EV-Blechfertigungsservice ist ein hochpräziser Blechbearbeitungsservice im Bereich Elektrofahrzeuge. Schweißverformung und Dichtungsversagen von Strombatteriekästen sind zwei Hauptprobleme, die dieser Service angehen soll. Der Austausch des Materials durch AL5052-H32 und die Verwendung von Laser-CMT-Verbundschweißen kann dazu führen, dass die Wärmeverformung beim Schweißen weniger als 40 % beträgt.
Durch die Erreichung der Stanztoleranz von Cpk>1,33 verfügen die technischen B2B-Lösungen für die Automobilzulieferkette über die Schutzart IP67. Der Power-Batteriekasten ist das wichtigste Sicherheitsfach und es ist sehr unwahrscheinlich, dass herkömmliche Verfahren die Anforderungen erfüllen können. In diesem Artikel werden die wichtigsten Prozesse zur Vermeidung von Produktionsfehlern analysiert.

Kurzer Überblick über die wichtigsten Schlussfolgerungen bei der Herstellung von Blechen für Batteriekästen von Elektrofahrzeugen
Diese Tabelle fasst die Kerntechnologien und -lösungen im gesamten Artikel zusammen, was ein schnelles Verständnis wichtiger Informationen erleichtert und die Effizienz der Entscheidungsfindung verbessert.
| Kernabmessungen | Optimale Lösung | Schlüsselparameter | Kundenvorteile |
| Materialauswahl | AL5052-H32 + Laser-CMT-Verbundschweißen | Verformung durch Schweißwärme um über 40 % reduziert. | Reduziert die Ausschussrate und verkürzt den Lieferzyklus. |
| Versiegelung | Präzises Stempeln + dynamisches Spenden | Cpk>1,33, Ebenheit ≤0,1 mm/100 mm | Gewährleistet die Wasserdichtigkeitsklasse IP67 und vermeidet Auslaufen. |
| Qualitätskontrolle | Helium-Massenspektrometrie-Leckerkennung + KMG-Inspektion | Leckerkennungsrate 1,0×10⁻⁵ mbar·l/s, Toleranz ±0,05 mm | Mindert Risiken bei der Massenproduktion und gewährleistet Produktkonsistenz. |
| Leichtgewichtung | 3D-Präzisionsformung + Reduzierung der Wandstärke | Wandstärke um 15 % reduziert, Konturgenauigkeit ±0,15 mm. | Reduziert das Gesamtgewicht des Fahrzeugs und verbessert die Reichweite. |
| Kostenkontrolle für kleine Chargen | Weiche Formgebung + Laserschneiden | Lieferung des ersten Stücks in 7 Tagen, keine Hartformgebühr. | Reduziert F&E-Kosten und beschleunigt den Projektfortschritt. |
Wichtige Erkenntnisse:
- Materialauswahl: Es ist möglich, die thermischen Schweißverformungen durch AL5052-H32 mit Laser-CMT-Verbundschweißen um 40 % oder mehr zu reduzieren.
- Versiegelung: Ein Akkupack, der die Wasserdichtigkeitsklasse IP67 erreicht, kann durch eine präzise Stempeltoleranz gewährleistet werden, die strikt auf dem Niveau von Cpk > 1,33 eingehalten wird.
- Qualitätskontrolle: Die Durchführung einer Helium-Massenspektrometrie-Leckerkennung (100 %) online und die Prüfung geometrischer Toleranzen mit Koordinatenmessgeräten (CMM) sind zwei der unverzichtbaren Vorgänge, um die Risiken in der Massenproduktion zu kontrollieren.
Warum sollten Sie den kundenspezifischen EV-Blechdienstleistungen und dem Know-how bei der Herstellung von Batteriegehäusen von LS Manufacturing vertrauen?
Die wichtigsten Überlegungen bei der Suche nach einem Partner für die Blechbearbeitung sind dessen Fähigkeit, Ihre Schwachstellen anzugehen, und seine Qualifikation zur Einhaltung der Vorschriften. Aufgrund unserer Erfahrungen aus erster Hand und strenger Standards sind wir als langfristiger Lieferant für Tier-1-Kunden anerkannt. Wir haben das Problem der Luftdichtheit aufgrund von Schweißverzug in europäischen Elektrobus-Batteriepaketprojekten behoben und befolgen kontinuierlich die Anforderungen von IATF 16949:2016 und ISO 26262 ASIL-B.
In der Vergangenheit haben wir bei der Bestätigung von Schweißprozessen für nordamerikanische Fahrzeughersteller mit neuer Energie entdeckt, dass eine herkömmliche MIG-Schweißung zu einer Verformung von 0,8 mm führt, wohingegen Laser-CMT-Hybridschweißen die Verformung auf 0,2 mm reduzieren konnte, was den IP67-Kriterien entspricht. Jeder Parameter des Verfahrens wird auf der Grundlage Tausender Experimente ermittelt, und wir werden von APQP und PPAP unterstützt, um die Automobilstandards sicherzustellen.
Wir arbeiten seit langem mit SGS zusammen und die Metallteile von Elektrofahrzeugen werden von Dritten getestet und liefern MTR- und Spektralanalyseberichte. Diese Verbindung von tatsächlichen Tests, Konformität und Bestätigung durch Dritte befreit die Kunden von ihren Qualitätssorgen und verringert das Lieferrisiko.
Wenn Sie mit Problemen bei der Herstellung von Batteriepacks zu kämpfen haben, kontaktieren Sie unsere technischen Experten für eine kostenlose DFM-Bewertung. Wir bieten maßgeschneiderte Lösungen für die Blechfertigung, die auf Ihre Projektanforderungen zugeschnitten sind und Ihnen dabei helfen, über 95 % der Herstellungsfehler im Voraus zu vermeiden.

Wie kann ein Hersteller von kundenspezifischen Batteriegehäusen das Strukturgewicht minimieren, ohne die Sicherheit bei Fahrzeugunfällen zu beeinträchtigen?
Ein professioneller Hersteller kundenspezifischer Batteriegehäuse setzt zunächst hochfeste 3D-Präzisionsformung aus Aluminiumlegierung ein, wodurch die Wandstärke um 15 % verringert werden kann. Gleichzeitig führen sie Seitensäulenaufpralltests, Extrusionstests und mehrachsige Präzisionsbiegungen durch, um die Rückfederung zu kontrollieren. Dadurch ist es ihnen trotz hoher Steifigkeit und leichtgewichtigem Design gelungen, die Gewichtsreduzierung des Fahrzeugs mit der Beibehaltung der Sicherheit des Fahrzeugs in Einklang zu bringen.
Materialverfestigung und Rückfederungskontrolle
Je nach Kaltverfestigungsgrad der verschiedenen Materialien, die durch Kaltprägen verarbeitet werden, wird der Effekt der Gewichtsreduzierung beeinflusst. Hauptpunkte der Materialauswahl sind:
- AL5052-H32 Aluminiumlegierung: Zugfestigkeit erreicht 230 MPa, Kaltverfestigungsindexn=0,25, Härteanstieg nach dem Kaltprägen beträgt 15 %–20 %, gute Leistung für dünnwandige Umformung, Rückfederung ist bis zu kontrollierbar 3°, passend für verschiedene Arten von kundenspezifischen Blechteilen.
- Hochfester Stahl: Zugfestigkeit 350 MPa, sehr schnelle Kaltverfestigungsgeschwindigkeit, was zu hohen Umformschwierigkeiten führt, die Rückfederung kann 5°-8° erreichen, was bedeutet, dass zusätzlicher Rückfederungsausgleich erforderlich ist, um EV-Blechumformung gut.
- Ansatz zur Rückfederungskompensation: Es nutzt die Laser-Winkelkompensationstechnologie, um eine voreingestellte Biegewinkelabweichung zu erzeugen, und in Kombination mit einer Präzisionsbiegemaschine kann eine lokale Konturgenauigkeit von 0,15 mm erreicht werden, die vollständig mit den Konstruktionszeichnungen übereinstimmt und keine sekundären Korrekturen erforderlich sind.
Vergleich des Formprozesses und Überprüfung der Kollisionsleistung
Die Spannungsverteilung des Akkupacks bei Kollision variiert erheblich je nach Formprozess. Spezifische Daten sind wie folgt:
| Formprozess | Tragfähigkeit der seitlichen Extrusion | Stresskonzentrationspunkt | Leichtigkeitseffekt | Kollisionserfolgsrate |
| Traditionelle geschweißte Box | 160kN | Schweißverbindung | 1,5 mm Wandstärke, Gewichtszunahme 12 % | 88 % |
| Integrierte Deep Drawing Box | 220kN | Ecke | 1,2 mm Wandstärke, Gewichtsreduzierung 15 % | 99,5 % |
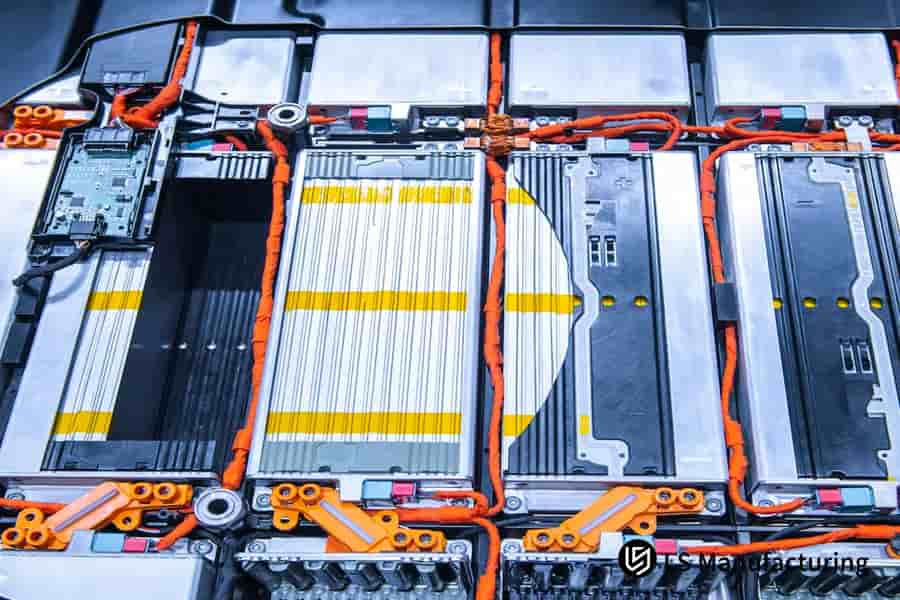
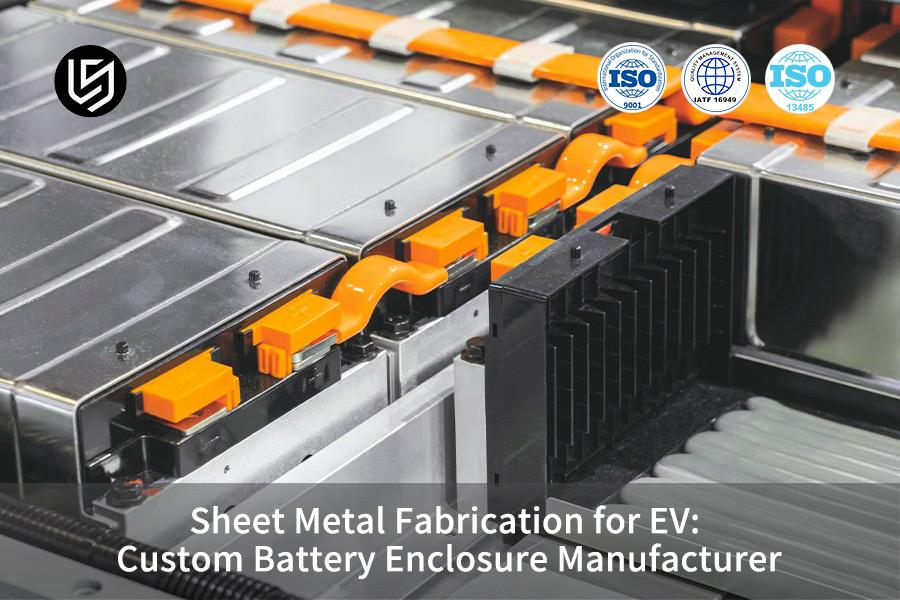
Abbildung 1: Nahaufnahme der zusammengebauten Batteriemodule mit Kabeln in einem maßgeschneiderten EV-Batteriegehäuse.
Welche Rohstoffwahl optimiert die Wärmeleitfähigkeit für Anbieter von EV-Blechbearbeitungsdienstleistungen?
Zuverlässiger EV Blechfertigungsdienst konzentriert sich stets auf die hohe Wärmeleitfähigkeit und Korrosionsbeständigkeit der Legierungen AL3003 und AL5052, da diese Eigenschaften dazu beitragen, die beim Laden und Entladen des Batteriemoduls erzeugte Wärme effizient abzuleiten. Eine Möglichkeit, die Wärmeableitung zu verbessern, besteht darin, die Kornorientierung des Metalls anzupassen. Die Wahl des Materials ist der direkteste Faktor, der sich auf die Lebensdauer und Sicherheit einer Batterie auswirkt.
Vergleich der Kernmaterialeigenschaften
Die Parameter verschiedener Rohstoffe unterscheiden sich recht drastisch. Sie können die folgende Tabelle als unkomplizierten Leitfaden für die Auswahl von Materialien verwenden, die sich auch sehr gut für Blechbearbeitung von Batterie-Operationen eignen.
| Materialtyp | Wärmeleitfähigkeit (W/(m·K) | Zugfestigkeit (MPa) | Leistung des Salzsprühtests | Anwendbare Szenarien | Elektrische Leitfähigkeit (S/m) |
| AL3003 | 190 | 150 | 720 Stunden kein Rotrost | Batteriekastenbasis (flüssigkeitsgekühlte Platte integriert) | 3,7×10⁷ |
| AL5052-H32 | 170 | 230 | 1000 Stunden kein Rotrost | Obere Abdeckung des Batteriekastens, Seitenwand | 3,2×10⁷ |
| SPCC kaltgewalzter Stahl | 50 | 300 | 480 Stunden kein Rotrost | Nicht zum Kern gehörende tragende Komponente | 7,0×10⁷ |
| AL6061 | 160 | 310 | 800 Stunden kein Rotrost | Batteriekastenhalterung | 3,0×10⁷ |
Materialanwendung und Qualitätssicherung
Die Basis des Batteriekastens der flüssigkeitsgekühlten integrierten Batterie besteht hauptsächlich aus der AL3003-Legierung. Die hervorragende Wärmeleitfähigkeit dieses Materials ermöglicht eine sehr schnelle Wärmeableitung. Darüber hinaus wird durch hochpräzise Formtechnologie der Ebenheitsfehler auf 0,1 mm kontrolliert. Blech für Batteriegehäuse zeichnet sich durch eine gute Wärmeleitfähigkeit und Korrosionsbeständigkeit aus. AL5052-H32 ist zur Hauptkomponente geworden, die die Standards zur Blechtoleranzkontrolle erfüllt.
Als professioneller Dienstleister für die Blechfertigung von Elektrofahrzeugen liefern wir vollständige MTR- und Spektralanalyseberichte. Rohstoffe werden strengen Prüfungen unterzogen. Untersuchungen zeigen, dass die richtige Materialauswahl die Wärmeableitungsfunktion eines Batteriemoduls um 25 % steigern und zu einer längeren Lebensdauer des Batteriemoduls von über drei Jahren führen kann.
Sie können unser Materialauswahlhandbuch herunterladen, wenn Sie eine gute Vorstellung von der Leistung und den Kosten verschiedener Materialien haben möchten. Zögern Sie nicht, unsere Ingenieure für eine kostenlose Beratung zur Materialauswahl zu kontaktieren, um Ihre Projektanforderungen perfekt zu erfüllen.
Wie steuert Laserschweißen die Dichtungsleistung bei komplexen Herstellungsprozessen von Batteriekästen für Elektrofahrzeuge?
Für eine qualitativ hochwertige Fertigung von Batteriekästen für Elektrofahrzeuge verwenden wir einen 3-kW-6-kW-Faserlaser plus ein robotergestütztes 3D-Schweißsystem für eine sehr hohe Effizienz beim Schweißen und reduzieren den Wärmeeintrag auf nur 30 % des herkömmlichen MIG-Schweißens, was auch zur Beseitigung der Porosität und letztendlich zu einer Beeinträchtigung der IP67-Dichtung führt. Der Schlüssel liegt in der strengen Steuerung des Wärmeeintrags während des Schweißens, um Defekte zu vermeiden.
Kernschweißprozessparametersteuerung
Die Abdichtung hängt in hohem Maße von der genauen Einstellung der Schweißparameter ab. Hier ist der Hauptparameterbereich:
- Laserleistung: 3kW-6kW, die Leistung wird je nach Blechdicke geändert. Die Leistung von 4 kW eignet sich sehr gut für 1,2 mm dickes AL5052-Blech, da es den besten Schweißeffekt erzielt.
- Schweißgeschwindigkeit: 2,5–3,5 m/min. Bei sehr hohen Schweißgeschwindigkeiten kann es zu einer unvollständigen Durchdringung kommen, umgekehrt ist eine extrem niedrige Geschwindigkeit die Ursache für thermische Verformung. 2,8 m/min ist die beste Geschwindigkeit.
- Schutzgas: 99,999 % hochreines Argongas, seitlicher Schutzluftstrom von 5–8 l/min schützt den Schweißbereich effektiv vor Oxidation und hilft, Porosität zu verhindern.
- Werkzeuge und Vorrichtungen: Vollautomatische, pneumatische, starre 12-Punkt-Ausrichtvorrichtung mit synchronem Verriegelungsdruck von 0,3–0,5 MPa Schweißverformungsbegrenzung und Ebenheitsgarantie nach dem Schweißen von 0,2 mm.
Schweißqualitätskontrolle und Fehlerbeseitigung
Das Schweißen dünnwandiger Batteriewannen kann leicht zum „Zusammenbruch des Schmelzbades“ führen. Hier sind zwei einfache Methoden, mit denen wir das Problem vollständig lösen können:
0,1-mm-Laserfokussteuerung und ein Online-Schweißverfolgungssystem. Nach dem Schweißen erfolgt eine doppelte Qualitätskontrolle durch zerstörungsfreie Prüfung und Helium-Massenspektrometrie-Leckerkennung, um sicherzustellen, dass die Schweißnaht frei von Rissen und Porosität ist, was eine weitere Qualität des Blechschweißens darstellt.
Exklusiver Tipp zur Fehlerbehebung: Wenn beim Schweißen Mikroporosität auftritt, kann eine leichte Erhöhung der Argongasdurchflussrate auf 7 l/min und eine Verringerung der Schweißgeschwindigkeit um 0,2 m/min nicht nur Fehler schnell beseitigen, sondern auch Ausschuss vermeiden.

Abbildung 2: Laserschweißkopf erzeugt Funken auf einem Batteriemodul zum Versiegeln.
Warum definieren strenge IP67-Abdichtungsstandards die Anforderungen für die kundenspezifische Produktion von Batteriegehäuseblechen neu?
Um die IP67- und sogar IP69K-Standards zu erfüllen, muss die Ebenheit der Batteriegehäuseblech-Dichtungsfläche weniger als 0,1 mm pro 100 mm betragen. Um diese Kernanforderung an die Batteriesicherheit zu erfüllen, wir setzen auf kontinuierliches CNC-Stanzen und hochpräzises Oberflächenschleifen, um die Abmessungen der Klebenut stabil zu halten.
Kumulative Toleranzkontrolle und Strukturoptimierung
Die Dichtung des Batteriekastens könnte durch die akkumulierten Toleranzen der Passflächen beeinträchtigt werden. Wir schaffen dies durch:
- Einsatz der Finite-Elemente-Analyse (FEA) zur Modellierung der leichten elastischen Verformung des Blechflansches, die durch das Anzugsdrehmoment hervorgerufen wird, und Anpassung der Verformungskompensation. Dadurch wird gewährleistet, dass die Ebenheit nach dem Anziehen immer noch der Norm entspricht und für den Blechpräzisionsbiegeprozess geeignet ist.
- Die Toleranzen für das kontinuierliche CNC-Stanzen liegen bei 0,05 mm. Nach dem hochpräzisen Oberflächenschleifen wird die Rauheit der Dichtoberfläche auf Ra 0,8–Ra 1,6 eingestellt, was die Haftung des Dichtstreifens unterstützt.
- Die Maßtoleranz der Spendenut ist auf 0,1 mm festgelegt, die Spendebreite liegt bei 5–8 mm, die Kompression des Klebestreifens beträgt 30–40 % und der Bolzenabstand beträgt 50–70 mm, alles trägt zu einer gleichmäßigen Abdichtung bei.
Zusammenhang zwischen Oberflächenrauheit und Versiegelungsleistung
Die Oberflächenrauheit hat direkten Einfluss auf die Klebekraft des Dichtungsstreifens. Unsere Messdaten lauten wie folgt:
| Oberflächenrauheit (Ra) | Klebkraft des geschäumten Silikons (N/m) | Klebkraft des EPDM-Dichtungsstreifens (N/m) | Bestehensquote des IP67-Dichtungstests |
| 0,8 | 180 | 165 | 98,5 % |
| 1.2 | 220 | 200 | 99,8 % |
| 1.6 | 190 | 175 | 99,2 % |
| 2.0 | 150 | 140 | 95,3 % |
Welche technischen Faktoren beeinflussen direkt die strukturellen Toleranzen bei der Blechfertigung für EV-Projekte?
Die verschiedenen Faktoren, die zur Toleranzkontrolle bei der großen Blechfertigung für EV-Projekte beitragen, sind etwa der Abstand zwischen Stanzformen, Laserbiegen mit Winkelausgleich, Sekundärpositionierung während der Bearbeitung und so weiter. Wir legen die Toleranzen unserer Schlüssellöcher auf 0,05 mm fest. Dies hat direkten Einfluss auf die Montagegenauigkeit und die Qualität der Massenproduktion.
Kerntechnische Faktoren, die sich auf die Toleranz auswirken
Die Fähigkeit der Produktion, die Toleranzen stabil einzuhalten, hängt bei der Massenproduktion hauptsächlich von drei Hauptfaktoren ab.
- Stanzwerkzeug-Abstand: Der Abstand wird auf angemessene Werte für die Dicke des Materials festgelegt. Im Fall von AL5052-Blech (1,2 mm dick) beträgt der Matrizenabstand beispielsweise 0,12 bis 0,15 mm. Dies geschieht, um die Bildung von Graten und Verformungen zu verhindern, was dann dazu beiträgt, die Maßhaltigkeit der gestanzten Teile zu erreichen und die Kriterien für das hochpräzise Blech zu erfüllen Metall.
- CNC-Biegekompensation: Dies erfolgt mithilfe einer Laser-Winkelkompensation. Unter Berücksichtigung des Biegewinkels und der Materialeigenschaften wird ein auf 0,5°-1° voreingestellter Kompensationsbetrag verwendet, um den Rückfederungsfehler zu kontrollieren und auf diese Weise die Biegegenauigkeit sicherzustellen.
- Sekundäre Präzisionspositionierung: Das Bearbeitungszentrum verfügt über ein CCD-Vision-Positionierungssystem mit einer Positionierungsgenauigkeit von 0,02 mm.
Vergleich von Formprozess und Toleranzstabilität
Wenn es darum geht, die Cpk-Werte des Lochabstands während der Massenproduktion aufrechtzuerhalten, variiert die Fähigkeit stark zwischen Einzelstationswerkzeugen und Folgeverbundwerkzeugen.
| Der Prozess | Cpk-Wert des Lochabstands (Massenproduktion) | Toleranzschwankungsbereich | Geeignete jährliche Ausgabe | Wartungskosten |
| Einzelstationsmatrize | 1.0-1.2 | ±0,08 mm | Unter 500 Stück | Unten |
| Progressive Stanze | 1,33-1,67 | ±0,03 mm | Über 5000 Stück | Höher |
Jede Charge enthält SPC-Kontrollkarten zur Verfolgung von Toleranzänderungen. Hierbei wird die Formel „Einzelchargen-Toleranzschwankungskosten = Ausschussrate-Stückkosten-Batch-Ausgabe“ verwendet. Eine strengere Kontrolle senkt die Ausschussraten auf unter 0,5 % und senkt die Gesamtkosten spürbar.
Wie können OEMs hohe Werkzeugkosten bei der Beschaffung kundenspezifischer EV-Blechdienstleistungen in kleinen Stückzahlen vermeiden?
Wenn es um Forschung, Entwicklung oder Kleinserien-Pilotproduktion von kundenspezifischem EV-Blechservice geht, wäre die optimale Lösung Soft-Formgebung + Laserschneiden. Wir wechseln auf flexible Fertigungslinien, sodass wir, selbst wenn wir Zehntausende Dollar an Formöffnungsgebühren streichen, immer noch innerhalb von 7 Tagen unser erstes Stück erhalten, was das Problem der hohen Formkosten völlig ändert.
Cost-Effective Production Paths at Different Scales
If you want to achieve the lowest cost possible, then your decision for process selection should be aligned with the annual volume of production, like this:
- 1-50 pcs (Research & Development Stage): For the beginning stage use of a product, soft mold forming + laser cutting method is excellent. It doesn't involve the costly production of hard molds, delivers the first piece inside 7 days, has a somewhat higher single piece cost, but the trial and error costs are minimized greatly. This strategy is ideal for testing product iteration and having low cost sheet metal fabrication.
- 50-500 pcs (Small-batch Pilot Production) : This stage, the soft mold method is combined with the use of a CNC turret punch press, the main purpose is keeping a reasonable balance between efficiency and costs.Unit cost, in this case, got reduced by 30% compared to the R&D stage, delivery cycle is 15-20 days.
- 5000+ units (Mass Production): Progressive die stamping + laser welding methods, a significant investment in hard mold costs (approx $20,000-$50,000). Yet, unit cost is brought down by 60% which is the best practice for regular mass production.
Cost Control Tips and Service Support
Adjusting the battery box bending radius to R=1.5-2.0mm and minimizing deep drawing structures will not only simplify the mold but also save 20%-30% of mold costs, we do free DFM analyses to help you struct ure the product in a cost effective manner and eliminate cost waste.
Being a professional custom EV sheet metal service provider, we are equipped with a flexible manufacturing line that can handle minimum order quantities of 5 pieces, which means that OEM customers can check the appropriateness of the battery box structure during the R&D stage with very low costs of trial and error. If your small batch trial production stage, please don't hesitate to contact us for a free cost calculation so that you can get the best processing solution and avoid high mold cost waste.

Figure 3: A battery module showing silver cells connected by orange wires.
Which Quality Control Protocols Ensure The Long Term Durability Of High Voltage Electric Vehicle Metal Parts?
Electric vehicle metal parts, in particular those operating with high voltage, need powder coating or insulating nylon powder coating that is very strong. Only in this way, the service life of these parts can be guaranteed to be over 10 years. Our insulation layer has a breakdown voltage of >5000V DC, That means the whole surface treatment process must be under quality control coverage.
Surface Treatment Process Quality Control
There are explicit quality control criteria for every point of the surface treatment process of Electric vehicle metal parts:
- Cleaning before treatment: Degreasing with an alkaline agent is done at 50-60℃, 10-15 minutes. Besides cleaning the surface from grease and other contaminants, the adhesion that is necessary for the subsequent steps is also achieved. This method is ideal for sheet metal surface finishing.
- Silane Passivation: This is a newer technique which is also replacing phosphating (environmentally friendly) and gives the passivation film at 0.5 to 1.0μm thickness that results in coating adhesion and protective ability against corrosion.
- ED (Electrophoretic Coating): The thickness of the electrophoretic layer is 20-30μm. The adhesion reaches the 5B level (cross-cut adhesion test) - absolute no peeling or flaking.
- Powder coating: The thickness of the insulation layer is 80-120μm, the online measurement of thickness error is 5μm, the breakdown voltage is >5000V DC, so high-voltage insulation requirements are considered to be met.
Weather Resistance and Insulation Performance Testing
We do very strict testing to check the weather resistance as well as the insulation capability of our surface-treated products. Key test data are as follows:
| Test Item | Test Standard | Test Result | Industry Requirements |
| Salt Spray Corrosion Test | SGS 1000 hours | No red rust, no corrosion | 720 hours,no red rust |
| Scratch Resistance Test | ASTM D3363 | Scratch depth ≤0.5mm, no coating peeling | Scratch depth ≤1.0mm |
| High Voltage Breakdown Test | IEC 60664 | Breakdown voltage >5000V DC | Breakdown voltage >3000V DC |
| Adhesion Test | ISO 2409 | 5B level | 4B level and above |
How Can Automotive Tier 1 Suppliers Find a Reliable Partner For Precision Sheet Metal Enclosure Manufacturing?
When assessing a sheet metal enclosure manufacturing company's ability to supply automotive-grade parts the main criteria are their hardware facilities, IATF 16949 certification, and their knowledge of APQP/PPAP tools. Solid suppliers make it easier for Tier 1 customers to alleviate the risks involved in the supply chain.
Critical Aspects Of Supplier Qualification Review
Before deciding on a Tier 1 supplier, what comes next four points deserve in-depth discussion:
- System Certification: IATF 16949:2016 system certification is a must. This is the bare minimum qualification for automotive-grade parts supply as it confirms the production process is compliant.
- Tool Execution: Must be able to effectively implement the five core tools - APQP PPAP FMEA, SPC, and MSA - to help project risk minimization right from the starting stage.
- Hardware Equipment: Have make metrology equipment like Bystronic laser cutting machines and CNC bending machines to maintain a processing accuracy of 0.05mm.
- Testing Capabilities: Own testing devices like coordinate measuring machines (CMM) and helium mass spectrometer leak detectors, and provide full third-party testing reports.
Complete Compliant Supply Loop
We form an entire compliance loop starting from RFQ reception to PPAP submission, which ensures that the projects satisfy the customers' needs:
- RFQ Reception and Drawing Review: When a customer sends a quotation request, a complete 3D drawing review must be done within 24 hours and the DFM defect feedback must be given.
- Risk Analysis: The use of FMEA in analyzing the Risk Priority Number (RPN) enables the creation of precise risk control measures for manufacturing defects prevention.
- Production Control: We prepare in-depth control plans and keep track of the production activities continuously. For every batch, SPC control charts are given.
- PPAP Submission: The submission of PPAP documentation, complete with the samples, test reports, and control plans, etc. takes place after the production of parts, adhering to customer acceptance standards.

Figure 4: Rows of metal frames in a factory, likely for EV battery structures.
How Did LS Manufacturing Deliver a High Precision Solution For An EV Automotive Custom Battery Box Fabrication?
Here is a detailed description of a case study illustrating our very accurate EV battery box fabrication solution provisioned to a top European electric bus company and reflecting our abilities in pain point addressing and the after effect. Also, it stands as a basis for similar works.
Customer Issue:
During creating a 350kW large capacity power battery pack, a European electric bus manufacturer experienced a difficulty: conventional welding methods caused the AL5052 substrate to be distorted by 1.8mm, thereby a 24% failure rate at the first attempt in the IP67 airtightness test was observed.
As a consequence, the customer was under the pressure of postponing the vehicle production line and facing the difficulties in meeting deadlines, which made the situation quite unbearable for them. So, they desired a skilled team that would be of great help to them in solving their problem.
LS Manufacturing Solution:
- First, after our technical experts got involved, by analyzing the drawings through DFM (Design for Manufacturing), we realized that the split-welding structure was the biggest reason behind the thermal deformation.
- We upgraded the design to a single unit operation combining CNC progressive die flexible forming and laser CMT (Continuous Metallurgy) welding. We also created a 12-point pneumatic rigid fixture which was used to pressurize the workpiece to 0.4MPa during welding, thereby restricting deformation and warping.
- To guarantee sealing, we chose an automated helium vacuum chamber mass spectrometer leak detector, and set a leak detection threshold of 1.0 10 mbarl/s so that 100% online leak detection was achieved.
- We changed the welding settings to this: laser power 4.5kW, speed 2.8m/min, argon gas flow rate 7L/min. These changes in parameters lowered thermal deformation and porosity, our experience also confirms that structural and process changes can resolve aluminum alloy welding warping issues.
Ergebnisse und Wert:
Thanks to process modification, flatness of the battery box sealing surface was kept within 0.15mm, IP67 pass rate reached 100%. Customer was saved $80,000 from scrap product, delivery cycle was shortened by 32 days, and the customer got a 5-year supply contract.
If your electric vehicle (EV) battery box fabrication project also encounters problems like welding deformation and airtightness failure, please reach out to our engineering professionals so that we can provide a personalized high-precision solution that fits your project requirements perfectly.

FAQs
Q1: What is the standard lead time for custom EV battery box fabrication prototype at LS Manufacturing?
By using our full CNC flexible machining line and with automotive-grade AL5052 aluminum alloy materials always ready in stock, we are able to make very precise prototype parts for you and also provide a detailed non-conformance report within 7 to 10 working days from you upload your drawings, which will allow R&D testing of the prototypes.
Q2: How does LS Manufacturing determine the initial tooling cost and unit price for an EV sheet metal fabrication service project?
We always aim at making our pricing system fair and understandable. The unit prices are calculated accurately based on material usage, total laser cutting length, bending steps, and welding time. To help customers at the R&D stage in small-batch trial production, we can offer them a soft mold transition without any hard mold fee, So cutting down on costs for them.
Q3: Will LS Manufacturing be able to produce low-volume custom battery enclosures for niche EV models?
Yes, In fact. In particular for R&D and racing/commercial vehicles, we even have a flexible, lightweight production line with the lowest order quantity requirements being only 5 to 10 units. This allows customers to verify the structural design of the battery enclosure in the early developmental stages and Much reduce the trial-and-error costs.
Q4: Which third-party testing reports do you provide to validate the quality of electric vehicle metal parts?
Upon every shipment, we are able to furnish comprehensive automotive-grade quality certification plus the original Material Test Record (MTR), coordinate measuring machine (CMM) dimensional measurement reports, hardness and tensile test reports, and SGS-certified 1000-hour salt spray corrosion and IP67 leak detection data.
Q5: How does LS Manufacturing protect the Intellectual Property (IP) and proprietary CAD designs of our EV battery housing sheet metal?
Our company considers intellectual property to be its very existence. We enter into a legally binding NDA (Non-Disclosure Agreement) before any technical data is given to us. We encrypt all CAD/STEP drawings and keep them on a separate secure offline server that only core project engineers can access.
Q6: What is the maximum thickness and processing tolerance of sheet metal fabrication for EV components at your facility?
Our company is capable of precision forming aluminum alloys, stainless steel, and high-strength steels ranging from 0.5mm to 6.0mm thick. With the aid of Bystronic laser cutting machines and CNC bending machines, we are able to keep control of critical batch processing tolerances at an impeccable 0.05mm level.
Q7: What is your method for leak testing finished custom EV sheet metal service enclosures to verify their compliance with IP67 standards?
We are not going to revert to the old and inefficient immersion method that can easily miss leaks. Instead, we rely on automated airtightness pressure drop testers and high-precision helium vacuum mass spectrometry leak detectors to make sure that every battery case manufactured undergoes a thorough leak-proof check at the molecular level.
Q8: Is LS Manufacturing able to carry out downstream surface finishing such as powder coating and busbar copper plating done simultaneously?
Yes, we offer a complete one-stop turnkey manufacturing service. Our factory boasts fully automated automotive-grade electrophoresis (ED) lines, electrostatic powder coating lines, and precision copper busbar heat shrink insulation tubing processing equipment. These ensure that high-voltage insulation and corrosion protection treatments are not compromised by quality control issues related to outsourcing.
Summary
EV battery box sheet metal fabrication involves numerous engineering activities like integrating precise dimensions, sealing and insulation etc. which can directly change the safety and mileage of the electric vehicles.
The main challenge of manufacturing lies in controlling the process parameters accurately, selecting the right materials scientifically and finally strict quality control. We use our practical hands-on experience and approved qualification to break down the barriers and provide cheap solutions throughout the entire supply chain.
Does your EV battery case project face pain points such as welding deformation, air tightness failure, or tooling budget overruns? Go ahead and send us your STEP, IGS or DXF 3D drawings and our senior experts will offer you a free DFM analysis and detailed cost quote by the next day with strong data to protect your project!
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Website: https://lsrpf.com/
Haftungsausschluss
Der Inhalt dieser Seite dient ausschließlich Informationszwecken. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the LS Manufacturing network. Es liegt in der Verantwortung des Käufers. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
LS Manufacturing Team
LS Manufacturing ist ein branchenführendes Unternehmen. Focus on custom manufacturing solutions. Wir haben über 20 Jahre Erfahrung mit über 5.000 Kunden und konzentrieren uns auf hochpräzise CNC-Bearbeitung, Blechfertigung, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. Wir bieten Kunden in mehr als 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ganz gleich, ob es sich um eine Kleinserienproduktion oder eine groß angelegte Individualisierung handelt, wir können Ihre Anforderungen mit der schnellsten Lieferung innerhalb von 24 Stunden erfüllen. Wählen Sie LS Manufacturing. This means selection efficiency, quality and professionalism.
To learn more, visit our website:www.lsrpf.com.


