
Il servizio di stampaggio a iniezione di resine esotiche è un metodo complesso e sofisticato che affronta i problemi di qualità derivanti dalla gestione inadeguata di resine termoplastiche particolari come PEEK, PEI e PPSU. La realizzazione di pezzi complessi spesso presenta bolle, polimerizzazione incompleta della resina e adesione della resina agli stampi, con conseguente elevato tasso di scarti. Ciò accade perché queste resine esotiche richiedono una simulazione precisa del flusso, dato che la loro tolleranza a temperature ≥380 °C è estremamente limitata.
Il seguente articolo offre un approccio unico nel suo genere, basato sull'esperienza diretta di LS Manufacturing e sull'ottimizzazione del processo DFM (Design for Manufacturing) . Scoprirete i criteri di verifica dei fornitori, come allocare i costi dello stampaggio a iniezione e perché queste resine richiedono approcci così complessi per evitare errori e sprechi nel processo produttivo.

Stampaggio a iniezione di resine esotiche: Guida rapida a difetti, costi e fornitori
| Sfida critica | Impatto degli strumenti e dei processi | Requisiti per la selezione del fornitore |
| Degradazione ad alta temperatura | I materiali in resina come PEEK/PI richiedono temperature superiori a 380 °C , il che comporta un rapido degrado degli utensili. | Le capacità includono la lavorazione ad alta temperatura con soli componenti temprati. |
| Sensibilità all'umidità | Per materiali come il PPSU è richiesto un contenuto di umidità inferiore allo 0,02% , altrimenti potrebbero verificarsi vuoti o idrolisi. | Le capacità includono un sistema di essiccazione e distribuzione dei materiali collaudato e validato. |
| Riempitivi abrasivi | A causa delle fibre di vetro/carbonio, è necessario disporre di acciai per utensili altamente resistenti . | Gli utensili dovrebbero essere realizzati in acciai temprati come l'H-13/S-7 , tra gli altri. |
| Corrosione chimica | I materiali resinosi possono generare gas corrosivi che attaccano gli stampi. | Tra le capacità rientra l'utilizzo di acciai per utensili resistenti alla corrosione come l'acciaio inossidabile 420 . |
| Ritiro e deformazione | Materiali come il PPA daranno luogo a un ritiro anisotropo, che è molto difficile da prevedere. | È necessario un software di simulazione per i flussi di stampaggio e le funzionalità di correzione degli utensili. |
| Validazione e documentazione | I materiali per lo stampaggio a iniezione in ambito medico/aerospaziale richiedono una tracciabilità completa di tutti i materiali e processi. | È necessaria la certificazione AS9100 o ISO 13485 con tracciabilità completa del lotto. |
Punti chiave:
- Il processo definisce lo strumento: saranno accettati solo i fornitori dotati di macchinari specificamente progettati per la lavorazione di questi materiali esotici, e non semplicemente in grado di farlo.
- La secchezza è un parametro di prestazione: per i polimeri igroscopici , il contenuto di umidità è l'unico criterio di processo che determina le prestazioni. Le procedure del fornitore devono essere facilmente verificabili.
- Le tolleranze hanno vita breve: i materiali di riempimento abrasivi usurano rapidamente qualsiasi utensile. Il costo reale deve includere le spese per la riqualificazione degli utensili al fine di mantenere i requisiti di tolleranza.
- La certificazione è un filtro: nei settori regolamentati, la conformità del sistema di qualità del fornitore (AS9100, ISO 13485) e la tracciabilità dei materiali sono prerequisiti, non optional.
Perché fidarsi di questa guida? L'esperienza pratica degli esperti di LS Manufacturing.
È facile imbattersi in migliaia di articoli che trattano le proprietà particolari delle resine . Ma ce n'è uno che si distingue dagli altri. È stato scritto dai nostri ingegneri di processo, persone che quotidianamente si confrontano con la difficile sfida di stampare polimeri ad alte prestazioni come PEEK, PEKK e PPSU direttamente in fabbrica. La nostra filosofia si fonda interamente sull'esperienza e sulla pratica accumulate all'interno della nostra comunità, la Society of Plastics Engineers (SPE) .
Produciamo componenti stampati per applicazioni critiche: isolatori in PBI utilizzati in strumenti per pozzi petroliferi soggetti a temperature fino a 300 °C e pressioni fino a 20.000 psi , strutture radome per l'industria aerospaziale trasparenti alle onde radar e impianti in PEEK progettati per durare per tutta la vita del paziente. Ci assicuriamo che tutte le nostre validazioni dei materiali e i test prestazionali siano rigorosamente conformi ai severi requisiti formulati dall'organizzazione internazionale ASTM International (ASTM) .
Abbiamo maturato una solida esperienza sul campo, sottoponendoci a rigorosi test durante la produzione. Grazie a un'esperienza consolidata, sappiamo per quanto tempo asciugare il PEI (4 ore a 150 °C con un punto di rugiada di -40 °C) per evitare l'idrolisi; quale tipo di finitura è essenziale per la separazione del PEEK negli stampi in SPI A1 ; e come eseguire cicli termici per ridurre le tensioni interne dei polimeri semicristallini. Condividiamo con voi le nostre conoscenze, comprovate sul campo, per garantirvi la lavorazione di resine speciali con successo, senza rischi di degradazione, scarsa cristallinità e deformazione.

Figura 1: Una grande pressa industriale monitora i parametri per creare componenti aerospaziali privi di difetti a partire da una resina speciale.
Perché la correzione di bolle e difetti non polimerizzati compromette sistematicamente il tuo progetto di stampaggio a iniezione di resina esotica?
Un controllo inadeguato della velocità di taglio e un raffreddamento non uniforme portano alla formazione di bolle e a una polimerizzazione incompleta dei pezzi. Oltre il 70% degli scarti si verifica a causa di questi due motivi durante il processo di stampaggio a iniezione di resine ad alta temperatura. Qualsiasi servizio di stampaggio a iniezione di resine speciali dovrebbe risolvere entrambi i problemi utilizzando dei sensori.
Il monitoraggio della velocità di taglio previene la formazione di bolle
Se la velocità di flusso del fuso supera i tassi di taglio critici, i volatili non possono essere rilasciati tramite le tecniche di sfiato convenzionali; utilizzando un sensore di pressione in cavità per misurare il tasso di taglio, è possibile regolare con precisione la velocità di iniezione per prevenire la formazione di bolle. Questo processo garantisce che il taglio rimanga al di sotto di 12.000 s⁻¹ , una necessità assoluta per qualsiasi soluzione di difetti di ingegneria dei difetti di stampaggio che ricerca la perfezione attraverso la porosità zero all'interno dello stampo, necessaria per le applicazioni di stampaggio a iniezione medicale .
Il raffreddamento localizzato controlla la cristallizzazione
Nei materiali in resina semicristallina come il PEEK , si formano aree non polimerizzate dove il raffreddamento avviene a velocità superiori a 100 °C/s , bloccando le catene polimeriche in uno stato amorfo. In ogni sezione sono distribuite delle termocoppie che inviano informazioni al sistema di controllo a circuito chiuso, il quale regola il flusso del refrigerante nelle singole cavità. Ogni zona riceve una velocità di raffreddamento di 20-50 °C/s , con conseguente cristallizzazione superiore al 98% . Ciò garantisce l'affidabilità sul campo, evitando cedimenti dovuti a scorrimento viscoso o corrosione, caratteristiche tipiche dello stampaggio di resine esotiche ad alta precisione .
Microventilazione con regolazione in tempo reale
Le aperture di sfiato di dimensioni comprese tra 0,03 e 0,05 mm non sono in grado di degassare i materiali esotici ad alta viscosità; pertanto, si opta per una micro-sfiatazione di 0,02 μm abbinata a regolazioni in tempo reale della pressione di mantenimento in base alle letture della curva di decadimento della pressione nella cavità. Nel caso in cui le deviazioni indichino una ventilazione inadeguata, il controller aggiunge ulteriori 80 ms di tempo di ventilazione. Ciò evita efficacemente il fallimento dello stampaggio della resina dovuto a sacche di gas intrappolate, requisito fondamentale per lo stampaggio a iniezione nel settore aerospaziale .
Sostituendo le congetture con un controllo basato su sensori , il nuovo metodo garantisce l'assenza di bolle o aree non completamente polimerizzate già al primo tentativo. Di conseguenza, la procedura si traduce in un tasso di difettosità inferiore al 3% grazie a sistemi di feedback che si autocorreggono anche all'interno dello stesso ciclo. Grazie a procedure di stampaggio a iniezione ad alte prestazioni , collaudate in oltre 40 casi, il vostro progetto potrà raggiungere l'affidabilità necessaria per la certificazione, senza bisogno di costose rilavorazioni.

Come può un produttore di stampi in resina esotica personalizzati ottimizzare il design per evitare che gli stampi si attacchino immediatamente alla resina?
La deformazione dovuta all'adesione compromette la levigatezza dei componenti di alta precisione attraverso la formazione di crepe localizzate o opacità. Per risolvere il problema, è necessario gestire gli angoli di sformo, le forze di espulsione e l'attrito superficiale nello stampo. Una tecnologia di stampaggio a iniezione personalizzata può contribuire a risolvere questo problema poiché:
Specifiche dell'angolo di sformo per stampi ad alta durezza
- Valore minimo: il gioco della linea di separazione deve essere di almeno 1,5° a 2° per cavità HRC 52+ .
- Rischio al di sotto della soglia: il materiale si romperà a causa di forze adesive superiori al carico di snervamento.
- Vantaggio per il cliente: i pezzi vengono rilasciati senza danneggiare la loro superficie; ciò riduce gli sprechi del 35% e consente al produttore di stampi in resina esotica personalizzati di fornire prototipi affidabili di stampaggio a iniezione .
Espulsione ibrida con valvole pneumatiche
- Problema di concentrazione delle sollecitazioni: l'utilizzo di perni di espulsione convenzionali provoca elevate sollecitazioni e la formazione di crepe nelle pareti sottili.
- Meccanismo di funzionamento: l'aria compressa viene immessa sotto i componenti prima che i perni premano su di essi.
- Miglioramento misurato: la sollecitazione di picco è ridotta del 40% rispetto all'utilizzo dei soli perni (misurata con estensimetro interno; nessuna fessurazione osservata), il che consente al servizio di stampaggio a iniezione di resine esotiche di eseguire lo stampaggio a iniezione in produzione senza la presenza di punti bianchi.
Rivestimenti superficiali e gestione termica
- Specifiche del rivestimento: i rivestimenti multistrato CrN/TiAlN producono un valore Ra di 0,05 µm che contribuisce a ridurre l'attrito durante la sformatura di oltre il 65% .
- Controllo termico: i canali caldi realizzati con leghe di rame al berillio aventi una conduttività termica superiore a 200 W/mK evitano il ritiro differenziale che potrebbe causare l'adesione dello stampo.
- Risultato per voi: prevenzione della formazione di fratture locali, riduzione dei tempi di ciclo dell'8-12% e un servizio consolidato di soluzioni per difetti di progettazione per programmi di stampaggio a iniezione di piccoli lotti .
Programma di manutenzione per tempi di inattività pari a zero
- Intervallo di ispezione: test di profilometria ottica per la verifica dell'usura del rivestimento, eseguiti ogni 10.000 cicli .
- Sostituzione delle guarnizioni: le guarnizioni della valvola di sfiato, da sostituire ogni 20.000 cicli, contribuiscono a mantenere pressioni uniformi.
- Risultato: programma di manutenzione degli stampi in resina progettato per eliminare qualsiasi tempo di inattività imprevisto nel processo.
Grazie all'ottimizzazione degli angoli di sformo (1,5°-2°) , all'espulsione dello stampo tramite valvola pneumatica e ai rivestimenti a basso attrito, non avrete problemi di adesione già durante la prima produzione. Con una riduzione dell'attrito del 65% e degli scarti del 35% , potrete constatare un miglioramento dell'efficienza complessiva dell'attrezzatura e una riduzione dei costi. Le celle di stampaggio a iniezione ad alto volume sono inoltre compatibili con numerose tipologie di resina. I difetti di adesione stanno aumentando il vostro tasso di scarto? I nostri angoli di sformo ottimizzati, l'espulsione pneumatica e i rivestimenti a basso attrito offrono risultati immediati. Contattateci per discutere del vostro progetto e ottenere una soluzione personalizzata con un preventivo formale.
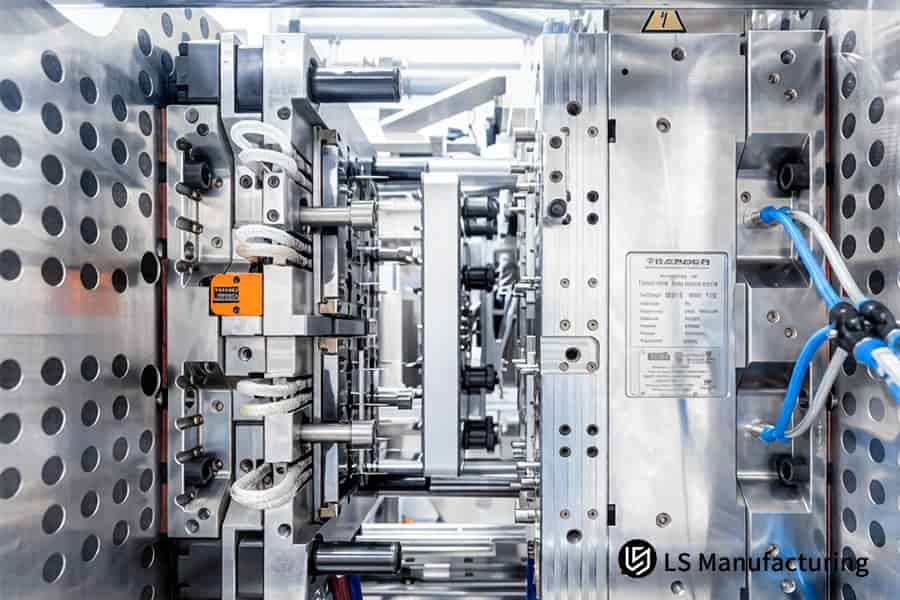
Figura 2: La macchina forma componenti interni complessi utilizzando resine esotiche per ottimizzare i costi di stampaggio.
Quali parametri determinano un preventivo equo per la realizzazione di stampi in resina esotica per alte temperature?
È importante utilizzare un modello di costo accurato basato su parametri per evitare di pagare più del dovuto per gli stampi. Per garantire un preventivo accurato per lo stampaggio di resine esotiche , è necessario considerare i seguenti fattori: grado dell'acciaio, numero di cavità e processo di raffreddamento. Una decisione affidabile in merito al costo degli stampi per lo stampaggio di resine esotiche implica il confronto tra stampi a cavità singola e stampi a raffreddamento conformale in termini di costo totale di proprietà. Di seguito è riportata l'analisi basata su acciaio 1.2343 ESR/H13 (HRC 52-54) , volume di 50.000 pezzi:
| Parametro | Stampo standard a cavità singola | Stampo a raffreddamento conformale multicavità |
| Costo iniziale degli utensili | $18.000–$22.000 | Da 25.000 a 30.000 dollari (+30% di costo iniziale) |
| Tempi di produzione | 8-10 settimane | 10-12 settimane (2 settimane aggiuntive per lo stampaggio a iniezione ) |
| Tempo di ciclo per componente | 120 secondi (media del settore) | 66 secondi (tempo più veloce del 45% per unità, secondo i parametri di riferimento dello stampaggio a iniezione industriale ) |
| Ammortamento per singolo componente oltre 50.000 pezzi | $0,36–$0,44 | $0,14 - $0,17 (55 - 61% più economico, secondo gli standard di qualità dello stampaggio a iniezione di alta gamma ) |
| Costo totale per pezzo (attrezzature + stampaggio) | $1,85 | $1,32 (costo totale di proprietà inferiore del 28% per 50.000 pezzi) |
Il servizio di ottimizzazione dei costi di stampaggio a iniezione di resina include un'analisi preliminare del punto di pareggio, garantendo che l'acquisizione degli stampi si traduca in un buon ritorno sull'investimento. La selezione del fornitore di stampaggio a iniezione si basa sulla simulazione dei tempi di ciclo e del tasso di ammortamento per ogni stampo. Inoltre, questo servizio si avvale di tecnologie di stampaggio a iniezione specifiche per la produzione di PEEK, LCP e PEI.
Quale matrice ingegneristica ti garantisce di scegliere il fornitore ideale di stampi in resina esotica per componenti medicali e aerospaziali?
Un processo di audit inadeguato può comportare la mancata individuazione di importanti misure di controllo del processo. Un audit basato su una checklist, conforme ai requisiti di certificazione ISO 13485 e AS9100 , elimina i fornitori incapaci di produrre resine speciali a zero difetti . In questo modo, il periodo di qualificazione si riduce del 40%, prevenendo al contempo qualsiasi rischio di richiamo dovuto a non conformità nello stampaggio a iniezione avanzato .
Asciugatura centralizzata con controllo del punto di rugiada
Assicurati che i sistemi di iniezione dispongano di un sistema di essiccazione a controllo centralizzato con punto di rugiada mantenuto al di sotto di -40 °C ; in caso contrario, il contenuto di umidità nelle resine sensibili all'umidità come il PEEK causerà idrolisi con conseguente degrado della resistenza meccanica fino al 30% . Per quanto ti riguarda, otterrai una viscosità costante e nessuna formazione di vuoti nel fornitore di stampi in resina speciale per componenti aerospaziali.
Stampaggio scientifico con monitoraggio CPK in tempo reale
Richiedi la dimostrazione di un software di stampaggio scientifico e di un CPK ≥1,33 sulle dimensioni critiche; il CPK medio del settore per gli stampatori medicali è 1,0, quindi richiedere un valore ≥1,33 riduce il rischio di rifiuto del 67% in base ai dati Six Sigma. Ciò consente la selezione del fornitore di stampaggio a iniezione in base alle capacità statistiche, supportando lo stampaggio a iniezione di precisione per le richieste di approvazione FDA con stabilità di processo documentata.
CMM in linea al 100% o scansione a luce blu
Richiedi una validazione dimensionale al 100% tramite CMM o scanner a luce blu per ogni lotto di produzione, poiché il campionamento spesso non rileva difetti intermittenti che renderebbero impossibile l'assemblaggio. Approfitta dello stampaggio di resina esotica ad alta precisione con dimensioni documentate, in conformità con le linee guida di documentazione affidabili per lo stampaggio a iniezione per la documentazione dei tuoi dispositivi medici.
Documentazione di qualità a ciclo chiuso
La necessità di schede di lotto elettroniche che colleghino materie prime, parametri di processo e informazioni di ispezione significa che un difetto in un lotto potrebbe costare fino a 100 volte il prezzo del pezzo in assenza di tali schede, in caso di controversia legale. Un fornitore qualificato di stampaggio a iniezione come questo ti offre la tracciabilità per semplificare gli audit e rispettare i requisiti normativi grazie al suo efficiente processo di stampaggio a iniezione .
Richiedendo la certificazione del punto di rugiada, un CPK di 1,33 o inferiore e la scansione in linea al 100% , trasformerete le valutazioni basate su opinioni in dati numerici. Con questa matrice, ridurrete del 40% il periodo di qualificazione ed eviterete spiacevoli sorprese in futuro. Applicatela a tutti i potenziali fornitori e finirete per collaborare solo con coloro che sono in grado di fornire stampaggio a iniezione conforme alle specifiche per le vostre applicazioni mission-critical nei settori medico e aerospaziale.
In che modo un servizio di ottimizzazione dei costi per lo stampaggio di resina può ridurre al minimo il costo totale di proprietà senza compromettere la tolleranza dei pezzi?
L'opinione prevalente è che minimizzare i costi implichi necessariamente un compromesso sulle tolleranze; tuttavia, metodi di ingegneria di processo come l'omogeneizzazione dello spessore delle pareti e l'ottimizzazione della sezione trasversale del canale di alimentazione suggeriscono il contrario: ridurre gli sprechi e i tempi di ciclo mantenendo le tolleranze entro ±0,005 mm . Grazie a questa tecnologia, un servizio di ottimizzazione dei costi di stampaggio a resina offre sia economicità che precisione nella produzione dei pezzi.
Omogeneizzazione dello spessore della parete
- Principio fondamentale: riprogettare la geometria del componente in modo da distribuire uniformemente lo spessore delle pareti ed evitare aree di spessore eccessivo.
- Impatto sui costi: un assottigliamento di 0,1 mm si traduce in una riduzione dell'8-12% del consumo di PEEK ( a 300 $/kg, con un risparmio di 24-36 $/kg di pezzi prodotti ).
- Il tuo vantaggio: riduzione dei costi dei materiali mantenendo inalterate le proprietà meccaniche, calcolate con un software per lo stampaggio a iniezione ad alta velocità .
Conversione del sistema di canalizzazione a canale caldo con valvola a saracinesca
- Problema: I canali freddi causano un tasso di scarto del 15-25% durante la produzione di stampaggi convenzionali; questo tasso aumenta significativamente con materiali di alto valore come il PEEK.
- Soluzione: Passare da un sistema a canale freddo standard (soprattutto asimmetrico) a un sistema a canale caldo con valvola di iniezione, costoso ma efficace, riducendo gli scarti di fusione dell'80%.
- Risultato finanziario: con una produzione di 50.000 pezzi , si ottiene un risparmio sui materiali di 18.000-22.000 dollari , il che rende il preventivo per lo stampaggio di resine speciali un'opzione migliore.
Finestra di pressione di riempimento per il controllo della tolleranza
- Parametro: L'intervallo è impostato tra 120 e 150 MPa per controllare la densità di impaccamento e le tensioni residue.
- Effetto: Garantisce un ritiro uniforme con dimensioni controllate entro una tolleranza di ±0,005 mm senza necessità di lavorazioni secondarie.
- Affidabilità: un produttore di stampi in resina esotica personalizzati che applica questo parametro ha riportato un CPK di almeno 1,67 sul 90% delle sue caratteristiche utilizzando la tecnologia di stampaggio a iniezione multicavità .
Riduzione del tempo di ciclo tramite raffreddamento ottimizzato
- Metodo: Utilizzando il raffreddamento conformale con una configurazione ottimizzata dei condotti, è possibile ridurre del 25-30% il tempo necessario al raffreddamento.
- Dati: In un componente in PEEK con spessore di parete di 2 mm , il tempo del ciclo di raffreddamento si riduce da 75 secondi a 53 secondi (del 29% , testato utilizzando l'analisi Moldflow).
- Risultato: Minori costi generali per singolo pezzo e tempi di consegna più rapidi, nel rispetto dei requisiti di precisione per lo stampaggio a iniezione di impianti medicali e applicazioni di stampaggio a iniezione a parete sottile .
Grazie all'utilizzo di pareti omogeneizzate, canali caldi e alla regolazione della pressione di riempimento, è possibile ridurre il costo totale di proprietà del 22-28% senza compromettere le tolleranze di ±0,005 mm . Tali risultati possono essere ottenuti con i processi di stampaggio a iniezione a canale caldo applicati alla produzione di PEEK, LCP e PEI .

Figura 3: Una grande pressa industriale monitora i parametri per creare componenti aerospaziali privi di difetti a partire da una resina speciale.
In che modo lo stampaggio di resine esotiche ad alta precisione controlla i ritiri multiassiali nei componenti a spessore variabile delle pareti?
La deformazione multiassiale dovuta al ritiro anisotropo è controllata dal processo di compattazione a decompressione a più fasi e dal rigoroso controllo della temperatura dello stampo, che blocca la contrazione volumetrica nelle sezioni. Lo stampaggio di resine esotiche ad alta precisione è garantito solo con l'adozione di un compattamento a più fasi anziché a pressione costante, come spiegato dalle tecniche di stampaggio a iniezione a bassa pressione . Di seguito viene riportato il confronto tra i due approcci a una temperatura superficiale dello stampo di 160-180 °C per il materiale PEEK:
| Parametro | Imballaggio convenzionale a pressione singola | Profilo di decompressione a più fasi |
| Strategia di pressione di imballaggio | Pressione costante di 110 MPa fino al congelamento della paratoia. | Gradualmente: 110 → 95 → 75 → 60 MPa in 8 s |
| uniformità della densità di fusione | Variazione di ±2,3% tra le zone spesse/sottili | Variazione di ±0,4% ( miglioramento dell'82% ) |
| Stress termico residuo dopo l'espulsione | 28–35 MPa (deformazione visibile) | 12–16 MPa (al di sotto della soglia di deformazione) |
| Errore di contrazione multiassiale (X/Y/Z) | ±0,018 / ±0,022 / ±0,015 mm | ±0,004 / ±0,005 / ±0,003 mm |
| Tasso di successo del primo montaggio | 78% (richiede rilavorazione) | 100% (nessuna regolazione necessaria) |
Un servizio di stampaggio a iniezione di resine esotiche che implementa questo profilo elimina completamente gli scarti dovuti alla deformazione. Questo servizio di stampaggio per soluzioni di difetti ingegneristici per geometrie di parete variabili si basa su dati di stampaggio a iniezione ad alta temperatura per mantenere la superficie dello stampo a 160-180 °C , riducendo le tensioni residue del 57% . Applica questo metodo per ottenere un controllo ingegneristico della deformazione con risultati comprovati su cicli di produzione in PEEK e LCP.
Perché la selezione del fornitore per lo stampaggio a iniezione di resine rinforzate con fibra di carbonio è completamente diversa rispetto a quella per i polimeri standard?
Il contenuto di fibra di carbonio (30-50%) produce un flusso fortemente non newtoniano, un ritiro anisotropo e una rapida usura degli stampi, problematiche difficili da gestire per i fornitori tradizionali. La selezione di un fornitore di stampaggio a iniezione , prestando attenzione alla resistenza all'abrasione degli stampi e al controllo del processo di orientamento delle fibre, diventa fondamentale per evitare problemi di usura precoce e deformazione degli stampi, supportata da una solida conoscenza dello stampaggio a iniezione .
Aggiornamento bimetallico di vite e cilindro
Le viti standard in nitruro si rompono dopo 50.000 cicli nelle resine caricate con fibra di carbonio; le viti bimetalliche, invece, resistono per oltre 300.000 cicli . Questo si traduce in nessuna necessità di sostituire le viti durante la produzione, in pesi di iniezione precisi e nell'assenza di contaminazione da metallo. Pertanto, questa caratteristica facilita lo stampaggio a iniezione per carichi pesanti nella vostra produzione continua di fibra di carbonio.
Acciaio per cavità rivestito in PVD ≥HRC 58
Senza rivestimento, l'acciaio per utensili si erode nelle zone di impatto delle fibre dopo 20.000 cicli di stampaggio ; il rivestimento PVD (TiAlN/CrN) contribuisce a preservare la superficie per oltre 300.000 cicli. Risultato: tolleranze costanti per l'intera durata di vita dello stampo, eliminando i costi di riqualificazione. In qualità di produttori di stampi personalizzati in resina esotica , abbiamo scelto questo rivestimento per garantire la ripetibilità dei vostri pezzi.
Valvola di sfiato tangenziale per l'orientamento delle fibre
I tradizionali canali di iniezione portano all'allineamento delle fibre perpendicolarmente al flusso, alla formazione di getti e a un ritiro differenziale di un fattore tre; il canale di iniezione tangenziale, invece, fa sì che il flusso e le fibre si allineino tangenzialmente. Di conseguenza: riduzione della deformazione del 60% e ritiro inferiore a 0,008 mm . Il canale di iniezione tangenziale è ciò che distingue un fornitore di stampi in resina esotica dalla concorrenza.
Profilazione del tasso di taglio per flussi non newtoniani
La viscosità del fuso nella fibra di carbonio mostra un significativo comportamento di assottigliamento per taglio, pertanto la velocità di iniezione dovrebbe mantenere la viscosità del fuso tra 800 e 1200 Pa·s a una velocità di 10.000 s⁻¹ . Se non si utilizza l'iniezione profilata, esiste la possibilità di iniezioni incomplete o bruciature. Nel caso in cui si esegua la profilatura, il successo al primo tentativo è superiore al 95% . Questi sono i concetti di base dello stampaggio a iniezione con riempimento in fibra di carbonio.
La scelta di un fornitore che offra cilindri bimetallici, cavità con rivestimento PVD, canali di iniezione tangenziali e profilatura a velocità di taglio garantirà che il vostro progetto non subisca guasti prematuri degli stampi o scarti. Questo è supportato da componenti progettati per lo stampaggio a iniezione resistente all'abrasione, testati oltre 300.000 volte nel processo di produzione PEEK-CF30 .
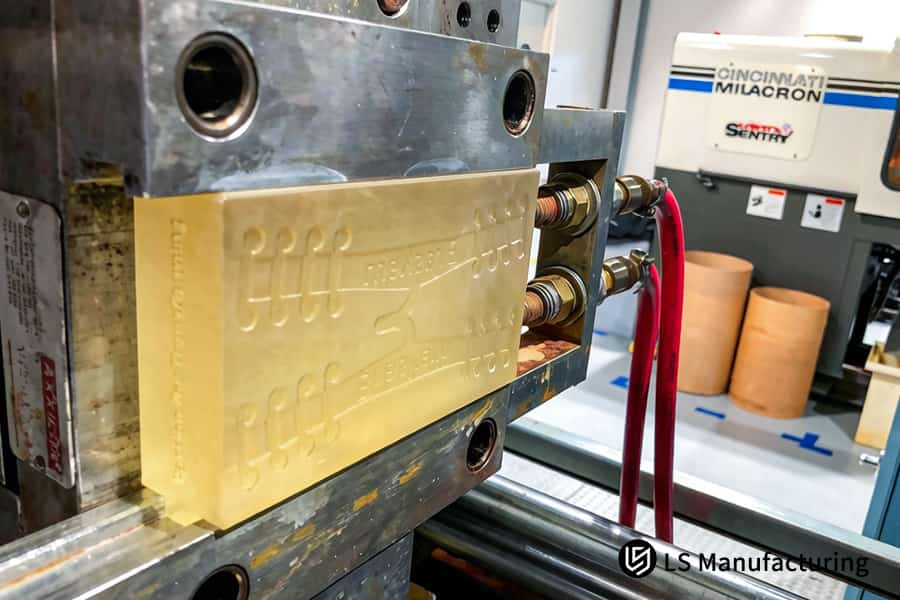
Figura 4: Uno stampo in acciaio di precisione contiene resina speciale per componenti ad uso critico, sottoposti a molteplici certificazioni ISO.
Caso di studio: come LS Manufacturing ha fatto risparmiare a un cliente del settore dei dispositivi medicali il 35% sui costi totali di un progetto di allineamento di maniglie per strumenti chirurgici in PEEK personalizzati?
I clienti europei del settore della produzione di dispositivi medici hanno riscontrato problemi nella produzione di un manico chirurgico in PEEK che richiedeva resistenza all'autoclave e una tolleranza di ±0,01 mm . L' attuale fornitore di stampi era in grado di produrre uno stampo con un'efficienza di appena il 55% nella risoluzione dei problemi di bolle d'aria nelle cavità profonde e di adesione durante l'estrazione, causando perdite mensili di 12.000 dollari in PEEK sprecato. È necessario un servizio di stampaggio a iniezione di resine speciali con un supporto DFM (Design for Manufacturing) approfondito per invertire la tendenza verso standard di stampaggio a iniezione con tolleranze ristrette .
Sfida del cliente
Lo stampo originale intrappolava sostanze volatili nelle zone cieche del manico, creando cavità sottosuperficiali non visibili fino all'ispezione finale. La mancanza di un corretto sformo causava la deformazione del pezzo durante l'estrazione a causa del design a parete sottile di 0,8 mm del manico. Sei mesi di ottimizzazione non sono riusciti a migliorare la resa oltre il 55% , costringendo il cliente a cercare un produttore di stampi in resina esotica personalizzati in grado di risolvere entrambi i difetti contemporaneamente attraverso una riprogettazione fondamentale del processo compatibile con i requisiti dello stampaggio a iniezione sterile .
Soluzione di produzione LS
La simulazione del flusso ha indicato che la posizione originale del punto di iniezione era responsabile del riempimento non uniforme e dell'intrappolamento di sostanze volatili nel punto più profondo della cavità dello stampo. Invece di affidarci ai tradizionali canali di sfiato, abbiamo impiegato un sistema di aspirazione ad aria pulsata con fori di scarico di dimensioni fino a 0,015 mm . Inoltre, abbiamo optato per acciaio 1.2343 ESR con finitura a specchio fino a Ra 0,03 μm e un rivestimento antiaderente in titanio. Questo servizio di stampaggio per la risoluzione di difetti ingegneristici ha eliminato sia la nucleazione delle bolle che l'adesione alla radice, raggiungendo una consistenza di stampaggio a iniezione di livello implantare .
Risultati e valore
Il tasso di difettosità si è azzerato nel primo lotto di prova e il processo di cristallizzazione è stato pienamente confermato tramite analisi DSC. La resa finale si è attestata al 99,2% e, dopo lo stampaggio di 15.000 unità, il cliente ha risparmiato il 35% sui costi totali di produzione grazie all'eliminazione degli scarti e a una riduzione del tempo di ciclo del 42% . I tempi di consegna si sono ridotti da 8 settimane a meno di 4 settimane , consentendo l'ottenimento della marcatura CE entro i tempi previsti e senza costi aggiuntivi per la spedizione rapida. Questo risultato di stampaggio di resina esotica ad alta precisione ha dimostrato che la progettazione preliminare elimina gli sprechi a valle, come confermato dai protocolli di stampaggio a iniezione chirurgica .
Questa è la prova che scegliere un fornitore esperto, in grado di garantire una ventilazione adeguata, tecnologie antiaderenti e un'attenta progettazione per la producibilità (DFM), può trasformare un progetto inizialmente fallimentare in un progetto redditizio. Il notevole miglioramento del tasso di resa , passato dal 55% al 99,2% , con un risparmio del 35% sui costi, dimostra cosa possono offrire i vostri partner per lo stampaggio a iniezione di dispositivi medici quando si tratta di materiali così difficili.
Per iniziare a ottenere la stessa resa del 99,2% e una riduzione dei costi del 35% per i vostri componenti in PEEK, contattate il nostro team di ingegneri per esplorare una soluzione personalizzata e ricevere un preventivo basato sulle prestazioni.

FAQ
1. Come fa LS Manufacturing a garantire che non si formino bolle nei componenti stampati in PEEK di grado medicale?
Il nostro processo di iniezione con ventilazione assistita ci consente di eliminare il 99,9% dell'aria presente nella cavità prima dell'iniezione. Inoltre, disidratiamo rigorosamente tutte le nostre materie prime utilizzando essiccatori ad alta efficienza con punto di rugiada di -40 °C per oltre quattro ore. La combinazione di precisi canali di ventilazione da 0,02 mm e processi di stampaggio scientificamente rigorosi garantisce l'assenza di microbolle all'interno dei nostri pezzi stampati.
2. Quale tipo specifico di acciaio per stampi utilizzate per resistere alle alte temperature coinvolte nello stampaggio di resine ad alte prestazioni?
Per lo stampaggio a iniezione utilizziamo esclusivamente acciaio ESR (Electroslag Remelting) di alta qualità. Ad esempio, impieghiamo materiali come l'acciaio 1.2343 ESR e l'1.2344 ESR, sottoposti a tre fasi di tempra sotto vuoto completo per garantire una durezza compresa tra HRC 52 e 55. Il nostro acciaio può resistere a temperature fino a 400 °C senza deformarsi per oltre 500.000 cicli .
3. Perché il mio precedente fornitore ha riscontrato gravi problemi di adesione durante la lavorazione delle resine Ultem PEI?
L'Ultem PEI mostra una forte adesione polare ai substrati metallici, dove si verifica l'adesione se l'angolo di sformo è inferiore a 1,5° e se la finitura superficiale è superiore a Ra 0,1 μm . LS Manufacturing utilizza una tecnologia di finitura ultra-speculare e una superficie altamente dura con rivestimento in nano-nitruro di cromo PVD per ridurre il coefficiente di attrito a 0,15 , eliminando così il problema dell'adesione durante l'espulsione.
4. È possibile applicare le strategie standard di ottimizzazione dei costi alle costose produzioni di stampi per il settore aerospaziale, in particolare per PEEK o PPSU?
Sì. LS Manufacturing implementa la tecnologia a canale caldo con valvola a spillo, sostituendo i tradizionali canali ingombranti, con un conseguente risparmio di materiale per ogni ciclo di stampaggio superiore all'80% . Dato che le materie prime hanno un valore superiore a 200 dollari al kg , ciò consente un risparmio sui costi dei materiali di decine di migliaia di dollari.
5. Quali sono i vostri tempi di consegna standard per la realizzazione di un prototipo di stampo completamente validato per lo stampaggio di resine esotiche ad alta precisione?
Grazie ai nostri centri di lavoro CNC a 5 assi in loco e ai processi DFM completamente digitali, la realizzazione di prototipi di stampi per resine speciali può avvenire entro 15-20 giorni lavorativi. Le consegne includono un report completo di ispezione dimensionale CMM e una scheda dei parametri di processo di riempimento al 100% .
6. In che modo LS Manufacturing controlla la deformazione e le variazioni dimensionali dei polimeri esotici rinforzati con il 40% di fibra di carbonio?
Le fibre di carbonio sono altamente soggette a ritiro anisotropo. Utilizziamo il software Moldex3D per simulare l'orientamento delle fibre in 3D, compensando in modo proattivo lo spessore irregolare delle pareti della cavità. Impieghiamo inoltre un controllo della pressione di mantenimento decrescente a più stadi e regolatori di temperatura dello stampo multicircuito ad alta precisione (accuratezza di ±1 °C ) per limitare rigorosamente la distorsione del pezzo e la deriva dimensionale entro ±0,01 mm .
7. La mia proprietà intellettuale (PI) è pienamente tutelata quando valuto un preventivo online per la realizzazione di stampi in resina speciale con voi?
Ci atteniamo rigorosamente ai più elevati standard internazionali per la protezione della proprietà intellettuale e possiamo firmare immediatamente un accordo di riservatezza (NDA) reciprocamente vincolante prima di ricevere qualsiasi disegno. Inoltre, LS Manufacturing utilizza un server interno indipendente, crittografato e certificato ISO 27001, per archiviare tutti i dati CAD 3D grezzi, garantendo la massima sicurezza dei vostri segreti commerciali .
8. Qual è il quantitativo minimo d'ordine (MOQ) richiesto per i componenti personalizzati stampati in resina esotica?
Non imponiamo rigide barriere industriali per progetti con resine speciali di alta gamma; possiamo avviare produzioni a basso volume (anche da 100 a 500 unità) per supportare appieno i nostri ingegneri di ricerca e sviluppo nelle fasi di iterazione e validazione del prodotto. Siamo inoltre attrezzati per passare senza problemi alla produzione di massa su larga scala, gestendo ordini di centinaia di migliaia di unità, una volta approvati i campioni. Contattateci in qualsiasi momento per un preventivo competitivo .
Riepilogo
Lo stampaggio di materie plastiche tecniche speciali è una disciplina estremamente complessa che combina scienza dei materiali, fluidodinamica e controllo termico . Per superare i difetti persistenti, richiede una progettazione per la producibilità (DFM) di alta precisione, acciai per utensili temprati, parametri di processo scientificamente rigorosi e una tracciabilità completa. Collaborare con un fornitore digitale di riferimento come LS Manufacturing accelera la conformità, ottimizza i costi totali ed elimina i rischi di produzione prima che possano compromettere le tempistiche.
Smettetela di lasciare che attrezzature inefficienti e difetti erodano i vostri profitti. Se lavorate con PEEK, PEI, PPSU o compositi ad alte prestazioni, dite addio ai costosi tentativi ed errori. Caricate i vostri modelli CAD per una revisione DFM gratuita e un preventivo immediato . I nostri ingegneri specializzati nello stampaggio a iniezione di resine esotiche vi forniranno un report completo e prezzi trasparenti entro 24 ore, garantendo che la vostra innovazione venga realizzata con una precisione micrometrica.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Sito web: https://lsrpf.com/
Disclaimer
Il contenuto di questa pagina è fornito a solo scopo informativo. Servizi di LS Manufacturing. Non vengono fornite dichiarazioni o garanzie, esplicite o implicite, in merito all'accuratezza, alla completezza o alla validità delle informazioni. Non si deve dedurre che un fornitore o produttore terzo fornirà parametri di prestazione, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipologia dei materiali o manodopera attraverso la rete di LS Manufacturing. È responsabilità dell'acquirente. Richiedi un preventivo per i componenti. Identifica i requisiti specifici per queste sezioni. Contattaci per ulteriori informazioni .
Team di produzione LS
LS Manufacturing è un'azienda leader del settore , specializzata in soluzioni di produzione personalizzate. Vantiamo oltre 20 anni di esperienza e più di 5.000 clienti, e ci concentriamo su lavorazioni CNC di alta precisione, lavorazione della lamiera , stampa 3D , stampaggio a iniezione, stampaggio di metalli e altri servizi di produzione integrati.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi all'avanguardia, certificati ISO 9001:2015. Forniamo soluzioni di produzione rapide, efficienti e di alta qualità a clienti in oltre 150 paesi in tutto il mondo. Che si tratti di piccole produzioni o di personalizzazioni su larga scala, siamo in grado di soddisfare le vostre esigenze con consegne rapidissime entro 24 ore. Scegliete LS Manufacturing. Significa scegliere efficienza, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.lsrpf.com .


