Die Entscheidung zwischen Langdrehautomaten und Mehrachsen- CNC-Bearbeitung ist eine wichtige und oft schwierige Aufgabe für Ingenieure, die mit hochpräzisen Teilen arbeiten. Die falsche Wahl führt häufig zu Kostenüberschreitungen von 30–50 % , beispielsweise bei der Bearbeitung schlanker Wellen unter 3 mm Durchmesser mit Mehrachsen-Maschinen oder bei der Bearbeitung von Teilen mit komplexen Hohlräumen mit Langdrehautomaten. Dies liegt unter anderem daran, dass Anwender sich instinktiv auf ihre oft nur lückenhafte Erfahrung verlassen, anstatt auf ein systematisches Vorgehen zurückzugreifen.
LS Manufacturing geht dieses zentrale Problem direkt an. Basierend auf den Erkenntnissen aus über 500 CNC-Bearbeitungsprojekten haben wir ein datengestütztes Entscheidungsmodell entwickelt, das Merkmale, Prozesse und Kosten berücksichtigt. Dieses Modell definiert die Grenzen der technologischen Anwendung klar durch spezifische Parameter und einen leicht verständlichen Entscheidungsbaum. So erzielen wir von Anfang an optimale Kosten und Lieferzeiten.
Schweizer CNC-Bearbeitung vs. Mehrachsen-CNC-Bearbeitung: Auswahlstandard-Kurzübersichtstabelle
| Kriterien | Entscheidungstreiber |
| Kernprinzip | Die Schweizer Drehmaschine ist ideal für die schnelle Fertigung hochpräziser, langer, schlanker Teile. Die Mehrachsen-Drehmaschine eignet sich hervorragend für die Herstellung komplexer 3D-Formen an kompakten bis mittelgroßen Werkstücken . |
| Setup- und Lautstärkelogik | Die Schweizer Bearbeitung erfordert zwar längere Rüstzeiten, bietet danach aber bei sehr hohen Stückzahlen eine unübertroffene Fertigungsgeschwindigkeit. Mehrachsige Bearbeitung ermöglicht schnellere Rüstzeiten und eignet sich daher besser für geringe bis mittlere Stückzahlen und komplexe Bauteile . |
| Material- und Größenbereich | Schweizer Drehmaschinen eignen sich am besten für kleine Stangenmaterialien ( ≤ 32 mm ). Mehrachsige Drehmaschinen können ein deutlich breiteres Spektrum an Teilegrößen und Rohmaterialformen (Blöcke, Schmiedestücke) bearbeiten. |
| Primärstärke | Schweizer Präzision: Dank der Führungsbuchse erzielt die Auflage eine unübertroffene Oberflächengüte und Rundlaufgenauigkeit der Drehteile. Mehrachsig: Sie genießen in einer einzigen Aufspannung eine nie dagewesene geometrische Freiheit. |
| Sekundärbetriebe | Schweizer Teile werden im Allgemeinen in einem Spannvorgang fertiggestellt. Der Zugriff auf mehrachsige Merkmale erfordert ein Umpositionieren, was die Anzahl der Arbeitsschritte erhöht. |
| Kosteneffizienzgrenze | Schweizer Drehmaschinen eignen sich besonders für die Fertigung von Präzisionsdrehteilen in großen Stückzahlen und sind oft sehr wirtschaftlich. Mehrachsige Drehmaschinen hingegen sind vorteilhaft für kleinere Stückzahlen oder komplexe prismatische Teile. |
| Unsere beratende Rolle | Wir betrachten die Geometrie, das Volumen, das Material und die Toleranzen des Bauteils und gehen unvoreingenommen vor, um das beste CNC-Bearbeitungsverfahren zu empfehlen. Bei komplexen Aufgaben kombinieren wir manchmal beide Verfahren. |
Wir lösen das Dilemma der schwierigen Auswahl zwischen Langdrehautomaten und mehrachsiger CNC-Bearbeitung. Dank unseres fundierten technischen Know-hows verstehen wir die komplexe Technologie schnell und erstellen durch die Analyse der Geometrie, Losgröße und Toleranzanforderungen Ihres CNC-Bearbeitungsteils eine klare und fundierte Empfehlung. So wählen Sie das technisch und wirtschaftlich optimale Verfahren, das von Anfang an die Teilequalität, höchste Produktionseffizienz und die Einhaltung Ihres Projektbudgets gewährleistet.
Warum Sie diesem Leitfaden vertrauen sollten? Praktische Erfahrungen von LS Manufacturing-Experten
Die Debatte um Schweizer Drehmaschinen versus mehrachsige CNC-Bearbeitung ist vielfach diskutiert. Warum also dieser Artikel? Wir sind keine Theoretiker, sondern Praktiker. Unsere Werkstatt ist geprägt vom täglichen Kampf mit engsten Toleranzen und komplexen Geometrien, wo eine falsche Prozesswahl Ausschuss und Budgetüberschreitungen zur Folge haben kann. Ob es sich um eine schlanke Welle in der Luft- und Raumfahrt oder ein hochkomplexes Gehäuse in einem Medizingerät handelt – unser Erfolg hängt davon ab, von Anfang an die richtige Entscheidung zu treffen.
Die Entscheidungen bei LS Manufacturing basieren auf realen Daten und wir halten uns an strenge Standards wie ISO 13485 für Medizinprodukte und die Benchmarks des National Institute of Standards and Technology (NIST) . In Hunderten von Projekten haben wir herausgefunden, wo Schweizer Drehautomaten bei Bauteilen mit hohem Aspektverhältnis besser abschneiden und wo Mehrachsen-Bearbeitungszentren die beste Lösung für die Freiformbearbeitung darstellen. Diese praktische Erfahrung ermöglicht es uns, aus anfänglichen Unsicherheiten fundierte und kosteneffiziente Entscheidungen zu treffen.
Jede Komponente, die wir bisher ausgeliefert haben – von Titanimplantaten bis hin zu Aluminiumprototypen – hat uns wertvolle praktische Erkenntnisse geliefert: Methoden zur Vermeidung von Vibrationen in dünnen Wänden, zur Optimierung der Werkzeugwege für Inconel und zur Messung des Verhältnisses von Geschwindigkeit zu Genauigkeit. Unsere Empfehlungen beschränken sich nicht auf Standardtheorie; sie basieren auf praktischen Erfahrungen aus der Fertigung, mit denen Sie das Ausprobieren vermeiden und schneller zu zuverlässigen Ergebnissen gelangen.

Abbildung 1: Vergleich von CNC-Bearbeitungsprozessen für Präzisionsbauteile aus legiertem Stahl in der Automobil- und Luftfahrtindustrie.
Worin besteht der grundlegende Unterschied zwischen einer Langdrehmaschine und einem Mehrachsen-Bearbeitungszentrum?
Die Wahl des richtigen Präzisions-CNC- Bearbeitungsverfahrens für ein komplexes Bauteil ist von entscheidender Bedeutung. Der grundlegende Unterschied zwischen Langdrehautomaten und Mehrachsen-CNC-Bearbeitung liegt in ihrer Bewegungsphilosophie: der Bewegung des Werkstücks versus der Bewegung des Werkzeugs. Diese Arbeit quantifiziert ihre jeweiligen Leistungsfähigkeit und unterstützt Ingenieure somit direkt bei der Auswahl eines kosteneffizienten und technisch fundierten Verfahrens.
| Aspekt | Schweizer Drehmaschine (z. B. Star SR-20RIII) | Multi-Ax ist ein Bearbeitungszentrum (z. B. 5-Achs DMG Mori). |
| Bearbeitungsprinzip | „Teil bewegt sich, Werkzeuge sind fixiert“; die Haupt- und Gegenspindel bewegen sich in Z-Richtung, um das Werkstück den stationären Werkzeugen zuzuführen. | „Werkzeuge bewegen sich, Werkstück ist fixiert/indexiert“; das Schneidwerkzeug bewegt sich in mehreren Achsen, während das Werkstück auf einem Drehtisch (A/C-Achsen) gehalten wird. |
| Ideales Teileprofil | Sehr gut geeignet für Teile mit einem hohen Längen-Durchmesser-Verhältnis ( >5:1 ) und kleinen Durchmessern ( Ø2-32mm ), die eine Bearbeitung auf der Rückseite erfordern. | Ideal für Teile mit komplexen 3D-Konturen, modellierten Oberflächen, Hinterschneidungen und abgewinkelten Merkmalen wie z. B. Laufräder oder Gehäuse. |
| Primärstärke | Höchste Rundlaufgenauigkeit (typischerweise ≤0,005 mm ) und extrem schnelle Werkzeugwechsel ( ~0,5 Sek .) ermöglichen die Fertigung von Drehteilen in einer einzigen Aufspannung. | Die größtmögliche geometrische Freiheit zur Gestaltung komplexer Formen und zur Durchführung tiefer Kavitätenfräsungen ermöglicht einen sehr hohen Grad an betrieblicher Integration. |
| Wichtigste Leistungskennzahl | Am besten geeignet für die CNC-Großserienbearbeitung schlanker, rotationssymmetrischer Bauteile, bei denen die Rundlaufgenauigkeit von größter Bedeutung ist. | Am besten geeignet für die CNC-Bearbeitung von prismatischen Teilen in kleinen bis mittleren Stückzahlen, bei denen die komplexe Geometrie die größte Herausforderung darstellt. |
Der wichtigste Auswahlfaktor ist die dominante Form des Bauteils: Rotationssymmetrie ist ein Merkmal der Langdrehbearbeitung, während komplexe 3D-Konturen die mehrachsige CNC-Bearbeitung erfordern. Bei LS Manufacturing lösen wir dieses Dilemma zwischen Langdrehbearbeitung und mehrachsiger CNC-Bearbeitung, indem wir unsere Projektdatenbank nutzen, um datenbasierte Empfehlungen zu geben. Dieser faktenbasierte Ansatz eliminiert praktisch das Risiko von Kostenüberschreitungen und Verzögerungen und bietet somit klare Orientierung für anspruchsvolle CNC-Bearbeitungsanwendungen in den wettbewerbsintensiven Branchen Luft- und Raumfahrt, Medizintechnik und Automobilindustrie.

Welche Merkmale eines Bauteils deuten eindeutig darauf hin, dass die Bearbeitung auf Langdrehautomaten gewählt werden sollte?
Die Wahl des richtigen Präzisionsbearbeitungsverfahrens ist ein entscheidender Faktor für Kosten und Qualität. Dieser Artikel konzentriert sich auf die spezifischen Merkmale von Bauteilen, die für das Schweizer Drehen sprechen, und erläutert, wie diese Methode die wichtigsten Fertigungsprobleme löst, um ein höheres Maß an Effizienz und Genauigkeit zu erreichen.
Umgang mit hohen Längen-Durchmesser-Verhältnissen
Bei sehr dünnen Teilen wie Miniaturwellen oder Stiften mit einem Längen-Durchmesser-Verhältnis (L:D) von über 8:1 stoßen herkömmliche Drehmaschinen an ihre Grenzen, da es zu Durchbiegung und Vibrationen kommt. Die Führungsbuchse der Schweizer Drehmaschinen bietet hingegen eine optimale Unterstützung direkt neben dem Schneidwerkzeug und ermöglicht so stabile, tiefe Schnitte bei kleinen Durchmessern. Dies ist die direkte Lösung für die effiziente Bearbeitung empfindlicher, stangengeführter Teile ohne Rattern oder Verformungen durch Werkzeugdruck. Dadurch bleiben Geradheit und Maßgenauigkeit erhalten, was insbesondere bei der CNC-Serienfertigung solcher Teile von großer Bedeutung ist.
Garantierte extreme Konzentrizität und Rundheit
Teile, die eine sehr hohe Koaxialität ( < 0,01 mm ) zwischen mehreren Drehelementen erfordern, wie beispielsweise Sensorgehäuse oder Ventilschäfte, stellen grundsätzlich Probleme dar, die sich mit einer einzigen Aufspannung bearbeiten lassen. Die Durchführung aller primären und sekundären Bearbeitungsschritte in einer einzigen Aufspannung eliminiert den systembedingten Fehler durch mehrere Aufspannungen vollständig. Dies erreichen wir unter anderem durch den Einsatz der integrierten Gegenspindel für einen reibungslosen Teiletransfer und die Rückbearbeitung – eine der Kernstrategien für die hochpräzise Bearbeitung kritischer Teile .
Integration komplexer Sekundär- und Back-Side-Operationen
Teile mit mehreren rückseitigen Merkmalen wie Querbohrungen, Rückkegeln, Gewinden usw. stellen in mehrstufigen Bearbeitungsprozessen eine große Herausforderung hinsichtlich Zeitaufwand und Ausrichtung dar. Die Langdrehmaschine mit ihren angetriebenen Werkzeugen und der Gegenspindel fräst, bohrt und gewindet diese Merkmale direkt nach dem Drehen. Dieser integrierte Ansatz vermeidet das Problem der Vorrichtungsneuausrichtung, reduziert die Leerlaufzeiten drastisch und gewährleistet die exakte Positionierung der Merkmale relativ zum Bezugspunkt – ein entscheidender Vorteil bei komplexen CNC-Bearbeitungsprojekten .
Diese Richtlinie basiert auf einer systematischen Analyse der Produktionsergebnisse und nicht auf einem theoretischen Vergleich. Für Bauteile mit schlanker Form, strenger Rundlaufgenauigkeit und mehrstufigen Strukturen nutzen wir die Schweizer CNC-Bearbeitung für eine integrierte Fertigung in einer einzigen Aufspannung. Dieses bewährte Verfahren eliminiert nicht nur den Nachrüstfehler, sondern beschleunigt auch den Durchsatz und gewährleistet die exakte, deterministische Präzision, die in anspruchsvollen Anwendungen der Medizin-, Automobil- und Luft- und Raumfahrtindustrie erforderlich ist.
Welche Arten von Bauteilstrukturen müssen mithilfe von Mehrachsen-Gelenksystemen bearbeitet werden?
Bestimmte Bauteilformen oder -strukturen stellen mit herkömmlichen Methoden eine große Herausforderung dar, da diese die damit verbundenen Probleme nicht lösen können. Der folgende Artikel erläutert detailliert unseren einzigartigen technischen Ansatz für die mehrachsige CNC-Bearbeitung , mit dem wir diese grundlegenden und unvermeidlichen Konstruktionsherausforderungen bewältigen:
Bearbeitung komplexer, konturierter Oberflächen in einer einzigen Aufspannung
- Herausforderung: Die Herstellung von fließenden und kontinuierlichen Oberflächen wie Turbinenschaufeln oder Formen mit komplizierten Geometrien.
- Unsere Lösung: Wir verwenden eine kontinuierliche 5-Achs- Werkzeugweginterpolation.
- Technische Umsetzung: Unsere CAM-Programmierung gewährleistet eine optimale Werkzeugausrichtung durch Werkzeugwege mit konstanter Wellenhöhe.
- Beispiel – Turbinenschaufel: Die 5-Achs-Fräsbearbeitung steuert das Werkzeug dynamisch, um ein verdrilltes Schaufelprofil ohne Ausbrüche zu bearbeiten.
Präzisionsbearbeitung von nicht-orthogonalen Merkmalen und tiefen Kavitäten
- Herausforderung: Die Herstellung präziser Winkelbohrungen oder den Zugang zu den Seitenwänden tiefer Hohlräume.
- Unsere Lösung: Wir neigen das Werkstück so, dass die Spindel senkrecht zur abgewinkelten Stelle steht.
- Technische Umsetzung: Wir haben das Werkzeug auf einer geneigten Ebene positioniert, um es frei bewegen und die eigentliche Merkmalsachse erreichen zu können.
- Ergebnis: Mit diesem hochpräzisen CNC- Bearbeitungsverfahren lässt sich eine Positionstoleranz von ±0,025 mm für komplexe Bauteilmerkmale erreichen, ohne dass sekundäre Vorrichtungen erforderlich sind.
Komplette Bearbeitung mehrseitiger Bauteile in einer Aufspannung
- Herausforderung: Arbeiten an Teilen, die fünf oder mehr Seiten für die Bearbeitung haben.
- Unsere Lösung: Wir fertigen eine Vorrichtung, die den Zugang zum gesamten Werkstück für die vollständige Bearbeitung ermöglicht.
- Technische Umsetzung: Unsere Methode beinhaltet eine kollisionsfreie Werkzeugwegplanung, die sichere und schnelle Mehrseitenbearbeitungen ermöglicht.
- Nutzen: Solche CNC-Bearbeitungslösungen tragen dazu bei, die Durchlaufzeit um 40 % zu verkürzen und die Genauigkeit zwischen den einzelnen Merkmalen zu erhöhen.
Diese technische Dokumentation veranschaulicht unser tiefes Technologieverständnis anhand unserer praktischen Methoden, nicht nur anhand unserer Worte. Wir legen den Fokus auf die entscheidenden Schritte – strategische Vorrichtungen, präzise CAM-Steuerung und strikte Arbeitsabläufe –, die Lösungen für anspruchsvolle Fertigungsprobleme aufzeigen und somit die zuverlässigsten CNC-Bearbeitungstechniken für hochkomplexe Bauteile ermöglichen.

Abbildung 2: Vergleich der Bearbeitung von hochpräzisen Legierungsteilen mittels Schweizer Drehautomaten und mehrachsiger CNC-Bearbeitung im Präzisionsmaschinenbau.
Wie schneiden ihre tatsächlichen Fähigkeiten im Hinblick auf Präzision und Oberflächengüte im Vergleich ab?
Um das am besten geeignete Bearbeitungsverfahren zu ermitteln, muss man zunächst dessen Präzisions- und Oberflächengütepotenzial genau verstehen. Dieses Dokument bietet einen direkten, datenbasierten Präzisionsvergleich zwischen Langdrehautomaten, CNC-Drehen und Mehrachsenfräsen . Der Fokus liegt dabei auf messbaren Leistungskennzahlen, die als Grundlage für wichtige Fertigungsentscheidungen dienen können. Die wichtigsten Punkte sind nachfolgend aufgeführt:
| Vergleichsdimension | Schweizer Drehbank | Mehrachsige CNC-Bearbeitung |
| Maßgenauigkeit (radial) | Gedrehte Durchmesser weisen aufgrund der hohen Steifigkeit und der minimalen thermischen Verformung eine überlegene Stabilität ( ±0,005 mm ) auf. | Die Genauigkeit des Konturscans ist im Allgemeinen bei komplexen 3D-Profilen höher. |
| Positionsgenauigkeit / Konzentrizität | Durch die Einzelfutteraufnahme wurde bei Drehteilen ein absoluter Vorteil von ( <0,01mm ) erzielt, was für hochpräzise CNC-Komponenten von großer Bedeutung ist. | Die Genauigkeit hängt von der Einrichtungsmethode ab; sekundäre Vorrichtungen führen zu einer Fehlerakkumulation. |
| Oberflächengüte (Ra) | Bei gedrehten Außenflächen wird eine Oberflächenrauheit von Ra 0,8µm oder besser konstanter erreicht; eine feine Oberflächengüte ist ein stabiler Prozess. | Eine Ra-Rate von 0,4µm ist erreichbar, erfordert jedoch eine optimierte Zustellung und Werkzeugwegstrategie auf gefrästen Oberflächen. |
| Produktionsstabilität (Beispiel: Ø20mm Welle) | Ein CPK-Wert von 1,67 bei der Massenproduktion zeigt in diesem Fall eine höhere Prozessfähigkeit. | Mit dem Zwei-Aufspann-Fräsverfahren lässt sich für dasselbe Merkmal nur ein CPK-Wert von 1,33 erreichen. |
Diese Analyse ermöglicht es Kunden, fundierte Entscheidungen zwischen diesen fortschrittlichen CNC-Bearbeitungsverfahren zu treffen. Wir liefern essenzielle Informationen zur Lösung von Anwendungsproblemen: Minimierung von Fehlerquellen, Auswahl des zuverlässigsten Verfahrens für kritische Toleranzen und Messung der zu erreichenden Qualitätsziele. Sie kann ein überzeugendes technisches Argument für wettbewerbsintensive, hochtechnologische Fertigungsprojekte liefern.
Wie lässt sich der wirtschaftliche Gleichgewichtspunkt zweier Prozesse aus der Perspektive der Losgröße bestimmen?
Die Ermittlung der wirtschaftlichsten Fertigungsmethode erfordert eine Untersuchung des Verhältnisses zwischen der Komplexität des Bauteils und der Stückzahl. Dieser Beitrag beschreibt unseren Ansatz zur Durchführung eines Vergleichs von CNC-Bearbeitungsprozessen, um die genaue Losgröße zu ermitteln, bei der sich die Wirtschaftlichkeit des Prozesses ändert, und liefert somit datenbasierte Entscheidungshilfen.
Analyse der Kostenstruktur für die Kleinserienfertigung (1-50 Stück)
In unserer Kostenanalyse für Kleinserien haben wir uns eingehend mit einmaligen Kosten befasst. Anhand von Zahlen zeigen wir, wie der integrierte Prozess der Schweizer Bearbeitung, der den Bedarf an zusätzlichen Vorrichtungen und Rüstvorgängen eliminiert, im Vergleich zu Mehrachsenlösungen zu einer Gesamtkostenreduktion von 15–25 % führen kann – allein durch die Reduzierung von Handhabung und Ausschuss aufgrund weniger Bearbeitungsschritte.
Modellierung der Wirtschaftlichkeit von Großserienlösungen (>5000 Stück)
Bei größeren Losgrößen konzentrieren wir uns in unserer Analyse auf die Grenzkosten. Wir skizzieren Szenarien für Teile, die sich mit speziellen Lösungen automatisieren lassen. Hierbei kann eine höhere Anfangsinvestition für eine spezielle CNC-Fertigungszelle einen günstigeren Stückpreis als die Schweizer Bearbeitung ermöglichen, sofern die Teileform für eine Hochgeschwindigkeits- und Serienfertigung geeignet ist.
Ermittlung des Break-Even-Punktes durch dynamische Kostenmodellierung
Mithilfe eines eigens entwickelten Kostenmodells, das alle Eingangsvariablen berücksichtigt, ermitteln wir die Stückzahl, bei der sich die Kosten angleichen. Dadurch ergibt sich ein eindeutiger Vergleich: Die Schweizer Lösung ist für die Kommission bei Stückzahlen zwischen 50 und 500 weiterhin die effizienteste und ebnet somit den Weg zu optimalen CNC-Bearbeitungslösungen .
Dieser analytisch fundierte CNC-Prozessvergleich bildet eine solide Grundlage für die Kostenaufschlüsselung gegenüber unseren Kunden. Wir planen die wirtschaftliche Entscheidungsfindung durch die Prognose fixer und variabler Kosten und liefern so eine äußerst zuverlässige technische Bewertung der Bearbeitungsprozesse für die richtige Investition in eine wettbewerbsfähige Fertigung.
Wie beeinflusst die Materialwahl Ihre Entscheidung zwischen Schweizer und Mehrachsen-Drehmaschinen?
Die Bearbeitbarkeit eines Werkstoffs beeinflusst maßgeblich die wirtschaftliche und technische Machbarkeit von Langdrehautomaten im Vergleich zu mehrachsigen CNC-Bearbeitungsverfahren . Im Folgenden stellen wir unsere Analysemethodik vor, die die Werkstoffauswahl mit der Entscheidung für das optimale Bearbeitungsverfahren verknüpft, basierend auf den Herausforderungen, die jeder Werkstoff mit sich bringen kann:
Prozessoptimierung für Automatenwerkstoffe
- Materialbeispiele: Messing, Automatenstahl, Aluminiumlegierung.
- Unser technischer Ansatz: Nutzung der hohen Drehzahl einer Schweizer Drehmaschine (bis zu 30.000 U/min ) und integrierter Werkzeuge.
- Wie wir die Herausforderung lösen: Wir setzen auf Drehbearbeitung statt Schleifen . Dies ermöglicht die Fertigung komplexer Teile mit kleinem Durchmesser in einer einzigen Aufspannung bei maximalen Vorschubgeschwindigkeiten und reduziert somit die Zykluszeit für die CNC-Serienfertigung deutlich.
- Kundennutzen: Wir bieten höchste Effizienz und niedrigste Stückkosten bei Großaufträgen von Steckverbinderstiften oder Rohlingen für chirurgische Schrauben.
Strategieauswahl für schwer zerspanbare Legierungen
- Materialbeispiele: Titan ( Ti-6Al-4V ), Inconel, gehärtete Stähle ( >45 HRC ).
- Unser technischer Ansatz: Mehrachsige CNC-Bearbeitungszentren sind unsere erste Wahl, da sie eine bessere Steifigkeit aufweisen, die Verwendung von Hochdruckkühlmittel (70+ bar) ermöglichen und die Steuerung des Werkzeugwegs flexibel ist.
- Unsere Lösung: Für orthopädische Titanplatten definieren wir trochoidale Fräsbahnen, die einen konstanten Werkzeugeinsatz und optimale Wärmeableitung gewährleisten. Diese fortschrittliche CNC-Bearbeitungstechnik kann die Werkzeugstandzeit im Vergleich zu herkömmlichen Verfahren um bis zu 80 % verlängern und so Kosten senken und die Stabilität sichern.
- Kundennutzen: Durch die Lösung des Problems der thermischen Schädigung und des übermäßigen Werkzeugverschleißes können wir Präzision und Zuverlässigkeit bei der Bearbeitung hochfester, temperaturempfindlicher Legierungen gewährleisten.
Unser Entscheidungsrahmen: Analyse wichtiger materialbedingter Variablen
- Unser Analyseprozess: Wir analysieren die Faktoren, die spezifisch für das Material selbst sind: Kaltverfestigungstendenz, Wärmeleitfähigkeit, Spanbildungseigenschaften.
- Wie wir die Herausforderung lösen: Bei der Bearbeitung einer schlanken Inconel-Welle erwarten wir thermische Ausdehnung und Durchbiegung. Unsere Studie deutet darauf hin, dass die Parametereinstellung bei der Schweizer Bearbeitung stark eingeschränkt ist. In diesem Fall wäre die Mehrachsen -CNC-Bearbeitung eine vielseitigere Lösung, auch wenn sie zusätzliche Aufspannungen erfordert.
- Kundennutzen: Wir bieten eine datengestützte Entscheidungsfindung im Bearbeitungsprozess , bei der Prozessstabilität, Endproduktqualität und Gesamtbetriebskosten Vorrang vor reiner Geschwindigkeit haben.
Unser Ansatz bietet eine umfassende Anleitung zur Auswahl des optimalen CNC-Bearbeitungsverfahrens . Wir lösen materialspezifische Probleme mithilfe physikalisch basierter Strategien – vom Hochgeschwindigkeitsdrehen bis zum kontrollierten Trochoidalfräsen – und garantieren so die perfekte Verfahrensauswahl hinsichtlich Leistung, Qualität und Kosten.
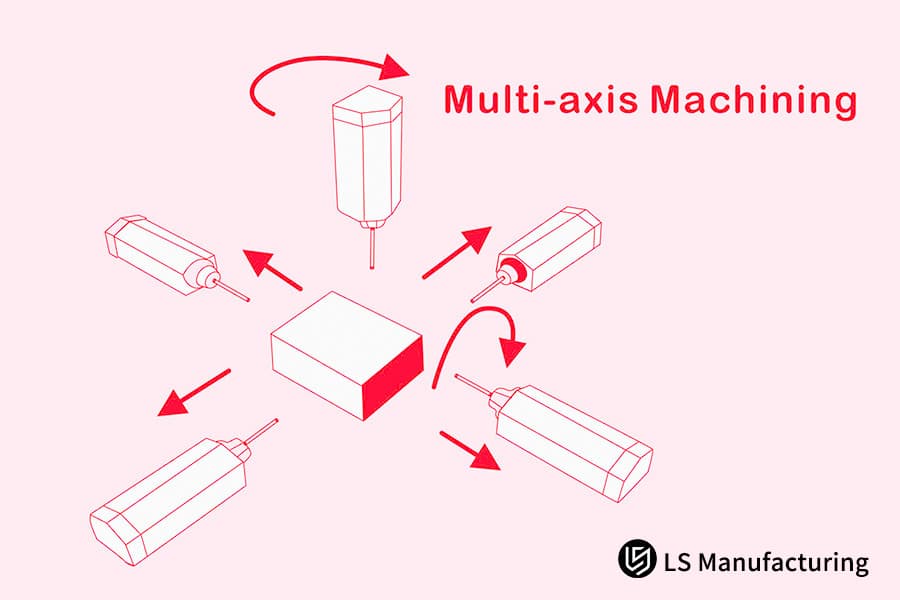
Abbildung 3: Veranschaulichung der mehrachsigen CNC-Bearbeitung eines Werkstücks aus legiertem Stahl für Präzisionsanwendungen in der Konstruktion und Fertigung.
LS Manufacturing Medizinprodukteindustrie: Produktionsprojekt zur Integration mehrerer Prozesse für implantierbare Knochenschrauben aus Titanlegierung
Dieser Anwendungsfall von LS Manufacturing im Medizinbereich verdeutlicht, wie wir die Herausforderung der Herstellung einer hochpräzisen orthopädischen Titanschraube durch innovative Hybridfertigung gemeistert haben. Er zeigt zudem unsere Kompetenz in der Entwicklung kundenspezifischer CNC-Lösungen für komplexe medizinische Bauteile.
Herausforderung für den Kunden
Der Medizintechnikhersteller benötigte die Serienfertigung einer Knochenschraube aus Titan Grad 5 (Ti-6Al-4V ELI) mit einem Durchmesser von 4,5 mm, einer Gewindetoleranz von 6g und einem gratfreien Sechskantantrieb. Die ursprünglich angewandte Methode, ausschließlich Mehrachsen-Fräsdienstleistungen zu nutzen, erwies sich aufgrund des langen, dünnen Schafts als ineffizient. Dies führte zu schnellem Werkzeugverschleiß, hohen Stückkosten von 85 Yen und einer Ausbeute von lediglich 92 % aufgrund der erforderlichen zusätzlichen Spannvorrichtung für die Kopfgeometrie. Diese Situation verzögerte die Markteinführung des Produkts erheblich.
LS Fertigungslösung
Wir entwickelten eine Präzisionsbearbeitungsfusion: Die Schraubenwelle und das Gewinde wurden auf einer Tsugami-Langdrehmaschine für optimale Rundlaufgenauigkeit gefertigt. Anschließend wurden die komplexen Kopfmerkmale mit einer einzigen 5-Achs-CNC- Bearbeitungsanlage gefräst. Dieses geteilte Verfahren nutzte die Stärken beider Maschinen – Hochgeschwindigkeits-Präzisionsdrehen und flexible Mehrachsen-Konturbearbeitung – optimal aus, sodass keine Nachbearbeitung der Teile erforderlich war.
Ergebnisse und Wert
Durch den integrierten Prozess konnten die Stückkosten auf 62 Yen gesenkt, die Endausbeute auf 99,5 % gesteigert und die Lieferzeit um 40 % verkürzt werden. Der Kunde profitierte somit von einer zuverlässigen Produktion, signifikanten Kosteneinsparungen und einer kürzeren Markteinführungszeit für sein wichtiges Implantat. Unsere hybride Fertigungsmethode erwies sich daher als strategisch wertvoll.
Dieser Fall verdeutlicht unseren technischen Entwicklungsansatz: Nach der Analyse der Komponentenmerkmale haben wir die effizientesten Prozesse intelligent aufgeteilt und zusammengeführt. Wir bieten Fertigungslösungen, die hocheffizient sind und gleichzeitig die spezifischen Anforderungen an Kosten, Qualität und Zeitvorgaben für anspruchsvolle und hochwertige CNC-Bearbeitungsanwendungen in der Medizintechnik erfüllen.
Erreichen Sie höchste Effizienz und Präzision bei komplexen Bauteilen mit unseren intelligenten Hybrid-Schweizer- und Mehrachsen-CNC-Lösungen.

Warum ist ein Lieferant, der beide Prozessfähigkeiten besitzt, die bessere Wahl?
Es ist mitunter ein Fehler, den richtigen Fertigungslieferanten anhand von Empfehlungen zu erraten, die aufgrund begrenzter Kompetenzen voreingenommen sind. Unser datenbasierter Ansatz, der sowohl Schweizer als auch Mehrachsen-Technologien nutzt, bietet Ihnen eine absolut objektive Orientierungshilfe zur Auswahl des richtigen CNC-Bearbeitungslieferanten . So finden Sie eine optimale Komplettlösung.
Durchführung einer unvoreingenommenen Parallelprozessanalyse
- Unsere Methode: Wir nehmen Ihr 3D-Modell und importieren es in verschiedene CAM-Systeme für die Schweizer Drehautomatik und Mehrachsen-Drehverfahren.
- Unsere Lösung: Unsere Ingenieure führen virtuelle Bearbeitungssimulationen gleichzeitig auf beiden Plattformen durch.
- Direkter Kundennutzen: Dies ermöglicht einen direkten Vergleich von Zykluszeiten, Werkzeugverbrauch und potenziellen Erträgen und beseitigt somit jegliches Rätselraten.
Einsatz fortschrittlicher Simulationen zur Gesamtkostenmodellierung
- Unsere Werkzeuge: Wir sind mit spezialisierten Softwaremodulen ausgestattet, die Kollisionserkennung, Werkzeugwegoptimierung und dynamische Materialabtragsanalyse ermöglichen.
- Unsere Lösung: Wir simulieren die Bearbeitung von Titan für ein komplexes medizinisches Bauteil unter thermischen Bedingungen mithilfe einer Citizen Swiss-Maschine und eines DMG Mori 5-Achs-Bearbeitungszentrums .
- Direkter Kundennutzen: Diese fortschrittliche CNC-Bearbeitungsanalysemethode antizipiert den Werkzeugverschleiß und das Potenzial für Qualitätsprobleme bei jedem Arbeitsgang und erstellt so eine realistische Gesamtkostenprognose.
Bereitstellung eines quantifizierten Entscheidungsunterstützungsberichts
- Unser Ergebnis: Wir liefern einen Vergleichsbericht, der die Anzahl der Rüstvorgänge, die geschätzten Maschinenstunden und die Kosten pro Stück bei unterschiedlichen Produktionsmengen aufzeigt.
- Unsere Lösung: Im Bericht ermitteln wir den technischen Break-Even-Punkt der Bearbeitung auf der Langdrehmaschine visuell . Dieser Break-Even-Punkt ist erreicht, wenn die Effizienz der Langdrehmaschine die Flexibilität der Mehrachsenbearbeitung übertrifft.
- Direkter Kundennutzen: Kunden, die eine klare, faktenbasierte Begründung für das gewählte Verfahren erhalten, können sicher sein, dass die Präzisions-CNC-Dienstleistungen, in die sie investieren, die effizientesten sind.
Unsere Plattform mit doppelter Kompetenz löst das Problem der Lieferantenabhängigkeit. Wir liefern objektive, simulationsvalidierte Daten, die den effizientesten und zuverlässigsten CNC-Bearbeitungspartner für Ihr Präzisionsbauteil identifizieren. So bestimmen die Wirtschaftlichkeitskriterien und nicht die Gerätebeschränkungen die Entscheidung.
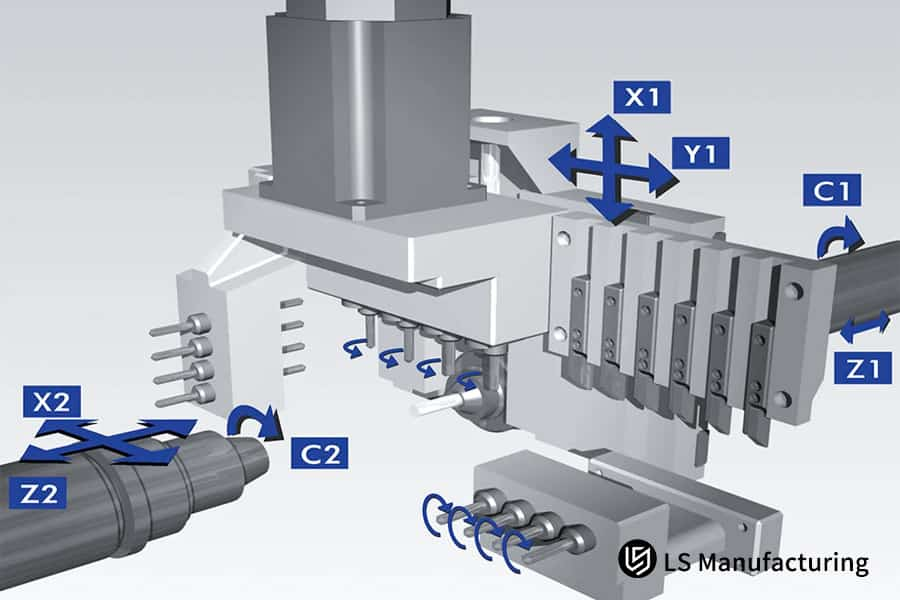
Abbildung 4: Veranschaulichung komplexer Bewegungsabläufe bei der mehrachsigen CNC-Bearbeitung für die Herstellung von Präzisionsbauteilen für die Medizin- und Luft- und Raumfahrtindustrie.
Wie erhalte ich eine genaue Prozessanalyse und ein Angebot für Ihr Bauteil?
Um ein präzises und stimmiges Angebot für die CNC-Bearbeitung zu erhalten, ist ein fundiertes, umfassendes und datenbasiertes Verfahren erforderlich. Dieses Dokument beschreibt unser unkompliziertes Vorgehen, mit dem wir Ihre Teiledaten in eine neutrale und praxisorientierte Analyse umwandeln. So stellen wir sicher, dass wir die optimale Fertigungsmethode hinsichtlich Qualität, Kosten und Lieferzeit auswählen.
Einreichen umfassender Teiledaten zur Analyse
Für den Start Ihrer Analyse benötigen wir ein 3D-Modell (STEP/IGES ), Materialspezifikationen, wichtige Toleranzen, Anforderungen an die Oberflächenbeschaffenheit und die geplante Jahresproduktion. Mit diesem umfassenden Datensatz kann unser Entwicklungsteam innerhalb von 4 Stunden eine kostenlose DFM-Analyse durchführen. Diese deckt Fertigungsprobleme und Optimierungspotenziale auf, bevor die Preisgestaltung beginnt, und ebnet so den Weg für eine nicht nur wirtschaftliche, sondern auch hocheffiziente Produktion.
DFM- und Parallelprozesssimulation ausführen
Unser Team führt anhand Ihres Teilemodells eine umfassende CNC-Prozesssimulation sowohl des Langdrehverfahrens als auch des Mehrachsenverfahrens durch. Wir prüfen die Werkzeugzugänglichkeit, berechnen verschiedene Zykluszeiten und identifizieren potenzielle Qualitätsprobleme, die mit den jeweiligen CNC-Bearbeitungsverfahren einhergehen. An diesem Punkt wird die theoretische Kostenkalkulation verworfen, da diese Phase eine realistische Leistungsprognose liefert und die Problembereiche der Produktionsabläufe aufzeigt.
Bereitstellung eines vergleichenden technischen Angebots und Kostenvoranschlags
Wir präsentieren die Ergebnisse unserer Untersuchung in einem übersichtlichen Bericht und empfehlen drei Lösungsansätze: eine Lösung mit Schweizer Fertigung, eine Mehrachsenstrategie und, falls realisierbar, eine Hybridlösung . Jede Kostenaufstellung ist transparent und detailliert aufgeschlüsselt und enthält eine Schätzung der Lieferzeit sowie der erwarteten Ausbeute im ersten Durchgang. So stehen Ihnen als Lieferant von Präzisionsteilen alle notwendigen Informationen für Ihre Entscheidung zur Verfügung.
Dieser gründliche Analyse- und Entwicklungsprozess spiegelt unsere Philosophie der partnerschaftlichen Zusammenarbeit durch Technologie und Problemlösung wider. Durch datengestützte Vergleichsanalysen unterstützen wir Sie bei der Bewältigung der zentralen Herausforderung der Prozessauswahl und machen LS Manufacturing so zu Ihrem zuverlässigen Partner für CNC-Bearbeitung , dessen Engagement sich auch auf den Erfolg Ihres Projekts erstreckt.
Häufig gestellte Fragen
1. Kann eine Schweizer Drehmaschine Teile mit nicht kreisförmigem Querschnitt bearbeiten?
Ja, das ist möglich. Ist die Maschine mit einem Fräswerkzeug ausgestattet, lassen sich polygonale Formen, ebene Flächen, exzentrische Bohrungen und andere Merkmale bearbeiten. Komplexe, dreidimensionale, gekrümmte Oberflächen bleiben jedoch weiterhin das Gebiet von mehrachsigen CNC-Bearbeitungsmaschinen .
2. Was ist die minimale Bearbeitungskapazität eines Mehrachsen-Bearbeitungszentrums? Kann es Kleinteile bearbeiten?
Ja. Die Produktivität ist jedoch im Vergleich zu einer Schweizer Drehmaschine geringer. Bei der Bearbeitung kleiner Teile mit einem Durchmesser unter 2 mm wird die Konstruktion von Vorrichtungen und Werkzeugen bei Mehrachsen-Werkzeugmaschinen schwieriger und die Gefahr von Rattern steigt. Daher wird diese Methode generell für Durchmesser über 5 mm empfohlen.
3. Wie hoch ist die typische Materialausnutzung bei der Wahl der Schweizer Bearbeitung?
Sehr hoch, üblicherweise bis zu 70–85 % . Da Stangenmaterial verwendet wird, entsteht lediglich Schnittabfall, weshalb sich das Verfahren besonders für die Bearbeitung von Edelmetallen eignet. Bei der Mehrachsenbearbeitung hingegen wird mit Blockmaterial gearbeitet, und die Materialausnutzung liegt im Allgemeinen bei 30–60 % .
4. Worin unterscheiden sich die typischen Lieferzeiten der beiden Anbieter?
Bei Standardbauteilen ermöglicht die Schweizer Drehmaschine im Allgemeinen eine um 1–2 Tage schnellere Erstfertigung als Mehrachsen-Drehmaschinen, da sie fokussiertere Prozesse und weniger Spannvorgänge durchführt. Die Zykluszeit der Schweizer Drehmaschine ist in der Serienfertigung zudem stabiler und besser kontrollierbar.
5. Welches Verfahren eignet sich besser für die Prototyping-Phase?
Schweizer Prototyping ermöglicht eine schnellere Überprüfung der Maßkette bei rotierenden Hauptmerkmalen. Bei komplexen, gekrümmten Oberflächen ist hingegen mehrachsiges Prototyping erforderlich. LS Manufacturing bietet Rapid-Prototyping- Services und findet für jedes Merkmal die optimale Lösung.
6. Wie schützt LS Manufacturing mein geistiges Eigentum im Bereich Design?
Wir unterzeichnen Geheimhaltungsvereinbarungen, verschlüsseln Projektdokumentationen in allen Phasen und trennen Produktionsbereiche, um die Sicherheit von Informationen von der Zeichnung bis zum fertigen Produkt zu gewährleisten. Dieses Prinzip bildet die Grundlage unserer Dienstleistungen für anspruchsvolle Fertigungskunden .
7. Wie treffe ich die endgültige Auswahl bei mittelgroßen Losgrößen (mehrere hundert Stück)?
Wir empfehlen eine Kleinserienfertigung ( 50 Stück pro Sorte ). Vergleichen Sie die tatsächliche Ausbeute, den Arbeitsaufwand und die Gesamtkosten. LS Manufacturing bietet Vergleichsdienstleistungen für Kleinserienfertigungen an, sodass die Ergebnisse für sich sprechen.
8. Berechnen Sie Gebühren für Ihre Beratungsleistungen im Bereich Entscheidungsfindung?
Nein, wir erheben keine Gebühren. Unsere Prozessanalyse und der Lösungsvergleich anhand Ihrer Zeichnungen und Anforderungen sind komplett kostenlos. Wenn Sie Ihre Projektkosten ermitteln möchten, erhalten Sie von unserem Ingenieurteam umgehend ein Angebot für die CNC-Bearbeitung – die Grundlage für eine langfristige, vertrauensvolle Zusammenarbeit.
Zusammenfassung
Die Wahl zwischen Langdrehmaschinen und mehrachsiger CNC-Bearbeitung ist eine systemtechnische Entscheidung, die auf Teileeigenschaften, Präzision, Werkstoffen, Losgröße und Gesamtbetriebskosten basiert. Es gilt, die jeweiligen Grenzen zu verstehen: Langdrehmaschinen zeichnen sich durch hohe Präzision bei kleinen rotierenden Teilen aus; die mehrachsige Bearbeitung ist ideal für komplexe Geometrien. Die besten Lösungen bieten Partner wie LS Manufacturing, die über umfassende Prozesskompetenzen verfügen und so über die Beschränkungen einzelner Bearbeitungsprozesse hinausgehende Komplettlösungen realisieren können.
Laden Sie jetzt Ihre Präzisionsteilzeichnungen hoch und erhalten Sie einen kostenlosen Vergleichsbericht für Schweizer Drehautomaten und Mehrachsen-Bearbeitung ! Die erfahrenen Verfahrenstechniker von LS Manufacturing führen innerhalb von 4 Stunden eine detaillierte Fertigungsanalyse (DFM) für Ihr Teil durch und erstellen einen individuellen Bericht mit detaillierter Kostenanalyse, einem Vergleich der erwarteten Präzisions-CNC-Bearbeitung und einer Lieferzeitprognose für beide Verfahren. Treffen Sie datenbasierte Entscheidungen und optimieren Sie Ihre Lieferkette, um Kosten zu senken.
Wählen Sie mit unserer Expertise im Bereich hybrider Schweizer und mehrachsiger CNC-Bearbeitungszentren den optimalen Prozess für Präzision und Kosteneffizienz.
📞Tel.: +86 185 6675 9667
📧E-Mail: info@lsrpf.com
🌐Website: https://lsrpf.com/
Haftungsausschluss
Die Inhalte dieser Seite dienen ausschließlich Informationszwecken. LS Manufacturing übernimmt keine Gewähr für die Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es kann nicht davon ausgegangen werden, dass ein Drittanbieter oder Hersteller über das LS Manufacturing-Netzwerk Leistungsparameter, geometrische Toleranzen, spezifische Konstruktionsmerkmale, Materialqualität und -art oder Verarbeitung bereitstellt. Dies liegt in der Verantwortung des Käufers. Fordern Sie ein Teileangebot an. Geben Sie bitte Ihre spezifischen Anforderungen für diese Abschnitte an. Kontaktieren Sie uns für weitere Informationen .
LS-Fertigungsteam
LS Manufacturing ist ein branchenführendes Unternehmen mit Fokus auf kundenspezifische Fertigungslösungen. Wir verfügen über mehr als 20 Jahre Erfahrung und betreuen über 5.000 Kunden. Unsere Schwerpunkte liegen auf hochpräziser CNC-Bearbeitung, Blechbearbeitung , 3D-Druck , Spritzguss , Metallstanzen und weiteren Komplettlösungen für die Fertigung.
Unser Werk ist mit über 100 hochmodernen 5-Achs-Bearbeitungszentren ausgestattet und nach ISO 9001:2015 zertifiziert. Wir bieten unseren Kunden in über 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ob Kleinserien oder kundenspezifische Großprojekte – wir erfüllen Ihre Anforderungen mit schnellster Lieferzeit innerhalb von 24 Stunden. Entscheiden Sie sich für LS Manufacturing. Das steht für Effizienz, Qualität und Professionalität.
Mehr erfahren Sie auf unserer Website: www.lsrpf.com .


