La elección entre el mecanizado CNC tipo suizo y el multieje es una decisión crucial que plantea un dilema a los ingenieros que trabajan con piezas de alta precisión. Una elección incorrecta suele ocasionar sobrecostes del 30 % al 50 % , por ejemplo, al utilizar máquinas multieje para ejes delgados de menos de 3 mm de diámetro o máquinas tipo suizo para piezas con cavidades complejas. Esto se debe, entre otras cosas, a que las personas confían instintivamente en su experiencia, a menudo incompleta, en lugar de contar con un marco metódico al que recurrir.
LS Manufacturing aborda este importante problema de frente. Basándonos en la experiencia adquirida en más de 500 proyectos de mecanizado CNC , creamos un modelo de decisión de "Características-Proceso-Costo" impulsado por datos. Este modelo define claramente los límites de la aplicación tecnológica mediante parámetros específicos y un árbol de decisiones sencillo, logrando así el mejor costo y plazo de entrega desde la primera solución.
Mecanizado CNC tipo suizo frente a mecanizado CNC multieje: Tabla de referencia rápida para la selección de estándares
| Criterios | Factor determinante de la decisión |
| Principio fundamental | El sistema de tipo suizo es muy eficaz para producir piezas largas y delgadas de ultra precisión con gran rapidez, mientras que el sistema multieje es ideal para crear formas 3D complejas en piezas de trabajo compactas o de tamaño mediano . |
| Configuración y lógica de volumen | El mecanizado suizo requiere un tiempo de preparación más prolongado, pero una vez completado, la velocidad por pieza es inigualable para volúmenes muy altos. El mecanizado multieje ofrece una preparación más rápida, por lo que resulta más adecuado para volúmenes de complejidad bajos a medios . |
| Gama de materiales y tamaños | El sistema suizo es ideal para barras pequeñas ( ≤32 mm ). El sistema multieje permite trabajar con una gama mucho más amplia de tamaños de piezas y formas de materia prima (bloques, forjas). |
| Fuerza primaria | Suizo: Gracias al casquillo guía, el soporte garantiza un acabado superficial y una concentricidad de las piezas torneadas insuperables. Multieje: Disfrute de una libertad geométrica sin precedentes en una sola configuración. |
| Operaciones secundarias | Las piezas suizas generalmente se terminan en una sola sujeción. El acceso a las características multieje requiere reposicionamiento, lo que aumenta el número de pasos. |
| Frontera de eficiencia de costos | El mecanizado suizo es la opción preferida para piezas torneadas con precisión en grandes volúmenes y puede resultar muy económico. Por otro lado, el mecanizado multieje es más adecuado para volúmenes menores o piezas prismáticas complejas. |
| Nuestro papel de asesoramiento | Analizamos la geometría, el volumen, el material y la tolerancia de la pieza, y adoptamos un enfoque imparcial para recomendar el mejor proceso de mecanizado CNC , a veces combinando ambos para tareas complejas. |
Resolvemos directamente el dilema de la selección entre el mecanizado CNC tipo suizo y el multieje. Nuestro profundo conocimiento técnico nos permite comprender rápidamente la tecnología compleja y ofrecer una recomendación clara y bien fundamentada tras analizar la geometría, el tamaño del lote y los requisitos de tolerancia de su pieza . De esta forma, podrá elegir el proceso más viable técnica y económicamente, que garantizará la calidad de las piezas, la máxima eficiencia en la producción y una buena gestión del presupuesto de su proyecto desde el principio.
¿Por qué confiar en esta guía? Experiencia práctica de expertos de LS Manufacturing.
El debate entre el mecanizado CNC tipo suizo y el multieje ha sido objeto de numerosos artículos. ¿Por qué este, entonces? No somos teóricos, sino profesionales. En nuestro taller, lidiamos a diario con tolerancias extremadamente ajustadas y geometrías complejas, donde una elección de proceso errónea puede resultar en piezas desechadas y presupuestos desorbitados. Ya se trate de un eje delgado en la industria aeroespacial o de una carcasa muy compleja en un dispositivo médico, nuestro éxito depende de tomar la decisión correcta desde el principio.
En LS Manufacturing, las decisiones se basan en datos reales y seguimos estándares rigurosos como la norma ISO 13485 para dispositivos médicos y los estándares del Instituto Nacional de Estándares y Tecnología (NIST) . A lo largo de cientos de proyectos, hemos descubierto dónde las máquinas suizas ofrecen un mejor rendimiento para piezas de alta relación de aspecto y dónde los centros multieje son la mejor opción para el contorneado de formas libres. Esta experiencia práctica es una herramienta valiosa para transformar conjeturas iniciales en decisiones claras y rentables.
Cada componente que hemos enviado hasta la fecha, desde implantes de titanio hasta prototipos de aluminio, nos ha brindado lecciones prácticas y valiosas: cómo eliminar vibraciones en paredes delgadas, cómo ajustar las trayectorias de las herramientas para Inconel y cómo medir la relación entre velocidad y precisión. Nuestras recomendaciones no se limitan a la teoría convencional; se trata de lecciones prácticas obtenidas en la planta de producción, que permiten evitar el método de ensayo y error y obtener resultados fiables con mayor rapidez.

Figura 1: Comparación de los procesos de mecanizado CNC para componentes de acero aleado de precisión en la fabricación de automóviles y productos aeroespaciales.
¿Cuál es la diferencia fundamental entre un torno automático de tipo suizo y un centro de mecanizado multieje?
Elegir el proceso de mecanizado CNC de precisión adecuado para un componente complejo es de suma importancia. La diferencia fundamental entre el mecanizado CNC tipo suizo y el multieje radica en su filosofía de movimiento: mover la pieza frente a mover la herramienta. Este documento cuantifica sus respectivas capacidades y, de este modo, ayuda directamente a los ingenieros a seleccionar un proceso que sea rentable y técnicamente sólido.
| Aspecto | Torno tipo suizo (por ejemplo, Star SR-20RIII) | Multi-Ax es un centro de mecanizado (por ejemplo, DMG Mori de 5 ejes). |
| Principio de mecanizado | "La pieza se mueve, las herramientas permanecen fijas"; los husillos principal y secundario se mueven en el eje Z para presentar la pieza de trabajo a las herramientas estacionarias. | "Las herramientas se mueven, la pieza está fija/indexada"; la herramienta de corte se mueve en múltiples ejes mientras la pieza de trabajo se mantiene sobre una mesa giratoria (ejes A/C). |
| Perfil de pieza ideal | Muy adecuado para piezas con una alta relación longitud-diámetro ( >5:1 ) y diámetros pequeños ( Ø2-32 mm ) que requieren operaciones por la parte posterior. | Ideal para piezas con contornos 3D complejos, superficies esculpidas, socavados y características angulares como impulsores o carcasas. |
| Fuerza primaria | El máximo nivel de concentricidad (normalmente ≤0,005 mm ) y los cambios de herramienta extremadamente rápidos ( ~0,5 s ) permiten la producción de piezas torneadas en una sola configuración. | Se logra la máxima libertad geométrica para crear formas complejas y fresar cavidades profundas, alcanzando así niveles muy altos de integración operativa. |
| Métrica clave de rendimiento | Ideal para el mecanizado CNC de alto volumen de componentes delgados y con simetría rotacional, donde la concentricidad es la característica de suma importancia. | Ideal para el mecanizado CNC de bajo a medio volumen de piezas prismáticas, donde el principal desafío reside en la complejidad geométrica. |
El factor principal de selección es la forma dominante de la pieza: la simetría rotacional es una característica del mecanizado tipo suizo, mientras que los contornos 3D complejos requieren mecanizado CNC multieje . En LS Manufacturing, resolvemos este dilema entre el mecanizado tipo suizo y el mecanizado CNC multieje aprovechando nuestra base de datos de proyectos para ofrecer recomendaciones basadas en datos. Este enfoque basado en hechos elimina prácticamente el riesgo de sobrecostos y retrasos, proporcionando así una guía clara para aplicaciones de mecanizado CNC de alto valor en las competitivas industrias aeroespacial, médica y automotriz.

¿Qué características de la pieza indican claramente que se debe optar por el mecanizado suizo?
Elegir el proceso de mecanizado de precisión adecuado es un factor clave para determinar el costo y la calidad. Este artículo se centra en las características específicas de las piezas que indican cuándo optar por el mecanizado suizo , explicando cómo este método resuelve los principales problemas de fabricación para lograr una mayor eficiencia y precisión.
Gestión de relaciones longitud-diámetro elevadas
Cuando se trata de piezas muy delgadas, como ejes o pasadores en miniatura con una relación L:D superior a 8:1, los tornos tradicionales presentan problemas de deflexión y vibración. El casquillo guía de las máquinas suizas ofrece un soporte esencial justo al lado de la herramienta de corte, lo que permite realizar cortes profundos y estables en diámetros pequeños. Esta es la solución directa al problema del mecanizado eficiente de piezas delicadas alimentadas por barra, sin vibraciones ni deformaciones por presión de la herramienta, manteniendo así la rectitud y la consistencia dimensional, aspectos cruciales en el mecanizado CNC de alto volumen de este tipo de piezas.
Garantiza una concentricidad y redondez extremas.
Las piezas que requieren un grado de coaxialidad muy elevado ( <0,01 mm ) entre múltiples elementos torneados, como carcasas de sensores o vástagos de válvulas, por ejemplo, se convierten fundamentalmente en problemas de filosofía de configuración única. Realizar todas las operaciones primarias y secundarias en una sola sujeción elimina por completo el error inherente debido a las múltiples configuraciones de fijación. Logramos esto, entre otras cosas, mediante el uso del subhusillo integrado para una transferencia y un mecanizado inverso fluidos de la pieza, que es una de las estrategias clave para el mecanizado de precisión de piezas críticas.
Integración de operaciones secundarias y de back-side complejas
Las piezas con múltiples características posteriores, como orificios transversales, conicidad posterior, roscado, etc., representan un verdadero problema en cuanto a tiempo y alineación en un proceso de varios pasos. La celda suiza, con sus herramientas motorizadas y subhusillo, se utiliza para fresar, taladrar y roscar estas características justo después del torneado primario. Este enfoque integrado ayuda a evitar el problema de la realineación de la fijación, reduce drásticamente el tiempo improductivo y garantiza que la ubicación de la característica sea perfecta con respecto al plano de referencia primario, lo que supone una gran ventaja en proyectos de mecanizado CNC complejos .
Esta guía es el resultado de un análisis sistemático de los resultados de producción y no una comparación teórica. Para piezas caracterizadas por su delgadez, estricta concentricidad y características de múltiples pasos, utilizamos mecanizado CNC suizo para lograr una producción integrada en una sola configuración. Este método, probado y comprobado, no solo elimina directamente el error de configuración secundario, sino que también acelera el rendimiento y proporciona la precisión determinista exacta necesaria en aplicaciones exigentes de los sectores médico, automotriz y aeroespacial .
¿Qué tipos de estructuras de piezas deben mecanizarse utilizando un sistema de articulación multieje?
Ciertas formas o estructuras de piezas pueden resultar muy difíciles de fabricar con métodos tradicionales, que simplemente no son capaces de resolver los problemas asociados a dichas formas. El siguiente artículo explica en detalle nuestro enfoque de ingeniería único para el mecanizado CNC multieje como medio para superar estos desafíos de diseño fundamentalmente inevitables:
Mecanizado de superficies complejas y contorneadas en una sola operación.
- Reto: Fabricar superficies fluidas y continuas, como álabes de turbina o moldes con formas complejas.
- Nuestra solución: Utilizamos interpolación continua de trayectorias de herramientas en 5 ejes .
- Implementación técnica: Nuestra programación CAM mantiene una orientación óptima de la herramienta mediante trayectorias de herramienta con altura de vieira constante.
- Ejemplo práctico: Álabes de turbina: Los servicios de fresado de 5 ejes controlan la herramienta de forma dinámica para mecanizar un perfil aerodinámico retorcido sin dañar el material.
Mecanizado de precisión de características no ortogonales y cavidades profundas.
- Reto: Realizar agujeros con el ángulo preciso o acceder a las paredes laterales de cavidades profundas.
- Nuestra solución: Inclinamos la pieza de trabajo de manera que el husillo quede perpendicular a la característica angular.
- Implementación técnica: Colocamos la herramienta en un plano inclinado para poder moverla libremente y acceder al eje de la característica real.
- Resultado: Este método de mecanizado CNC de alta precisión permite alcanzar una tolerancia de posición de ±0,025 mm para características complejas de las piezas sin necesidad de fijaciones secundarias.
Mecanizado completo de componentes multifacéticos en un solo dispositivo de fijación.
- Desafío: Trabajar con piezas que tengan cinco o más lados para realizar operaciones.
- Nuestra solución: Creamos una plantilla que permite acceder a toda la pieza para su mecanizado completo.
- Implementación técnica: Nuestro método implica una planificación de trayectorias de herramientas a prueba de colisiones que permite operaciones multifacéticas seguras y rápidas.
- Valor añadido: Estas soluciones de mecanizado CNC ayudan a reducir el tiempo de entrega en un 40 % y a aumentar la precisión entre las distintas características.
Esta documentación técnica demuestra nuestra profunda comprensión de la tecnología a través de los métodos reales que utilizamos, no solo con palabras. Nos centramos en los pasos críticos: la fijación estratégica, el CAM preciso y las operaciones rigurosas que permiten encontrar soluciones a problemas de fabricación complejos, ofreciendo así las técnicas de mecanizado CNC más fiables y avanzadas para piezas muy complejas.

Figura 2: Comparación del mecanizado CNC suizo y multieje para piezas de aleación de alta tolerancia en ingeniería de precisión.
¿Cómo se comparan sus capacidades reales en términos de precisión y acabado superficial?
Para determinar el proceso de mecanizado más adecuado, es fundamental comprender a fondo su precisión y capacidad de acabado. Este documento realiza una comparación directa y basada en datos entre el mecanizado suizo, el torneado CNC y el fresado multieje , centrándose en el rendimiento medible que permite tomar decisiones de fabricación cruciales. Los puntos más importantes se detallan a continuación:
| Dimensión de comparación | Mecanizado tipo suizo | Mecanizado CNC multieje |
| Precisión dimensional (radial) | Los diámetros torneados muestran una estabilidad superior ( ±0,005 mm ) como resultado de una alta rigidez y una mínima distorsión térmica. | La precisión del escaneo de contornos suele ser mayor para perfiles 3D complejos. |
| Precisión de posicionamiento / Concentricidad | El sistema de sujeción simple ha permitido una ventaja absoluta en piezas giratorias ( <0,01 mm ), lo cual es muy importante para componentes CNC de alta precisión . | La precisión depende del método de configuración; el uso de fijaciones secundarias puede provocar la acumulación de errores. |
| Acabado superficial (Ra) | En superficies exteriores torneadas, se logra de forma más consistente una rugosidad superficial Ra de 0,8 µm o mejor; el acabado superficial fino es un proceso estable. | Se puede alcanzar una rugosidad superficial Ra de 0,4 µm , pero requiere una estrategia optimizada de avance y trayectoria de la herramienta en superficies fresadas. |
| Estabilidad de producción (Ejemplo: eje de Ø20 mm) | Un valor de CPK de 1,67 en la producción en masa demuestra una mayor capacidad del proceso en este caso. | El método de fresado de dos configuraciones solo puede alcanzar un CPK de 1,33 para la misma característica. |
Este análisis permite a los clientes tomar decisiones informadas entre estos procesos avanzados de mecanizado CNC . Proporcionamos información esencial para resolver problemas de aplicación: limitar las fuentes de error, elegir el proceso más fiable para tolerancias críticas y medir los objetivos de calidad que se deben alcanzar. Puede constituir un argumento técnico concluyente para casos de fabricación de alta tecnología y altamente competitivos.
¿Cómo evaluar el punto de equilibrio económico de dos procesos desde la perspectiva del tamaño del lote?
La determinación de la táctica de fabricación más económica requiere examinar la relación entre la complejidad de la pieza y el número de unidades a producir. Este artículo expone nuestra metodología para comparar procesos de mecanizado CNC y determinar el tamaño exacto del lote en el que se produce el cambio en la rentabilidad del proceso, proporcionando así apoyo a la toma de decisiones basado en datos.
Análisis de la estructura de costos para la producción de bajo volumen (1-50 unidades)
En nuestro análisis de costos para lotes pequeños, nos hemos centrado en los costos no recurrentes. Demostramos con cifras cómo el proceso integrado del mecanizado suizo, al eliminar la necesidad de fijaciones y configuraciones secundarias, puede generar una reducción del costo total del 15 al 25 % en comparación con las soluciones multieje, simplemente mediante la reducción de la manipulación y el desperdicio gracias a un menor número de operaciones.
Modelado de la economía de alto volumen para soluciones dedicadas (>5000 unidades)
Nuestro análisis se centra en el coste marginal una vez que el tamaño del lote aumenta. Analizamos situaciones para piezas que pueden automatizarse con soluciones específicas, donde una mayor inversión inicial en una célula de producción CNC especial podría permitir un precio unitario más bajo que el mecanizado suizo, si la forma de la pieza es adecuada para la producción continua a alta velocidad.
Identificación del punto de equilibrio mediante modelado dinámico de costos
Utilizando un modelo de costes de diseño propio que tiene en cuenta todas las variables de entrada, localizamos el punto de volumen en el que los costes se igualan. De este modo, se establece una clara confrontación: la solución suiza sigue siendo la más eficiente para el comité de entre 50 y 500 piezas , lo que abre el camino a las mejores soluciones de mecanizado CNC .
Esta comparación de procesos CNC, fundamentada en análisis, constituye una base sólida para el desglose de costos para nuestros clientes. Planificamos la elección económicamente viable mediante la previsión de costos fijos y variables, lo que resulta en una evaluación técnica de mecanizado altamente confiable para una inversión adecuada en la fabricación competitiva.
¿Cómo influye la selección de materiales en su decisión entre el sistema suizo y el multieje?
La maquinabilidad de un material modifica significativamente la viabilidad económica y técnica de los procesos de mecanizado CNC tipo suizo frente a los multieje . A continuación, presentamos nuestra metodología analítica, que relaciona la selección del material con la decisión del proceso de mecanizado más adecuado en función de los desafíos que cada material pueda presentar:
Optimización del proceso para materiales de fácil mecanizado.
- Ejemplos de materiales: Latón, acero de fácil mecanizado, aleación de aluminio.
- Nuestro enfoque técnico: Utilizar máquinas suizas de alta velocidad de rotación (hasta 30.000 rpm ) y herramientas integradas.
- Cómo resolvemos el desafío: Aplicamos técnicas de acabado de "torneado en lugar de rectificado" . Esto permite la producción de piezas complejas de pequeño diámetro en una sola configuración a velocidades de avance máximas, lo que reduce significativamente el tiempo de ciclo para la producción CNC de alto volumen .
- Beneficio para el cliente: Ofrecemos una eficiencia extrema y el menor coste unitario para pedidos de gran volumen de pines de conexión o piezas en bruto para tornillos quirúrgicos.
Estrategia de selección para aleaciones difíciles de mecanizar
- Ejemplos de materiales: Titanio ( Ti-6Al-4V ), Inconel, aceros endurecidos ( >45 HRC ).
- Nuestro enfoque técnico: Los centros de mecanizado CNC multieje son nuestra primera opción debido a su mayor rigidez, la disponibilidad de refrigerante a alta presión (más de 70 bares) y la flexibilidad en el control de la trayectoria de la herramienta.
- Cómo resolvemos el desafío: Para una placa ortopédica de titanio, definimos trayectorias de fresado trocoidal que permiten que la herramienta se mantenga en contacto constante y que el calor se disipe. Esta técnica avanzada de mecanizado CNC puede aumentar la vida útil de la herramienta hasta en un 80 % en comparación con el método tradicional, lo que reduce los costos y garantiza la integridad.
- Beneficio para el cliente: Al solucionar el problema del daño térmico y el desgaste excesivo de las herramientas, podemos lograr precisión y fiabilidad en el mecanizado de aleaciones de alta resistencia y sensibles a la temperatura.
Nuestro marco de decisión: Análisis de las variables clave derivadas de los materiales.
- Nuestro proceso de análisis: Analizamos los factores que son específicos del material en sí: tendencia al endurecimiento por deformación, conductividad térmica y características de formación de virutas.
- Cómo resolvemos el desafío: Al optar por un eje delgado de Inconel, predecimos dilatación térmica y deflexión. Según nuestro estudio, es posible que el mecanizado suizo tenga limitaciones en la configuración de parámetros; en este caso, el mecanizado CNC multieje sería una solución más versátil, aunque requiera configuraciones adicionales.
- Beneficio para el cliente: Ofrecemos una decisión sobre el proceso de mecanizado basada en datos que prioriza la estabilidad del proceso, la calidad de la pieza final y el coste total de propiedad por encima de la velocidad bruta.
Nuestro enfoque ofrece una guía definitiva para elegir el proceso de mecanizado CNC . Resolvemos los problemas específicos de cada material mediante estrategias basadas en la física, desde el torneado de alta velocidad hasta el fresado trocoidal controlado, garantizando así una selección de proceso perfecta en términos de rendimiento, calidad y coste.
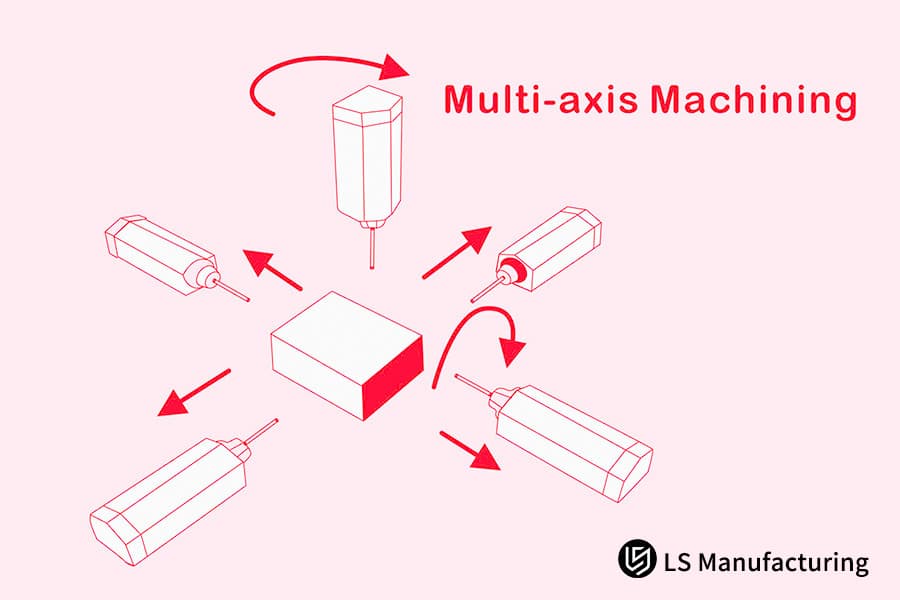
Figura 3: Ilustración del mecanizado CNC multieje de una pieza de acero aleado para aplicaciones de ingeniería y fabricación de precisión.
LS Manufacturing, empresa del sector de dispositivos médicos: Proyecto de producción con integración de múltiples procesos para tornillos óseos implantables de aleación de titanio.
Este caso práctico de LS Manufacturing en el sector médico ilustra cómo abordamos el reto de producir un tornillo ortopédico de titanio de alta precisión mediante un innovador proceso de fabricación híbrida . Asimismo, demuestra nuestra capacidad para crear soluciones CNC personalizadas para componentes médicos complejos.
Desafío del cliente
El cliente, fabricante de dispositivos médicos, necesitaba la producción en serie de un tornillo óseo de titanio de grado 5 (Ti-6Al-4V ELI) de 4,5 mm de diámetro, con una tolerancia de rosca de 6 g y un accionamiento hexagonal sin rebabas. Su método original, que consistía únicamente en fresado multieje, resultaba ineficiente para el vástago delgado y largo, lo que provocaba un desgaste muy rápido de la herramienta, un elevado coste unitario de 85 ¥ y un rendimiento de tan solo el 92 % debido a la necesidad de fijación secundaria para la geometría de la cabeza. Esta situación retrasó significativamente el lanzamiento del producto.
Solución de fabricación LS
Diseñamos una fusión de mecanizado de precisión: el eje del tornillo y las roscas se fabricaron en un torno tipo Tsugami Swiss para lograr una concentricidad excelente, y luego se utilizó una única configuración de mecanizado CNC de 5 ejes para fresar las complejas características de la cabeza. Este método de proceso dividido aprovechó las mejores capacidades de cada máquina: torneado de alta velocidad y precisión, y contorneado flexible multieje, eliminando así la necesidad de manipulación secundaria de piezas.
Resultados y valor
El proceso integrado permitió reducir el coste unitario a 62 ¥ , aumentar el rendimiento final al 99,5 % y disminuir el plazo de entrega en un 40 % . De este modo, el cliente obtuvo una producción fiable, un ahorro significativo de costes y una comercialización más rápida de su dispositivo implantable crítico, lo que demostró el valor estratégico de nuestra metodología de fabricación híbrida .
Este caso ejemplifica a la perfección nuestro enfoque de ingeniería técnica: tras analizar las características de los componentes, dividimos y combinamos los procesos más eficaces de forma inteligente. Ofrecemos soluciones de fabricación altamente eficientes que, al mismo tiempo, cumplen con requisitos muy específicos de coste, calidad y plazos de entrega para aplicaciones médicas de mecanizado CNC de alto valor y gran exigencia.
Consiga la máxima eficiencia y precisión para piezas complejas gracias a nuestras soluciones inteligentes híbridas suizas y CNC multieje.

¿Por qué un proveedor con capacidades de procesamiento en ambos sentidos es una mejor opción?
A veces, es un error intentar elegir al proveedor de fabricación adecuado basándose en recomendaciones sesgadas debido a capacidades limitadas. Nuestro enfoque basado en datos, que aprovecha las tecnologías suizas y multieje, ofrece una guía totalmente imparcial sobre cómo elegir un proveedor de mecanizado CNC . De esta manera, podrá encontrar una solución integral y óptima.
Realización de un análisis de procesos paralelos imparcial
- Nuestro método: Tomamos su modelo 3D y lo importamos a diferentes configuraciones CAM para las estrategias suiza y multieje.
- Cómo lo solucionamos: Nuestros ingenieros realizan simulaciones de mecanizado virtual en ambas plataformas simultáneamente.
- Beneficio directo para el cliente: Esto permite una comparación directa de los tiempos de ciclo, el consumo de herramientas y los rendimientos potenciales, eliminando así por completo cualquier conjetura.
Uso de la simulación avanzada para el modelado de costos totales
- Nuestras herramientas: Contamos con módulos de software especializados que permiten la detección de colisiones, la optimización de la trayectoria de la herramienta y el análisis dinámico de la eliminación de material.
- Cómo lo resolvemos: Simulamos el mecanizado de titanio para una pieza médica compleja en condiciones térmicas utilizando tanto una máquina Citizen Swiss como un centro de mecanizado de 5 ejes DMG Mori .
- Beneficio directo para el cliente: Este método avanzado de análisis de mecanizado CNC anticipa el desgaste de las herramientas y el potencial de problemas de calidad en cada etapa del proceso, lo que permite crear una previsión realista del coste total.
Cómo elaborar un informe de apoyo a la toma de decisiones cuantificado.
- Nuestro producto final: Entregamos un informe comparativo que ilustra el número de preparaciones, las horas de máquina estimadas y el coste por pieza para diferentes volúmenes.
- Cómo lo resolvemos: En el informe, determinamos visualmente el punto de equilibrio técnico del mecanizado en la Swiss . El punto de equilibrio es donde la eficiencia de la Swiss supera la flexibilidad multieje .
- Beneficio directo para el cliente: Los clientes, al recibir una justificación clara y basada en hechos para el proceso elegido, pueden estar seguros de que los servicios de mecanizado CNC de precisión en los que invierten son los más eficientes.
Nuestra plataforma de doble capacidad resuelve a la perfección el problema inherente del sesgo del proveedor. Proporcionamos datos imparciales y validados mediante simulación que identifican al socio de mecanizado CNC más eficiente y fiable para su componente específico. Por lo tanto, son los aspectos económicos de la ingeniería, y no las limitaciones del equipo, los que determinan el proceso de toma de decisiones.
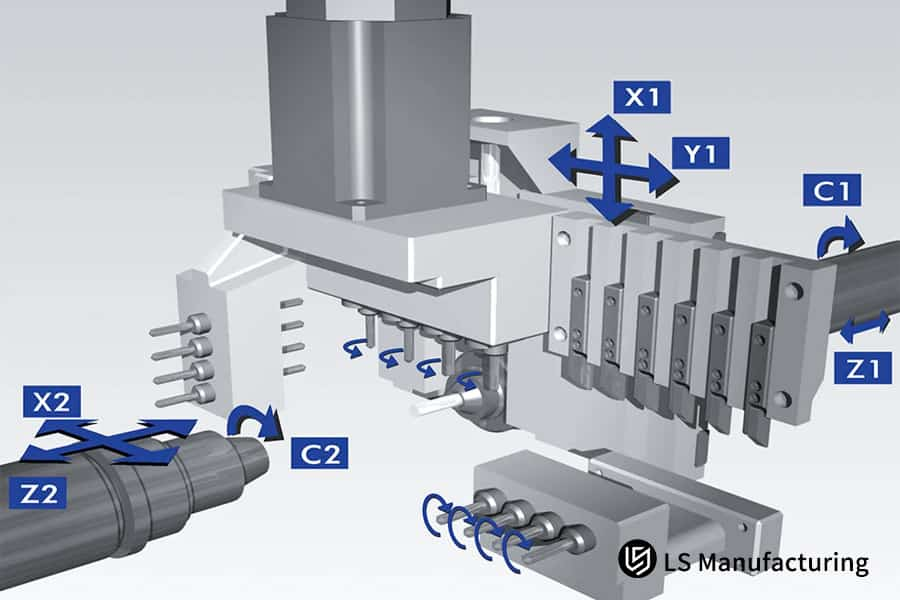
Figura 4: Ilustración de trayectorias de movimiento complejas en el mecanizado CNC multieje para la fabricación de componentes médicos y aeroespaciales de precisión.
¿Cómo puedo obtener un análisis de proceso preciso y un presupuesto para su pieza?
Para obtener un presupuesto de mecanizado CNC preciso y adecuado, se requiere un procedimiento exhaustivo, completo y basado en datos. Este documento describe nuestro sencillo procedimiento para transformar los datos de su pieza en un análisis objetivo y práctico que garantizará la selección del método de fabricación óptimo en términos de calidad, coste y plazo de entrega .
Envío de datos completos de las piezas para su análisis.
Para comenzar su análisis, debe enviarnos un modelo 3D (STEP/IGES ), especificaciones de materiales, tolerancias clave, requisitos de acabado superficial y volumen anual. Este conjunto de datos completo permite a nuestro equipo de ingeniería realizar un análisis DFM gratuito en 4 horas , revelando cualquier problema de fabricación y posibles optimizaciones antes de la cotización, lo que allana el camino hacia una producción no solo viable, sino también altamente eficiente.
Ejecución de DFM y simulación de procesos paralelos
Nuestro equipo realiza una simulación exhaustiva del proceso CNC, tanto del tipo suizo como del multieje, a partir del modelo de su pieza. Verificamos la accesibilidad de las herramientas, calculamos diferentes tiempos de ciclo e identificamos posibles problemas de calidad inherentes a cada método de mecanizado CNC . En esta etapa, se descarta el cálculo de costes teórico, ya que proporciona una previsión de rendimiento realista y señala las áreas problemáticas de las rutas de producción.
Presentación de un paquete comparativo de información técnica y cotizaciones.
Presentamos un resumen de nuestra investigación en un informe claro, recomendando tres soluciones: una solución de fabricación suiza, una estrategia multieje y una opción híbrida, si resulta viable . Cada revisión de costos se presenta de forma inequívoca, con un desglose detallado, una estimación del plazo de entrega y el rendimiento esperado en la primera pasada. De esta manera, como proveedor de piezas de precisión , usted dispone de toda la información necesaria para tomar una decisión.
Este exhaustivo proceso analítico y de ingeniería refleja nuestra filosofía de colaboración a través de la tecnología y la resolución de problemas. Al proporcionar información comparativa basada en datos, ayudamos a resolver el importante desafío de la elección de procesos, convirtiendo así a LS Manufacturing en su socio confiable en mecanizado CNC , cuya dedicación se extiende al éxito de su proyecto.
Preguntas frecuentes
1. ¿Puede una máquina suiza procesar piezas de sección transversal no circular?
Sí, es posible. Si la máquina está equipada con una fresadora eléctrica, puede realizar formas poligonales, secciones planas, agujeros excéntricos y otras características. Sin embargo, las superficies curvas tridimensionales complejas siguen siendo dominio de las máquinas CNC multieje .
2. ¿Cuál es la capacidad mínima de mecanizado de un centro de mecanizado multieje? ¿Puede procesar piezas pequeñas?
Sí. Pero la productividad es menor en comparación con la de una máquina suiza. Al mecanizar piezas pequeñas con un diámetro inferior a φ2 mm , el diseño de la fijación y el utillaje de las máquinas herramienta multieje se vuelven más difíciles y más propensos a vibraciones. Por lo tanto, generalmente se recomienda para diámetros superiores a 5 mm .
3. ¿Cuál es la tasa típica de utilización de material al elegir el mecanizado suizo?
Muy alta, generalmente hasta el 70%-85% . Dado que se utiliza material en barra, solo se generan residuos de corte, por lo que es especialmente adecuada para el mecanizado de metales preciosos. Sin embargo, el mecanizado multieje parte de material en bloque, y la tasa de utilización del material suele ser del 30%-60% .
4. ¿Cuáles son las diferencias en los plazos de entrega habituales entre ambos?
Para componentes estándar, la solución suiza generalmente permite un plazo de entrega de la primera pieza entre uno y dos días menor que las soluciones multieje, debido a que los procesos suizos son más específicos y requieren menos operaciones de sujeción. Además, el tiempo de ciclo suizo es más estable y controlable en la producción en masa.
5. ¿Qué proceso es más adecuado para la etapa de creación de prototipos?
El prototipado suizo permite verificar la cadena dimensional con mayor rapidez si las características principales son cuerpos giratorios, mientras que si se trata de superficies curvas complejas, es necesario utilizar el prototipado multieje. LS Manufacturing ofrece servicios de prototipado rápido y puede determinar la mejor solución para cada característica.
6. ¿Cómo protege LS Manufacturing mi propiedad intelectual de diseño?
Firmamos acuerdos de confidencialidad, gestionamos la documentación del proyecto con cifrado en todas las etapas y segregamos las áreas de producción para garantizar la seguridad de la información, desde los planos hasta los productos terminados. Este principio, de hecho, es la base de nuestra labor de prestación de servicios a clientes de fabricación de alta gama .
7. Para lotes de volumen medio (varios cientos de piezas), ¿cómo puedo tomar la decisión final?
Recomendamos realizar una producción de prueba en lotes pequeños ( 50 unidades por lote ). Compare el rendimiento real, el tiempo de mano de obra y el costo total. LS Manufacturing ofrece servicios de comparación de producción de prueba para que los datos hablen por sí solos.
8. ¿Cobra usted por su asesoramiento en la toma de decisiones?
No, no cobramos ninguna tarifa. Nuestro servicio de análisis de procesos y comparación de soluciones, basado en los planos y requisitos que usted nos proporcione, es totalmente gratuito. Si está listo para evaluar los costos de su proyecto, puede obtener una cotización instantánea de mecanizado CNC de nuestro equipo de ingeniería para establecer una relación de cooperación a largo plazo basada en la confianza mutua.
Resumen
La elección entre tornos suizos y mecanizado CNC multieje es una decisión de ingeniería de sistemas que se basa en las características de la pieza, la precisión, los materiales, el tamaño del lote y el costo total de propiedad (TCO). Es importante comprender las limitaciones de cada uno: los tornos suizos destacan por su precisión en piezas giratorias pequeñas; el mecanizado multieje es ideal para geometrías complejas. Las mejores soluciones provienen de socios como LS Manufacturing, que ofrecen capacidades de proceso completo para diseñar soluciones integrales que van más allá de las limitaciones de un solo proceso.
¡Suba ahora sus planos de piezas de precisión y reciba un informe gratuito de análisis comparativo entre procesos suizos y multieje ! Los ingenieros de procesos sénior de LS Manufacturing realizarán un análisis exhaustivo de la fabricabilidad (DFM) de su pieza en 4 horas , generando un informe personalizado que incluye un análisis detallado de costes, una comparación del mecanizado CNC de precisión previsto y una estimación del tiempo de entrega para ambos procesos. Deje que los datos guíen sus decisiones y dé el primer paso para optimizar su cadena de suministro y reducir costes.
Seleccione el proceso óptimo con nuestra experiencia en mecanizado híbrido suizo y CNC multieje para lograr precisión y rentabilidad.
📞Tel: +86 185 6675 9667
📧Correo electrónico: info@lsrpf.com
🌐Sitio web: https://lsrpf.com/
Descargo de responsabilidad
El contenido de esta página es solo para fines informativos. Servicios de LS Manufacturing. No se ofrecen garantías, expresas ni implícitas, sobre la exactitud, integridad o validez de la información. No debe inferirse que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de la red de LS Manufacturing. Es responsabilidad del comprador. Solicitar cotización de piezas. Identificar los requisitos específicos para estas secciones. Contáctenos para obtener más información .
Equipo de fabricación de LS
LS Manufacturing es una empresa líder en el sector . Nos especializamos en soluciones de fabricación a medida. Contamos con más de 20 años de experiencia y más de 5000 clientes. Nos especializamos en mecanizado CNC de alta precisión, fabricación de chapa metálica , impresión 3D , moldeo por inyección , estampado de metales y otros servicios integrales de fabricación.
Nuestra fábrica cuenta con más de 100 centros de mecanizado de 5 ejes de última generación, con certificación ISO 9001:2015. Ofrecemos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países. Ya sea para producción en pequeñas cantidades o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elija LS Manufacturing. Esto significa eficiencia, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web: www.lsrpf.com .


