
CNC-Bearbeitung ist ein zentraler Bestandteil der Fertigung von Präzisionsteilen für Elektrofahrzeuge. Angesichts des zunehmenden Wettbewerbs auf dem globalen Markt für Elektrofahrzeuge suchen Automobilhersteller nach Möglichkeiten, die Kosten deutlich zu senken. Käufer, die sich beispielsweise gefragt haben , wie man ein Ersatzteil für ein Xiaomi YU7 kalkuliert , haben erkannt, dass traditionelle Bearbeitungsmethoden nicht die optimale Kombination aus höchster Präzision und Wettbewerbsfähigkeit bieten können.
Da Automobilbauteile häufig so gefertigt werden müssen, dass sie den physikalischen Anforderungen unterschiedlicher Umgebungen gerecht werden, ist der Einsatz von DFM-Optimierung unerlässlich. Andernfalls kann die Materialausschussrate über 20 % liegen und die CPK-Stabilität nicht gewährleistet werden. Dieser Beitrag beschreibt daher eine Methode zur Senkung der Gesamtfertigungskosten um 15–30 % bei gleichzeitiger Einhaltung der Toleranz von 0,005 mm .

Präzisions-CNC-Bearbeitung: Kurzer Überblick über die wichtigsten Antworten
| Grundbedürfnisse | Lösungen | Wichtige Daten | Kundenvorteile |
| Reduzierung der langfristigen Wartungskosten | SPC-Prozesssteuerung + 5-Achs-Bearbeitung | CPK ≥ 1,33, Senkrechtstellung ± 0,02 mm | Eliminiert die Kosten für die Qualitätskontrolle nach der Produktion und reduziert Montageprobleme . |
| Verbesserung der Materialausnutzung | DFM-Optimierung + Parameteranpassung | Verringert die Ausschussrate, Verhältnis Tiefe zu Durchmesser ≤5:1. | Verringert Materialverschwendung und senkt die Kosten für spezielle Verfahren. |
| Verkürzung der Lieferzyklen | Hochdruckkühlung + Optimierung der Schnittparameter | Erhöht die Vorschubgeschwindigkeit auf 1500 mm/min. | Verbessert die Effizienz und reduziert die Maschinenlaufzeitkosten. |
| Lösung der thermischen Spannungsverformung | 5-Achs-Gelenk + Hydraulische Klemmung | Kontrollierbare Verformung dünnwandiger Teile, Toleranz ±0,005 mm . | Verbessert die Ausbeute und gewährleistet Chargenstabilität. |
Die Hauptzielgruppe dieses Artikels sind Kunden im Automobil-Einkaufssektor. Die wichtigsten Bestandteile des Artikels sind Prozesse, Fallstudien und Qualitätskontrolle. Der Artikel beleuchtet zudem die Schwachstellen in der Bearbeitung und bietet konkrete, umsetzbare Lösungen zur Kostenreduzierung und Effizienzsteigerung.
Warum Sie den Präzisions-CNC-Bearbeitungsdienstleistungen von LS Manufacturing vertrauen sollten? Erfahrung in der Automobilteilefertigung
Die CNC-Bearbeitungspartner, mit denen wir zusammenarbeiten, haben einen wesentlichen Einfluss auf die Produktionsstabilität und Kostenkontrolle von Bauteilen für Elektrofahrzeuge. Dank langjähriger Erfahrung ist LS Manufacturing heute ein Tier-1-Zulieferer und wird von Automobilherstellern häufig ausgewählt . Das Unternehmen genießt Professionalität und Glaubwürdigkeit, die von offiziellen Organisationen anerkannt werden. Durch die strikte Umsetzung des Qualitätsmanagementsystems ISO 9001:2015 erfüllt unser Unternehmen internationale Standards für Bearbeitungsprozesse.
Wir verfügen über 20 Jahre Erfahrung in der Bearbeitung von Präzisions-Automobilteilen. Unsere Dienstleistungen haben bereits über 50 Automobilhersteller weltweit erreicht. Unser Schwerpunkt liegt auf Kernkomponenten für vollelektrische und Hybridfahrzeuge, wie z. B. Antriebsgehäuse und Präzisionsventilblöcke. Unsere Zerspanungsmechaniker sind nach IATF 16949:2016 zertifiziert und beherrschen die Fertigung komplexer Teile sowie die Herausforderungen der konturnahen Fertigung in multiphysikalischen Umgebungen.
Zuvor haben wir einem führenden Automobilhersteller geholfen, die Bearbeitungsschwierigkeiten der Aluminiumlegierung 7075 zu bewältigen, indem wir die Ausbeute von 82 % auf 99,7 % verbesserten, die Kosten pro Teil um 28 % senkten und durch den Einsatz leistungsstarker und kosteneffizienter CNC-Bearbeitungsdienstleistungen auf Basis von Daten über 500.000 US-Dollar pro Jahr einsparten .
Ob Prototypenentwicklung oder Serienfertigung – wir bieten maßgeschneiderte Lösungen zur Minimierung von Liefer- und Qualitätsrisiken . Wenn Sie sich Sorgen um Bearbeitungsgenauigkeit, Kosten oder Lieferzeit machen, kontaktieren Sie unsere erfahrenen Ingenieure für eine kostenlose Beratung zur Prozessoptimierung.

Warum kann die Präzisions-CNC-Bearbeitung die langfristigen Wartungskosten für Fahrzeuge mit alternativen Antrieben senken?
Die Präzision der Strukturbauteile von Elektrofahrzeugen bestimmt nicht nur die Stabilität des Gesamtfahrzeugs, sondern auch dessen Lebensdauer. Der Einsatz hochpräziser CNC-Bearbeitung ist eine Möglichkeit, Produktionsfehler zu vermeiden und die Wartungskosten über den gesamten Lebenszyklus des Fahrzeugs zu senken. Dies stellt eine große Herausforderung für Automobilhersteller dar.
Die SPC-Prozesskontrolle trägt zur Aufrechterhaltung der CPK-Stabilität bei und minimiert das Risiko von Montagefehlern.
Durch die Anwendung von SPC-Prozesskontrolle ist es uns gelungen, den CPK-Wert stabil auf einem Niveau über 1,33 zu halten, mit 3 defekten Teilen von 1000 Teilen. Dadurch werden Montagestörungen effektiv reduziert, Nacharbeits- und Ersatzkosten vermieden und die Wartungskosten direkt an der Quelle gesenkt.
5-Achs-Bearbeitung vs. 3-Achs-Bearbeitung: Zwei Vorteile bei der Steigerung der Effizienz und der Verringerung der Toleranz
Die Fünf-Achs-Bearbeitung bietet große Vorteile, insbesondere bei der Bearbeitung komplexer gekrümmter Oberflächenstrukturen:
- Das Bauteil kann in nur einer Aufspannung von mehreren Seiten bearbeitet werden, wodurch Positionierungsfehler vermieden, eine Rechtwinkligkeit von 0,02 mm sichergestellt und die Ausschussrate verringert wird.
- Die Arbeitseffizienz kann um über 30 % gesteigert werden, was bedeutet, dass die Maschinenstunden reduziert werden. Hinzu kommen die Verringerung des Werkzeugverschleißes und Einsparungen bei den Ersatzteilkosten . All diese Faktoren tragen indirekt zu einer Senkung der Wartungskosten bei.
Hochwertige CNC-Präzisionsbearbeitung bietet ein optimales Verhältnis von Genauigkeit und Kosten . Die Wahl einer kosteneffizienten CNC-Bearbeitungslösung maximiert die Wirtschaftlichkeit. Informationen zu Einsparungen bei den Wartungskosten erhalten Sie in unserem kostenlosen Branchen-Whitepaper.
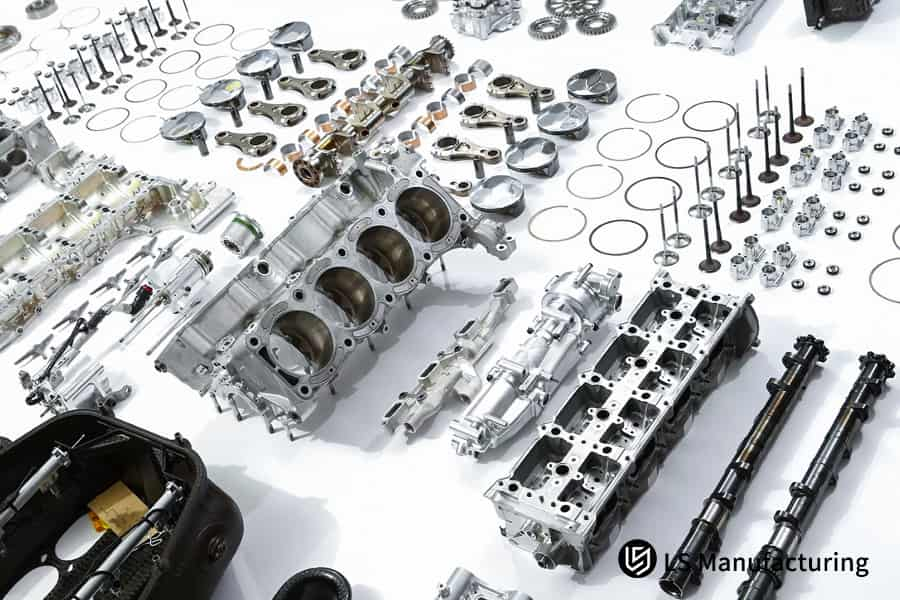
Abbildung 1: Nahaufnahme von CNC-gefrästen Aluminium-Motorblockkomponenten mit aufwendigen Details.
Wie lässt sich die Materialausnutzung durch DFM bei der kundenspezifischen CNC-Bearbeitung von Autoteilen steigern?
Die DFM-Optimierung ist die Grundlage für Materialeinsparungen bei der kundenspezifischen CNC-Bearbeitung . Neben der Abfallreduzierung und der Verkürzung der Bearbeitungszeit kann sie auch für Automobilteile aus Aluminiumlegierungen eingesetzt werden.
Vergleich der Schnittgeschwindigkeiten und Parameteroptimierung für Aluminiumlegierungen
Die Schnittgeschwindigkeiten der im Automobilbau am häufigsten verwendeten Aluminiumlegierungen 6061-T6 und 7075 unterscheiden sich erheblich. Nachfolgend finden Sie einige unserer eigenen Testergebnisse, die Ihnen bei der Parameteroptimierung helfen sollen:
| Arten von Aluminiumlegierungen | Schnittgeschwindigkeit vc (m/min) | Vorschubgeschwindigkeit f (mm/U) | Werkzeugstandzeit (min) | Materialausnutzung (%) |
| 6061-T6 | 300-400 | 0,2-0,3 | 120-150 | 85-90 |
| 7075 | 200-280 | 0,15-0,25 | 80-100 | 80-85 |
Empfehlungen zur Anpassung wichtiger Strukturparameter
Die Änderung der Bauteilstrukturparameter ist eine Möglichkeit, die Materialausnutzung zu verbessern. Hier einige konkrete Vorschläge:
- Durch die Einhaltung eines Eckradius R von 1,5 bis 2,0 mm lassen sich sowohl Ausschuss vermeiden als auch der Verschleiß des Werkzeugs verhindern.
- Durch die Einhaltung einer Wandstärke T von 2,0 bis 3,0 mm lassen sich sowohl übermäßige Wandstärken und Materialverschwendung vermeiden als auch die Bearbeitungszeit verkürzen.
- Das Verhältnis von Bohrlochtiefe zu Bohrlochdurchmesser beträgt 5:1, um den Bedarf an kostspieligen Spezialverfahren zu verringern und eine höhere Ausbeute zu ermöglichen.
Abbildung 2: Ein Ingenieur prüft eine CAD-Zeichnung für die Herstellung eines Automobilbauteils.
Wie lässt sich die Fertigung komplexer Gehäuse durch CNC-Bearbeitung optimieren, um die Lieferzeiten zu verkürzen?
Lange Bearbeitungszeiten für komplexe Karosserieteile aus Aluminiumlegierungen stellen ein großes Problem in der Industrie dar. Durch die Optimierung der Schnittparameter und die Integration fortschrittlicher Technologien lässt sich die Lieferzeit für CNC-Bearbeitungsdienstleistungen deutlich verkürzen, ohne die Qualität zu beeinträchtigen.
Nutzung der Hochdruckkühltechnologie
In unserem Produktionsprozess setzen wir eine 300-bar-Hochdruckkühltechnologie ein, die die Wärme aus dem Schnittbereich präzise versprüht und verdampft. Dadurch wird nicht nur eine thermische Verformung der Teile vermieden, sondern auch die Wahrscheinlichkeit von Nacharbeiten und Korrekturen verringert.
Darüber hinaus ermöglicht uns dies, die Vorschubgeschwindigkeit von 1200 mm/min auf bis zu 1500 mm/min zu erhöhen, wodurch der Bearbeitungsdurchsatz um 25 % gesteigert und die Bearbeitungszeit pro Werkstück drastisch reduziert wird.
Präzise Optimierung der Schnittparameter
Basierend auf der Struktur der Schalenkomponenten haben wir die Schnittparameter optimiert. Der konkrete Vergleich sieht wie folgt aus:
| Schnittparameter | Vor der Optimierung | Nach der Optimierung | Verbesserung |
| Vorschubgeschwindigkeit (mm/min) | 1200 | 1500 | Effizienzsteigerung 25 % |
| Schnittgeschwindigkeit (m/min) | 320 | 380 | Werkzeugverschleißreduzierung um 15 % |
| Schnitttiefe (mm) | 1,5 | 2.0 | Reduzierung der Bearbeitungsschritte um 20 % |
Wie lässt sich thermische Spannung bei der CNC-Bearbeitung von Autoteilen mit 5-Achs-Technologie lösen?
Bei der CNC-Bearbeitung von Autoteilen , insbesondere von dünnwandigen Teilen mit einer Wandstärke von weniger als 1,5 mm, treten sehr wahrscheinlich Probleme wie Verzug und Verformung auf.
Die simultane 5-Achs-Bearbeitungstechnik in Kombination mit multiphysikalischer konformer Fertigung ist eine effektive Lösung für dieses Problem.
Einsatz des Multiphysik-konformen Fertigungskonzepts
Durch die Integration von Temperatur- und Spannungsfeldsimulationen können wir Verformungen analysieren und vorhersagen. Dies ermöglicht es uns, optimale Bearbeitungswege und Spannmethoden zu ermitteln , wodurch wir Verformungsrisiken minimieren, die Effizienz steigern und die Ausbeute erhöhen können.
Wichtige Schritte zur Linderung von Reststress
Bei der 5-Achs-Bearbeitung wenden wir zwei Ansätze zur Reduzierung von Eigenspannungen an:
- Präzise hydraulische Klemmung (2-5 kN) zur Vermeidung von Klemmverformungen und zur Aufrechterhaltung der Stabilität.
- Symmetrischer Schnittweg zur Erzielung einer gleichmäßigen Verteilung von Spannung und Wärme im Bauteil, wodurch Verformungen verhindert und Toleranzen innerhalb von 0,005 mm sichergestellt werden.
Fallstudie LS Manufacturing: Unterstützung eines Automobilherstellers bei der Kostenreduzierung von 30 % bei kundenspezifischen Autoteilen für Achsschenkel
Achsschenkel sind grundlegende, individuell gefertigte Automobilbauteile im Fahrgestell von Elektrofahrzeugen. Ein Tier-1-Zulieferer hatte bei der Prototypenfertigung Schwierigkeiten mit der Bearbeitung eines neuen Achsschenkels. LS Manufacturing bot eine maßgeschneiderte Lösung an und konnte so die Kosten um 30 % senken und gleichzeitig die Effizienz steigern.
Kundenherausforderungen
Die Achsschenkel des Zulieferers bestehen aus der Aluminiumlegierung 7075, einem schwer zu bearbeitenden Material, das häufig zu Werkzeugbruch führt. Zudem lag die Ausbeute des Bearbeitungsprozesses unter 85 % und die Stückkosten bei 80 US-Dollar , was 40 % über dem Budget lag. Zusätzlich zu diesen Problemen bestand die Herausforderung, innerhalb kürzester Zeit Muster für Straßentests bereitzustellen.
LS Manufacturing Solutions
Nach Erhalt der Änderungswünsche des Kunden führte unser Ingenieurteam umgehend eine detaillierte Prüfung der Bauteilzeichnungen durch. Unter Berücksichtigung der Verarbeitung der Aluminiumlegierung 7075 erarbeiteten wir einen umfassenden Optimierungsplan:
Wir haben das hydraulische Spannsystem strukturell modifiziert und eine Sechs-Punkt-Positionierungsmethode verwendet, um die Spannkraft genau auf 3,5 kN zu steuern . Dies verhinderte nicht nur Verformungen durch das Spannen, sondern erhöhte auch die Spanneffizienz und verkürzte die Spannzeit.
- Werkzeug-Upgrade:
Wir haben Werkzeuge mit diamantähnlicher Kohlenstoffbeschichtung (DLC) eingeführt. Die Härte dieser Werkzeuge liegt über HV2000, und ihre Verschleißfestigkeit ist um 40 % höher. Dies war die perfekte Lösung für das Problem des Werkzeugausbruchs und verlängerte gleichzeitig die Werkzeugstandzeit.
- Prozessoptimierung:
Wir haben den simultanen 5-Achs-Bearbeitungspfad überarbeitet und Hochgeschwindigkeits-Schnittparameter von 18.000 U/min angewendet. Dies führte zu einer Reduzierung der Leerlaufzeiten um 35 % und einer Verkürzung der Bearbeitungszeit. Gleichzeitig haben wir nach der DFM-Optimierung einige Bauteilparameter wie den Abrundungsradius und die Wandstärke angepasst, was eine bessere Materialausnutzung zur Folge hatte.
Ergebnisse und Wert
Nach der Optimierung konnte die Ausbeute der Achsschenkel auf 99,8 % gesteigert , die Werkzeugkosten um 30 % gesenkt und die Stückkosten auf 54,40 $ reduziert werden (eine Senkung um 32 %). Die Muster wurden innerhalb von 10 Tagen versandt, sodass das Fahrzeugmodell erfolgreich im Straßenverkehr getestet werden konnte.
Dieser Fall beweist eindrucksvoll, wie unsere kundenspezifische CNC-Bearbeitung die Herausforderungen in der Automobilteilefertigung effektiv lösen und unseren Kunden Kosteneinsparungen und höhere Effizienz ermöglichen kann. Stehen auch Sie vor ähnlichen Bearbeitungsproblemen ? Kontaktieren Sie uns für eine kostenlose Prozessanalyse und individuelle Lösungen, um Ihr volles Kostensenkungspotenzial auszuschöpfen.

Wie lässt sich Maßgenauigkeit bei der CNC-Automobilfertigung mit vollständiger Rückverfolgbarkeit gewährleisten?
Maßgenauigkeit ist der wichtigste Faktor, auf den sich alle Automobilhersteller bei der CNC-Fertigung von Serienteilen verlassen. Die lückenlose Rückverfolgbarkeit der Qualität im gesamten Prozess ist ein effektiver Weg, dies zu gewährleisten und gleichzeitig Montageprobleme und Ausschuss zu vermeiden.
Eine vollständige Prozessinspektionslinie einrichten
Wir haben beschlossen, eine vollständige Prüflinie einzurichten, um die Präzision der Teile sicherzustellen:
- Rohmaterialprüfung: Die Rohmaterialien jeder Charge werden auf Zusammensetzung und Härte geprüft, um sicherzustellen, dass sie den Industriestandards entsprechen.
- Prozessbegleitende Prüfung: Die Koordinatenmessmaschine (KMM) überprüft die wichtigsten Abmessungen in Echtzeit; beispielsweise werden 10 Teile pro Stunde stichprobenartig geprüft, um Abweichungen unverzüglich zu korrigieren.
- Endproduktprüfung: AOI führt eine 100%ige Prüfung der Endprodukte durch; jeder Lieferung liegt ein CMM-Prüfbericht bei.
Exakte Gewährleistung der Maßgenauigkeit
Wir können garantieren, dass bei 10.000 Einheiten die Mittenabstandsabweichung der Schlüssellöcher 0,01 mm beträgt (3. Prinzip), d. h. eine Maßgenauigkeitsquote von 99,9 % , Qualitätssicherung durch explizite Daten.

Abbildung 3: Hochleistungs-Leichtmetallräder, hergestellt durch kundenspezifische CNC-Bearbeitung.
Wie lässt sich Oberflächengüte und kosteneffiziente CNC-Bearbeitung in der Massenproduktion in Einklang bringen?
In der Massenproduktion hat die Oberflächenrauheit einen erheblichen Einfluss auf die Kosten der kosteneffizienten CNC-Bearbeitung . Käufer müssen daher ein Gleichgewicht zwischen diesen beiden Faktoren finden.
Kostenunterschiede zwischen verschiedenen Oberflächenrauigkeiten
Je höher die Oberflächenrauheit, desto höher die Kosten. Der Kostenunterschied zwischen Ra0,8 und Ra0,4 ist beträchtlich, wie nachfolgend dargestellt:
| Oberflächenrauheit Ra (μm) | Abschlusspässe | Kosten der Einzelstückbearbeitung (USD) | Kostenaufschlag (im Vergleich zu Ra1.6) |
| 1.6 | 2 | 40 | 0 % |
| 0,8 | 4 | 60 | 50% |
| 0,4 | 8 | 100 | 150% |
Optimale, kosteneffektive Oberflächenbehandlungslösung
Wir bieten kosteneffiziente Lösungen für verschiedene Anwendungsszenarien :
- Nicht montagefähige Oberflächen können bis zu einer Rauheit von Ra1,6 bearbeitet werden, sodass kein Feinschleifen erforderlich ist und somit die Kosten gesenkt werden.
- Bei kritischen Montageflächen wird die Genauigkeit durch Feinschleifen bis zu einer Rauheit von Ra0,8 sichergestellt .
- Um die Anforderungen des 240-Stunden-Salzsprühtests zu erfüllen, werden auch Kombinationslösungen wie Hartanodisierung angeboten.
Durch die richtige Balance lassen sich die Gesamtkosten für CNC-Bearbeitungsdienstleistungen um 15–20 % senken. Für individuelle Lösungen kontaktieren Sie uns bitte für eine kostenlose Kostenberechnung.

Abbildung 4: Diagramm zum Vergleich der Oberflächenrauheitswerte beim CNC-Drehen und -Fräsen.
Warum kann die Lieferkette von LS Manufacturing eine stabile Lieferung von CNC-Bearbeitungsteilen für die Automobilindustrie gewährleisten?
Die zuverlässige Lieferung von CNC-gefertigten Automobilteilen hängt maßgeblich von einer leistungsfähigen Lieferkette ab. Um eine verlässliche Versorgung zu gewährleisten, arbeitet LS Manufacturing nicht nur mit anderen zusammen, sondern integriert seine Lieferkettenprozesse auch eng.
Minderung von Handelsrisiken durch tiefgreifende Integration sekundärer Lieferketten
Wir haben Allianzen mit wichtigen Aluminium- und Stahlproduzenten geschlossen und durch diese Kooperationen sekundäre Lieferketten integriert, wodurch ein diversifiziertes System entstanden ist. Dies verringert die Risiken von Handelsschwankungen und Rohstoffknappheit und trägt somit zu einer stabilen Versorgung mit CNC-Bearbeitung für Automobilteile bei.
Sicherstellung gleichbleibender Qualität der Rohstoffe durch strenge Kontrollen
Um die gleichbleibende Qualität jeder Charge und die Einhaltung der festgelegten Standards zu gewährleisten, werden alle Rohstoffe mit einem Prüfbericht eines unabhängigen Prüfinstituts geliefert, der Zusammensetzung und Härte bestätigt. Dieser Schritt ist unerlässlich, um eine hundertprozentige Materialkonsistenz zu erreichen und somit Qualitätsschwankungen sowie Nachbearbeitungsverzögerungen zu vermeiden.
Kostenfixierung durch ein digitales Frühwarnsystem für Lagerbestände
Unser digitales Frühwarnsystem für Lagerbestände überwacht rund um die Uhr Lagerbestände und Preise und ermöglicht so eine rechtzeitige Nachbestellung. Durch langfristige Partnerschaften sichern wir uns günstige Rohstoffpreise und können unseren Kunden dadurch stabile Angebote und Kostenvorteile bieten.
Unser CNC-Service für Automobilteile zeichnet sich durch eine Lieferpünktlichkeitsquote von 99,5 % aus und beseitigt somit Liefersorgen. Für langfristige Partnerschaften kontaktieren Sie uns bitte, um mehr über unsere Lösungen zur Sicherung Ihrer Lieferkette zu erfahren.
Häufig gestellte Fragen
Frage 1: Welche Toleranzgrenzen können Sie bei der Präzisionsbearbeitung von Automobilteilen erreichen?
Unsere übliche Toleranz liegt bei 0,01 mm. Dank modernster 5-Achs-Bearbeitung können wir diese auf 0,005 mm reduzieren und damit die Präzisionsanforderungen für Bauteile in Elektrofahrzeugen erfüllen. Laden Sie Ihre Zeichnungen hoch, um umgehend ein Angebot für die CNC-Bearbeitung zu erhalten und mehr über die Details der Bearbeitung zu erfahren.
Frage 2: Wie sieht Ihr technischer Reaktions- und Lieferzyklus für die Entwicklung von Prototypen für neue Präzisionsautomobilprojekte aus?
Innerhalb von 24 Stunden nach Erhalt der 3D-Zeichnungen können wir die DFM-Bewertung durchführen und Ihnen Bearbeitungslösungen anbieten. Sie erhalten die hochpräzisen Prototypen sogar innerhalb von 3–7 Werktagen, was die Entwicklungszeit erheblich verkürzt.
Frage 3: Wie stellen Sie eine gleichbleibende Qualität in jeder Charge von in Serie gefertigten CNC-Automobilteilen sicher?
Mithilfe von SPC führen wir entlang der gesamten Produktionslinie eine 100%ige Messung der Hauptabmessungen durch. Zusätzlich wird jeder Charge ein CMM-Bericht beigefügt, um die gleichbleibende Qualität zu überprüfen und die Einhaltung der Abmessungen sicherzustellen.
Frage 4: Welche gängigen Werkstoffe der Automobilindustrie unterstützen Sie für die maschinelle Bearbeitung?
Wir verfügen über umfangreiche Erfahrung in der Bearbeitung von Aluminiumlegierungen (6061/7075), hochfestem Stahl und Magnesiumlegierungen, den Werkstoffen, die am häufigsten im Produktionsprozess von Automobilteilen eingesetzt werden.
Frage 5: Wie lassen sich die anfänglichen Kosten für Formen oder Vorrichtungen im Rahmen der Individualisierung von Automobilteilen reduzieren?
Durch den Einsatz standardisierter modularer Vorrichtungen in Verbindung mit flexiblen Produktionslinien können wir die Werkzeugkosten für Klein- und Mittelserien-Sonderanfertigungen um etwa 20 % senken. Dadurch wird die Schwelle für Sonderanfertigungen gesenkt.
Frage 6: Kann LS Manufacturing bei Leichtbau-Designänderungen für Bauteile helfen?
Ja, wir bieten kostenlose Vorschläge zur DFM-Optimierung an und stellen Techniken wie Aushöhlen und Materialwechsel vor, um eine Gewichtsreduzierung ohne Kompromisse bei der Festigkeit zu erreichen.
Frage 7: Wenn für die Zeichnungen IP-Schutzanforderungen bestehen, wie gewährleisten Sie die technische Sicherheit?
Wir legen größten Wert auf die Einhaltung der Geheimhaltungsvereinbarungen. Beispielsweise hat in einer unabhängigen LAN-Umgebung nur das Projektteam Zugriff auf die Zeichnungen. Die Sicherheit unserer IP-Kunden ist durch unser mehrstufiges Vertraulichkeitssystem ebenfalls bestens gewährleistet.
Frage 8: Welche verschiedenen Nachbearbeitungsdienstleistungen für Fahrzeugaußenteile bieten Sie an?
Wir bieten Hartanodisierung, Elektrophorese und Pulverbeschichtung an, wodurch Bauteile entstehen, die 240-stündige Salzsprühtests überstehen . Zudem werden die Oberflächenbeschaffenheit und die Haltbarkeit der Bauteile deutlich verbessert.
Zusammenfassung
Die Fertigung von Präzisions-Automobilteilen erfordert ein komplexes Zusammenspiel von Material, Prozessen, Kosten und Qualität. Hochwertige CNC-Bearbeitungsdienstleistungen spielen dabei eine zentrale Rolle; die Wahl des richtigen Partners kann Kosten senken und gleichzeitig die Qualität sichern.
Suchen Sie einen äußerst zuverlässigen Lieferanten für Ihr Automobilprojekt der nächsten Generation? Laden Sie einfach Ihre Zeichnungen im STEP-Format hoch , und unsere erfahrenen Ingenieure erstellen Ihnen innerhalb von 12 Stunden einen kostenlosen Bewertungsbericht mit Vorschlägen zur Prozessoptimierung. So unterstützen wir Sie dabei, Marktchancen zu nutzen und die beiden Ziele Kostenreduzierung und Effizienzsteigerung in der Präzisionsteilefertigung zu erreichen!
📞Tel.: +86 185 6675 9667
📧E-Mail: info@lsrpf.com
🌐Website: https://lsrpf.com/
Haftungsausschluss
Die Inhalte dieser Seite dienen ausschließlich Informationszwecken. LS Manufacturing übernimmt keine Gewähr für die Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es kann nicht davon ausgegangen werden, dass ein Drittanbieter oder Hersteller über das LS Manufacturing-Netzwerk Leistungsparameter, geometrische Toleranzen, spezifische Konstruktionsmerkmale, Materialqualität und -art oder Verarbeitung bereitstellt. Dies liegt in der Verantwortung des Käufers. Fordern Sie ein Teileangebot an. Geben Sie bitte Ihre spezifischen Anforderungen für diese Abschnitte an. Kontaktieren Sie uns für weitere Informationen .
LS-Fertigungsteam
LS Manufacturing ist ein branchenführendes Unternehmen mit Fokus auf kundenspezifische Fertigungslösungen. Wir verfügen über mehr als 20 Jahre Erfahrung und haben über 5.000 Kunden betreut. Unsere Schwerpunkte liegen auf hochpräziser CNC-Bearbeitung , Blechbearbeitung , 3D-Druck , Spritzguss, Metallstanzen und weiteren Komplettlösungen für die Fertigung.
Unser Werk ist mit über 100 hochmodernen 5-Achs-Bearbeitungszentren ausgestattet und nach ISO 9001:2015 zertifiziert. Wir bieten unseren Kunden in über 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ob Kleinserien oder kundenspezifische Großprojekte – wir erfüllen Ihre Anforderungen mit schnellster Lieferzeit innerhalb von 24 Stunden. Entscheiden Sie sich für LS Manufacturing. Das steht für Effizienz, Qualität und Professionalität.
Mehr erfahren Sie auf unserer Website: www.lsrpf.com .


