, dass diese Spezialkunststoffe aufgrund ihrer extrem begrenzten Temperaturtoleranz gegenüber Temperaturen ab 380 °C eine präzise Fließsimulation erfordern.
Der folgende Artikel bietet einen einzigartigen Ansatz, basierend auf der praktischen Erfahrung von LS Manufacturing und der Optimierung des DFM-Prozesses . Sie erfahren mehr über Kriterien für Lieferantenaudits, die Kostenverteilung beim Spritzguss und warum diese Kunststoffe so komplexe Verfahren erfordern, um verschwenderische Fehler im Fertigungsprozess zu vermeiden.

Exotisches Harzspritzgießen: Fehler, Kosten & Lieferanten-Kurzübersicht
| Kritische Herausforderung | Auswirkungen von Werkzeugen und Prozessen | Anforderungen an die Lieferantenauswahl |
| Hochtemperatur-Degradation | Harzmaterialien wie PEEK/PI benötigen Temperaturen über 380 °C , was zu einer schnellen Abnutzung der Werkzeuge führt. | Zu den Fähigkeiten gehört eine Hochtemperaturmaschine, die ausschließlich gehärtete Teile verarbeitet. |
| Feuchtigkeitsempfindlichkeit | Für Materialien wie PPSU ist ein Feuchtigkeitsgehalt unter 0,02 % erforderlich, da es sonst zu Lufteinschlüssen/Hydrolyse kommen kann. | Zu den Fähigkeiten gehört ein bewährtes und validiertes Materialtrocknungs-/Zuführungssystem. |
| Schleifmittel | Aufgrund der Glas-/Kohlenstofffasern besteht ein Bedarf an besonders widerstandsfähigen Werkzeugstählen . | Die Werkzeuge sollten unter anderem aus gehärteten Stählen wie H-13/S-7 gefertigt sein. |
| Chemische Korrosion | Aus den Harzmaterialien können korrosive Gase entstehen, die die Formen angreifen. | Zu den Fähigkeiten gehört die Verwendung von korrosionsbeständigen Werkzeugstählen wie Edelstahl 420 . |
| Schrumpfung und Verformung | Materialien wie PPA führen zu einer anisotropen Schrumpfung, die sehr schwer vorherzusagen ist. | Es wird Simulationssoftware für Werkzeugfüllprozesse und Werkzeugkorrekturfunktionen benötigt. |
| Validierung & Dokumentation | Medizin- und Luftfahrt -Spritzgussmaterialien erfordern eine umfassende Rückverfolgbarkeit aller Materialien und Prozesse. | Eine AS9100- oder ISO 13485-Zertifizierung mit vollständiger Chargenverfolgung ist erforderlich. |
Wichtigste Erkenntnisse:
- Der Prozess bestimmt das Werkzeug: Nur Lieferanten, die über speziell für die Verarbeitung dieser exotischen Materialien gebaute Maschinen verfügen, anstatt nur dazu fähig zu sein, kommen in Frage.
- Trockenheit als Leistungskennzahl: Bei hygroskopischen Polymeren ist der Feuchtigkeitsgehalt das einzige Prozesskriterium, das die Leistung bestimmt. Die Verfahren der Lieferanten sollten leicht überprüfbar sein.
- Toleranzen haben eine kurze Lebensdauer: Abrasive Füllstoffe verschleißen Werkzeuge schnell. Die tatsächlichen Kosten müssen die Kosten für die erneute Werkzeugqualifizierung berücksichtigen, um die Toleranzvorgaben einzuhalten.
- Zertifizierung als Kontrollinstanz: In regulierten Branchen sind die Einhaltung des Qualitätssystems des Lieferanten (AS9100, ISO 13485) und die Rückverfolgbarkeit der Materialien Voraussetzungen, kein Luxus.
Warum Sie diesem Leitfaden vertrauen sollten? Praktische Erfahrungen von LS Manufacturing-Experten
Man findet unzählige Veröffentlichungen über die besonderen Eigenschaften von Kunststoffen . Doch eine sticht besonders hervor. Sie wurde von unseren eigenen Verfahrenstechnikern verfasst, die sich täglich mit der anspruchsvollen Aufgabe der Verarbeitung von Hochleistungspolymeren wie PEEK, PEKK und PPSU in der Produktion auseinandersetzen. Unsere Philosophie basiert vollständig auf der Erfahrung und Praxis, die wir in der Society of Plastics Engineers (SPE) gesammelt haben.
Wir fertigen Formteile für kritische Anwendungen: PBI-Isolatoren für Bohrlochwerkzeuge, die Temperaturen bis zu 300 °C und Drücken bis zu 20.000 psi ausgesetzt sind , Radarkuppeln für die Luft- und Raumfahrtindustrie sowie PEEK-Implantate, die für die gesamte Lebensdauer des Patienten ausgelegt sind. Wir stellen sicher, dass alle unsere Materialvalidierungen und Leistungstests den strengen Anforderungen der internationalen Organisation ASTM International (ASTM) entsprechen.
Wir verfügen über umfassende Erfahrung in der Durchführung von Produktionsversuchen. Dank unserer langjährigen Erfahrung wissen wir, wie lange PEI getrocknet werden muss (4 Stunden bei 150 °C unter einem Taupunkt von -40 °C), um Hydrolyse zu vermeiden; welche Oberflächenbeschaffenheit von SPI-A1-Formen für die PEEK-Trennung unerlässlich ist; und wie thermische Zyklen durchgeführt werden, um innere Spannungen in teilkristallinen Polymeren zu reduzieren. Wir geben unser praxiserprobtes Wissen an Sie weiter, damit Sie auch exotische Kunststoffe erfolgreich und ohne die Risiken von Degradation, mangelnder Kristallinität und Verzug verarbeiten können.

Abbildung 1: Eine große Industriepresse überwacht Parameter, um fehlerfreie Luft- und Raumfahrtteile aus Spezialharz herzustellen.
Warum ruinieren das systematische Beheben von Blasen und nicht ausgehärteten Defekten Ihr Projekt im Bereich des Spritzgießens von exotischen Kunstharzen?
Unzureichende Kontrolle der Schergeschwindigkeit und ungleichmäßige Kühlung führen zur Blasenbildung und unvollständigen Aushärtung der Teile. Über 70 % der Ausschussteile entstehen beim Hochtemperatur -Spritzgießen aus diesen beiden Gründen. Jeder Anbieter von Spritzgießdienstleistungen sollte diese beiden Probleme mithilfe von Sensoren lösen.
Scherratenüberwachung verhindert Blasenbildung
Überschreitet die Schmelzegeschwindigkeit kritische Scherraten, lassen sich flüchtige Bestandteile nicht mehr mit herkömmlichen Entlüftungsmethoden entfernen. Durch die Messung der Scherrate mit einem Drucksensor im Formhohlraum kann die Einspritzgeschwindigkeit präzise eingestellt und so die Blasenbildung verhindert werden. Dieses Verfahren gewährleistet, dass die Scherrate unter 12.000 s⁻¹ bleibt – eine absolute Voraussetzung für die Entwicklung von Lösungen zur Fehlerbehebung im Spritzgussverfahren, die auf absolute Porositätsfreiheit im Werkzeug abzielen und insbesondere für medizinische Spritzgussanwendungen unerlässlich sind.
Lokale Kühlung steuert die Kristallisation
Bei teilkristallinen Harzmaterialien wie PEEK bilden sich bei Abkühlraten über 100 °C/s nicht ausgehärtete Bereiche, in denen die Polymerketten in einem amorphen Zustand verbleiben. In jedem Abschnitt sind Thermoelemente verteilt, die Daten an den geschlossenen Regelkreis liefern, der die Kühlmittelzufuhr zu den einzelnen Kavitäten steuert. Jede Zone wird mit einer Abkühlrate von 20–50 °C/s abgekühlt, was zu einer Kristallisation von über 98 % führt. Dies gewährleistet die Zuverlässigkeit im Feld, indem Kriech- und Korrosionsausfälle vermieden werden – typische Merkmale hochpräziser Spezialharz-Spritzgussteile .
Mikro-Belüftung mit Echtzeit-Anpassung
Entlüftungsöffnungen im Bereich von 0,03–0,05 mm reichen nicht aus, um hochviskose Exoten zu entgasen. Daher wählen Sie eine Mikroentlüftung mit 0,02 μm Durchmesser in Kombination mit Echtzeit-Druckanpassungen anhand der Druckabfallkurve im Formhohlraum. Sollten Abweichungen auf eine unzureichende Entlüftung hinweisen, verlängert Ihre Steuerung die Entlüftungszeit um weitere 80 ms . Dies verhindert effektiv das Versagen des Formteils durch eingeschlossene Gasblasen – eine entscheidende Voraussetzung für das Spritzgießen in der Luft- und Raumfahrt .
Durch die Verwendung sensorgestützter Steuerung anstelle von Schätzungen stellt das neue Verfahren sicher, dass bereits beim ersten Versuch weder Blasen noch unvollständig ausgehärtete Bereiche entstehen. Dadurch wird eine Fehlerquote von unter 3 % erreicht, dank Feedbacksystemen, die sich selbst korrigieren – sogar innerhalb desselben Zyklus. Mit Hilfe von Hochleistungs-Spritzgießverfahren , die sich in über 40 Fällen bewährt haben, erreicht Ihr Projekt die notwendige Zuverlässigkeit für die Zertifizierung, ohne dass teure Nacharbeiten erforderlich sind.

Wie kann die Designoptimierung bei der Herstellung von kundenspezifischen, exotischen Harzformen das sofortige Verkleben verhindern?
Verformungen durch Anhaften beeinträchtigen die Oberflächengüte hochpräziser Bauteile durch lokale Risse oder weiße Stellen. Um dieses Problem zu beheben, müssen Formschrägen, Auswerferkräfte und Oberflächenreibung im Werkzeug optimiert werden. Eine kundenspezifische Spritzgießtechnologie kann hierbei hilfreich sein, da:
Entformungswinkelspezifikation für hochharte Formen
- Mindestwert: Der Trennspalt sollte bei Kavitäten mit einer Härte von HRC 52+ mindestens 1,5° bis 2° betragen.
- Risiko unterhalb der Schwelle: Das Material bricht aufgrund von Haftkräften, die die Streckgrenze überschreiten.
- Kundennutzen: Die Teile werden entnommen, ohne ihre Oberfläche zu beschädigen; dies reduziert den Abfall um 35 % und ermöglicht es dem Hersteller von kundenspezifischen Spritzgussteilen aus exotischem Harz, zuverlässige Prototypen im Spritzgussverfahren herzustellen.
Hybrid-Auswurf mit Luftventilen
- Problem der Spannungskonzentration: Die Verwendung herkömmlicher Auswerferstifte verursacht hohe Spannungen und führt zu Rissen in dünnen Wänden.
- Lösungsmechanismus: Druckluft wird unter die Teile geleitet, bevor die Stifte darauf drücken.
- Gemessene Verbesserung: Die maximale Spannung wird im Vergleich zu Stiften allein um 40 % reduziert (gemessen mit einem internen Dehnungsmessstreifen; es wurden keine Risse beobachtet), was es dem Anbieter von Spezialharz-Spritzguss ermöglicht, die Produktion von Spritzgussteilen ohne weiße Flecken durchzuführen.
Oberflächenbeschichtung und Wärmemanagement
- Beschichtungsspezifikation: CrN/TiAlN-Mehrschichtbeschichtungen erzeugen einen Ra-Wert von 0,05 µm, was dazu beiträgt, die Reibung beim Entformen um über 65 % zu reduzieren.
- Thermische Kontrolle: Heißkanäle aus Beryllium-Kupfer-Legierungen mit einer Wärmeleitfähigkeit von mehr als 200 W/mK verhindern unterschiedliche Schrumpfungen und somit ein Festkleben der Form.
- Ergebnis für Sie: Vermeidung lokaler Risse, Zykluszeitverkürzung um 8–12 % und ein etablierter Service für die Behebung von Konstruktionsfehlern bei Spritzgussprogrammen für Kleinserien .
Wartungsplan für null Ausfallzeiten
- Inspektionsintervall: Optische Profilometrieprüfung des Beschichtungsverschleißes wird alle 10.000 Zyklen durchgeführt.
- Dichtungswechsel: Der Austausch der Luftventildichtungen alle 20.000 Zyklen trägt zur Aufrechterhaltung gleichmäßiger Drücke bei.
- Ergebnis: Ein Wartungsplan für die Harzform, der darauf ausgelegt ist, ungeplante Ausfallzeiten im Prozess zu vermeiden.
Durch die Berücksichtigung aller erforderlichen Entformungsschrägen von 1,5°–2° , des Luftauswurfs und reibungsarmer Beschichtungen vermeiden Sie Anhaftungsprobleme bereits in Ihrer ersten Produktionscharge. Dank der 65% igen Reibungs- und 35% igen Abfallreduzierung profitieren Sie von einer verbesserten Anlageneffektivität und Kostensenkungen. Unsere Spritzgießzellen für hohe Produktionsvolumina sind zudem mit vielen Harzarten kompatibel. Steigern Anhaftungsfehler Ihre Ausschussquote? Unsere optimierten Entformungsschrägen, der Luftauswurf und die reibungsarmen Beschichtungen liefern sofortige Ergebnisse. Kontaktieren Sie uns, um Ihr Projekt zu besprechen und ein individuelles Angebot zu erhalten.
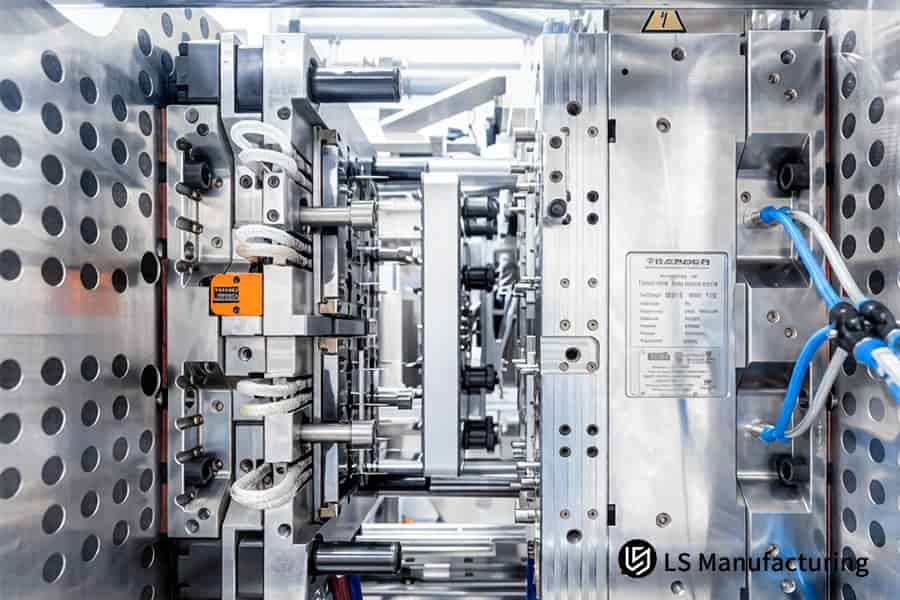
Abbildung 2: Die Maschine formt komplexe Innenteile aus exotischem Harz zur Optimierung der Werkzeugkostenkalkulation.
Welche Parameter bestimmen einen fairen Kostenvoranschlag für Werkzeuge? Berechnung der Kosten für das Formpressen von Spezialharzen für Hochtemperaturformen?
Um zu vermeiden, dass Sie zu viel für Ihre Formen bezahlen, ist es wichtig, dass Sie ein präzises, parameterbasiertes Kostenmodell verwenden. Für ein genaues Kostenangebot für die Herstellung von Spezialharzformen müssen folgende Faktoren berücksichtigt werden: Stahlgüte, Anzahl der Kavitäten und Kühlprozess. Eine zuverlässige Entscheidung für die Werkzeugkosten im Rahmen der Herstellung von Spezialharzformen beinhaltet den Vergleich von Einzelkavitätenformen mit konturnahen Kühlformen hinsichtlich der Gesamtbetriebskosten. Nachfolgend finden Sie die Analyse basierend auf 1.2343 ESR/H13-Stahl (HRC 52–54) und einem Volumen von 50.000 Teilen:
| Parameter | Standardform für Einzelkavität | Mehrkavitäten-Form mit konturnaher Kühlung |
| Anfängliche Werkzeugkosten | 18.000–22.000 US-Dollar | 25.000 $ - 30.000 $ (+30 % Anzahlung) |
| Fertigungsvorlaufzeit | 8–10 Wochen | 10 - 12 Wochen (2 zusätzliche Wochen für Spritzguss ) |
| Zykluszeit pro Teil | 120 Sekunden (Branchenschnitt) | 66 Sekunden (45 % schnellere Zeit pro Einheit, gemäß den Benchmarks für industrielles Spritzgießen ) |
| Abschreibung pro Teil ab 50.000 Stück | 0,36–0,44 $ | 0,14 $ - 0,17 $ (55 - 61 % günstiger, gemäß den Premium-Qualitätsstandards für Spritzguss ) |
| Gesamtkosten pro Teil (Werkzeuge + Formgebung) | 1,85 $ | 1,32 $ (28 % niedrigere Gesamtbetriebskosten bei 50.000 Stück) |
Die Dienstleistung zur Kostenoptimierung im Bereich Harzformung umfasst eine vorgelagerte Break-Even-Analyse, um sicherzustellen, dass die Werkzeugbeschaffung eine rentable Investitionsstrategie darstellt. Die Auswahl des Spritzgussanbieters erfolgt auf Basis der Simulation von Zykluszeit und Abschreibungsrate für jedes Werkzeug. Darüber hinaus wird dies durch den Einsatz von technischem Spritzgussverfahren unterstützt, das in der Produktion von PEEK, LCP und PEI Anwendung findet.
Welche Engineering-Matrix stellt sicher, dass Sie den ultimativen Lieferanten für exotische Harzformen für Medizin- und Luft- und Raumfahrtteile auswählen?
Ein mangelhafter Auditprozess führt dazu, dass wichtige Prozesskontrollmaßnahmen übersehen werden. Eine Checklisten-Auditprüfung, die auf den Zertifizierungsanforderungen von ISO 13485 und AS9100 basiert, schließt Lieferanten aus, die keine fehlerfreien Spezialkunststoffe herstellen können. Dadurch verkürzt sich Ihre Qualifizierungszeit um 40 % und gleichzeitig wird das Risiko von Rückrufen aufgrund von Nichtkonformitäten im modernen Spritzgussverfahren vermieden.
Zentraltrocknung mit Taupunktregelung
Stellen Sie sicher, dass die Spritzgießsysteme über ein zentral gesteuertes Trocknungssystem verfügen, dessen Taupunkt unter -40 °C gehalten wird. Andernfalls führt der Feuchtigkeitsgehalt in feuchtigkeitsempfindlichen Kunststoffen wie PEEK zu Hydrolyse und damit zu einer Verringerung der mechanischen Festigkeit um bis zu 30 % . Sie erhalten somit eine gleichbleibende Viskosität und die vollständige Vermeidung von Lufteinschlüssen in den Formen des Spezialkunststoffs für die Luft- und Raumfahrtindustrie.
Wissenschaftliches Spritzgießen mit Echtzeit-CPK-Überwachung
Fordern Sie Nachweise über wissenschaftliche Spritzgusssoftware und einen CPK-Wert von ≥ 1,33 bei kritischen Abmessungen an. Der branchenübliche CPK-Wert für Medizinproduktehersteller liegt bei 1,0. Die Forderung nach einem Wert von ≥ 1,33 reduziert das Ausschussrisiko laut Six-Sigma-Daten um 67 % . Dies ermöglicht die Auswahl von Spritzgussanbietern auf Basis statistischer Leistungsfähigkeit und unterstützt präzises Spritzgießen für FDA-Zulassungen mit dokumentierter Prozessstabilität.
100% Inline-Koordinatenmessgerät oder Blaulicht-Scanning
Verlangen Sie für jeden Produktionslauf eine 100%ige Maßprüfung mittels Koordinatenmessmaschine (KMM) oder Blaulichtscanner, da Stichproben häufig sporadische Fehler nicht aufdecken, die die Montage unmöglich machen würden. Profitieren Sie von der hochpräzisen Spritzgussfertigung mit dokumentierten Maßen, die den zuverlässigen Dokumentationsrichtlinien für Spritzgussverfahren in Ihren Medizinprodukten entspricht.
Qualitätsdokumentation im geschlossenen Regelkreis
Die Pflicht zur Verwendung elektronischer Chargendokumente, die Rohstoffe, Prozessparameter und Prüfinformationen dokumentieren, bedeutet, dass ein Fehler in einer Charge im Falle einer Klage das Hundertfache des Teilepreises kosten könnte. Ein qualifizierter Spritzgusslieferant bietet Ihnen daher durch seine effizienten Spritzgussverfahren die notwendige Rückverfolgbarkeit, um Audits zu vereinfachen und die Einhaltung gesetzlicher Vorschriften zu gewährleisten.
Durch die Forderung nach Taupunktzertifizierung, einem CPK-Wert von mindestens 1,33 und 100%iger Inline-Prüfung wandeln Sie subjektive Einschätzungen in messbare Ergebnisse um. Mit dieser Matrix verkürzen Sie die Qualifizierungszeit um 40 Prozent und vermeiden unangenehme Überraschungen. Wenden Sie sie bei allen potenziellen Lieferanten an und arbeiten Sie nur noch mit solchen zusammen, die normgerechte Spritzgussteile für Ihre geschäftskritischen Anwendungen in der Medizin und Luft- und Raumfahrt liefern können.
Wie kann ein Service zur Kostenoptimierung beim Harzformverfahren die Gesamtbetriebskosten minimieren, ohne die Teiletoleranzen zu verringern?
Die gängige Ansicht ist, dass Kostenminimierung zwangsläufig Kompromisse bei den Toleranzen bedeutet. Verfahrenstechnische Methoden wie die Homogenisierung der Wandstärke und die Optimierung des Angusskanalquerschnitts legen jedoch das Gegenteil nahe: Sie reduzieren Ausschuss und Zykluszeiten bei gleichzeitiger Einhaltung der Toleranzen von ±0,005 mm . Mithilfe dieser Technologie bietet ein Service zur Kostenoptimierung im Harzspritzguss sowohl Wirtschaftlichkeit als auch Präzision bei den Bauteilen.
Wanddickenhomogenisierung
- Grundprinzip: Die Geometrie des Bauteils wird so umgestaltet, dass die Wände gleichmäßig verteilt sind und Bereiche mit übermäßiger Dicke vermieden werden.
- Auswirkungen auf die Kosten: Eine Materialreduzierung um 0,1 mm führt zu einer Verringerung des PEEK-Verbrauchs um 8-12 % ( bei 300 $/kg, was einer Einsparung von 24-36 $/kg der produzierten Teile entspricht ).
- Ihr Vorteil: Reduzierung der Materialkosten bei gleichzeitigem Erhalt der mechanischen Eigenschaften, berechnet mit einer Software für Hochgeschwindigkeits-Spritzgießen .
Umrüstung des Ansaugsystems auf Ventilschieber-Heißkanal
- Problem: Kalte Angüsse verursachen bei der Herstellung konventioneller Formteile eine Ausschussquote von 15-25% ; diese Quote steigt bei hochwertigen Materialien wie PEEK deutlich an.
- Lösung: Umstellung von herkömmlichen Kaltkanälen (insbesondere asymmetrischen) auf ein zwar teures, aber effektives Heißkanalsystem mit Ventilschieber, wodurch der Angussabfall um 80 % reduziert wird.
- Finanzielles Ergebnis: Bei einer Stückzahl von 50.000 Teilen ergeben sich allein dadurch Materialeinsparungen von 18.000 bis 22.000 US-Dollar , wodurch das Angebot für die Werkzeugkosten für das Spritzgießen mit exotischem Harz zur besseren Option wird.
Fülldruckfenster zur Toleranzkontrolle
- Parameter: Der Bereich wird auf 120–150 MPa eingestellt, um die Packungsdichte und die Eigenspannungen zu kontrollieren.
- Wirkung: Gewährleistet eine gleichmäßige Schrumpfung mit Abmessungen, die auf eine Toleranz von ±0,005 mm kontrolliert werden, ohne dass eine Nachbearbeitung erforderlich ist.
- Zuverlässigkeit: Ein Hersteller von kundenspezifischen Formteilen aus exotischem Kunstharz, der diesen Parameter anwendet, berichtet von einem CPK-Wert von mindestens 1,67 bei 90 % seiner Produkte unter Verwendung der Mehrkavitäten-Spritzgießtechnologie .
Zykluszeitverkürzung durch optimierte Kühlung
- Methode: Durch die Verwendung von konturnaher Kühlung mit optimiertem Angusskanal-Layout kann die zum Abkühlen benötigte Zeit um 25–30 % reduziert werden.
- Daten: Bei einem PEEK-Bauteil mit 2 mm Wandstärke verkürzt sich die Kühlzykluszeit von 75 Sekunden auf 53 Sekunden (um 29 % , getestet mit Moldflow-Analyse).
- Ergebnis: Geringere Gemeinkosten pro Teil und schnellere Lieferung, wodurch die Anforderungen an präzise Toleranzen beim Spritzgießen für medizinische Implantate und Dünnwand-Spritzgießanwendungen erfüllt werden.
Durch homogenisierte Wände, den Einsatz von Heißkanalsystemen und die Regelung des Fülldrucks lassen sich die Gesamtbetriebskosten um 22–28 % senken, ohne Kompromisse bei den Toleranzen von ±0,005 mm einzugehen. Solche Ergebnisse können mit Heißkanal-Spritzgießverfahren bei der Herstellung von PEEK, LCP und PEI erzielt werden.

Abbildung 3: Eine große Industriepresse überwacht Parameter, um fehlerfreie Luft- und Raumfahrtteile aus speziellem Harz herzustellen.
Wie lassen sich durch hochpräzise Formgebung mit Spezialharzen mehrachsige Schrumpfungen bei Bauteilen mit variabler Wandstärke kontrollieren?
Mehrachsige Verformungen aufgrund anisotroper Schrumpfung werden durch den mehrstufigen Dekompressions-Nachdruckprozess und die präzise Formtemperaturregelung kontrolliert, wodurch die Volumenkontraktion in bestimmten Bereichen minimiert wird. Hochpräzise Formgebung mit Spezialharzen wird nur durch die Anwendung des mehrstufigen Nachdrucks anstelle des Nachdrucks mit konstantem Druck gewährleistet, wie es bei Niederdruck-Spritzgießverfahren der Fall ist. Im Folgenden werden beide Ansätze bei einer Formoberflächentemperatur von 160–180 °C für PEEK-Material verglichen:
| Parameter | Konventionelle Ein-Druck-Packung | Mehrstufiges Dekompressionsprofil |
| Packungsdruckstrategie | Konstanter Druck von 110 MPa bis zum Einfrieren des Tors. | Schrittweise: 110 → 95 → 75 → 60 MPa über 8 s |
| Gleichmäßigkeit der Schmelzdichte | Abweichung von ±2,3 % über dicke/dünne Zonen | Abweichung ±0,4 % ( 82 % Verbesserung ) |
| Restwärmespannung nach dem Auswurf | 28–35 MPa (sichtbare Verformung) | 12–16 MPa (unterhalb der Verzugsschwelle) |
| Mehrachsiger Schrumpfungsfehler (X/Y/Z) | ±0,018 / ±0,022 / ±0,015 mm | ±0,004 / ±0,005 / ±0,003 mm |
| Erstmontage-Erfolgsquote | 78 % (Nachbearbeitung erforderlich) | 100 % (keine Anpassung erforderlich) |
Ein spezielles Spritzgießverfahren mit diesem Profil eliminiert Verzugsausschuss vollständig. Diese Lösung für Konstruktionsfehler im Spritzgussverfahren bei variablen Wandgeometrien nutzt Hochtemperatur-Spritzgießverfahren , um die Formoberfläche bei 160–180 °C zu halten und so die Eigenspannungen um 57 % zu reduzieren. Mit dieser Methode erzielen Sie eine effektive Verzugskontrolle mit nachweislichen Erfolgen in der PEEK- und LCP-Produktion.
Warum unterscheidet sich die Auswahl von Spritzgusslieferanten für kohlenstofffaserverstärkte Kunststoffe grundlegend von der für Standardpolymere?
Ein Kohlenstofffaseranteil von 30–50 % führt zu einem stark nicht-newtonschen Fließverhalten, anisotroper Schrumpfung und schnellem Werkzeugverschleiß, was für herkömmliche Zulieferer eine Herausforderung darstellt. Die Auswahl von Spritzgusslieferanten unter Berücksichtigung abriebfester Werkzeuge und der Kontrolle des Faserorientierungsprozesses ist daher entscheidend, um vorzeitigen Werkzeugverschleiß und Verformungsprobleme zu vermeiden. Fundierte Kenntnisse im Bereich Spritzguss sind hierbei unerlässlich.
Bimetall-Schrauben- und Zylinder-Upgrade
Standardmäßige Nitridschnecken versagen bei mit Kohlenstofffasern gefüllten Harzen nach 50.000 Zyklen ; Bimetallschnecken hingegen erreichen über 300.000 Zyklen . Dies bedeutet: kein Schneckenwechsel während der Produktion, präzise Schussgewichte und keine Metallverunreinigungen. Somit ermöglicht diese Eigenschaft das robuste Spritzgießen für Ihre laufende Kohlenstofffaserproduktion.
PVD-beschichteter Hohlraumstahl ≥HRC 58
Werkzeugstahl verschleißt an den Faseraufprallzonen bereits nach 20.000 Schüssen ohne Beschichtung. Eine PVD-Beschichtung (TiAlN/CrN) trägt dazu bei, die Oberfläche über 300.000 Zyklen hinweg zu erhalten. Das Ergebnis: gleichbleibende Toleranzen über die gesamte Lebensdauer der Form, wodurch Kosten für eine erneute Qualifizierung entfallen. Als Hersteller von kundenspezifischen Formteilen aus Spezialharzen setzen wir auf diese Beschichtung, um die Wiederholgenauigkeit Ihrer Teile zu gewährleisten.
Tangentiales Entlüftungsventil zur Faserausrichtung
Herkömmliche Angüsse führen zu einer Ausrichtung der Fasern senkrecht zur Fließrichtung, zu Materialausbreitung und zu einer dreifachen Schrumpfung. Tangentiale Angüsse hingegen bewirken eine tangentiale Ausrichtung von Fließrichtung und Fasern. Die Folge: Reduzierung des Verzugs um 60 % und eine Schrumpfung unter 0,008 mm . Tangentiale Angüsse sind das Alleinstellungsmerkmal von Anbietern spezieller Harzformen .
Scherratenprofilierung für nicht-Newtonsche Strömung
Die Schmelzviskosität in Kohlenstofffasern zeigt ein ausgeprägtes strukturviskoses Verhalten. Daher sollte die Einspritzgeschwindigkeit bei 10.000 s⁻¹ die Schmelzviskosität zwischen 800 und 1200 Pa·s halten. Ohne Profilspritzung besteht die Gefahr von unvollständiger Füllung oder Verbrennungsspuren. Mit Profilspritzung liegt die Erfolgsquote beim ersten Schuss bei über 95 % . Dies sind die Grundlagen des Spritzgießens mit kohlenstofffaserverstärktem Material.
Die Wahl eines Lieferanten, der Bimetallzylinder, PVD-beschichtete Kavitäten, Tangentialanschnitte und Scherratenprofile anbietet, garantiert, dass Ihr Projekt nicht durch vorzeitigen Werkzeugausfall oder Ausschuss beeinträchtigt wird. Dies wird durch Hardware unterstützt, die für abriebfestes Spritzgießen entwickelt wurde und im PEEK-CF30-Produktionsprozess über 300.000 Mal getestet wurde.
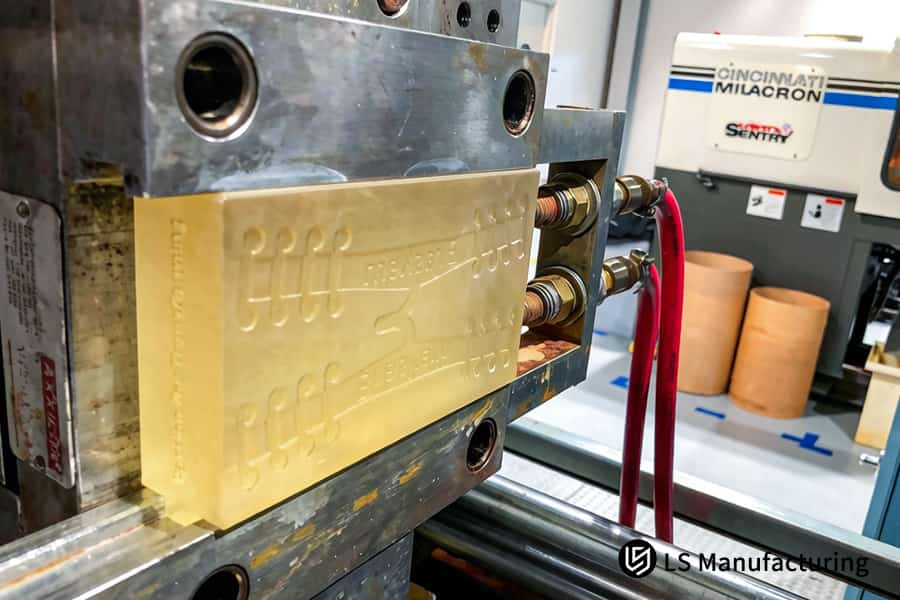
Abbildung 4: Eine Präzisionsstahlform hält Spezialharz für kritische Bauteile, die mehreren ISO-Zertifizierungen unterliegen.
Fallstudie: Wie LS Manufacturing einem Medizintechnikkunden bei einem kundenspezifischen Projekt zur Ausrichtung von Griffen für chirurgische Instrumente aus PEEK 35 % der Gesamtkosten einsparte?
Europäische Hersteller von Medizinprodukten sahen sich bei der Produktion eines chirurgischen PEEK-Griffs, der Autoklavierbeständigkeit und eine Toleranz von ±0,01 mm erforderte, mit einem Projektabbruch konfrontiert. Der bisherige Werkzeuglieferant konnte lediglich ein Werkzeug mit einer Effizienz von 55 % hinsichtlich der Vermeidung von Lufteinschlüssen in den tiefen Kavitäten und des Anhaftens beim Auswerfen herstellen, was monatliche Verluste von 12.000 US-Dollar durch PEEK-Verschwendung verursachte. Um den Trend zu engeren Toleranzen im Spritzgussverfahren umzukehren, ist ein spezialisierter Spritzgussdienstleister mit umfassender DFM-Unterstützung erforderlich.
Herausforderung für den Kunden
Die ursprüngliche Form führte zu Einschlüssen flüchtiger Bestandteile in den Sacklöchern des Griffs, wodurch Hohlräume unter der Oberfläche entstanden, die erst bei der Endkontrolle sichtbar wurden. Aufgrund der nur 0,8 mm dünnen Wandstärke des Griffs kam es beim Auswerfen zu Verformungen des Teils. Sechs Monate Optimierung brachten keine Verbesserung der Ausbeute über 55 % , sodass der Kunde gezwungen war, einen Hersteller von Spezialharz-Formteilen zu beauftragen, der beide Mängel gleichzeitig durch eine grundlegende Prozessüberarbeitung beheben konnte, die mit den Anforderungen des sterilen Spritzgießens kompatibel war.
LS Fertigungslösung
Die Strömungssimulation zeigte, dass die ursprüngliche Angusslage für die ungleichmäßige Füllung und die im tiefsten Punkt des Formhohlraums eingeschlossenen flüchtigen Bestandteile verantwortlich war. Anstelle herkömmlicher Entlüftungskanäle setzten wir ein gepulstes Luftvakuumsystem mit nur 0,015 mm kleinen Auslassöffnungen ein. Zudem entschieden wir uns für 1.2343 ESR-Stahl mit einer spiegelglatten Oberfläche bis zu einer Rauheit von Ra 0,03 μm und einer Antihaft-Titanbeschichtung. Diese Lösung für Konstruktionsfehler im Spritzgussverfahren beseitigte sowohl die Blasenbildung als auch das Anhaften an der Wurzel und erreichte so eine Konsistenz , die Implantatqualität entspricht .
Ergebnisse und Wert
Die Fehlerquote lag bereits in der ersten Testcharge bei null, und der Kristallisationsprozess wurde mittels DSC-Analyse vollständig bestätigt. Die Endausbeute betrug 99,2 % . Nach der Fertigung von 15.000 Einheiten sparte der Kunde 35 % der Gesamtproduktionskosten, da kein Ausschuss anfiel und sich die Zykluszeit um 42 % verkürzte. Die Lieferzeit sank von 8 auf unter 4 Wochen , sodass die CE-Kennzeichnung innerhalb der vorgegebenen Fristen ohne Expresszuschläge erfolgen konnte. Dieses Ergebnis der hochpräzisen Spritzgussfertigung mit Spezialharz beweist, dass vorausschauende Planung Ausschuss in der Folgeproduktion vermeidet, was durch Protokolle für den chirurgischen Spritzguss bestätigt wurde.
Dies beweist, dass die Wahl eines erfahrenen Anbieters, der für optimale Entlüftung, Antihaft-Technologien und DFM sorgt, Ihr gescheitertes Projekt in ein profitables verwandeln kann. Die drastische Verbesserung der Ausbeute von 55 % auf 99,2 % , verbunden mit einer Kostenersparnis von 35 % , zeigt, was Ihre Partner im Bereich Spritzguss für Medizinprodukte bei solch anspruchsvollen Materialien zu bieten haben.
Um die gleiche Ausbeute von 99,2 % und eine Kostenreduzierung von 35 % für Ihre PEEK-Komponenten zu erzielen, kontaktieren Sie unser Ingenieurteam, um eine maßgeschneiderte Lösung zu besprechen und ein leistungsbasiertes Angebot zu erhalten.

Häufig gestellte Fragen
1. Wie stellt LS Manufacturing sicher, dass in den spritzgegossenen PEEK-Komponenten für medizinische Zwecke keine Blasen entstehen?
Unser entlüftungsgestütztes Spritzgießverfahren ermöglicht es uns, 99,9 % der Luft im Formhohlraum vor dem Einspritzen zu entfernen. Darüber hinaus werden alle unsere Rohmaterialien mit hocheffizienten Trocknern mit einem Taupunkt von -40 °C über vier Stunden lang gründlich getrocknet. Die Kombination aus präzise gefertigten 0,02 mm Entlüftungskanälen und einem vollständig wissenschaftlichen Formgebungsverfahren gewährleistet, dass sich keine Mikroblasen in unseren Formteilen befinden.
2. Welchen speziellen Formenstahl verwenden Sie, um den hohen Temperaturen beim Formen von Hochleistungskunststoffen standzuhalten?
Für unsere Spritzgussverfahren verwenden wir ausschließlich hochwertigen Elektroschlacke-Umschmelzstahl (ESR). Beispielsweise setzen wir Werkstoffe wie 1.2343 ESR und 1.2344 ESR ein und durchlaufen eine dreistufige Vakuumhärtung, um eine Härte zwischen HRC 52 und 55 zu gewährleisten. Unser Stahl hält Temperaturen bis zu 400 °C stand, ohne sich zu verformen, und ist über 500.000 Zyklen lang beständig.
3. Warum hatte mein vorheriger Lieferant so starke Probleme mit Verklebungen bei der Verarbeitung von Ultem PEI-Harzen?
Ultem PEI zeigt eine starke polare Haftung auf metallischen Substraten. Bei einem Entformungswinkel unter 1,5° und einer Oberflächenrauheit über Ra 0,1 μm kommt es jedoch zum Anhaften. LS Manufacturing verwendet eine Hochglanzpolitur und eine hochharte PVD-Nanochromnitrid-Beschichtung, um den Reibungskoeffizienten auf 0,15 zu senken. Dadurch wird das Anhaften beim Auswerfen verhindert.
4. Können Standardstrategien zur Kostenoptimierung auf teure Werkzeugläufe für die Luft- und Raumfahrtindustrie für PEEK oder PPSU angewendet werden?
Ja. LS Manufacturing setzt die Heißkanaltechnologie mit Nadelventilen ein und ersetzt damit die herkömmlichen, sperrigen Kanäle. Dadurch werden bei jedem Schusszyklus über 80 % Material eingespart. Da die Rohstoffe einen Wert von über 200 US-Dollar pro Kilogramm haben, lassen sich so Zehntausende von Dollar an Materialkosten einsparen.
5. Wie lange ist Ihre übliche Lieferzeit für ein vollständig validiertes Prototypenwerkzeug für die hochpräzise Herstellung von Spezialharzen?
Dank unserer hauseigenen 5-Achs-CNC- Bearbeitungszentren und volldigitalen DFM-Prozesse können Prototypenwerkzeuge für Spezialkunststoffe innerhalb von 15 bis 20 Werktagen fertiggestellt werden. Die Lieferung umfasst einen ausführlichen CMM-Maßprüfbericht und ein Datenblatt mit allen Prozessparametern für den Füllprozess.
6. Wie kontrolliert LS Manufacturing Verzug und Maßabweichungen bei exotischen Polymeren mit 40 % Kohlenstofffaseranteil?
Kohlenstofffasern neigen stark zu anisotroper Schrumpfung. Wir nutzen die Moldex3D-Software, um die Faserausrichtung in 3D zu simulieren und ungleichmäßige Kavitätswandstärken proaktiv auszugleichen. Zudem setzen wir eine mehrstufige, abnehmende Nachdruckregelung und hochpräzise, mehrstufige Werkzeugtemperaturregler (Genauigkeit ±1 °C ) ein, um Bauteilverformungen und Maßabweichungen auf ±0,01 mm zu begrenzen.
7. Ist mein geistiges Eigentum (IP) bei der Bewertung eines Online-Angebots für Werkzeuge zur Herstellung von exotischen Harzformen bei Ihnen vollständig geschützt?
Wir halten uns strikt an die höchsten internationalen Standards für den Schutz geistigen Eigentums und können vor Erhalt von Zeichnungen umgehend eine rechtsverbindliche, gegenseitige Geheimhaltungsvereinbarung unterzeichnen. Darüber hinaus nutzt LS Manufacturing einen unabhängigen, ISO 27001-zertifizierten, verschlüsselten internen Server zur Speicherung aller 3D-CAD-Rohdaten, um die absolute Sicherheit Ihrer wichtigsten Geschäftsgeheimnisse zu gewährleisten .
8. Wie hoch ist die Mindestbestellmenge (MOQ) für kundenspezifische, aus exotischem Kunstharz geformte Bauteile?
Wir setzen keine starren industriellen Hürden für hochwertige Spezialharzprojekte. Kleinserien (ab 100 bis 500 Einheiten) sind möglich, um unsere F&E-Ingenieure bei der Produktentwicklung und -validierung optimal zu unterstützen. Nach Freigabe der Muster können wir nahtlos auf die Serienproduktion umstellen und Aufträge im sechsstelligen Bereich abwickeln. Kontaktieren Sie uns jederzeit für ein unverbindliches Angebot .
Zusammenfassung
Die spezielle Formgebung von technischen Kunststoffen ist eine anspruchsvolle Disziplin, die Materialwissenschaft, Fluiddynamik und Wärmemanagement vereint . Um hartnäckige Fehler zu vermeiden, sind hochpräzise DFM-Verfahren, gehärtete Werkzeugstähle, wissenschaftliche Prozessparameter und vollständige Rückverfolgbarkeit erforderlich. Die Partnerschaft mit einem digital führenden Anbieter wie LS Manufacturing beschleunigt die Einhaltung von Vorschriften, optimiert die Gesamtkosten und eliminiert Produktionsrisiken, bevor diese Ihren Zeitplan beeinträchtigen.
Lassen Sie sich nicht länger durch ineffiziente Werkzeuge und Fehler Ihre Gewinne schmälern. Wenn Sie mit PEEK, PEI, PPSU oder Hochleistungskompositen arbeiten, beenden Sie kostspielige Versuche. Laden Sie Ihre CAD-Modelle für eine kostenlose DFM-Prüfung und ein sofortiges Angebot hoch . Unsere Experten für Spritzguss mit Spezialharzen liefern Ihnen innerhalb von 24 Stunden einen vollständigen Bericht und transparente Preise – so stellen wir sicher, dass Ihre Innovation mit höchster Präzision im Mikrometerbereich gefertigt wird.
📞Tel.: +86 185 6675 9667
📧E-Mail: info@lsrpf.com
🌐Website: https://lsrpf.com/
Haftungsausschluss
Die Inhalte dieser Seite dienen ausschließlich Informationszwecken. LS Manufacturing übernimmt keine Gewähr für die Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es kann nicht davon ausgegangen werden, dass ein Drittanbieter oder Hersteller über das LS Manufacturing-Netzwerk Leistungsparameter, geometrische Toleranzen, spezifische Konstruktionsmerkmale, Materialqualität und -art oder Verarbeitung bereitstellt. Dies liegt in der Verantwortung des Käufers. Fordern Sie ein Teileangebot an. Geben Sie bitte Ihre spezifischen Anforderungen für diese Abschnitte an. Kontaktieren Sie uns für weitere Informationen .
LS-Fertigungsteam
LS Manufacturing ist ein branchenführendes Unternehmen mit Fokus auf kundenspezifische Fertigungslösungen. Wir verfügen über mehr als 20 Jahre Erfahrung und haben über 5.000 Kunden betreut. Unsere Schwerpunkte liegen auf hochpräziser CNC-Bearbeitung , Blechbearbeitung , 3D-Druck , Spritzguss, Metallstanzen und weiteren Komplettlösungen für die Fertigung.
Unser Werk ist mit über 100 hochmodernen 5-Achs-Bearbeitungszentren ausgestattet und nach ISO 9001:2015 zertifiziert. Wir bieten unseren Kunden in über 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ob Kleinserien oder kundenspezifische Großprojekte – wir erfüllen Ihre Anforderungen mit schnellster Lieferzeit innerhalb von 24 Stunden. Entscheiden Sie sich für LS Manufacturing. Das steht für Effizienz, Qualität und Professionalität.
Mehr erfahren Sie auf unserer Website: www.lsrpf.com .


