
Hersteller von kundenspezifischen Buchsen stehen vor einem ständigen Dilemma: Die Verschleißfestigkeit der Buchsen bestimmt die Gesamtbetriebskosten von Schwermaschinen und Antriebsketten, doch OEM -Aufträge stoßen häufig auf Montageprobleme aufgrund mangelnder Bearbeitungsgenauigkeit seitens der Zulieferer. Ursache hierfür ist der allgemeine Mangel an ausreichendem Fachwissen über CNC-Bearbeitung , insbesondere hinsichtlich des Einflusses der Schnittwärme auf die Maßgenauigkeit der Buchsen.
Die Lösung liegt in der Nutzung innovativer CNC-Bearbeitungsverfahren in Kombination mit SPC-Prozesskontrolle bei LS Manufacturing . Dort wird konstant eine Genauigkeit der Buchsen von ±0,005 mm erreicht. Mit diesem Ansatz lässt sich das zentrale Problem der Präzision lösen und fehlerfreie Anlagen montieren. Der Weg zur Perfektion beginnt mit der Beherrschung präziser Schneidprozesse.

Kundenspezifische Buchsenfertigung: Präzisions-CNC-Kurzübersicht
| Kritische Spezifikation | CNC-Bearbeitungsimplementierung |
| Bohrungspräzision und Oberflächengüte | Die Buchsen erfüllen die Präzisionsstandards IT6-IT7 und die Oberflächengütenorm Ra 0,4µm durch präzises Bohren und Honen für optimale Leistung. |
| Konzentrizitäts- und Rundlaufkontrolle | Dank unserer CNC-Maschinen mit angetriebenen Werkzeugen, die sowohl den Außen- als auch den Innendurchmesser gleichzeitig bearbeiten, weisen die Buchsen enge Rundlaufgenauigkeiten von weniger als 0,01 mm auf. |
| Materialauswahl für die Anwendung | Die Werkstoffe variieren je nach Anwendung und Bedingungen: verschleißfeste Bronze, korrosionsbeständiger Edelstahl oder reibungsarme Polymere. |
| Integration der Schmierfunktion | Präzisionsbearbeitung von Ölnuten, Schmierkanälen und Befestigungslöchern gemäß Konstruktionsvorgaben für optimale Schmierung im Einsatz. |
| Unsere Mehrachsen-Bearbeitungsfähigkeit | Fähigkeit zur Bearbeitung hochkomplexer Buchsen mit Schlitzen, Löchern und Flanschen in einem Arbeitsgang, wobei alle Merkmale korrekt ausgerichtet sind. |
| Ergebnis: Verlängerte Lebensdauer | Bietet langlebige Buchsen mit minimalem Verschleiß, minimalen Vibrationen und minimalem Wartungsaufwand in der montierten Einheit. |
| Ergebnis: Perfekte Passform und Funktion | Ermöglicht das einwandfreie Funktionieren der Buchse , ohne dass im werkseitig montierten Gerät eine Justierung erforderlich ist. |
Wir fertigen präzise kundenspezifische Buchsen für anspruchsvolle OEM-Anforderungen. Dank unserer CNC-Bearbeitung bieten wir präzise Bohrungen, exzellente Oberflächengüte und exakte Rundlaufgenauigkeit. Diese Eigenschaften ermöglichen robuste, leistungsstarke CNC-gefräste Buchsen , die den Verschleiß reduzieren, den Wartungsaufwand minimieren und die Zuverlässigkeit Ihrer Systeme gewährleisten.
Warum Sie diesem Leitfaden vertrauen sollten? Praktische Erfahrungen von LS Manufacturing-Experten
Hersteller von kundenspezifischen Buchsen bewegen sich an der Schnittstelle von technischen Anforderungen und praktischer Anwendung. Der tatsächliche Preis einer Buchse hängt von der Maschinenverfügbarkeit ab, weshalb Präzision und Langlebigkeit unerlässlich sind. Der Schlüssel zum Erfolg liegt in umfassenden praktischen Kenntnissen der CNC-Bearbeitung, um Probleme wie thermische Verformung und Materialspannungen in Ihren Montageprozessen zu vermeiden.
Unsere Methodik basiert auf diesen fundierten Kenntnissen und wird durch anerkannte Standards ergänzt. Wir validieren unsere Materialdaten durch Abgleich mit den NIST-Materialdaten und dem Wissen der Wikipedia - Community, um unsere statistische Prozesskontrolle (SPC) zu optimieren. Dank unserer akribischen Detailgenauigkeit können wir die notwendige Toleranz von ±0,005 mm garantieren, um Ihre komplexen Konstruktionen in funktionsfähige Bauteile umzusetzen.
Dieser Leitfaden stellt Ihnen bewährte Best Practices vor. Erfahren Sie mehr über die von uns entwickelten Methoden, die sicherstellen, dass jede Buchsenkomponente Ihre Leistungsanforderungen nicht nur erfüllt, sondern in puncto Verschleißfestigkeit und Passgenauigkeit übertrifft. Unser Ziel ist es, Ihnen die notwendigen Informationen zu vermitteln, damit Präzision nicht nur messbar, sondern verlässlich ist.
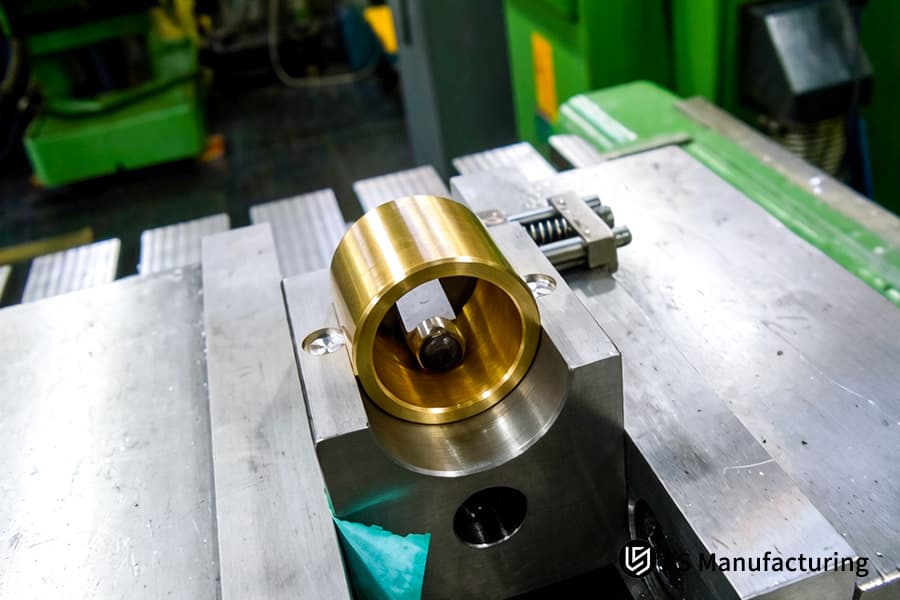
Abbildung 1: Aufbohren des Innendurchmessers einer Bronzebuchse für ein Präzisionsbauteil eines Hydraulik- oder Pneumatikzylinders.
Warum sollten Ingenieure bei der Prüfung von Herstellern kundenspezifischer Buchsen CNC-Bearbeitungsdienstleistungen priorisieren?
Für Hersteller von kundenspezifischen Buchsen ist Positioniergenauigkeit entscheidend für die Optimierung ihrer OEM-Montageprozesse . Das Hauptproblem liegt im unvermeidbaren Spiel und der thermischen Verformung herkömmlicher Drehmaschinen, die zu einer ungenauen Bohrungspositionierung führen. Erfahren Sie im Folgenden, wie CNC-Bearbeitung Ingenieuren geholfen hat, Präzision vom Ergebnis zum garantierten Produktmerkmal zu machen:
Beseitigung von mechanischem Spiel durch lineare Direktantriebsachsen
Wir verwenden CNC-Drehmaschinen mit Linearmotoren, die die Achsen antreiben. Diese eliminieren jegliches mechanische Spiel, da sie die Bewegung reibungsfrei ausführen. Die Verbindung zwischen Steuerung und Position ist somit direkt proportional, was für die Einhaltung von Positionstoleranzen im Mikrometerbereich beim CNC-Bearbeitungsprozess unerlässlich ist.
Implementierung der Regelungstechnik mittels prozessintegrierter Messtechnik
Hierfür verwenden wir Messtaster, um wichtige Maße direkt nach der Bearbeitung in derselben Aufspannung zu messen. Dies ermöglicht ein Feedbacksystem, das Abweichungen durch Werkzeugverschleiß oder thermische Verformung korrigiert, bevor das Werkstück vollständig bearbeitet ist. Diese CNC-Bearbeitungstechnologie mit geschlossenem Regelkreis gewährleistet, dass jede Buchse den Vorgaben entspricht, garantiert präzise Fertigung und macht eine nachträgliche Sortierung überflüssig.
Geometrienkonsolidierung auf mehrachsigen Dreh-Fräszentren
Alle Dreh-, Fräs- und Bohrarbeiten werden in einem einzigen Spannvorgang auf unserem CNC-Bearbeitungszentrum mit zwei Spindeln und angetriebenen Werkzeugen durchgeführt. Dieses Verfahren eliminiert die Fehler, die beim Transport des Werkstücks zwischen verschiedenen Maschinen entstehen. Unsere fertige Buchse weist alle Merkmale mit präziser Positionierung auf, was eine perfekte Passung gewährleistet und die Leistungsfähigkeit unseres CNC-Bearbeitungsverfahrens unterstreicht.
Der entscheidende Vorteil unseres Produkts liegt im zugrundeliegenden Entwicklungsansatz. Dieser umfasst alle Entscheidungsprozesse, von der CNC-Bearbeitung mit Linearantrieb bis hin zur Integration in die Prozesssteuerung. Er bietet spürbare Vorteile, indem er die Ursache von Maßabweichungen behebt und perfekt austauschbare Buchsen ohne Anpassungskosten oder Verzögerungen in der Montage herstellt.

Wie können kundenspezifisch CNC-gefräste Buchsen die Lastverteilung in Robotergelenken verbessern?
Bei hochpräzisen Roboterbauteilen führt die ungleichmäßige Lastverteilung an Gelenkbuchsen zu Spannungskonzentrationen und damit zu erhöhtem Verschleiß. Die Herausforderung besteht darin, eine herkömmliche Bohrung in eine präzisionsgefertigte Lagerfläche umzuwandeln. Nachfolgend finden Sie Informationen zu unseren CNC-Bearbeitungsdienstleistungen und Oberflächenbearbeitungen, die optimale tribologische Eigenschaften für eine gleichmäßige Lastverteilung gewährleisten :
Von der maschinellen Bearbeitung bis zur Mikro-Oberflächentechnik
- Problem: Eine gewöhnliche Oberflächenbehandlung weist Mikroporen auf, die zu lokalem Druck führen .
- Unsere Vorgehensweise: Nach der Vorbearbeitung setzen wir ein spezielles Präzisionshonverfahren mit CNC-Bearbeitung ein.
- Ergebnis: Das Endprodukt ist ein gleichmäßiges Plateau mit geringer Oberflächenrauheit ( Ra ≤0,2µm ), das einen vollständigen Oberflächenkontakt bei kundenspezifisch CNC-gefrästen Buchsen gewährleistet.
Datengestützte Kalibrierung von Oberflächenbearbeitungsparametern
- Problem: Zufälliges Honen könnte die Bohrungsabmessungen beeinträchtigen.
- Unsere Maßnahme: Mithilfe gemeinsamer Simulationsdaten können wir die Parameter des Honwerkzeugs regulieren .
- Ergebnis: Bei dieser CNC-Bearbeitungstechnologie wird Material nur abgetragen, um die Oberflächenmorphologie zu optimieren, ohne die Zylindrizität oder Größe der Bohrung zu beeinträchtigen.
Leistungsüberprüfung mit Anwendungstests
- Problem: Die Oberflächenparameter sollten ein Indikator für die Leistungseffizienz sein.
- Unsere Vorgehensweise: Wir führen Verschleißsimulationen mit Hilfe einer robotergestützten Gelenkbelastungsmaschine durch.
- Ergebnis: Unsere Testergebnisse bestätigen die gesteigerte Effizienz unseres Verfahrens. Wir konnten die Gleichmäßigkeit der Lastverteilung um 25 % verbessern und bestätigen damit, dass unsere fortschrittlichen CNC-Bearbeitungstechniken für eine lange Lebensdauer sorgen.
Das oben genannte Verfahren stellt aufgrund der Integration von Simulation, kontrollierten CNC-Bearbeitungsvorgängen und praktischen Erkenntnissen ein tiefergehendes Konzept dar. Unser Wettbewerbsvorteil liegt in diesem Prozess, in dem wir Spannungsspitzen durch Tribologie anstatt durch geometrische Präzision minimieren. Dies führt zu einer 25%igen Verbesserung der Lastverteilung und verlängert somit die Lebensdauer der Verbindung.
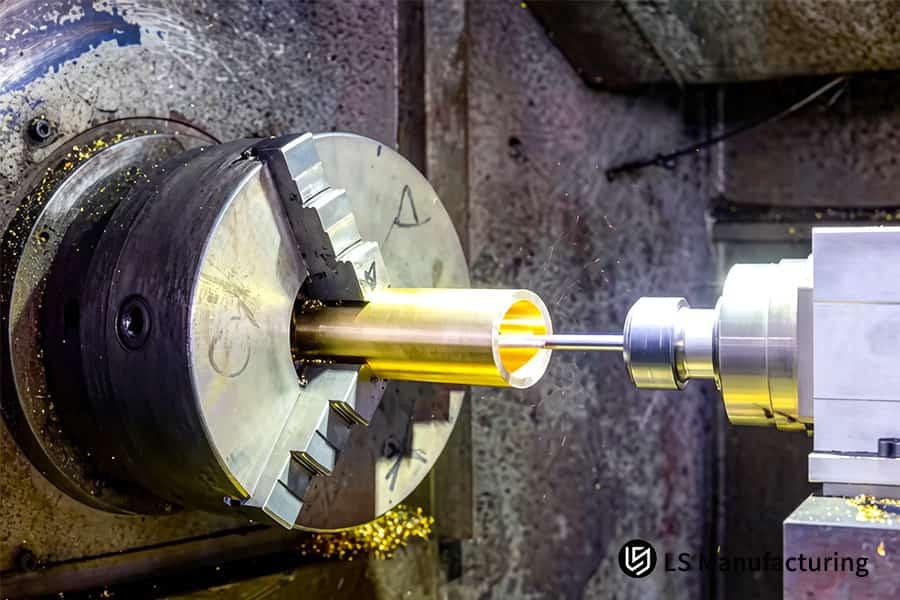
Abbildung 2: Herstellung von kundenspezifischen CNC-gefrästen Buchsen für Anwendungen in Kfz-Getriebesystemen mit hohem Verschleiß.
Was gewährleistet die geometrische Genauigkeit von kundenspezifischen Stahlbuchsen bei der Hochgeschwindigkeits-CNC-Bearbeitung?
Kundenspezifische Stahlbuchsen , insbesondere solche mit hohem Längen-Durchmesser-Verhältnis, neigen aufgrund der bearbeitungsbedingten Wärme zu geometrischen Verformungen. Diese Wärmeeinbringung verursacht lokale Ausdehnung und Spannungen, wodurch die kritische Zylindrizität beeinträchtigt wird. Dieses Dokument beschreibt detailliert eine Methode zur kontrollierten Wärmeführung bei der CNC-Bearbeitung kundenspezifischer Buchsen und erläutert die spezifischen technischen Entscheidungen, die die Zylindergenauigkeit auch in der Serienfertigung, selbst bei anspruchsvollen Bauteilen aus 4140-Legierungsstahl, gewährleisten.
| Technische Herausforderung | Unsere kontrollierte Aktion | Quantifiziertes Ergebnis |
| Bearbeitungsbedingte Wärmeansammlung | Um Kühlmittel zur Wärmeabfuhr in den Schneidbereich zu bringen, ist eine Hochdruckkühlung durch das Werkzeug ( mindestens 1000 psi ) erforderlich. | Verringert den Wärmeeintrag in das Bauteil um mehr als 40 % und verhindert so dessen Ausdehnung. |
| Werkzeugverschleiß erzeugt Reibungswärme | Nutzen Sie die Spindellastüberwachung, um steigende Widerstände zu erkennen und so die Werkzeuge automatisch umzuschalten. | Hilft dabei, eine konstante Schnittkraft aufrechtzuerhalten und so Wärmeschwankungen durch ein verschlissenes Werkzeug zu vermeiden. |
| Aufrechterhaltung der Dimensionsstabilität nach der Bearbeitung | Folgen Sie einer Reihe von präzisen CNC- Bearbeitungsvorgängen, bestehend aus Schrupp-, Vorschlicht- und Fertigbearbeitung mit modifizierten Einstellungen zur Spannungsreduzierung. | Erzeugt eine Zylindrizitätstoleranz von 0,005 mm für Bauteile, bei denen das L:D -Verhältnis größer als 3:1 ist. |
| Validierung des Wärmemanagementprozesses | Führen Sie eine CMM-Analyse der Ausgangsteile durch, gefolgt von einer Inline-Stichprobenahme, um die Prozessmessungen mit der Geometrie zu korrelieren. | Liefert empirische Daten, die die Stabilität des fortschrittlichen CNC-Bearbeitungsprozesses für die Serienfertigung bestätigen. |
Dies zeigt, dass geometrische Präzision bei schwierigen Werkstoffen von proaktiver Kühlung und nicht nur von präzisen Werkzeugwegen abhängt. Unsere fortschrittliche CNC-Bearbeitungstechnologie bekämpft die Ursache von Verformungen direkt durch Prozesssteuerungen wie Hochdruckkühlung, Überwachung und mehrstufige Bearbeitung. Für unsere Kunden gewährleistet dies die gleichbleibende Serienfertigung von kundenspezifischen Stahlbuchsen , die höchste geometrische Präzision erfordern, um Verformungen bei der Montage zu vermeiden.
Warum ist die CNC-Bearbeitung für kundenspezifische Buchsen der zuverlässigste Weg für nicht standardmäßige Bronzelegierungen?
Nicht standardmäßige Bronzelegierungen weisen zwei Probleme auf: hohe Materialhaftung an Schneidwerkzeugen und Kaltverfestigung, die zu Leistungseinbußen führt. In diesem Beitrag stellen wir ein innovatives CNC-Bearbeitungsverfahren für kundenspezifische Buchsen vor, das diese Probleme durch die Entwicklung geeigneter Werkzeuge und die Steuerung der Prozesse löst, sodass Geometrie und Materialeigenschaften erhalten bleiben.
Optimierte Werkzeuggeometrie zur Vermeidung von Aufbauschneiden
Wir verwenden Wendeschneidplatten mit extrem hohem Spanwinkel und hochscharfen, polierten Schneidkanten. Dadurch werden Schnittkräfte und Wärmeentwicklung reduziert, wodurch das Risiko des Anhaftens der Bronzelegierung am Werkzeug minimiert wird. Unsere CNC-Bearbeitungsstrategie ist somit stabil und gleichmäßig, die Oberflächenqualität bleibt erhalten und Ausrisse, die die Abmessungen unserer kundenspezifischen Bronzebuchsen beeinträchtigen würden, werden vermieden.
Maßgeschneiderte Schnittparameter und Wärmemanagement
Die Bearbeitung von Legierungen erfordert eine präzise Parametersteuerung. Wir setzen auf Hochgeschwindigkeitsschneiden mit geringer Schnitttiefe und hoher Spanabfuhr, um die entstehende Wärme mit dem Span abzuführen. Ergänzend wird diesem Prozess ein großzügiger Kühlmittelzulauf zugeführt, um die Restwärme abzuführen. Dadurch wird eine lokale Kaltverfestigung des Bronzelegierungsmaterials verhindert.
Strategische Bearbeitungsreihenfolge für komplexe Merkmale
Um komplexe Geometrien wie Ölnuten ohne Verzug und Kaltverfestigung zu bearbeiten, wird ein schrittweises Verfahren angewendet. Dabei wird die Ölnut nach dem Hauptdrehprozess axial in progressiven Tiefen bearbeitet. Hierfür kommen spezielle Formwerkzeuge mit speziell entwickelter Nutgeometrie als Teilschritt im CNC-Bearbeitungsprozess zum Einsatz.
Dieses Verfahren zeigt, dass die Bearbeitung von Speziallegierungen mehr metallurgische als mechanische Aspekte erfordert. Der Wettbewerbsvorteil liegt hier in der Kombination dreier Schlüsselfaktoren – Materialwissenschaft, Schneidwerkzeugtechnologie und präzise CNC-Bearbeitung – in einem einzigen technologischen Prozess. Wir gehen zwei Hauptprobleme – Adhäsion und Kaltverfestigung – direkt an, um kundenspezifische Bronzebuchsen mit garantierten Abmessungen und intakter metallurgischer Struktur herzustellen.

Abbildung 3: Hartlöten einer Buchse aus Kohlenstoffstahl zur Montage in Drehgelenke von Bau- oder Landwirtschaftsgeräten.
Welchen Nutzen haben kundenspezifische Zahnradbuchsen von der 5-Achs-CNC-Bearbeitung in der Luft- und Raumfahrtindustrie?
Die Konstruktion von Zahnrädern in der Luft- und Raumfahrtindustrie erfordert hochpräzise und leichte Bauteile. Daher müssen unter Umständen kundenspezifische Zahnradbuchsen mit komplexen inneren und äußeren Geometrien gefertigt werden. Besonders wichtig ist die Einhaltung der Positionstoleranzen zwischen spezifischen Merkmalen wie Innenverzahnungen und äußeren Befestigungslöchern , da diese durch Mehrpunktbearbeitung nicht erreicht werden können. Im Folgenden wird erläutert, wie 5-Achs-CNC-Bearbeitung dieses Problem lösen kann:
Beseitigung kumulativer Toleranzen durch Bearbeitung in einer einzigen Aufspannung
- Herausforderung: Vorrichtungen, die mehrmals versetzt werden müssen, erhöhen den Positionsfehler und beeinträchtigen die Präzision der Teileausrichtung .
- Unsere Vorgehensweise: Sobald das Rohmaterial auf der 5-Achs-Maschine montiert ist, werden alle Innenverzahnungen, Außenkonturen und seitlichen Anschlusslöcher in einem einzigen Arbeitsgang mittels CNC-Bearbeitung gefertigt.
- Ergebnis: Dies führt zu einer Reduzierung der Stapeltoleranzen um 40 % oder mehr, da alle Bearbeitungsvorgänge von einem einzigen Bezugspunkt aus durchgeführt werden, wodurch sichergestellt wird, dass die Teile perfekt ausgerichtet sind.
Komplexe Geometriebearbeitung für optimales Design
- Herausforderung: Komplexe organische Formen mit Hinterschneidungen oder zusammengesetzten Winkeln können nicht auf einer 3-Achs-Maschine hergestellt werden.
- Unsere Vorgehensweise: Wir nutzen die volle 5-Achsen-Interpolationsfähigkeit, um die organische Geometrie und die schrägen Löcher auszuschneiden.
- Ergebnis: Dies trägt zur Entwicklung topologieoptimierter, hochfester Geometrien bei, die leichter und gleichzeitig stärker sind, und erreicht somit das Hauptziel von Konstruktionen in Luft- und Raumfahrtqualität .
Werkstoffspezifische Bearbeitungsprotokolle für hochfeste Legierungen
Herausforderung: Bei der Bearbeitung gehärteter Legierungen wie 4340- oder 300M-Stahl können Spannungen und Erwärmung auftreten, die zu Verformungen führen können.
Unser Vorgehen: Wir nutzen spezielle Werkzeugwege mit kontinuierlichem Werkzeugkontakt und Kühlmittel unter Hochdruck. Die CNC-Bearbeitungsmöglichkeiten sind auf die metallurgischen Eigenschaften der jeweiligen Legierungen optimiert.
Ergebnis: Durch diesen kontrollierten Prozess der 5-Achs-CNC-Bearbeitung wird die Materialintegrität erhalten, thermische Verformungen werden vermieden und Teile mit der erforderlichen Dauerfestigkeitsspezifikation hergestellt.
Diese Methodik verdankt ihre Stärke der vollen Ausnutzung der kinematischen Möglichkeiten der 5-Achs-Maschinen , nicht nur für komplexe Konturen. Was uns auszeichnet, ist unsere einzigartige CNC-Bearbeitungsmethodik : Unsere Lösungen für Ausrichtungs- und Verformungsprobleme liegen im Bearbeitungsprozess selbst, indem wir Aufspannungen eliminieren und Spannungen während der Bearbeitung minimieren. Dadurch stellen wir sicher, dass unsere kundenspezifischen Getriebebuchsen den hohen Anforderungen von Flugzeuggetrieben gerecht werden.
Können kundenspezifische Stifte und Buchsen auch bei automatisierter Bearbeitung eine Millionengenauigkeit gewährleisten?
Die Fertigung eines exakten Einzelteils ist zwar wichtig, doch in der Serienproduktion verlagert sich der Fokus von der Herstellung des perfekten Einzelteils hin zur Gewährleistung der identischen Beschaffenheit des ersten und des millionsten individuell gefertigten Stifts und der Buchse . Im Folgenden beschreiben wir die Prozesse unseres automatisierten Systems, die die Chargenkonsistenz von einem bloßen Ziel zu einem messbaren Ergebnis machen. Wir erläutern, wie automatisierte CNC-Bearbeitung uns eine gleichbleibende Passgenauigkeit von 5–10 Mikrometern ermöglicht.
| Technischer Schwerpunktbereich | Unsere Umsetzungsstrategie | Quantifizierbares Ergebnis & Wirkung |
| Werkzeugverschleißkompensation in Echtzeit | Automatische Werkzeugvoreinstellgeräte überwachen den Verschleiß und leiten die Informationen über die Versätze direkt an die Maschinensteuerung weiter. | Bei der automatisierten CNC-Bearbeitung werden Werkstücke hergestellt, deren Durchmesser sich um nicht mehr als 5 Mikrometer unterscheiden. |
| Proaktive statistische Prozesskontrolle | Anhand von Prüfmustern werden die Bauteile während des Produktionsprozesses untersucht. Die Daten werden in Echtzeit an die SPC-Software übermittelt. | Diese CNC-Bearbeitungstechnologie ermöglicht ein präventives Eingreifen. Der Cpk-Wert ist immer größer als 1,67 . |
| Beseitigung von bedienerbedingten Abweichungen | Die Fertigung erfolgt in einer rund um die Uhr unbemannten Fertigungszelle mit automatischen Palettensystemen und Teilehandhabung. | Die CNC-Bearbeitungseinstellung für hohe Stückzahlen eliminiert jegliche manuelle Abweichung und gewährleistet so von Anfang bis Ende gleichbleibende Parameterbedingungen. |
| Verifizierung der geschlossenen Regelkreise in der Metrologie | Teile, die die Erstmusterprüfung und die Auditprozesse durchlaufen, werden mit Hilfe eines Koordinatenmessgeräts geprüft, wobei die Ergebnisse zu Validierungszwecken digital aufgezeichnet werden. | Damit ist der Kreislauf geschlossen und bestätigt, dass das im Präzisions-CNC-Bearbeitungsprozess erzeugte physische Ergebnis den Konstruktionsparametern entspricht. |
Millionengenaue Präzision ist kein bloßer Wunsch, sondern ein erprobtes System. Unsere Lösung zeichnet sich durch die nahtlose Integration von prozessbegleitender Messtechnik, automatisierter Kompensation und statistischer Überwachung in den CNC- Bearbeitungsprozess aus. Wir eliminieren Maßabweichungen durch einen selbstkorrigierenden Prozess und garantieren so für jedes Stift-Buchsen-Paar eine stabile Passung von 5–10 Mikrometern und absolute Chargenkonsistenz – ideal für geschäftskritische CNC-Fertigungsanwendungen mit hohem Durchsatz .

Abbildung 4: Bearbeitung einer hochpräzisen Bronzebuchse für Anwendungen in der Schwerindustrie, z. B. in der Verbindungstechnik oder Lagerung.
Warum ist die Auswahl hochpräziser CNC-Bearbeitungsdienste für kundenspezifische geteilte Buchsen im Vakuumeinsatz unerlässlich?
In Ultrahochvakuumumgebungen für Halbleiteranlagen sind die Dichtleistung und die minimale Ausgasung von kundenspezifischen geteilten Buchsen von entscheidender Bedeutung. Unvollkommene Passflächen oder verunreinigte Materialien können zu Gasquellen werden und die Vakuumintegrität beeinträchtigen. Dieses Dokument beschreibt detailliert die spezialisierten CNC-Bearbeitungsdienstleistungen und Hybridverfahren, die erforderlich sind, um die notwendige geometrische Genauigkeit und Oberflächenreinheit zu erreichen.
Präzisionsbearbeitung für eine hermetische geteilte Schnittstelle
Das Bauteil wird zunächst spannungsfrei mittels Drahterodieren getrennt. Anschließend werden die getrennten Teile einem präzise gesteuerten Feinfräsprozess mit CNC-Bearbeitungstechniken unterzogen. Beide Oberflächen weisen die erforderliche Ebenheit und Oberflächenrauheit auf, wodurch eine perfekt hermetische Verbindung zwischen den Metallen entsteht.
Oberflächentechnik für extrem geringe Ausgasung
Alle funktionalen Oberflächen werden mittels eines optimierten CNC-Bearbeitungsverfahrens veredelt, um eine sehr glatte Oberfläche ( Ra < 0,4 µm ) zu gewährleisten. Dadurch wird die Oberfläche, die Gasmoleküle adsorbieren kann, reduziert. Anschließend durchlaufen die Bauteile ein spezielles Vakuumausheiz- und Passivierungsverfahren. Sie sind gemäß ASTM E595 zertifiziert und weisen einen TML-Wert von unter 1,0 % und einen CVCM-Wert von unter 0,1 % auf.
Materialintegrität und prozesskontrollierte Fertigung
Für die Vakuumbearbeitung werden Legierungen wie Edelstahl 316L verwendet. Bei der mehrachsigen CNC-Bearbeitung von Bohrungen und Profilen setzen wir Hochdruckkühlmittel und optimierte Werkzeugwege ein, um Überhitzung zu vermeiden. Dadurch wird die Bildung einer dünnen Schmierschicht verhindert, die unter Umständen Gase freisetzen könnte. So bleiben die von Natur aus geringen Ausgasungseigenschaften des Materials erhalten.
Wir haben ein hybrides Fertigungssystem mit speziellen Vakuumkontrollverfahren entwickelt, das die Herstellung perfekter Schnittstellen und inerter Oberflächen ermöglicht. Unser Alleinstellungsmerkmal liegt in der CNC-Bearbeitungstechnologie , die Dichtungs- und Kontaminationsprobleme direkt an der Wurzel behebt. Das Verfahren stellt sicher, dass die Buchse selbst niemals zu einer Ausgasungsstelle wird und gewährleistet so die optimale Leistung der empfindlichen Halbleiteranlagen .
Fallstudie: LS Manufacturing – CNC-Projekt für kundenspezifische Buchsen aus Edelstahl 316L für medizinische Geräte
Einer der führenden Hersteller von Medizinprodukten stieß bei einem seiner minimalinvasiven Operationsgeräte auf gravierende Mängel. Ursache waren Grate an den kundenspezifisch gefertigten Buchsen aus Edelstahl 316L. Das Problem wurde auf unzureichende CNC-Bearbeitung zurückgeführt, was zu Funktionsstörungen des Geräts und einer Ausschussquote von 12 % führte.
Herausforderung für den Kunden
Das Bauteil war eine Führungsbuchse aus Edelstahl 316L mit einer Bohrung von Ø 2,5 mm , die eine Oberflächenrauheit von Ra 0,4 µm und absolute Entgratung erforderte. Im Verfahren des vorherigen Lieferanten bildeten sich Grate am Rand der Bohrung, was zu Blockierungen des Instruments während der Bewegung führte. Dies hatte eine Ausfallrate von 12 % im Feld, Nacharbeiten, Verzögerungen und negative Auswirkungen auf die Patientenversorgung und den Markteintritt zur Folge.
LS Fertigungslösung
Die präzise CNC-Bearbeitung wurde durch zwei bahnbrechende Innovationen ermöglicht, die den Prozess maßgeblich zum Erfolg führten. Erstens wurde der Werkzeugweg für die Schlichtbearbeitung der Bohrung neu gestaltet, um ein spezielles Mikrokorn-Hartmetallwerkzeug mit einer Drehzahl von 18.000 U/min und einem geringen Vorschub einzusetzen. Dasfortschrittliche CNC-Bearbeitungsverfahren erzielte eine exzellente Oberflächenqualität. Zweitens wurde ein innovatives Mikroabrasiv-Fließpolierverfahren für die Bohrungskante entwickelt. Abschließend wurden alle Teile mittels Koordinatenmessmaschine (KMM) auf Kantengeometrie geprüft, um jegliche Grate zu entfernen.
Ergebnisse und Wert
Die gewählte Lösung ermöglichte eine Erstausbeute von 99,8 % . Während des gesamten Projekts traten keine durch Grate verursachten Bauteilausfälle auf. Alle biologischen Tests wurden problemlos abgeschlossen. Durch die zuverlässige Fertigung der Komponenten konnten wir die Effizienz der Endmontage unseres Kunden um 30 % steigern, da alle Passprobleme beseitigt wurden. Dies trug zur Senkung der Gesamtbetriebskosten bei und bildete die Grundlage für eine langfristige strategische Partnerschaft im Bereich der hochpräzisen CNC-Bearbeitung von Bauteilen .
Diese Fallstudie zeigt, dass ein datengetriebener, prozessorientierter Ansatz zur Lösung komplexer Fertigungsprobleme unerlässlich ist. LS Manufacturing setzt insbesondere bei der CNC-Bearbeitung spezialisierte Werkzeugwege, kontrollierte Nachbearbeitungen und 100% ige Messtechnik ein, um zertifizierte Qualitätsteile zu liefern. Mit uns können Sie kritische Qualitätsfaktoren ganz einfach in die Prozessergebnisse integrieren, anstatt sie als Prüfverfahren zu betrachten.
Wünschen Sie sich eine 30 % schnellere Montage? Lassen Sie uns Ihr strategischer Partner für makellose medizinische Buchsen sein.

Häufig gestellte Fragen
1. Warum ist LS Manufacturing die bevorzugte Wahl für die Herstellung von kundenspezifischen Buchsen in OEM-Projekten?
Neben unserem hochentwickelten Arsenal an 5-Achs-CNC-Maschinen verfügen wir über Prozess-Dashboards, die auf SPC-Statistiken basieren und eine gleichbleibende Genauigkeit von ±0,005 mm für Chargen mit Millionen von Teilen gewährleisten.
2. Können Sie die Prototypenfertigung in Kleinserien für kundenspezifische, CNC-gefräste Buchsen übernehmen?
Selbstverständlich. LS Manufacturing verfügt über eine separate Abteilung für Rapid Prototyping, die präzise kundenspezifische Aufträge von einem bis zu zehn Stück innerhalb von 3-5 Tagen nach Freigabe der Zeichnungen abwickeln kann.
3. Wie stellen Sie die Langlebigkeit von kundenspezifischen Stahlbuchsen bei Anwendungen mit hoher Beanspruchung sicher?
Durch eine tiefe Aufkohlung und Abschreckung ( bis zu 1,5 mm Tiefe ) in Verbindung mit Schleifen können wir eine Stoßfestigkeit von bis zu 50 Tonnen erreichen, ohne dass es zu Abplatzungen an der Oberfläche der Buchsen kommt.
4. Wie hoch ist die typische Mindestbestellmenge für kundenspezifische Bronzebuchsen mit hohen Präzisionsanforderungen?
Bezüglich unserer Mindestbestellmenge (MOQ) verfolgen wir bei der Betreuung unserer B2B-Kunden einen flexiblen Ansatz. Normalerweise gibt es während der Prototypenentwicklung keine Mindestbestellmenge, und wir können die Lieferungen während der Serienproduktion entsprechend Ihrem jährlichen Produktionsplan in Phasen aufteilen.
5. Kann LS Manufacturing bei der Optimierung der Materialauswahl für kundenspezifische Getriebebuchsen helfen, um Geräusche zu reduzieren?
Selbstverständlich. Unsere Ingenieure analysieren den Drehmomentbedarf Ihres Getriebes und schlagen Ihnen anschließend vor, Metallteile durch selbstschmierende Verbundwerkstoffe zu ersetzen. Dadurch würde das Getriebegeräusch um mehr als 15 dB reduziert.
6. Wie begegnet die CNC-Bearbeitung von kundenspezifischen Buchsen den Herausforderungen, die mit dünnwandigen Teilen verbunden sind?
Wir verwenden eine von uns selbst entwickelte hydraulische Spanntechnik und mehrstufige Bearbeitungskompensationsmethoden, um die Werkstücke auch bei extrem dünnen Wänden, wie z. B. 0,5 mm , vor elastischer Verformung zu schützen.
7. Entsprechen Ihre maßgefertigten Bolzen und Buchsen den internationalen Umweltauflagen?
Absolut. Wir gewährleisten die vollständige Rückverfolgbarkeit all unserer Rohstoffe und können Ihnen die vollständigen Berichte über die Konformität der chemischen Zusammensetzung, einschließlich, aber nicht beschränkt auf die RoHS- und REACH-Standards, zur Verfügung stellen.
8. Wie kann ich innerhalb von 24 Stunden ein genaues Angebot für CNC-Bearbeitungsdienstleistungen erhalten?
Fügen Sie einfach Ihre STP- oder PDF-Zeichnungen bei und beschreiben Sie das geplante Anwendungsszenario; dann erhalten Sie vom technischen Angebotsteam von LS Manufacturing innerhalb von 24 Stunden ein formelles Angebot für die CNC-Bearbeitung .
Zusammenfassung
Die Leistungsfähigkeit einer Buchse hängt maßgeblich von der Expertise in der CNC-Bearbeitung ab. Dank fundierter Ingenieurskenntnisse bietet LS Manufacturing eine umfassende Servicekette, die von der präzisen Materialprüfung bis zur strengen digitalen Prozesskontrolle reicht. Dieser integrierte Ansatz gewährleistet, dass jedes Bauteil höchste Ansprüche an Präzision, Langlebigkeit und Leistung erfüllt.
Sie möchten Ihr Projekt mit höchsten Toleranzen mit höchster Präzision realisieren? Laden Sie noch heute Ihre Zeichnungen hoch und erhalten Sie kostenlose Expertenempfehlungen zur Optimierung Ihrer Bearbeitungswege direkt von den erfahrenen Ingenieuren von LS Manufacturing. Klicken Sie jetzt, um Ihre Dateien einzureichen und ein detailliertes, auf Ihre Spezifikationen zugeschnittenes Angebot zu erhalten, oder kontaktieren Sie unsere Experten, um Ihre Anforderungen an die CNC-Bearbeitung zu besprechen.
Montageprobleme vermeiden. Toleranzen von ±0,005 mm für 100 % austauschbare, CNC-gefräste Buchsen erreichen.
📞Tel.: +86 185 6675 9667
📧E-Mail: info@lsrpf.com
🌐Website: https://lsrpf.com/
Haftungsausschluss
Die Inhalte dieser Seite dienen ausschließlich Informationszwecken. LS Manufacturing übernimmt keine Gewähr für die Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es kann nicht davon ausgegangen werden, dass ein Drittanbieter oder Hersteller über das LS Manufacturing-Netzwerk Leistungsparameter, geometrische Toleranzen, spezifische Konstruktionsmerkmale, Materialqualität und -art oder Verarbeitung bereitstellt. Dies liegt in der Verantwortung des Käufers. Fordern Sie ein Teileangebot an. Geben Sie bitte Ihre spezifischen Anforderungen für diese Abschnitte an. Kontaktieren Sie uns für weitere Informationen .
LS-Fertigungsteam
LS Manufacturing ist ein branchenführendes Unternehmen mit Fokus auf kundenspezifische Fertigungslösungen. Wir verfügen über mehr als 20 Jahre Erfahrung und betreuen über 5.000 Kunden. Unsere Schwerpunkte liegen auf hochpräziser CNC-Bearbeitung, Blechbearbeitung , 3D-Druck , Spritzguss , Metallstanzen und weiteren Komplettlösungen für die Fertigung.
Unser Werk ist mit über 100 hochmodernen 5-Achs-Bearbeitungszentren ausgestattet und nach ISO 9001:2015 zertifiziert. Wir bieten unseren Kunden in über 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ob Kleinserien oder kundenspezifische Großprojekte – wir erfüllen Ihre Anforderungen mit schnellster Lieferzeit innerhalb von 24 Stunden. Entscheiden Sie sich für LS Manufacturing. Das steht für Effizienz, Qualität und Professionalität.
Mehr erfahren Sie auf unserer Website: www.lsrpf.com .


