Le choix entre une machine à commande numérique de type suisse et une machine CNC multiaxes est crucial et représente un véritable dilemme pour les ingénieurs travaillant sur des pièces de haute précision. Un mauvais choix peut entraîner un dépassement de coûts de 30 à 50 % , par exemple lorsqu'on utilise une machine multiaxes pour des arbres minces de moins de 3 mm de diamètre ou une machine de type suisse pour des pièces présentant des cavités complexes. Ce problème survient notamment parce que l'on se fie souvent instinctivement à son expérience, pourtant souvent partielle, au lieu de s'appuyer sur une méthodologie rigoureuse.
LS Manufacturing s'attaque de front à ce problème majeur. Forts de notre expérience acquise grâce à plus de 500 projets d'usinage CNC , nous avons créé un modèle de décision « Fonctionnalités-Processus-Coût » basé sur les données. Ce modèle définit clairement les limites de l'application technologique en fournissant des paramètres spécifiques et un arbre de décision intuitif, permettant ainsi d'obtenir le meilleur rapport coût-délai dès la première solution.
Usinage CNC de type suisse vs multi-axes : Tableau de référence rapide des normes de sélection
| Critères | Facteur de décision |
| Principe fondamental | Le type suisse est performant pour produire très rapidement des pièces longues et fines ultra-précises, le multi-axes est idéal pour créer des formes 3D complexes sur des pièces de taille compacte à moyenne . |
| Logique de configuration et de volume | L'usinage suisse nécessite un temps de réglage plus long, mais ensuite, la cadence de production par pièce est inégalée pour les très grandes séries. L'usinage multiaxes offre des réglages plus rapides et convient donc mieux aux productions de faible à moyenne complexité . |
| Gamme de matériaux et de tailles | Le système Swiss est idéal pour les barres de petit diamètre ( ≤ 32 mm ). Le système multi-axes permet de traiter une gamme beaucoup plus large de dimensions et de formes de matières premières (blocs, pièces forgées). |
| Force principale | Suisse : Grâce à la douille de guidage, le support garantit une finition de surface et une concentricité des pièces usinées inégalées. Multi-axes : Bénéficiez d’une liberté géométrique sans précédent en une seule configuration. |
| Opérations secondaires | Les pièces suisses sont généralement usinées en une seule prise. L'accès aux fonctions multi-axes nécessite un repositionnement, ce qui augmente le nombre d'étapes. |
| Frontière d'efficience des coûts | Le tournage suisse est privilégié pour les pièces de précision produites en grande série et peut s'avérer très économique. En revanche, le tournage multiaxes est plus adapté aux petites séries ou aux pièces prismatiques complexes. |
| Notre rôle consultatif | Nous analysons la géométrie, le volume, le matériau et la tolérance de la pièce et adoptons une approche impartiale pour recommander le meilleur procédé d'usinage CNC , en combinant parfois les deux pour les tâches complexes. |
Nous vous aidons à choisir entre l'usinage CNC de type suisse et l'usinage CNC multi-axes. Notre expertise technique approfondie nous permet de maîtriser rapidement les technologies complexes et de vous fournir une recommandation claire et pertinente après avoir analysé la géométrie de votre pièce , la taille de votre lot et les tolérances requises. Vous optez ainsi pour le procédé le plus adapté à vos besoins techniques et financiers, garantissant la qualité de vos pièces, une productivité optimale et le respect de votre budget dès le départ.
Pourquoi faire confiance à ce guide ? L’expérience pratique des experts de LS Manufacturing
Le débat entre l'usinage CNC de type suisse et l'usinage CNC multiaxes est loin d'être clos. Pourquoi celui-ci ? Parce que nous sommes des praticiens, pas des théoriciens. Notre atelier est confronté quotidiennement à des tolérances extrêmement serrées et des géométries complexes, où un mauvais choix de procédé peut entraîner la mise au rebut de pièces et l'explosion des budgets. Qu'il s'agisse d'un arbre élancé pour l'aérospatiale ou d'un boîtier très complexe pour un dispositif médical, notre réussite dépend de notre capacité à prendre la bonne décision dès le départ.
Chez LS Manufacturing, nos décisions reposent sur des données concrètes et nous respectons des normes rigoureuses telles que l'ISO 13485 pour les dispositifs médicaux et les benchmarks du NIST ( National Institute of Standards and Technology ) . Forts de centaines de projets, nous avons constaté que les machines suisses sont plus performantes pour les pièces à fort rapport d'aspect et que les centres multiaxes sont les plus adaptés au contournage libre. Cette expérience pratique nous permet de transformer des estimations hésitantes en décisions claires et rentables.
Chaque composant que nous avons livré à ce jour, des implants en titane aux prototypes en aluminium, nous a apporté des enseignements précieux et concrets : comment éliminer les vibrations dans les parois fines, comment optimiser les trajectoires d’outils pour l’Inconel et comment évaluer le rapport vitesse/précision. Nos conseils ne se limitent pas à des considérations théoriques ; il s’agit d’expériences pratiques tirées du terrain, qui vous permettront d’éviter les tâtonnements et d’obtenir plus rapidement des résultats fiables.

Figure 1 : Comparaison des procédés d'usinage CNC pour les composants en acier allié de précision dans la fabrication automobile et aérospatiale.
Quelle est la différence fondamentale entre un tour automatique de type suisse et un centre d'usinage multi-axes ?
Choisir le procédé d'usinage CNC de précision adapté à une pièce complexe est primordial. La différence fondamentale entre l'usinage CNC de type suisse et l'usinage CNC multiaxes réside dans leur principe de fonctionnement : déplacement de la pièce contre déplacement de l'outil. Cet article quantifie leurs capacités respectives et aide ainsi directement les ingénieurs à sélectionner un procédé à la fois rentable et techniquement performant.
| Aspect | Tour de type suisse (par exemple, Star SR-20RIII) | Un centre d'usinage multiaxes (par exemple, un DMG Mori à 5 axes) |
| Principe d'usinage | « La pièce se déplace, les outils restent fixes » ; les broches principale et secondaire se déplacent sur l'axe Z pour présenter la pièce aux outils fixes. | « Les outils se déplacent, la pièce est fixe/indexée » ; l’outil de coupe se déplace sur plusieurs axes tandis que la pièce est maintenue sur une table rotative (axes A/C). |
| Profil de pièce idéal | Très adapté aux pièces avec un rapport longueur/diamètre élevé ( >5:1 ) et de petits diamètres ( Ø2-32mm ) qui nécessitent des opérations sur la face arrière. | Idéal pour les pièces présentant des contours 3D complexes, des surfaces sculptées, des contre-dépouilles et des formes angulaires telles que les turbines ou les carters. |
| Force principale | Le plus haut niveau de concentricité (généralement ≤0,005 mm ) et des changements d'outils extrêmement rapides ( ~0,5 sec ) permettent la production de pièces tournées en une seule configuration. | La meilleure liberté géométrique pour créer des formes complexes et réaliser un fraisage de cavités profondes permet d'atteindre des niveaux d'intégration opérationnelle très élevés. |
| Indicateur clé de performance | Idéal pour l'usinage CNC en grande série de composants minces à symétrie de révolution, où la concentricité est la caractéristique primordiale. | Idéale pour l'usinage CNC en petites et moyennes séries de pièces prismatiques, où la complexité géométrique est le principal défi. |
Le principal critère de sélection est la forme dominante de la pièce : la symétrie de révolution est une caractéristique de l’usinage de type suisse, tandis que les contours 3D complexes nécessitent un usinage CNC multiaxes . Chez LS Manufacturing, nous résolvons ce dilemme entre usinage de type suisse et usinage CNC multiaxes en exploitant notre base de données de projets pour formuler des recommandations basées sur les données. Cette approche factuelle élimine quasiment tout risque de dépassement de coûts et de retards, offrant ainsi un guide précis pour les applications d’usinage CNC à forte valeur ajoutée dans les secteurs concurrentiels de l’aérospatiale, du médical et de l’automobile.

Quelles caractéristiques des pièces indiquent clairement qu'il faut privilégier l'usinage suisse ?
Le choix du procédé d'usinage de précision approprié est déterminant pour le coût et la qualité. Cet article s'intéresse aux caractéristiques spécifiques des pièces qui justifient le choix du procédé suisse , et explique comment ce dernier permet de résoudre les principaux problèmes de fabrication pour atteindre une efficacité et une précision accrues.
Gestion des rapports longueur/diamètre élevés
Pour l'usinage de pièces très fines, comme des arbres ou des goupilles miniatures dont le rapport longueur/diamètre est supérieur à 8:1, les tours traditionnels rencontrent des problèmes de déformation et de vibrations. Le système de guidage des tours suisses offre un support essentiel au contact direct de l'outil de coupe, permettant ainsi des passes profondes et stables sur de petits diamètres. Il s'agit d'une solution directe au problème de l'usinage efficace de pièces délicates alimentées par barres, sans vibrations ni déformations dues à la pression de l'outil. On obtient ainsi une rectitude et une régularité dimensionnelle optimales, essentielles pour l'usinage CNC en grande série de ce type de pièces.
Garantir une concentricité et une rondeur extrêmes
Les pièces exigeant une coaxialité très élevée ( < 0,01 mm ) entre plusieurs éléments usinés, comme les boîtiers de capteurs ou les tiges de vannes, relèvent fondamentalement d'une approche de montage unique. La réalisation de toutes les opérations primaires et secondaires en une seule prise élimine totalement l'erreur inhérente aux montages multiples. Nous y parvenons notamment grâce à l'utilisation de la contre-broche intégrée, qui assure un transfert et un retravail fluides de la pièce ; il s'agit d'une stratégie essentielle pour l'usinage de précision de pièces critiques.
Intégration des opérations secondaires et de back-side complexes
Les pièces présentant de multiples caractéristiques à l'arrière, telles que des trous transversaux, un cône arrière ou un filetage, posent de réels problèmes de temps et d'alignement lors d'un processus en plusieurs étapes. La cellule suisse, avec ses outils motorisés et sa contre-broche, est utilisée pour fraiser, percer et tarauder ces caractéristiques immédiatement après le tournage primaire. Cette approche intégrée permet d'éviter les problèmes de réalignement des montages, réduit considérablement les temps morts et garantit un positionnement parfait de la caractéristique par rapport à la référence primaire, ce qui représente un atout majeur pour les projets d'usinage CNC complexes .
Ces recommandations sont le fruit d'une analyse systématique des résultats de production et non d'une comparaison théorique. Pour les pièces caractérisées par leur finesse, une concentricité rigoureuse et des caractéristiques complexes, nous utilisons l'usinage CNC suisse pour une production intégrée en une seule étape. Cette méthode éprouvée élimine non seulement les erreurs liées aux réglages secondaires, mais accélère également la cadence de production et garantit la précision déterministe requise pour les applications exigeantes des secteurs médical, automobile et aérospatial .
Quels types de structures de pièces doivent être usinés à l'aide d'une liaison multi-axes ?
La fabrication de certaines pièces, de formes ou de structures complexes, peut s'avérer très difficile avec les méthodes traditionnelles, inadaptées aux problèmes liés à ces formes. L'article ci-dessous explique en détail notre approche d'ingénierie unique en matière d'usinage CNC multi-axes , permettant de surmonter ces difficultés de conception inhérentes.
Usinage de surfaces complexes et profilées en une seule opération
- Défi : Fabriquer des surfaces fluides et continues telles que des pales de turbine ou des moules aux formes complexes.
- Notre solution : Nous utilisons une interpolation continue de la trajectoire d'outil sur 5 axes .
- Mise en œuvre technique : Notre programmation FAO maintient une orientation optimale de l'outil grâce à des trajectoires d'outil à hauteur de feston constante.
- Exemple concret – Aube de turbine : Les services de fraisage 5 axes contrôlent l’outil de manière dynamique pour l’usinage d’un profil d’aile torsadé sans entailler.
Usinage de précision de formes non orthogonales et de cavités profondes
- Défi : Réaliser des trous inclinés précis ou accéder aux parois latérales de cavités profondes.
- Notre solution : Nous inclinons la pièce à usiner de sorte que la broche soit perpendiculaire à l' élément incliné.
- Mise en œuvre technique : Nous avons positionné l'outil à partir d'un plan incliné afin de pouvoir le déplacer librement et accéder à l'axe réel de la caractéristique.
- Résultat : Cette méthode d'usinage CNC de haute précision permet d'atteindre une tolérance de position de ±0,025 mm pour les caractéristiques complexes des pièces sans avoir besoin de dispositifs de fixation secondaires.
Usinage complet de composants à plusieurs faces en un seul montage
- Défi : Travailler sur des pièces comportant cinq faces ou plus pour les opérations.
- Notre solution : Nous fabriquons un gabarit unique permettant d'accéder à la pièce entière pour un usinage complet.
- Mise en œuvre technique : Notre méthode repose sur une planification de trajectoire d'outil anti-collision permettant des opérations multifaces sûres et rapides.
- Valeur ajoutée : Ces solutions d'usinage CNC permettent de réduire les délais de livraison de 40 % et d'accroître la précision entre les différentes caractéristiques.
Cette documentation technique illustre notre maîtrise des technologies à travers les méthodes concrètes que nous utilisons, et non par de simples déclarations. Nous mettons l'accent sur les étapes cruciales – montage stratégique, FAO de précision et opérations rigoureuses – qui permettent de résoudre les problèmes de fabrication les plus complexes, offrant ainsi les techniques d'usinage CNC les plus fiables pour les pièces très sophistiquées.

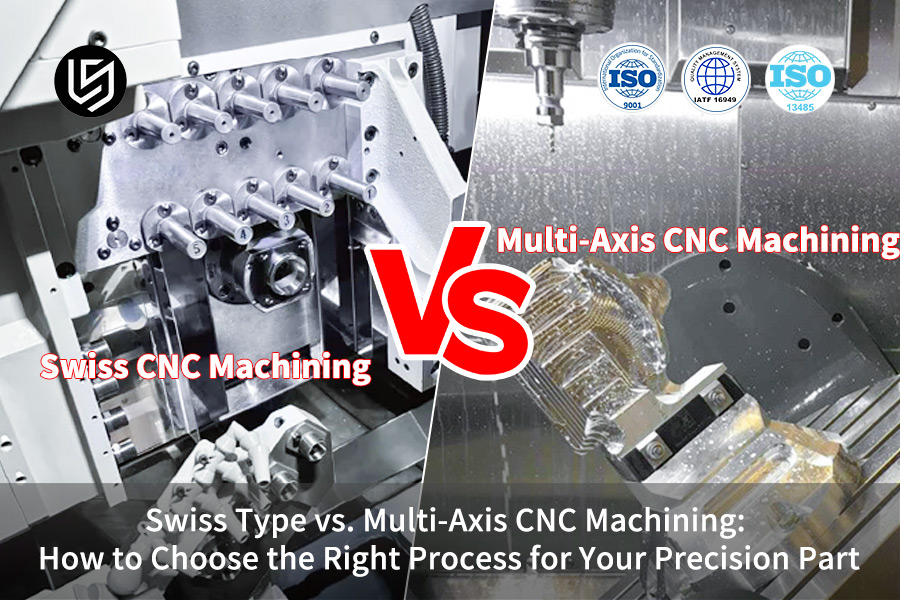
Figure 2 : Comparaison de l'usinage CNC suisse et multi-axes pour les pièces en alliage de haute tolérance dans l'ingénierie de précision.
Comment leurs capacités réelles se comparent-elles en termes de précision et de finition de surface ?
Afin de déterminer le procédé d'usinage le plus adapté, il est essentiel de bien comprendre sa précision et ses capacités de finition. Ce document propose une comparaison directe et factuelle de la précision entre l'usinage suisse, le tournage CNC et le fraisage multiaxes , en mettant l'accent sur les performances mesurables permettant de prendre des décisions stratégiques en matière de production. Les points les plus importants sont présentés ci-dessous :
| Dimension de comparaison | Usinage de type suisse | Usinage CNC multi-axes |
| Précision dimensionnelle (radiale) | Les diamètres tournés présentent une stabilité supérieure ( ±0,005 mm ) grâce à une rigidité élevée et une distorsion thermique minimale. | La précision de la numérisation des contours est généralement plus élevée pour les profils 3D complexes. |
| Précision de positionnement / Concentricité | Le serrage unique a permis aux pièces rotatives un avantage absolu de ( <0,01 mm ) ce qui est très important pour les composants CNC de haute précision . | La précision dépend de la méthode de configuration ; les dispositifs secondaires entraînent une accumulation d’erreurs. |
| État de surface (Ra) | Sur les surfaces extérieures tournées, une rugosité Ra de 0,8 µm ou mieux est obtenue de manière plus constante ; la finition de surface fine est un processus stable. | Une valeur Ra de 0,4 µm peut être atteinte, mais cela nécessite une stratégie optimisée de pas latéral et de trajectoire d'outil sur les surfaces fraisées. |
| Stabilité de la production (Exemple : arbre Ø20 mm) | Un CPK de 1,67 pour la production de masse indique une capacité de processus plus élevée dans ce cas. | La méthode de fraisage en deux étapes ne peut atteindre qu'un CPK de 1,33 pour la même caractéristique. |
Cette analyse permet aux clients de faire des choix éclairés parmi ces procédés d'usinage CNC avancés . Nous fournissons des informations essentielles pour résoudre les problèmes d'application : limiter les sources d'erreurs, choisir le procédé le plus fiable pour les tolérances critiques et mesurer les objectifs de qualité à atteindre. Elle constitue un argument technique décisif dans les contextes de fabrication de haute technologie et concurrentiels.
Comment évaluer le point d'équilibre économique de deux processus du point de vue de la taille des lots ?
La détermination de la stratégie de fabrication la plus économique nécessite l'analyse du lien entre la complexité de la pièce et le nombre d'unités à produire. Cet article présente notre démarche pour réaliser une comparaison de procédés d'usinage CNC afin de déterminer la taille de lot précise à partir de laquelle la rentabilité du procédé évolue, fournissant ainsi une aide à la décision fondée sur des données probantes.
Analyse de la structure des coûts pour une production en faible volume (1 à 50 pièces)
Dans notre analyse des coûts des petites séries, nous avons mis l'accent sur les coûts non récurrents. Nous démontrons, chiffres à l'appui, comment le processus intégré de l'usinage suisse, en éliminant le besoin de montages et de réglages secondaires, peut entraîner une réduction du coût total de 15 à 25 % par rapport aux solutions multi-axes, grâce à une manutention simplifiée et à une réduction des rebuts due à un nombre d'opérations moindre.
Modélisation des aspects économiques à grand volume pour les solutions dédiées (>5000 unités)
Notre analyse se concentre sur le coût marginal dès que la taille des lots devient importante. Nous envisageons des situations pour des pièces pouvant être automatisées grâce à des solutions dédiées, où un investissement initial plus important dans une cellule de production CNC spéciale pourrait permettre un prix unitaire inférieur à celui de l'usinage suisse, si la forme de la pièce se prête à une production continue à grande vitesse.
Identification du seuil de rentabilité par modélisation dynamique des coûts
À l'aide d'un modèle de coûts que nous avons conçu et qui prend en compte toutes les variables d'entrée, nous déterminons le volume de production à partir duquel les coûts s'équilibrent. Il apparaît ainsi clairement que la solution suisse reste la plus avantageuse pour les commandes de 50 à 500 pièces , ouvrant la voie aux meilleures solutions d'usinage CNC .
Cette comparaison des procédés CNC, fondée sur une analyse rigoureuse, constitue une base solide pour la ventilation des coûts présentée aux clients. Nous abordons le choix d'une solution économique en prévoyant les coûts fixes et variables, ce qui permet une évaluation technique fiable de l'usinage et un investissement judicieux pour une production compétitive.
Comment le choix des matériaux influence-t-il votre décision entre Swiss et Multiaxis ?
L'usinabilité d'un matériau influence considérablement la faisabilité économique et technique des procédés d'usinage de type suisse par rapport aux procédés CNC multi-axes . Voici notre méthodologie analytique, qui associe le choix du matériau à la décision concernant le procédé d'usinage le plus adapté en fonction des défis que chaque matériau peut présenter :
Optimisation du processus pour les matériaux à usinage facile
- Exemples de matériaux : Laiton, acier de décolletage, alliage d'aluminium.
- Notre approche technique : Utilisation d'une machine suisse à haut régime (jusqu'à 30 000 tr /min) et d'un outillage intégré.
- Comment nous relevons le défi : Nous appliquons des techniques de finition par « tournage plutôt que rectification » . Cela permet la production de pièces complexes de petit diamètre en une seule opération à des vitesses d’avance maximales, réduisant ainsi considérablement le temps de cycle pour la production CNC en grande série .
- Avantage client : Nous offrons une efficacité extrême et le coût unitaire le plus bas pour les commandes en grand volume de broches de connecteur ou d'ébauches de vis chirurgicales.
Stratégie de sélection pour les alliages difficiles à usiner
- Exemples de matériaux : Titane ( Ti-6Al-4V ), Inconel, aciers trempés ( >45 HRC ).
- Notre approche technique : Les centres d'usinage CNC multi-axes sont notre premier choix en raison de leur meilleure rigidité, de la disponibilité d'un liquide de refroidissement haute pression (70+ bar) et du contrôle flexible de la trajectoire d'outil.
- Comment nous relevons le défi : Pour une plaque orthopédique en titane, nous définissons des trajectoires de fraisage trochoïdales qui permettent un engagement constant de l’outil et une dissipation optimale de la chaleur. Cette technique d’usinage CNC avancée peut augmenter la durée de vie de l’outil jusqu’à 80 % par rapport à la méthode traditionnelle, limitant ainsi les coûts et garantissant l’intégrité de la pièce.
- Avantage client : En résolvant le problème des dommages thermiques et de l'usure excessive des outils, nous pouvons garantir la précision et la fiabilité de l'usinage des alliages à haute résistance et sensibles à la température.
Notre cadre décisionnel : Analyse des principales variables liées aux matériaux
- Notre processus d'analyse : Nous analysons les facteurs spécifiques au matériau lui-même : tendance à l'écrouissage, conductivité thermique, caractéristiques de formation des copeaux.
- Comment nous relevons le défi : En optant pour un arbre mince en Inconel, nous prévoyons une dilatation thermique et une déformation. Notre étude suggère que l’usinage suisse présente des limitations importantes en termes de paramétrage ; dans ce cas, l’usinage CNC multiaxes serait une solution plus polyvalente, même s’il nécessite des réglages supplémentaires.
- Avantage client : Nous proposons une prise de décision en matière de processus d'usinage basée sur les données, qui privilégie la stabilité du processus, la qualité finale des pièces et le coût total de possession plutôt que la vitesse brute.
Notre approche offre un guide complet pour le choix du procédé d'usinage CNC . Nous résolvons les problèmes spécifiques à un matériau grâce à des stratégies basées sur la physique, allant du tournage à grande vitesse au fraisage trochoïdal contrôlé, garantissant ainsi une sélection optimale du procédé en termes de performance, de qualité et de coût.
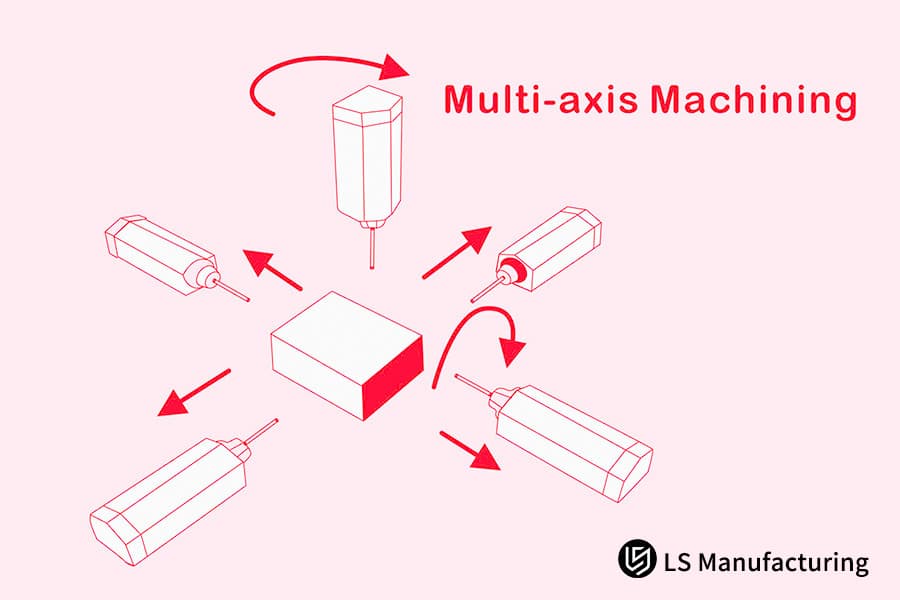
Figure 3 : Illustration de l'usinage CNC multi-axes d'une pièce en acier allié pour des applications d'ingénierie et de fabrication de précision.
LS Manufacturing, industrie des dispositifs médicaux : Projet de production intégrée multiprocessus pour vis osseuses implantables en alliage de titane
Ce cas clinique de LS Manufacturing illustre comment nous avons relevé le défi de produire une vis orthopédique en titane de haute précision grâce à un procédé de fabrication hybride innovant. Il démontre également notre capacité à créer des solutions CNC sur mesure pour des composants médicaux complexes.
Défi du client
Le client, fabricant de dispositifs médicaux, avait besoin d'une production en série de vis osseuses en titane de grade 5 (Ti-6Al-4V ELI) de 4,5 mm de diamètre, avec une tolérance de filetage de 6 g et un entraînement hexagonal sans bavure. Sa méthode initiale, basée uniquement sur l'usinage multiaxes , s'avérait inefficace pour la longueur et la finesse de la tige : l'outil s'usait très rapidement, le coût unitaire était élevé ( 85 ¥ ) et le rendement n'était que de 92 % en raison de la nécessité d'un montage secondaire pour la géométrie de la tête. Cette situation a considérablement retardé le lancement du produit.
Solution de fabrication LS
Nous avons conçu une fusion d'usinage de précision : la tige et le filetage de la vis ont été réalisés sur un tour suisse Tsugami pour une concentricité optimale, puis une seule machine CNC 5 axes a été utilisée pour fraiser les formes complexes de la tête. Cette méthode en deux étapes a tiré parti des atouts de chaque machine – tournage de précision à grande vitesse et contournage multiaxes flexible – évitant ainsi toute manipulation secondaire des pièces.
Résultats et valeur
Le procédé intégré a permis de réduire le coût unitaire à 62 ¥ , d'augmenter le rendement final à 99,5 % et de diminuer le délai de livraison de 40 % . Le client a ainsi bénéficié d'une production fiable, de réductions de coûts importantes et d'une mise sur le marché plus rapide de son dispositif implantable critique. Notre méthodologie de fabrication hybride s'est donc avérée stratégiquement précieuse.
Ce cas illustre parfaitement notre approche d'ingénierie technique : après avoir analysé les caractéristiques des composants, nous avons optimisé les processus en les combinant de manière intelligente. Nous proposons des solutions de fabrication à la fois très performantes et capables de répondre aux exigences extrêmement spécifiques de coût, de qualité et de délais pour les applications médicales d'usinage CNC les plus exigeantes et à forte valeur ajoutée.
Optimisez l'efficacité et la précision de vos pièces complexes grâce à nos solutions CNC hybrides intelligentes, combinant les technologies suisses et multi-axes.

Pourquoi un fournisseur maîtrisant les deux processus est-il un meilleur choix ?
Il est parfois erroné de choisir le bon fournisseur de fabrication en se basant sur des recommandations biaisées par des capacités limitées. Notre approche, fondée sur les données et exploitant les technologies de type suisse et multi-axes, constitue un guide parfaitement objectif pour choisir un fournisseur d'usinage CNC et trouver ainsi une solution complète et optimale.
Réaliser une analyse de processus parallèle non biaisée
- Notre méthode : Nous prenons votre modèle 3D et l'importons dans différentes configurations FAO pour les stratégies suisses et multi-axes.
- Comment nous résolvons le problème : Nos ingénieurs exécutent simultanément des simulations d’usinage virtuel sur les deux plateformes.
- Avantage direct pour le client : Ceci permet une comparaison directe des temps de cycle, de la consommation d’outils et des rendements potentiels, éliminant ainsi toute incertitude.
Utilisation de la simulation avancée pour la modélisation du coût total
- Nos outils : Nous sommes équipés de modules logiciels spécialisés qui permettent la détection des collisions, l'optimisation des trajectoires d'outils et l'analyse dynamique de l'enlèvement de matière.
- Comment nous résolvons le problème : Nous simulons l'usinage du titane pour une pièce médicale complexe dans des conditions thermiques en utilisant à la fois une machine Citizen Swiss et un centre d'usinage 5 axes DMG Mori .
- Avantage direct pour le client : Cette méthode d’analyse avancée d’usinage CNC anticipe l’usure des outils et les risques de problèmes de qualité à chaque étape, établissant ainsi une prévision réaliste du coût total.
Fournir un rapport d'aide à la décision quantifié
- Notre livrable : Nous fournissons un rapport comparatif illustrant le nombre de réglages, les heures machine estimées et le coût par pièce pour différents volumes.
- Notre approche : Dans ce rapport, nous déterminons visuellement le seuil de rentabilité technique de l’usinage sur la fraiseuse suisse . Ce seuil correspond au moment où l’efficacité de la fraiseuse suisse surpasse la flexibilité multi-axes .
- Avantage direct pour le client : Les clients qui reçoivent une justification claire et factuelle du processus choisi peuvent avoir l’assurance que les services CNC de précision dans lesquels ils investissent sont les plus efficaces.
Notre plateforme à double capacité résout parfaitement le problème inhérent aux biais des fournisseurs. Nous fournissons des données objectives, validées par simulation, qui permettent d'identifier le partenaire d'usinage CNC le plus performant et le plus fiable pour votre composant de précision. Ainsi, ce sont les considérations économiques, et non les limitations techniques des équipements, qui dictent le processus de décision.
Figure 4 : Illustration des trajectoires de mouvement complexes de l'usinage CNC multi-axes pour la fabrication de composants médicaux et aérospatiaux de précision.
Comment puis-je obtenir une analyse précise du processus et un devis pour votre part ?
L'obtention d'un devis précis et cohérent pour l'usinage CNC exige une démarche rigoureuse, exhaustive et fondée sur des données. Ce document décrit notre méthode simple pour transformer les données de vos pièces en une analyse objective et pratique, garantissant ainsi le choix de la méthode de fabrication optimale en termes de qualité, de coût et de délai de livraison .
Soumission de données complètes sur les pièces pour analyse
Pour démarrer votre analyse, vous devez nous envoyer un modèle 3D (STEP/IGES ), les spécifications des matériaux, les tolérances critiques, les exigences de finition de surface et le volume annuel de production. Grâce à ces données complètes, notre équipe d'ingénieurs pourra réaliser gratuitement une analyse DFM sous 4 heures . Cette analyse révélera les éventuels problèmes de fabrication et les pistes d'optimisation avant l'établissement du prix, vous permettant ainsi de mettre en place une production non seulement viable, mais aussi hautement performante.
Exécution de la simulation DFM et des processus parallèles
Notre équipe réalise une simulation complète du processus d'usinage CNC, à partir du modèle de votre pièce, pour les méthodes de type suisse et multi-axes. Nous vérifions l'accessibilité des outils, calculons différents temps de cycle et identifions les problèmes de qualité potentiels inhérents à chaque méthode d'usinage CNC . À ce stade, les estimations de coûts théoriques sont abandonnées, car cette étape fournit une prévision réaliste des performances et met en évidence les points critiques des lignes de production.
Fourniture d'un dossier technique comparatif et d'un devis
Nous présentons un résumé de notre étude dans un rapport clair, recommandant trois solutions : une solution basée en Suisse, une stratégie multi-axes et une option hybride si elle est viable . Chaque révision du coût est détaillée et sans ambiguïté, avec une estimation du délai de livraison et du rendement attendu de la première passe. Ainsi, en tant que fournisseur de pièces de précision , vous disposez de toutes les informations nécessaires pour prendre votre décision.
Ce processus d'analyse et d'ingénierie rigoureux reflète notre philosophie de partenariat axée sur la technologie et la résolution de problèmes. En fournissant des analyses comparatives basées sur les données, nous vous aidons à relever le défi majeur du choix du processus, faisant ainsi de LS Manufacturing votre partenaire fiable en usinage CNC , dont l'engagement se traduit par la réussite de votre projet.
FAQ
1. Une machine suisse peut-elle usiner des pièces à section transversale non circulaire ?
Oui, c'est possible. Si la machine est équipée d'une fraiseuse, elle peut réaliser des formes polygonales, des sections planes, des trous excentrés et d'autres caractéristiques. Cependant, les surfaces courbes tridimensionnelles complexes restent le domaine des machines-outils à commande numérique multiaxes .
2. Quelle est la capacité d'usinage minimale d'un centre d'usinage multiaxes ? Peut-il usiner des petites pièces ?
Oui. Cependant, la productivité est inférieure à celle d'une machine suisse. Lors de l'usinage de petites pièces d'un diamètre inférieur à 2 mm , la conception des dispositifs de fixation et l'outillage des machines-outils multiaxes deviennent plus complexes et présentent un risque accru de vibrations. C'est pourquoi leur utilisation est généralement recommandée pour des diamètres supérieurs à 5 mm .
3. Quel est le taux d'utilisation typique des matériaux lors du choix de l'usinage suisse ?
Le taux d'utilisation de la matière est très élevé, généralement de 70 à 85 % . Puisqu'il s'agit d'usinage à partir de barres, seuls des déchets de coupe sont générés ; ce procédé est donc particulièrement adapté à l'usinage des métaux précieux. L'usinage multiaxes, quant à lui, utilise des blocs de matière et le taux d'utilisation est généralement de 30 à 60 % .
4. Quelles sont les différences entre les délais de livraison habituels des deux ?
Pour les composants standard, la solution suisse permet généralement de réduire le délai de production de la première pièce de 1 à 2 jours par rapport aux solutions multi-axes, grâce à des processus plus ciblés et un nombre réduit d'opérations de bridage. Le temps de cycle suisse est également plus stable et plus facile à contrôler en production de masse.
5. Quel processus est le plus adapté à la phase de prototypage ?
Le prototypage suisse permet de vérifier plus rapidement la chaîne dimensionnelle si les éléments principaux sont des corps en rotation ; en revanche, si ces éléments sont des surfaces courbes complexes, un prototypage multi-axes est nécessaire. LS Manufacturing propose des services de prototypage rapide et peut déterminer la solution optimale pour chaque type d'élément.
6. Comment LS Manufacturing protège-t-elle ma propriété intellectuelle en matière de conception ?
Nous signons des accords de confidentialité, cryptons la documentation de projet à toutes les étapes et séparons les zones de production afin de garantir la sécurité des informations, des plans aux produits finis. Ce principe est d'ailleurs fondamental pour la prestation de nos services aux entreprises manufacturières de pointe .
7. Pour les lots de volume moyen (plusieurs centaines de pièces), comment finaliser le choix ?
Nous recommandons une production d'essai en petite série ( 50 pièces par lot ). Comparez le rendement réel, le temps de main-d'œuvre et le coût total. LS Manufacturing propose des services de comparaison de productions d'essai ; les données seront ainsi éloquentes.
8. Facturez-vous vos conseils en matière de prise de décision ?
Non, nos services sont entièrement gratuits. Notre analyse de processus et notre service de comparaison de solutions, basés sur les plans et les exigences que vous nous fournissez, sont sans frais. Si vous souhaitez évaluer les coûts de votre projet, vous pouvez obtenir un devis d'usinage CNC immédiat auprès de notre équipe d'ingénieurs afin d'établir une relation de coopération durable et basée sur la confiance.
Résumé
Le choix entre les tours suisses et l'usinage CNC multiaxes relève de l'ingénierie système et dépend des caractéristiques des pièces, de la précision, des matériaux, de la taille des lots et du coût total de possession (TCO). Il est essentiel de bien comprendre les limites de chaque technique : les tours suisses excellent en précision pour les petites pièces rotatives ; l'usinage multiaxes est quant à lui idéal pour les géométries complexes. Les meilleures solutions proviennent de partenaires comme LS Manufacturing, qui maîtrise l'ensemble du processus et propose des solutions complètes, dépassant ainsi les contraintes d'un seul procédé.
Téléchargez dès maintenant vos plans de pièces de précision et recevez gratuitement un rapport d'analyse comparative des procédés d'usinage suisse et multi-axes ! Les ingénieurs procédés expérimentés de LS Manufacturing réaliseront une analyse de fabricabilité (DFM) approfondie de votre pièce sous 4 heures et généreront un rapport personnalisé incluant une analyse détaillée des coûts, une comparaison de la précision d'usinage CNC attendue et une évaluation des délais de livraison pour les deux procédés. Optimisez votre chaîne d'approvisionnement et réduisez vos coûts en vous appuyant sur des données fiables.
Choisissez le procédé optimal grâce à notre expertise en usinage CNC hybride suisse et multi-axes pour une précision et une rentabilité optimales.
📞Tél. : +86 185 6675 9667
📧 Courriel : info@lsrpf.com
🌐Site web : https://lsrpf.com/
Clause de non-responsabilité
Le contenu de cette page est fourni à titre informatif uniquement. Services de LS Manufacturing. Aucune déclaration ni garantie, expresse ou implicite, n'est donnée quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou fabricant tiers fournira, par l'intermédiaire du réseau LS Manufacturing, les paramètres de performance, les tolérances géométriques, les caractéristiques de conception spécifiques, la qualité et le type des matériaux ou la qualité de la main-d'œuvre. Ces informations relèvent de la responsabilité de l'acheteur. Demande de devis pour des pièces . Veuillez préciser vos exigences concernant ces sections. Contactez-nous pour plus d'informations .
Équipe de fabrication LS
LS Manufacturing est une entreprise leader du secteur , spécialisée dans les solutions de fabrication sur mesure. Forte de plus de 20 ans d'expérience et de plus de 5 000 clients, elle se concentre sur l'usinage CNC de haute précision, la fabrication de tôlerie , l'impression 3D , le moulage par injection , l'emboutissage et d'autres services de fabrication intégrés.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001:2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse de petites séries ou de personnalisations à grande échelle, nous répondons à vos besoins avec une livraison express sous 24 heures. Choisir LS Manufacturing, c'est choisir l'efficacité, la qualité et le professionnalisme.
Pour en savoir plus, visitez notre site web : www.lsrpf.com .


