Выбор между швейцарским и многоосевым ЧПУ-оборудованием — серьезное решение, ставящее перед инженерами, работающими с высокоточными деталями, сложную задачу. Неправильный выбор часто приводит к перерасходу средств на 30-50% , например, при использовании многоосевого оборудования для тонких валов диаметром менее 3 мм или швейцарских станков для деталей со сложными полостями. В частности, это происходит из-за того, что люди инстинктивно полагаются на свой опыт, который часто бывает лишь частичным, вместо того, чтобы иметь методическую основу, на которую можно опираться.
Компания LS Manufacturing решает эту серьезную проблему напрямую. Основываясь на знаниях, полученных в ходе выполнения более 500 проектов по обработке на станках с ЧПУ , мы создали модель принятия решений «Функция-Процесс-Стоимость», основанную на данных. Эта модель четко определяет границы технологического применения, предоставляя конкретные параметры и простое в использовании дерево решений, что позволяет добиться оптимальной стоимости и сроков выполнения с самого начала.
Швейцарские станки с ЧПУ против многоосевых станков: таблица кратких справочных данных по выбору.
| Критерии | Фактор принятия решения |
| Основной принцип | Швейцарский тип станков отлично подходит для быстрого и высокоточного изготовления длинных и тонких деталей, а многоосевой станок идеально подходит для создания сложных трехмерных форм на заготовках компактных и средних размеров . |
| Настройка и логика громкости | Швейцарская обработка требует больше времени на переналадку, но после этого скорость обработки одной детали становится непревзойденной при очень больших объемах производства. Многоосевая обработка обеспечивает более быструю переналадку, поэтому лучше подходит для мелкосерийного и среднесерийного производства сложных деталей . |
| Диапазон материалов и размеров | Швейцарский станок лучше всего подходит для небольших прутков ( ≤32 мм ). Многоосевой станок способен обрабатывать значительно более широкий диапазон размеров деталей и форм сырья (блоки, поковки). |
| Основная сила | Швейцарский стандарт: Благодаря направляющей втулке, опора обеспечивает непревзойденное качество обработки поверхности и соосность точеных деталей. Многоосевой режим: Вы получаете беспрецедентную геометрическую свободу за одну установку. |
| Вторичные операции | Детали, изготовленные на швейцарском станке, обычно обрабатываются за один зажим. Для доступа к элементам, обрабатываемым по нескольким осям, требуется перепозиционирование, что увеличивает количество этапов. |
| Граница экономической эффективности | Швейцарская технология является предпочтительным выбором для деталей, подвергающихся высокоточной токарной обработке в больших объемах, и может быть очень экономичной. С другой стороны, многоосевая обработка выгоднее для небольших объемов или сложных призматических деталей. |
| Наша консультативная роль | Мы учитываем геометрию детали, объем, материал и допуски, и, руководствуясь объективным подходом, рекомендуем оптимальный процесс обработки на станке с ЧПУ , иногда комбинируя оба метода для решения сложных задач. |
Мы решаем сложную дилемму выбора между швейцарским типом обработки и многоосевой обработкой на станках с ЧПУ. Наши глубокие технические знания позволяют нам быстро разобраться в сложных технологиях, предоставляя простые и обоснованные рекомендации на основе анализа геометрии, размера партии и требований к допускам вашей детали, изготовленной на станках с ЧПУ . Таким образом, вы выбираете наиболее технически и финансово обоснованный процесс, гарантирующий качество деталей, максимальную эффективность производства и надежное удержание бюджета вашего проекта с самого начала.
Почему этому руководству можно доверять? Практический опыт экспертов LS Manufacturing.
В дискуссиях о швейцарском типе обработки против многоосевой обработки на станках с ЧПУ написано множество статей. Так почему же именно эта? Мы не теоретики, а практики. В нашей мастерской ежедневно приходится бороться со сверхвысокими допусками и сложными геометрическими формами, где неправильный выбор процесса может привести к браку деталей и превышению бюджета. Будь то тонкий вал в аэрокосмической отрасли или очень сложный корпус в медицинском приборе, от принятия правильного решения с нуля зависит наша жизнь.
В компании LS Manufacturing решения принимаются на основе реальных данных, и мы придерживаемся строгих стандартов, таких как ISO 13485 для медицинских изделий и эталонных показателей Национального института стандартов и технологий (NIST) . За сотни проектов мы обнаружили, что швейцарские станки лучше подходят для деталей с высоким соотношением сторон, а многоосевые центры — для контурной обработки произвольной формы. Этот практический опыт — отличный инструмент для превращения неуверенных предположений в совершенно ясные и экономически эффективные решения.
Каждый компонент, который мы отгрузили на сегодняшний день — от титановых имплантатов до алюминиевых прототипов — дал нам очень реальные и практические уроки: способы устранения вибрации в тонкостенных изделиях, как корректировать траектории движения инструмента при обработке инконеля и как сравнивать скорость и точность. Наши рекомендации — это не просто стандартная теория; это практические уроки, полученные на заводе, благодаря которым вы можете избежать метода проб и ошибок и быстрее получать надежные результаты.

Рисунок 1: Сравнение процессов обработки на станках с ЧПУ для изготовления прецизионных компонентов из легированной стали в автомобильной и аэрокосмической промышленности.
В чём принципиальное различие между автоматическим токарным станком швейцарского типа и многоосевым обрабатывающим центром?
Выбор правильного процесса высокоточной обработки на станках с ЧПУ для сложной детали имеет первостепенное значение. Фундаментальное различие между швейцарскими станками и многоосевыми станками с ЧПУ заключается в их основной философии движения: перемещение детали, а не перемещение инструмента. В данной статье количественно оцениваются их соответствующие возможности, что напрямую помогает инженерам сделать выбор процесса, который будет одновременно экономически эффективным и технически обоснованным.
| Аспект | Токарный станок швейцарского типа (например, Star SR-20RIII) | Многоосевой обрабатывающий центр (например, 5-осевой DMG Mori) |
| Принцип обработки | "Деталь перемещается, инструменты зафиксированы"; главный и вспомогательные шпиндели перемещаются по оси Z, чтобы представить заготовку неподвижным инструментам. | "Инструменты движутся, деталь зафиксирована/поставлена на место"; режущий инструмент перемещается по нескольким осям, в то время как заготовка удерживается на вращающемся столе (по осям переменного тока). |
| Идеальный профиль детали | Идеально подходит для деталей с высоким соотношением длины к диаметру ( >5:1 ) и малыми диаметрами ( Ø2-32 мм ), требующих обработки с обратной стороны. | Идеально подходит для деталей со сложными трехмерными контурами, рельефными поверхностями, подрезами и угловыми элементами, такими как рабочие колеса или корпуса. |
| Основная сила | Максимальная концентричность (обычно ≤0,005 мм ) и чрезвычайно быстрая ( ~0,5 сек ) смена инструмента позволяют производить токарные детали за одну установку. | Максимальная геометрическая свобода для создания сложных форм и фрезерования глубоких полостей, что позволяет достичь очень высокого уровня интеграции в производственный процесс. |
| Ключевые показатели эффективности | Наилучшим образом подходит для крупносерийной обработки на станках с ЧПУ тонких, вращательно-симметричных компонентов, где концентричность является первостепенной характеристикой. | Наилучшим образом подходит для мелко- и среднесерийной обработки призматических деталей на станках с ЧПУ , где основной задачей является обработка сложных геометрических форм. |
Основной фактор выбора — преобладающая форма детали: вращательная симметрия является характерной чертой обработки по швейцарскому методу, тогда как сложные 3D-контуры требуют многоосевой обработки на станках с ЧПУ . В LS Manufacturing мы решаем эту дилемму « обработка по швейцарскому методу против многоосевой обработки на станках с ЧПУ», используя нашу базу данных проектов для предоставления рекомендаций, основанных на данных. Такой подход, основанный на фактах, в значительной степени исключает риск перерасхода средств и задержек, обеспечивая тем самым четкие рекомендации для высокоэффективных задач обработки на станках с ЧПУ в конкурентных аэрокосмической, медицинской и автомобильной отраслях.

Какие характеристики детали однозначно указывают на необходимость выбора швейцарской обработки?
Выбор правильного процесса прецизионной обработки деталей является важным фактором, определяющим стоимость и качество. Основное внимание в этой статье уделяется специфическим характеристикам деталей, указывающим на необходимость выбора швейцарского метода , и объясняется, как этот метод решает основные производственные проблемы, обеспечивая более высокий уровень эффективности и точности.
Управление высокими соотношениями длины к диаметру
Когда речь идет о очень тонких деталях, таких как миниатюрные валы или штифты с соотношением длины к диаметру более 8:1, традиционные токарные станки сталкиваются с проблемами деформации и вибрации. Направляющая втулка швейцарских станков обеспечивает необходимую поддержку непосредственно рядом с режущим инструментом, что позволяет выполнять стабильные и глубокие резы на малых диаметрах. Это прямое решение проблемы эффективной обработки деликатных деталей, подаваемых в пруток, без вибрации или деформации от давления инструмента, обеспечивая тем самым прямолинейность и точность размеров, что очень важно при крупносерийной обработке таких деталей на станках с ЧПУ .
Гарантия исключительной соосности и округлости.
Детали, требующие очень высокой степени соосности ( <0,01 мм ) между несколькими точеными элементами, например, корпуса датчиков или штоки клапанов, по сути, становятся задачами, требующими одной переналадки. Выполнение всех основных и вспомогательных операций за один зажим полностью исключает неизбежную погрешность, возникающую из-за многократной переналадки зажимных приспособлений. Мы достигаем этого, в частности, за счет использования встроенного вспомогательного шпинделя для плавной передачи детали и обратной обработки, что является одной из основных стратегий для критически важных прецизионных деталей .
Интеграция сложных вторичных и вспомогательных операций.
Детали с множеством элементов на задней поверхности, таких как поперечные отверстия, конусность, резьба и т. д., представляют собой настоящую проблему с точки зрения времени и выравнивания в многоэтапном процессе. Швейцарский цех с приводными инструментами и вспомогательным шпинделем используется для фрезерования, сверления и нарезания резьбы для этих элементов сразу после первичной токарной обработки. Такой интегрированный подход помогает избежать проблем с перенастройкой приспособлений, значительно сокращает время, не связанное с обработкой, и гарантирует идеальное расположение элемента относительно основной базовой точки, что является большим преимуществом в сложных проектах обработки на станках с ЧПУ .
Данное руководство является результатом систематического анализа результатов производства, а не теоретическим сравнением. Для деталей, характеризующихся тонкостью, строгой концентричностью и многоступенчатыми элементами, мы используем швейцарские станки с ЧПУ для производства интегрированных изделий за одну переналадку. Этот проверенный метод не только напрямую исключает ошибки вторичной переналадки, но и ускоряет производительность, обеспечивая необходимую точность в сложных медицинских, автомобильных и аэрокосмических приложениях .
Какие типы деталей необходимо обрабатывать с использованием многоосевого механизма?
Изготовление деталей определенной формы или конструкции с использованием традиционных методов может представлять собой сложную задачу, поскольку они просто не способны решить проблемы, связанные с такими формами. В статье ниже подробно описан наш уникальный инженерный подход к многоосевой обработке на станках с ЧПУ как средство преодоления этих принципиально неизбежных конструктивных трудностей:
Обработка сложных, контурных поверхностей за одну установку.
- Задача: Изготовление текучих и непрерывных поверхностей, таких как лопатки турбин или пресс-формы сложной формы.
- Наше решение: мы используем непрерывную интерполяцию траектории движения инструмента по 5 осям .
- Техническая реализация: Наша CAM-система обеспечивает оптимальную ориентацию инструмента за счет постоянных траекторий движения инструмента по высоте выемки.
- Пример из практики – лопатка турбины: Услуги 5-осевого фрезерования обеспечивают динамическое управление инструментом для обработки профиля лопатки с закрученной формой без образования борозд.
Высокоточная обработка неортогональных элементов и глубоких полостей.
- Задача: создание точных отверстий под углом или доступ к боковым стенкам глубоких полостей.
- Наше решение: мы наклоняем заготовку таким образом, чтобы шпиндель располагался перпендикулярно угловому элементу.
- Техническая реализация: Мы установили инструмент в наклонной плоскости, чтобы иметь возможность свободно перемещать его и получать доступ к реальным осям элементов.
- Результат: Этот высокоточный метод обработки на станках с ЧПУ позволяет достичь допуска по положению ±0,025 мм для сложных элементов деталей без необходимости использования дополнительных приспособлений.
Полная обработка многосторонних компонентов в одном приспособлении.
- Задача: работа с деталями, имеющими пять и более граней для выполнения различных операций.
- Наше решение: Мы изготавливаем единое приспособление, обеспечивающее полный доступ ко всей детали для ее обработки.
- Техническая реализация: Наш метод включает в себя планирование траектории движения инструмента с учетом предотвращения коллизий, что позволяет выполнять безопасные и быстрые многозаходные операции .
- Преимущества: Такие решения для обработки на станках с ЧПУ помогают сократить сроки выполнения заказа на 40% и повысить точность обработки отдельных элементов.
Данная техническая документация демонстрирует, насколько глубоко мы понимаем технологии, через реальные методы, которые мы используем, а не просто через слова. Мы сосредотачиваемся на критически важных этапах: стратегическая оснастка, точное CAM-управление и строгие операционные процедуры, которые позволяют находить решения сложных производственных задач, предоставляя таким образом самые надежные передовые методы обработки на станках с ЧПУ для изготовления очень сложных деталей.

Рисунок 2: Сравнение швейцарской и многоосевой обработки на станках с ЧПУ для изготовления высокоточных деталей из сплавов в машиностроении.
Насколько их реальные возможности соответствуют друг другу с точки зрения точности и качества обработки поверхности?
Для определения наиболее подходящего процесса обработки необходимо прежде всего хорошо понимать его точность и качество обработки. В данном документе представлено прямое, основанное на данных, сравнение точности обработки на швейцарских станках с токарными станками с ЧПУ, а также многоосевым фрезерованием , с упором на измеримые показатели, которые могут быть использованы для принятия важных производственных решений. Ниже приведены наиболее важные моменты:
| Размер сравнения | Швейцарская обработка | Многоосевая обработка на станках с ЧПУ |
| Точность размеров (радиальная) | Диаметры, полученные в результате токарной обработки, демонстрируют превосходную стабильность ( ±0,005 мм ) благодаря высокой жесткости и минимальной термической деформации. | Точность контурного сканирования, как правило, выше для сложных 3D-профилей. |
| Точность позиционирования / Концентричность | Однократная закрепка деталей позволила добиться абсолютного преимущества при вращательной обработке ( <0,01 мм ), что очень важно для высокоточных компонентов, обрабатываемых на станках с ЧПУ . | Точность зависит от метода установки; использование дополнительных приспособлений приводит к накоплению ошибок. |
| Чистота поверхности (Ra) | На обработанных на токарном станке поверхностях более стабильно достигается шероховатость Ra 0,8 мкм или лучше; высококачественная обработка поверхности является стабильным процессом. | Достичь значения Ra 0,4 мкм возможно, но для этого требуется оптимизированная стратегия шага обработки и траектории движения инструмента на фрезерованных поверхностях. |
| Стабильность производства (например, вал диаметром 20 мм) | Значение CPK для массового производства, равное 1,67, свидетельствует о более высокой технологической производительности в данном случае. | Метод фрезерования с двумя установками позволяет достичь значения CPK всего 1,33 для той же детали. |
Этот анализ позволяет клиентам делать обоснованный выбор между этими передовыми процессами обработки на станках с ЧПУ . Мы предоставляем важную информацию, которая решает проблемы применения: минимизация источников ошибок; выбор наиболее надежного процесса для критически важных допусков; и измерение целевых показателей качества, которые необходимо достичь. Это может стать убедительным техническим аргументом в конкурентных высокотехнологичных производственных проектах.
Как оценить точку экономического равновесия двух процессов с точки зрения размера партии?
Определение наиболее экономичной производственной стратегии требует анализа соотношения сложности детали и количества изготавливаемых изделий. В данной статье представлен наш подход к проведению сравнения процессов обработки на станках с ЧПУ для выявления точного размера партии, при котором происходит изменение экономической эффективности процесса, что позволяет принимать обоснованные решения на основе имеющихся данных.
Анализ структуры затрат при мелкосерийном производстве (1-50 шт.)
В нашем анализе затрат на мелкосерийное производство мы сосредоточились на невозвратных расходах. Мы наглядно демонстрируем, как интегрированный процесс швейцарской механической обработки, исключающий необходимость в дополнительных приспособлениях и настройке, может привести к снижению общих затрат на 15-25% по сравнению с многоосевыми решениями, просто за счет сокращения операций обработки и брака.
Моделирование экономической эффективности крупномасштабных решений (>5000 шт.)
В ходе анализа мы переходим к рассмотрению предельных издержек при больших объемах партии. Мы описываем ситуации для деталей, которые могут быть автоматизированы с помощью специализированных решений, где большие первоначальные затраты на специальную производственную ячейку с ЧПУ могут позволить получить более низкую себестоимость единицы продукции, чем при швейцарской обработке, если форма детали подходит для высокоскоростного непрерывного производства.
Определение точки безубыточности с помощью динамического моделирования затрат
Используя разработанную нами модель затрат, учитывающую все входные переменные, мы определяем оптимальную точку объема, при которой затраты выравниваются. Таким образом, становится очевидным, что швейцарское решение по-прежнему является наиболее эффективным для группы заказов от 50 до 500 единиц , открывая тем самым путь к наилучшим решениям для обработки на станках с ЧПУ .
Это аналитически обоснованное сравнение процессов обработки на станках с ЧПУ служит надежной основой для анализа затрат для клиентов. Мы планируем экономически целесообразный выбор, прогнозируя постоянные и переменные затраты, что позволяет получить высоконадежную техническую оценку обработки для обоснования инвестиций в конкурентоспособное производство.
Как выбор материала влияет на ваше решение между швейцарским и многоосевым оборудованием?
Обрабатываемость материала существенно влияет на экономическую и техническую целесообразность обработки на станках швейцарского типа по сравнению с многоосевыми станками с ЧПУ . Вот наша аналитическая методология, которая связывает выбор материала с решением о выборе оптимального процесса обработки, исходя из проблем, которые может представлять каждый материал:
Оптимизация процесса обработки материалов, подлежащих механической обработке.
- Примеры материалов: латунь, легкорежущая сталь, алюминиевый сплав.
- Наш технический подход: использование швейцарских станков с высокой частотой вращения (до 30 000 об /мин) и интегрированной оснастки.
- Как мы решаем эту задачу: Мы применяем технологию чистовой обработки «токарной обработкой вместо шлифовки» . Это позволяет производить сложные детали малого диаметра за одну установку с максимальной скоростью подачи, что значительно сокращает время цикла при крупносерийном производстве на станках с ЧПУ .
- Преимущества для клиента: Мы обеспечиваем высочайшую эффективность и минимальную себестоимость единицы продукции при выполнении крупных заказов на соединительные штифты или заготовки для хирургических винтов.
Стратегия выбора для труднообрабатываемых сплавов
- Примеры материалов: титан ( Ti-6Al-4V ), инконель, закаленные стали ( >45 HRC ).
- Наш технический подход: Многоосевые обрабатывающие центры с ЧПУ — наш предпочтительный выбор благодаря их большей жесткости, возможности использования охлаждающей жидкости под высоким давлением (более 70 бар) и гибкости управления траекторией движения инструмента.
- Как мы решаем эту задачу: Для титановой ортопедической пластины мы используем трохоидальные траектории фрезерования, которые обеспечивают постоянное воздействие инструмента и отвод тепла. Эта передовая технология обработки на станках с ЧПУ позволяет увеличить срок службы инструмента до 80% по сравнению с традиционным методом, тем самым снижая затраты и обеспечивая целостность конструкции.
- Преимущества для клиента: Решив проблему термических повреждений и чрезмерного износа инструмента, мы обеспечиваем точность и надежность обработки высокопрочных, чувствительных к температуре сплавов.
Наша система принятия решений: анализ ключевых переменных, определяющих качество материалов.
- Наш аналитический процесс: Мы анализируем факторы, специфичные для самого материала: склонность к упрочнению при деформации, теплопроводность, характеристики образования стружки.
- Как мы решаем эту задачу: При работе с тонким валом из инконеля мы прогнозируем термическое расширение и деформацию. Наше исследование показало, что возможности швейцарской обработки очень ограничены в настройке параметров; в этом случае многоосевая обработка на станках с ЧПУ будет более универсальным решением, даже несмотря на необходимость дополнительных настроек.
- Преимущества для клиента: Мы предлагаем основанное на данных решение по процессу обработки , в котором стабильность процесса, качество конечной детали и общая стоимость владения ставятся выше скорости.
Наш подход представляет собой исчерпывающее руководство по выбору процесса обработки на станках с ЧПУ . Мы решаем специфические задачи, связанные с конкретным материалом, используя стратегии, основанные на физических принципах, — от высокоскоростной токарной обработки до контролируемого трохоидального фрезерования, — гарантируя тем самым идеальный выбор процесса с точки зрения производительности, качества и стоимости.
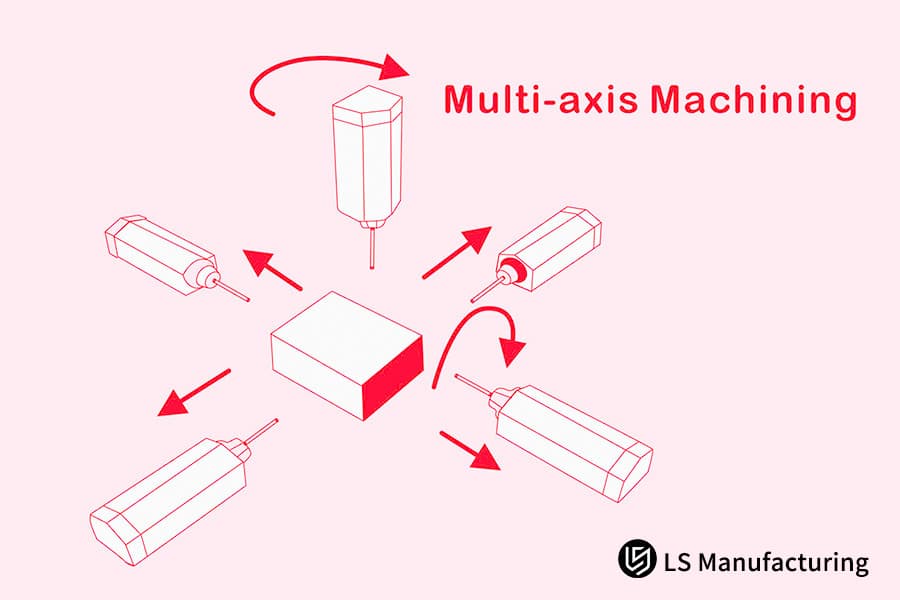
Рисунок 3: Иллюстрация многоосевой обработки заготовки из легированной стали на станке с ЧПУ для применения в точном машиностроении и производстве.
Компания LS Manufacturing, производитель медицинских изделий: проект многопроцессной интеграции производства имплантируемых костных винтов из титанового сплава.
Этот медицинский кейс от LS Manufacturing демонстрирует, как мы решили задачу изготовления высокоточного ортопедического титанового винта с помощью инновационного гибридного метода производства . Он также показывает наши возможности по созданию индивидуальных решений с ЧПУ для сложных медицинских компонентов.
Задача клиента
Заказчику, производящему медицинские изделия, требовалось серийное производство костных винтов диаметром 4,5 мм из титана марки 5 (Ti-6Al-4V ELI) с допуском резьбы 6g и шестигранным приводом без заусенцев. Первоначальный метод, предполагавший использование только многоосевого фрезерования, оказался неэффективным для такой длины тонкого стержня, что приводило к быстрому износу инструмента, высокой себестоимости единицы продукции (85 юаней ) и лишь 92% выходу годных изделий из-за необходимости вторичной фиксации геометрии головки. Эта ситуация значительно задержала сроки запуска продукта.
LS Manufacturing Solution
Мы разработали технологию высокоточной обработки: вал винта и резьба были изготовлены на швейцарском токарном станке Tsugami для обеспечения превосходной соосности, а затем для фрезерования сложных элементов головки использовалась единая 5-осевая установка с ЧПУ . Этот метод, сочетающий в себе лучшие возможности каждого станка — высокоскоростную прецизионную токарную обработку и гибкое многоосевое контурное формование, — исключал необходимость вторичной обработки деталей.
Результаты и ценность
Интегрированный процесс позволил снизить себестоимость единицы продукции до 62 юаней , увеличить выход годной продукции до 99,5% и сократить время выполнения заказа на 40% . Таким образом, клиент получил надежное производство, значительную экономию средств и более короткий срок вывода на рынок своего критически важного имплантируемого устройства, что обеспечило стратегическую ценность нашей гибридной производственной методологии.
Этот случай — хороший пример нашего подхода к техническому проектированию: после анализа характеристик компонентов мы интеллектуально разделили и объединили наиболее эффективные процессы. Мы предлагаем производственные решения, которые одновременно являются высокоэффективными и могут соответствовать крайне специфическим требованиям к стоимости, качеству и срокам для очень сложных и дорогостоящих медицинских применений в области обработки на станках с ЧПУ .
Добейтесь максимальной эффективности и точности при изготовлении сложных деталей с помощью наших интеллектуальных гибридных швейцарских и многоосевых решений с ЧПУ.

Почему поставщик, обладающий возможностями для реализации обоих процессов, является лучшим выбором?
Иногда ошибочно полагаться на рекомендации, предвзятые из-за ограниченных возможностей поставщика услуг по обработке на станках с ЧПУ, чтобы выбрать подходящего поставщика. Наш подход, основанный на анализе данных и использовании как швейцарских, так и многоосевых технологий, может стать абсолютно объективным руководством по выбору поставщика услуг по обработке на станках с ЧПУ , предлагая таким образом действительно оптимальное комплексное решение:
Проведение непредвзятого анализа параллельных процессов
- Наш метод: Мы берем вашу 3D-модель и импортируем ее в различные CAM-системы для швейцарского и многоосевого методов обработки.
- Как мы решаем эту проблему: Наши инженеры одновременно запускают виртуальные симуляции обработки на обеих платформах.
- Прямая выгода для клиента: это позволяет напрямую сравнивать время цикла, расход инструмента и потенциальную производительность, полностью исключая любые догадки.
Применение передовых методов моделирования для оценки общей стоимости
- Наши инструменты: Мы оснащены специализированными программными модулями, позволяющими обнаруживать коллизии, оптимизировать траекторию движения инструмента и проводить динамический анализ удаления материала.
- Как мы решаем эту задачу: Мы моделируем обработку титана для сложной медицинской детали в термических условиях, используя как станок Citizen Swiss, так и 5-осевой обрабатывающий центр DMG Mori .
- Прямая выгода для клиента: Этот передовой метод анализа обработки на станках с ЧПУ позволяет прогнозировать износ инструмента и потенциальные проблемы с качеством на каждом этапе обработки, что дает возможность составить реалистичный прогноз общей стоимости.
Подготовка количественного отчета для поддержки принятия решений
- Результат нашей работы: Мы предоставляем сравнительный отчет, в котором показано количество переналадок, расчетное машино-часы и стоимость единицы продукции при различных объемах производства.
- Как мы решаем эту задачу: В отчете мы визуально определяем точку технической безубыточности обработки на швейцарском станке . Точка безубыточности — это точка, где эффективность швейцарского станка превосходит гибкость многоосевой обработки .
- Прямая выгода для клиента: клиенты, получив четкое, основанное на фактах обоснование выбранного процесса, могут быть уверены, что инвестируемые ими услуги высокоточной обработки на станках с ЧПУ являются наиболее эффективными.
Наша платформа с двойной функциональностью идеально решает проблему предвзятости поставщиков. Мы предоставляем объективные, подтвержденные моделированием данные, которые позволяют определить наиболее эффективного и надежного партнера по обработке на станках с ЧПУ для изготовления ваших точных компонентов. Таким образом, принятие решения определяется скорее экономической целесообразностью, чем ограничениями оборудования.
Рисунок 4: Иллюстрация сложных траекторий движения при многоосевой обработке на станках с ЧПУ для производства прецизионных медицинских и аэрокосмических компонентов.
Как я могу получить точный анализ процесса и ценовое предложение на вашу деталь?
Для получения точной и обоснованной сметы на обработку на станках с ЧПУ требуется содержательный, всесторонний и основанный на данных подход. Настоящий документ отражает нашу простую процедуру преобразования данных о вашей детали в нейтральный, практичный анализ, который обеспечит выбор оптимального метода производства с точки зрения качества, стоимости и сроков поставки .
Предоставление полных данных о детали для анализа.
Для начала анализа вам необходимо отправить 3D-модель (STEP/IGES ), технические характеристики материала, ключевые допуски, требования к качеству поверхности и годовой объем производства. Этот подробный набор данных позволит нашей инженерной команде провести бесплатный DFM-анализ в течение 4 часов , выявив любые производственные проблемы и возможности оптимизации до начала ценообразования, тем самым прокладывая путь к производству, которое будет не только экономически целесообразным, но и высокоэффективным.
Выполнение проектирования с учетом технологичности производства (DFM) и моделирования параллельных процессов.
Наша команда проводит тщательное моделирование процесса обработки на станках с ЧПУ, как швейцарского типа, так и многоосевого, на основе модели вашей детали. Мы проверяем доступность инструмента, рассчитываем различное время цикла и выявляем потенциальные проблемы качества, присущие каждому методу обработки на станках с ЧПУ . На этом этапе теоретический расчет стоимости отбрасывается, поскольку он обеспечивает реалистичный прогноз производительности и указывает на проблемные участки производственных маршрутов.
Предоставление сравнительного технического описания и коммерческого предложения.
В четком отчете мы представляем краткое изложение нашего исследования, рекомендуя три решения: швейцарское решение, многоосевую стратегию и гибридный вариант, если это возможно . Каждая корректировка стоимости представлена в подробном виде с указанием сроков выполнения и ожидаемого выхода годной продукции с первого раза. Таким образом, принимая решение в качестве поставщика прецизионных деталей , вы располагаете всей необходимой информацией.
Этот тщательный аналитический и инженерный процесс отражает нашу философию партнерства посредством технологий и решения проблем. Предоставляя основанные на данных сравнительные выводы, мы помогаем решить главную проблему выбора технологического процесса, делая LS Manufacturing вашим надежным партнером по обработке на станках с ЧПУ , чья преданность делу распространяется и на успех вашего проекта.
Часто задаваемые вопросы
1. Может ли швейцарский станок обрабатывать детали некруглого сечения?
Да, это возможно. Если станок оснащен фрезерным станком, он может обрабатывать многоугольные формы, плоские участки, эксцентриковые отверстия и другие элементы. Тем не менее, сложные трехмерные криволинейные поверхности по-прежнему остаются прерогативой многоосевых станков с ЧПУ .
2. Какова минимальная обрабатывающая способность многоосевого обрабатывающего центра? Может ли он обрабатывать мелкие детали?
Да. Но производительность ниже по сравнению со швейцарским станком. При обработке мелких деталей диаметром менее φ2 мм конструкция приспособлений и оснастки многоосевых станков усложняется, и возрастает вероятность вибрации. Поэтому для диаметров >5 мм обычно рекомендуется использовать именно такой станок.
3. Каков типичный коэффициент использования материала при выборе швейцарского станочного оборудования?
Очень высокий показатель, обычно до 70–85% . Поскольку используется пруток, образуются только отходы резки, поэтому он особенно подходит для обработки драгоценных металлов. Однако многоосевая обработка начинается с заготовки, и коэффициент использования материала обычно составляет 30–60% .
4. В чем разница в типичных сроках доставки между этими двумя вариантами?
Для стандартных компонентов швейцарское решение, как правило, обеспечивает на 1-2 дня более короткий срок изготовления первой детали по сравнению с многоосевыми решениями, поскольку в швейцарском варианте используются более целенаправленные процессы и меньше операций зажима. Время цикла в швейцарском варианте также более стабильно и контролируемо при массовом производстве.
5. Какой процесс больше подходит для этапа прототипирования?
Швейцарское прототипирование позволяет быстрее проверить размерную цепочку, если основными элементами являются вращающиеся тела, тогда как если основными элементами являются сложные криволинейные поверхности, необходимо использовать многоосевое прототипирование. Компания LS Manufacturing предоставляет услуги быстрого прототипирования и может определить оптимальный маршрут для различных элементов.
6. Каким образом компания LS Manufacturing защищает мои права на интеллектуальную собственность, связанные с дизайном?
Мы заключаем соглашения о неразглашении, обрабатываем проектную документацию с использованием шифрования на всех этапах и разделяем производственные зоны, чтобы гарантировать безопасность информации от чертежей до готовой продукции. Этот принцип, по сути, лежит в основе предоставления услуг клиентам из высокотехнологичного производства .
7. Как мне сделать окончательный выбор для партий среднего объема (несколько сотен штук)?
Мы предлагаем мелкосерийное пробное производство ( по 50 штук каждого вида ). Сравните фактический выход продукции, данные о затраченном рабочем времени и общую стоимость. Компания LS Manufacturing может предложить услуги по сравнению результатов пробного производства, поэтому данные будут говорить сами за себя.
8. Взимаете ли вы плату за консультации по принятию решений?
Нет, мы не взимаем никаких сборов. Наша услуга анализа процессов и сравнения решений на основе предоставленных вами чертежей и требований предоставляется совершенно бесплатно. Если вы готовы оценить стоимость вашего проекта, вы можете получить мгновенную смету на обработку на станках с ЧПУ от нашей инженерной команды, чтобы установить долгосрочные, взаимовыгодные партнерские отношения.
Краткое содержание
Выбор между швейцарскими токарными станками и многоосевой обработкой на станках с ЧПУ — это решение, принимаемое в рамках системного проектирования, с учетом характеристик детали, точности, материалов, размера партии и общей стоимости владения. Необходимо понимать ограничения каждого типа станков: швейцарские токарные станки отличаются высокой точностью при обработке мелких вращающихся деталей; многоосевая обработка идеально подходит для сложных геометрических форм. Наилучшие решения предлагают партнеры, такие как LS Manufacturing, обладающие возможностями полного цикла производства для разработки комплексных решений, выходящих за рамки ограничений отдельных процессов.
Загрузите чертежи ваших прецизионных деталей прямо сейчас и получите бесплатный отчет «Сравнительный анализ швейцарской и многоосевой обработки »! Старшие инженеры-технологи LS Manufacturing проведут углубленный анализ технологичности (DFM) вашей детали в течение 4 часов , подготовив индивидуальный отчет, включающий подробный анализ затрат, сравнение ожидаемой точности обработки на станках с ЧПУ и оценку сроков поставки для обоих процессов. Пусть данные станут основой для ваших решений, и сделайте первый шаг к оптимизации вашей цепочки поставок и снижению затрат.
Выберите оптимальный процесс, используя наш опыт в области гибридных швейцарских и многоосевых станков с ЧПУ, для обеспечения точности и экономической эффективности.
📞Тел.: +86 185 6675 9667
📧Электронная почта: info@lsrpf.com
🌐Веб-сайт: https://lsrpf.com/
Отказ от ответственности
Информация на этой странице носит исключительно информационный характер. Компания LS Manufacturing не предоставляет никаких гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности представленной информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материалов или качество изготовления через сеть LS Manufacturing. Это ответственность покупателя. Запросите ценовое предложение на детали. Укажите конкретные требования к этим разделам. Для получения дополнительной информации свяжитесь с нами .
Команда LS Manufacturing
Компания LS Manufacturing — лидер отрасли . Мы специализируемся на индивидуальных производственных решениях. Более 20 лет опыта работы и более 5000 клиентов позволяют нам предлагать высокоточную обработку на станках с ЧПУ, производство изделий из листового металла , 3D-печать , литье под давлением , штамповку металла и другие комплексные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуальная разработка, мы можем удовлетворить ваши потребности с максимально быстрой доставкой в течение 24 часов. Выбирайте LS Manufacturing. Это означает эффективность, качество и профессионализм.
Для получения более подробной информации посетите наш веб-сайт: www.lsrpf.com .


